��ú��������չ����(��)�����ظ����
������1,2
http://www.zgmt.com.cn/magazine/magazineContent.do?catalogdataid=bc2941cff5e6418ab99377dae68e3a8d
(1.�й���ҵ��ѧ(����)��������Ϣ����ѧԺ�������к�������100083��2.�й���ҵ��ѧ(����)�ǻۿ�ɽ��������о�Ժ�������к�������100083)
ժ Ҫ �ظ�����Dz�ú���Զ��������ܻ�����ú��Ĺؼ�װ�ã�����߱��߽ظ��ԡ��߿ɿ��ԡ��������Եġ����ߡ����������ڽظ�����Ĺ���Լռ��ú��װ�����ʵ�80%���ϣ�������ռ����ú�������ʵ�50%���ϣ���������������Բ�ú���ظ���������˲��ϵĸĽ��ʹ��£������ظ��Ͳ���͡��سݹ��͡���ĥ�سݡ��ظ��Ͳ���������ȣ��ظ����Ҳ�������س�ʽ��չΪ��Ͳ�س�ʽ���ظ��Ͳ�ӹ��ι�Ͳ����֮��������װ�ع�Ͳ��������Ͳ���������Ͳ��ǿ����Ͳ�ķ�չ���سݹ��ͷ�չ������5���Σ��ֱ��ǵ��νسݡ����νسݡ�ǿ���سݡ���ͷ���νسݡ������ݡ��س���ĥ�������ڲ�ú���ɿ���Ӱ��ܴ�Ŀǰ�ѷ�չ��������ĥ�سݣ���һ����Ӳ�ʺϽ�سݣ��ڶ����Ǹ�����ĥ�سݣ��������Ǿ۾����ʯ�سݡ����ڹ�Ͳ��ú����Ӧ�������˹�����۳�������������з����ظ�ռ�������Ͳ����������������Ͳ�������ֳ�������Ŀǰ������������Ͷ��θ�ѹ���Ͻ����������״δӻ�צ�ṹ�����Ƕ�̽���˽سݼ��ظ�����ķ�չ·������Ϊδ����ú���ظ�����ķ��������ʵ�ָ߽ظ��ԡ��߿ɿ��ԡ��������Ե���·����
�ؼ��� ��ú�� ��չ���� �ظ���� ��Ͳ���� �سݹ��� ��ĥ�س� �������� �����س����
��ú���ظ���������û�е��������ú���������ҵ���ߣ���ú���Զ��������ܻ�����Ҫ���ƹ��ܶ������ڽظ���������ظ�����Ĺ���Լռ��ú��װ�����ʵ�80%���ϣ��ظ�����Ĺ�����ռ����ú�������ʵ�50%���ϡ���ˣ������ܲ�ú���Ľظ��������߱��߽ظ��ԡ��߿ɿ��ԡ��������Եġ����ߡ�������
�߽ظ�������Ϊ�ظ�����ĵ�λ�ܺĵͣ�50 mm���ϵĿ�ú������Ϊ70%���ϣ��ظ���������С��10%����ú�����й������ȶ��Ժã����㹻�Ľظ����Խظ�Ӳ��ͻ���ú�㣬���и����������������Ե�ʵ��Ӧ������ԭ�����سݹ��͡��سݲ��֡��ظ�����ȷ�����нظ�����Ż���ơ�
�߿ɿ�������Ϊ�ظ�ṹ�����㹻�ij���ǿ�ȡ������ǿ�Ⱥ���ĥ��ǿ�ȣ��Ӷ���֤��ú������1000��t���ϵ�ƽ������ʱ��(���������)�������Ե�ʵ����Խظ��������ȫ��IJ�����ơ�ǿ����ơ�Ħ��ѧ��ơ�����ѧ��ơ��ɿ�����Ƶȡ�
������������Ϊ��ú���ȡ�Ӳ�ȡ������ȱ仯ʱ���ظ��������������֪�͵����������ܹ�����Ӧ���ߡ�����Ӧ���١�����Ӧ��ת���Ӷ��ﵽ���˸�Ԥ�������ظ�����Ե�ʵ��Ҫ��ú��̽�⡢ú��ʶ�𡢸��ٶ�λ���Զ����Ƶȷ������Ա�֤��
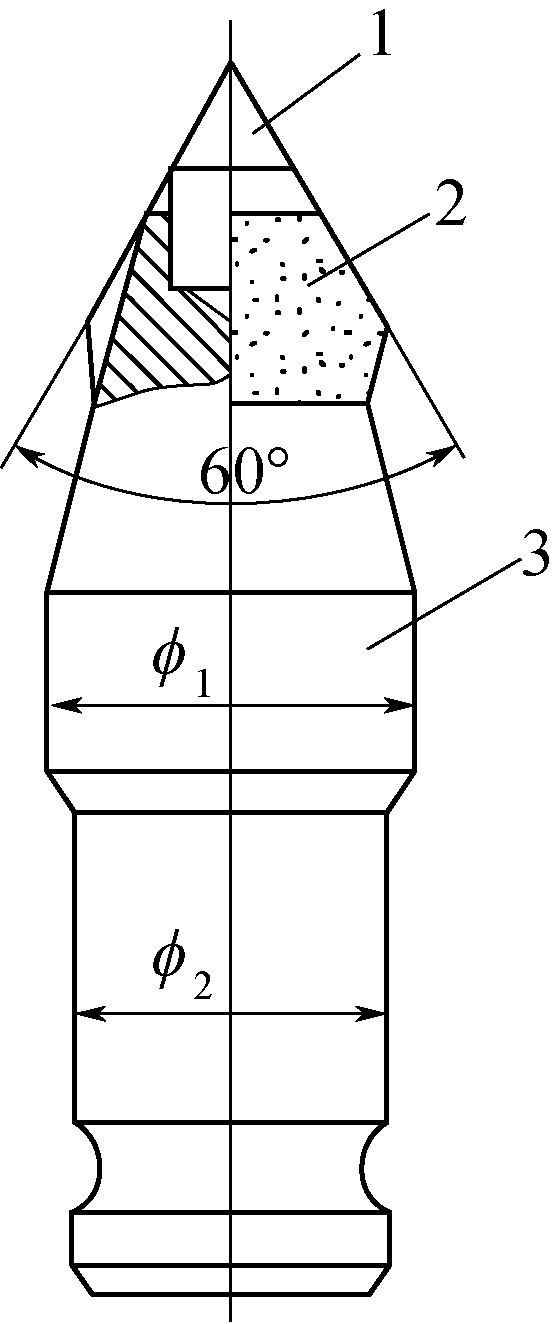
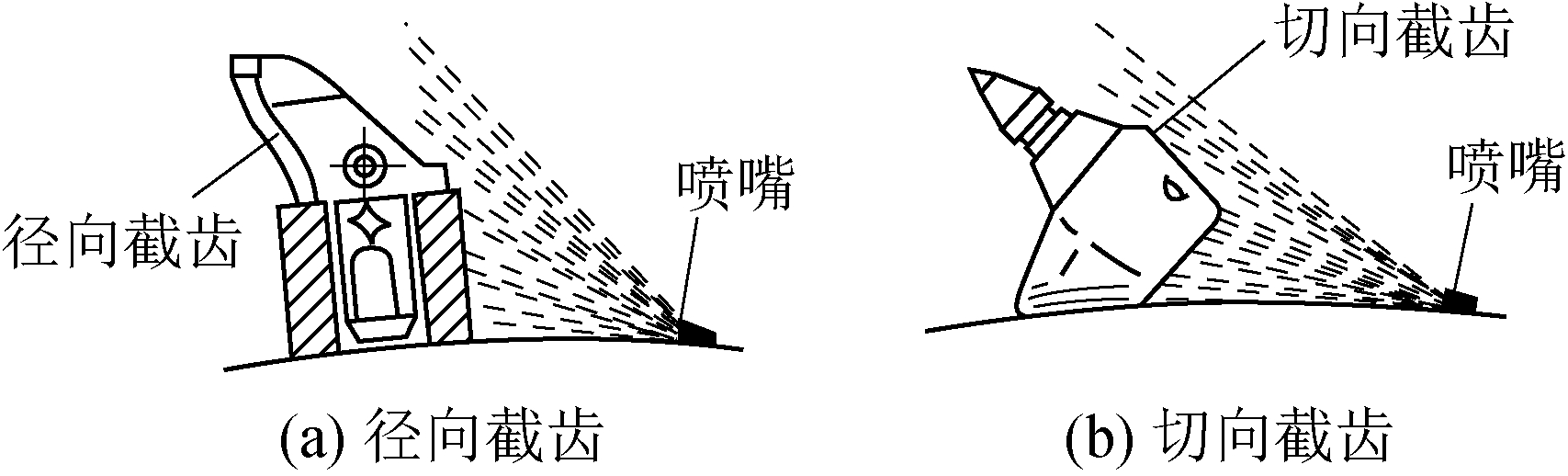
����Ӷ���������������ҵĽسݹ��ߣ�����˶Լ�Ӳ��ʯ���������ѧ���������⡣������Ƿ����������������˸�ͷ��ǥͷ���ھߣ������ڵĽ�ú���س��뻢צ��̬ʮ�����ƣ���ͼ1��ʾ�������ijݼ����������߷������ǿ���������׳�ij��屣֤�˽سݿ�����նȡ�

ͼ1 ��ú���سݷ������ظ������չ����
�����Ľظ�������д��������������س��˶��������������ú���ϻ�ǰצ��Լ4 cm���������ı������ߴ�6 kN�����Դ�����צ������ľ�������Ƥ������ؿ����س���ͬ��ú���ġ���צ�����������������ú����ǰ֫���������л��ϳɶ��������ܸ�Ч�ظ�ú�㡣
�������ǶԽظ������ʶ�������룬��ú���Ľظ���߲��ϸĽ�(��ͼ1)���ظ���ߴ������ֱ��������ʽ��չΪ��ת������ʽ����ú���ظ�Ч�ʵ���������ߡ���20����30�����50����ڼ䣬���ǽ���������ʽ������ʽ����Шʽ����ϳʽ����ʽ��������ʽ�����ȶ��ֽظ�ṹ��ƺ����飬����ɸѡ�����ù�Ͳϳ��ʽ�ظ��������Ϊ��ú���������ظ�ṹ����1952���𣬲�ú����Ͳ�ظ���������˹��ι�Ͳ����װ�ع�Ͳ��������Ͳ���������Ͳ��ǿ����Ͳ��5�α����������ظ��Ͳ���Dz�ú���ձ���õĸ�Ч�ظ�������س�����Բֱ���ӵ�����0.8 m��չ��Ŀǰ��4.3 m��������Ͳ�ظ�ʴ�10 kW��ߵ�1100 kW��
��ƪ����Ҫ�ع˲�ú����Ͳ�ظ�����ķ�չ���̣������ظ��Ͳ���͡��سݡ���ĥ�سݡ��ظ��Ͳ����������չ��
1 �ظ��Ͳ���ͷ�չ
1912�꣬��ú�������Ӣ��ר��������ʱû����Ƴ����Ļ�е��װú�豸�����δ�ܸ���ʵ��Ӧ�á�1925�꣬�¹������ջ�е���쳧��������1̨���ڹ������ú��װú������1934�꣬Ӣ��������Ӧ�������-Ħ��(Meco-Moore)���ʽ��ú������ͼ2(a)��ʾ��1938��¹����˻���˾��������������Ͳ�װ������ͼ2(b)��ʾ���ײ��ǽ������ϲ��Ǻ��ýظˣ��ظ˶˲��ǽ��̣����ǵĽظ�������¶Գ��ڹ������Ͳ��ú�����˾����Ե��ƶ�����[1]��
1940�꣬Ӣ������ɭ��˾������AB15�ͽظ�ʽ��װ������ͼ3��ʾ��������ʽ˫�ظ˺͵��̵ĸ��Ͻظ�������ظ�����ֱ��Լ20 cm���ײ�ֱ��Լ40 cm��������Χ����4���سݣ������1��Сֱ���سݹ�Ͳ��1948�꣬������ŵ˹(Lee-Norse)��˾���Ƴ�CM-48�ͽ���ʽ���ɻ�����ͼ4��ʾ������4��װ�������ϵ�ת�����̣�������ʽ�ظ��Ͳ���״�Ӧ�ã�Ҳ�Dz�ú����Ͳ���̽ṹ�ij��Ρ�

ͼ2 ŷ�����ڵij��ڲ�ú��

ͼ3 ����ѷ��˾�����Ľظ�ʽ��ú��
ͼ4 ��ŵ˹CM-48�ͽ���ʽ���ɻ�
1.1 �ظ��Ͳ�ṹ
Ϊ����߽ظ�Ч�ʣ��ظ��Ͳ���ϸĽ��������˹��νظ��Ͳ�������ظ��Ͳ����ϳ�ظ��Ͳ�����߽ظ��Ͳ�����ݽظ��Ͳ�ȹ��͡�
1948�꣬Ӣ������ɭ��˾��������̹�Ͳʽ��ú�������̹�Ͳ���ýظ���������ϵ�ԭ��������ú�����ǹ�Ͳʽ�ظ�����״����ڲ�ú��[2]�������з��Ľ��̹�Ͳ��ú���ھ��µ������龰��ͼ5��ʾ���ظ��̱���ú����س��и�ú���ֱ�Ϊ65%��35%���и����75�㣬ú�ڲ��ᷢ��Ƭ���֤�˽ظ�İ�ȫ�ԡ�

ͼ5 ���̹�Ͳ��ú���������鳡��
1952�꣬Ӣ��ú̿�������־�����ղķ˹�����¶پ�ʿ����˰��¶��Ͳ�ú�����ظ�����ǹ��ι�Ͳ������Ϊ�ǵ�1����Ͳ��ú�����˺��꣬���¶ٲ�ú����Ƴ�4�ֽظ��Ͳ�ṹ����ͼ6��ʾ��1954�꣬�¹����·�˾�������1̨W-SE-���̶���Ͳ��ú����װ�й��νسݹ�Ͳ��̨ʽװú�硣1956�꣬Ӣ���������ķѷ(Samson)��Ͳ���ϲ�ú�������ǰ��¶����ϲ�ú���ĸĽ����ͣ����������Բ��ϳ����С�Ƕ������ظ��Ͳ[3]��

ͼ6 ���¶ٲ�ú����4�ֽظ��Ͳ
1959�꣬����ɭ��˾������AB16-���¶���Ͳ��ú�����״�����˴��ж���سݵĵ������߽ظ��Ͳ�������ڹ�Ͳ����ú�ڣ��Կ����Ѷ�ֱ������ú�㡣1970�꣬����ɭ��˾�Ƴ�AB-II��˫��Ͳ��ú���������˶������������߽سݵ��������Ͳ����ͼ7��ʾ��

ͼ7 AB-II�Ͳ�ú���Ķ���س�������Ͳ
1980��4�£����·�˾�����EDW-450L��ǿ����ú�����״���Ʋ��������νسݹ�Ͳ��������ͷ�����ظ��Ͳ���ڶ�˹���ú�����飬������ÿ��4����ҵ����ú8����ÿ����ҵ��Ĺ������䱸10�ˣ������P��ͷ�䱸6��10�ˣ��ط����䱸2�ˣ������ղ�ԭú5000 t[4]���ڻ�������������֮������������2��5ͷ������ʽ�ظ��Ͳ��
���Ų�ú�������������˽ظ��Ͳ����ú������֮�����װú����δ����ߵ����⣬Ϊ��������������ι�Ͳ�ṹ����ͼ8(a)��ʾ����1����Բ�ι�Ͳ����Ͳ챳�Բ�Σ�ú�ڶ˵�ֱ����ж�ض˵�ֱ��С����2����ָ�������ι�Ͳ����Ͳ�ij��°�������[5]���Աȷ������������ָ��������Ͳ챰뾶������С��ʹú��������˶��ٶȴ���Բ��Ͳ챵������ٶȣ��������װ���������ڴ�ͳ��Բ���ι�Ͳ�ͽض�Բ�ι�Ͳ�������˿�ú�������飬ú����������Բ�ι�Ͳ����Լ5%����Բ���ι�Ͳ����Լ15%[6]��2015�꣬���������˷�����һ�ֽ����ι�Ͳ����ͼ8(b)��ʾ�����ֹ�Ͳ���ڸ�Ӧ��ú���Ͽ���Ӧ��ж�زۣ��γ������棬ʵ�ֶ����Ӧ��ú�ҵĿ��ɡ�
1.2 ��Ͳ�سݷֲ�
�ظ��Ͳ�ϵĽسݲ�����̬�����˲�ú����úЧ�ʣ��ظ��Ͳ������ҶƬͷ�����س�������ʽ�����߾��С����λ�и�����Ľس������Ը�ú����������Ҫ��������Ͳ�ϵĽس���Ҫ��4��������ʽ����˳��ʽ���С�����ʽ���С�����1ʽ���кͻ���2ʽ���У�4�ֽس����е�����ͼ��ͼ9��ʾ��ʵ���ϣ�����ͼ�ǽسݵ����������ȹ켣���������״ֱ��Ӱ����ú��ȡ��سݵ�λ����״Խ��Խ��������úЧ��Խ�ã���֮Խ�һ������£�˫�����ߵĽسݿ��ų�˳��ʽ������ʽ���������ߵĽسݿ��ų�˳��ʽ������1ʽ�ͻ���2ʽ���������ߵĽسݿ����г�˳��ʽ������ʽ������1ʽ�ͻ���2ʽ���ظ���Ӳú��Ĺ�Ͳֱ��С��1.6 mʱ��ͨ������˫ͷ�������ظ�Ӳú��Ĺ�Ͳֱ������1.8 mʱ��ͨ������3ͷ������Ͳ[7]��
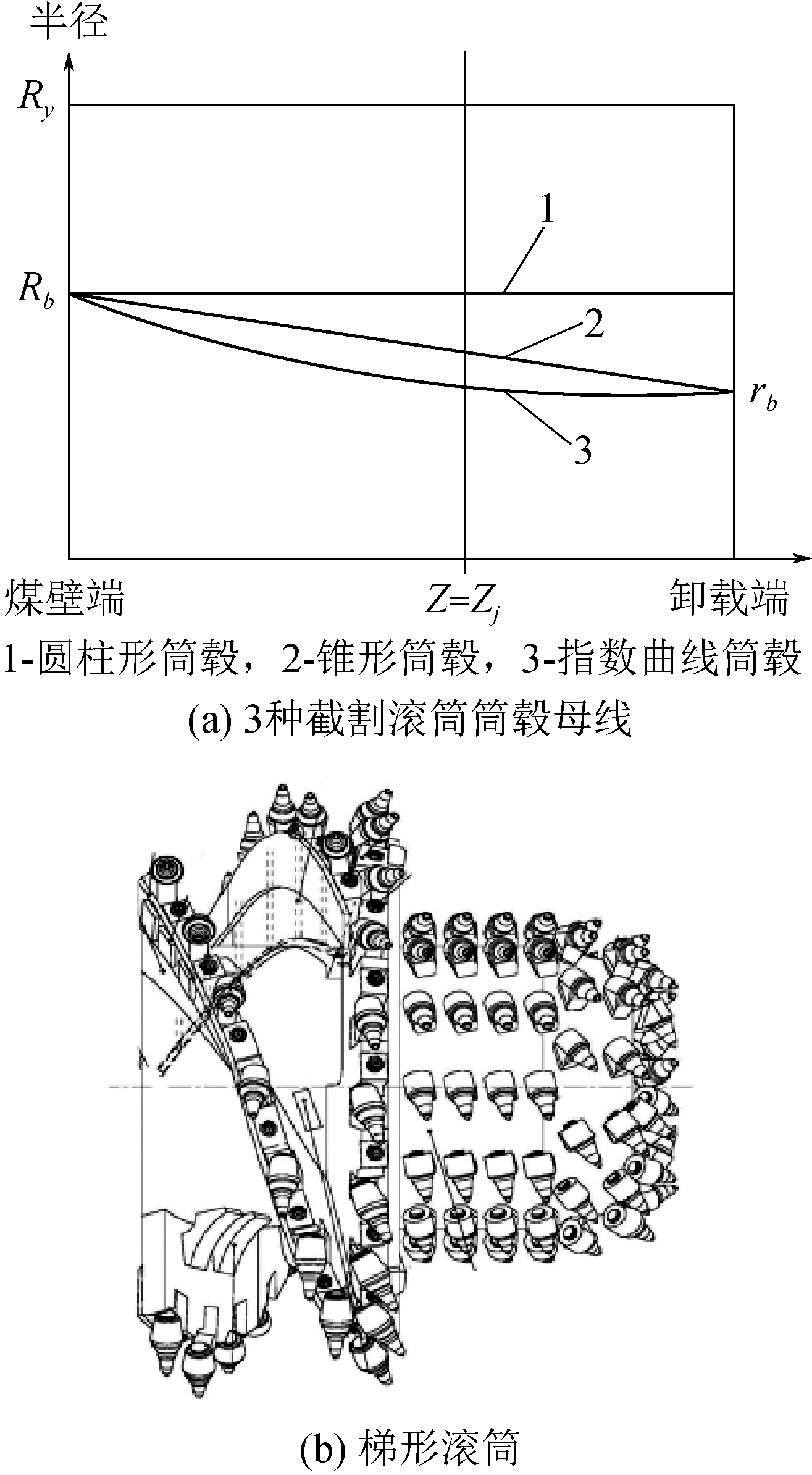
1-Բ����Ͳ�;2-��Ͳ�;3-ָ������Ͳ�
ͼ8 ��ú�����νظ��Ͳ

t-�ݾ�;width=8,height=8,dpi=110-������
ͼ9 ������Ͳ�Ľس�������ʽ
1961�꣬���·�˾����EDW-200�Ͳ�ú���������˫ͷ�����ظ��Ͳ��1964������EDW-170-L��˫��Ͳ��ú��������˵�ͷ�����ظ��Ͳ��1965�꣬Ӣ������ɭ��˾������MK-II��ú�������4ͷ�����ظ��Ͳ��1976�꣬����SAGEM��˾������SIRUS-400�Ͳ�ú������Ͳ��ʽ��3ͷ�����ظ��Ͳ��1976�꣬�������湫˾��������1̨1LS��ǣ����ú��������˫ͷ������Ͳ��װ����¶����75 mm�ľ����νس�(Ҳ���ø��νس�)��ÿ������װ2���سݡ�
1971�꣬�ҹ����Ƴ�DY-100�͵���Ͳ��ú�������ø��ͽسݺ�1 m�����˫ͷ�����ظ��Ͳ�������Ͳ����Ϊ82 mm�����̽س�������3��6��ʽ�����߾��ú�ڿ�ʼ��������Ϊ5��5��5��35��32 mm��1978�꣬MLQ1-170�Ͳ�ú������˫ͷ�����ظ��Ͳ����س�������ͼ10��ʾ��

ͼ10 MLQ1-170�Ͳ�ú���س�����
2 �سݹ��ͷ�չ
��ú���س�һ���Ϊ���νسݺ��νسݣ���ͼ11��ʾ�����νس��Գݼ�ײ��ú���������ѹ����ʹú�����ųݼ��ܱߵ���ǿ�����������䡣���νسݲ��������������г��ú��ʱ����������ʹú��ǿ�����䣬��ú��ȴ�Сȡ���ڽسݵ�ǰ����������������ȡ����ݰ�װλ�ò�ͬ�������ַ�Ϊ����سݺ�����سݣ������ǽس��������Ͳ�뾶����ļнDz�ͬ���ݱ������ع�Ͳ�뾶����Ľسݳ�Ϊ����سݣ��ݱ��������Ͳ�뾶��һ���нǵĽسݳ�Ϊ����سݡ�

ͼ11 ��ú��2�ֽس���״
1914�꣬�¹���˹�ط����ǿ�ұ���Ϲ�˾(GEW)����������1̨��ʽ��ú���������������ϰ�װ�˵��νسݡ�1928�꣬�����߶����˹�������з�����ǣ���ħ����ͽ�ú���������Ľسݲ��ç�-7����-7A����-8̼�����졣1937�꣬GEW��˾����������ú�����˵�1̨��ú�����ڸֹ��Ϻ�������Ш���ٵ�����������ĸ��νس�����ú��ظ1951�꣬�������湫˾�����1CM��������ú�����ظ��Ͳ�����˸��ͽسݡ�
20����50������ڣ���Ͳ��ú������֮�سݾ���������5����չ�Ρ�
(1)��1�Σ��ձ�ʹ�õ��νسݡ�20����50����������������������Ͳdz��ʽ���ϲ�ú�����ç�90�͵��νسݡ�1971�꣬����������DTS-300�Ͳ�ú����Ͳ��װ�е��νسݡ�1975�꣬���������ħ���-1�����Ͳ�ú�����ö�ѹ�ĵ��νسݡ�1962���ձ�����ú��ʹ�õ�1̨��Ͳ��ú����ʹ��װ�е�Ƭ��С�͵��ݣ�1975��1980��ʹ����Ƭ��С�͵��ݣ�1984�꿪ʼʹ�ô��͵��ݣ�1989��ʹ��ǿ�����ݡ�
(2)��2�Σ��㷺ʹ�ø��νسݡ�20����60�������ʼ���ø��νسݣ� 1966��Ӣ��ú��ʹ����95����������νس��ڴ����ʱ�Ľظ����������������Ų�ú�����ʲ��ϼӴ� 1974����νسݵ�ʹ������������10%��1968�꣬����������KWB-3DS�Ͳ�ú����Ͳ������װ�и��νسݣ�����Բ��װ�е��νسݣ�����3������״������װ���νسݡ�1987�꣬�ձ���ʼ���Ƹ��νسݣ�1990��������ֳ��Ա����飬���νس������ȵ��νسݼ���Լ23%[8]��
(3)��3�Σ��з�Ӧ��ǿ���سݡ�1963�꣬Ӣ�����Ƴɹ���״��ͬ���ӵ�ǿ���سݣ����и��νسݺ͵��νسݵ��ŵ㣬װ�ڴ��ݾ��ͲҶƬ�ϣ��س���������һ�롣1970���سݿ�ʼ�ƹ�ʹ�ã�Ӣ������(HOY)��˾SP400ǿ���سݳ�200��255 mm������(�س���չ����)100��155 mm���ݱ�����30 mm��50 mm����1974�꣬Ӣ��ú������100���������ʹ�ô�سݹ�Ͳ�����50 mm���ϵ���ú������28%��ú��������25%[9]��1990�꣬����������PO100��ǿ���سݣ�ȫ��200 mm������100 mm��Ӳ�ʺϽ�Ƭ��18 mm��1990�꣬���ɽ��ά��(Sandvik)��˾������PR110����ǿ���سݣ�����110 mm���ݱ�����35 mm��55 mm����Ӣ��ú��ʹ�������ӳ�3�����ݺĽ���35%��
(4)��4�Σ�ʹ�ü�ͷ���νسݡ�1986����������(Kennamatal)��˾�з�������ת�ļ�ͷ���νسݣ�����ʽ���νس���ȣ��������ͽسݸ��Ӽ�����ã�����������ת��ʵ�ʵĽس����ı���ʽ���νسݽ���Լ80%[10]��
(5)��5�Σ�ʹ�ô����ͽسݡ�2003�꣬Ӣ��������(Hydra)��˾�Ƴ������ͽسݣ�������ͽسݻ�����װ����ú��ȴ�100 mm��ߵ�130 mm��2005�꣬����س��ڰĴ����DZ�������( Beltana)ú�����ã����������ǣ���ٶȶ��ҽ����˹�����۳�����ͬʱ�������˸ÿ�ú̿������¼����2008�꣬�Ĵ�����30%��ú����ô����νس�[11]��
�����з��ĵ��Ͳ�ú���سݼ��̶���ʽ��ͼ12��ʾ[1]��

a1-�ݶ�ʽ�̶��سݣ�
a2-Ӣ����˷�˹�ر��ʽ���ٹ̶��سݣ�
a3-Ӣ��������˾���ʽ�̶��سݣ�
a4-����ʽ�̶��سݣ�
a5-Ӣ����˷�˹��Բ��ʽ���ٹ̶��سݣ�
b1-Ӣ����˷�˹��Բ��ʽ���ٹ̶��سݣ�
b2-�������ɹ�˾���νسݣ�
b3-Ӣ������-Ƥ�ƶ�˹��˾Բ��ʽ�سݣ�
b4-�������̶���Բ��ʽ�س�
ͼ12 �������Ͳ��ú���سݼ��̶�����
1966�꣬�ҹ��������Ƶ�MLQ1-80�Ͳ�ú������С���νسݡ�1978�꣬ƽ��ú��سݳ���Ƴ�PG1���͵��ݣ���ͼ13(a)��ʾ���س�����������60%��90%��1975�꣬����MD-150�Ͳ�ú������Բ�νسݡ�1982�꣬������ú��е�����Ƴ�DY-150�Ͳ��þ��ݡ�1987�꣬�Ϻ�ú���е�о���������QJB�;��ݣ���ͼ13(b)��ʾ���ڽ��ǿ������̨�̿�ʹ�ͬ���������Ҥ������˹�ҵ�����飬�ظ���½�17%��22%���۳�Ũ���½�17%��30%����ú�����5.3%��7.3%[12]�����⣬����úҵ������̨�̿����Ը��ͽسݺ͵��ͽسݽ������ֳ��Աȣ����ͽسݱȵ��ͽس�ʹ��Ч�����ã�ÿ��ֲ�ú�ĸ��νس����ıȵ��νسݽ�����84%�����νسݵij���ĥ��70%���ظ���ܺ��½�22%���زɿ�ú�����4%��ʹ�ø��ͽسݵĸ����سݺ�Ͳ�ȸ�������ʱ�����23%[13]��

ͼ13 �ҹ��з��IJ�ú���س�
3 �س���ĥ������չ
��ú�����ڴ������ء��������Ħ���ͽ��ʸ�ʴ�ȹ��������¹�����ĥ��ʧЧ�����������أ��س��ڽظ�ú��ʱ��Ҫ���ܸ�Ӧ����ǿ������ɣ�����ɽسݹ��ض�����[14]��ij����ֵ������Ľسݸߴ�80���������ĥ��ʧЧռ80%��95%������ʧЧռ5%��20%��ij��ÿ���ú���������ĥ�������ͺIJķ���ԼΪ0.5Ԫ/tú���Դ˲��㣬2004��ȫ���ɾ��еĥ��ʧЧ���µķ��ý�10��Ԫ�������ĥ���Dz�ú����������Ҫ����[15]��
3.1 Ӳ�ʺϽ�س�
18�������ڣ��˹���úʹ��̼�ع��߸�����ĸ�ǥ������һ����Ӳ�ȡ�1865�꣬Ӣ�������ء���ϣ��(Robert Mushet)�����˺Ͻ߸֣���Ϊ������ú���سݲ��ϡ�1907�꣬�����˰��ڵ¡�����˹(Elwood Hayness)�����˺�25%����˾̫��(Stellite)�Ͻ�֣�ʹ����Ӳ��������ߡ�1923�꣬�¹��˿�����ʩ����(Karl Schroter)�����˷�ĩұ������WC-CoӲ�ʺϽ���1931��¹���²����˾������WC-TiC-Co�Ͻ�֡�Ӳ�ʺϽ���Ϸ�Ϊ5�࣬��WC-Co�Ͻ�WC-TiC-Co�Ͻ�WC-TiC-TaC(NbC)-Co�Ͻ𣬸ֽ�Ӳ�ʺϽ�̼���ѻ��Ͻ�Ӳ�ʺϽ���и���ĥǿ�ȣ�����Ϊ��ҵ�ġ����ݡ����ڽ�����������Ƕ��Ӳ�ʺϽݣ��ݱ�����Ϊ30CrMnTi��30CrMnSi��34MnCrB4+TiB650�ȺϽ�֡�
Ӳ�ʺϽ�س��ǵ�1����ĥ�سݡ�20����30�����������������һ�����ԽϺá�����12%��15%��Ӳ�ʺϽ�سݣ��ɹ����ڽظ��е�Ӳ�����ϵ�ú�ҡ�1938�꣬��������(Kennametal��KMT)��˾����������WC-TiC-CoӲ�ʺϽ���ר����ר�Է�ĩұ������������ߡ�������ͷ���سݡ���ú����Ͳ�ȡ�
1945�꣬�����з���������Ӳ�ʺϽ����еħ���-6�ͧ���-8���ֺϽ�����������ĥ��ͷ����ΪԲ��״��Բ״��Ƭ״3����ʽ���߶����˹�������������Ī˹�ơ��سݣ������ǺϽ�֣���ͷΪֱ��10 mm������20 mm�ħ���-6��-8Ӳ�ʺϽ��ͷ��1946�꣬��������������������-1��Ӳ�ʺϽ�سݣ���ͼ14(a)��ʾ��������Y-7̼�ظ��Ƴɣ���װ��6 mm����16 mm�IJ�����Ӳ�ʺϽ��Ƭ��1948�꣬�����˹�ƹ�������������������سݣ���ͼ14(b)��ʾ��������30��������35�����������죬װ�к�10 mm����20 mm�ħ���-10��-8Ӳ�ʺϽ��Ƭ��20����40���ĩ�ڣ������ٰ�˹����ʹ�ú����������ٵĺϽ�������سݡ�
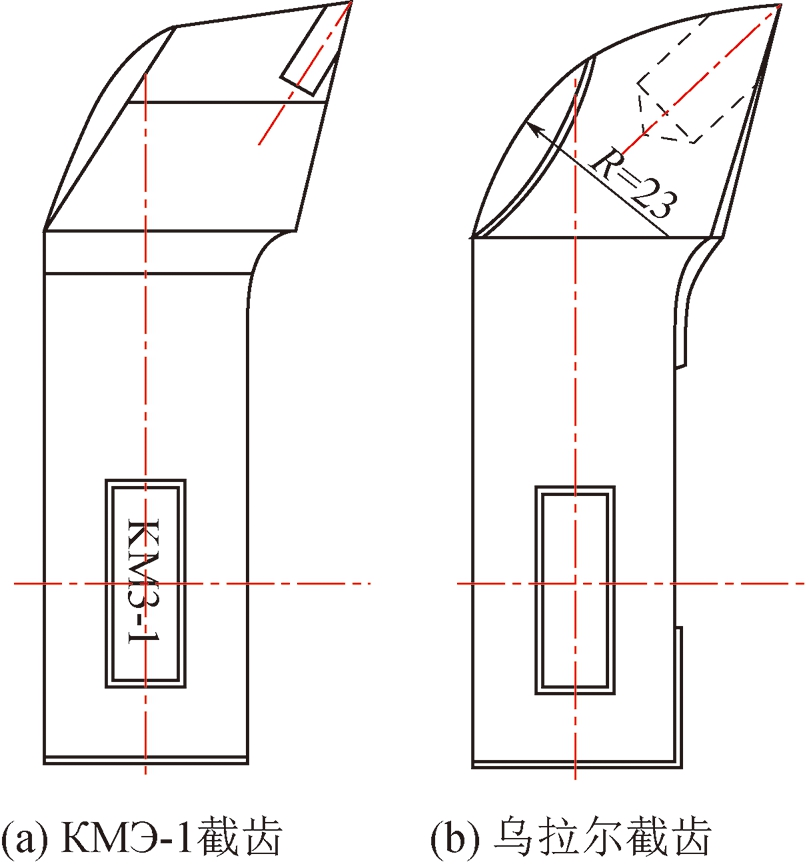
ͼ14 �����з���Ӳ�ʺϽ�س�
1951�꣬�ҹ����������һ���Ӳ�ʺϽ�ǥͷ��20����60������ڣ��ҹ�������Ӳ�ʺϽ����γݼ⡣��ú����Ӳ�ʺϽ�ݼ���Ҫ��ʽ��Ϊ���ݡ�Ģ���ݼ�����ݣ���ͼ15��ʾ[16]�����ݼ���Ҫ�����ڽظ�Ӳú�㡢�еȳ�����Ľسݣ�Ģ�������������ǿ�ȺͿ��������������ڽظ�������Ӳú�㣻����ݿ����ڲ���ת�Ľسݣ�ÿ���Ͻ�ݵ��汻��Ƴ�һ���ض��Ƕȡ�
20����80�����ǰ�������ú���سݵijݼ������Ҫ��������Ӳ�ʺϽ𣬳����ǵ����Ͻ�֣�90������ڣ����������ϲ�����̼���ʺϽ�֣��ҹ���Ҫ��35CrMnSi��30CrMnSi��40Cr�ȺϽ��Ϊ��[17]��90���ĩ�ڣ��ҹ�ѧ���з������߹��̼���䱴����֣��ɹ�����������壬ʹ��ֽس���������35CrMnSi���彵����8.8%[18]��
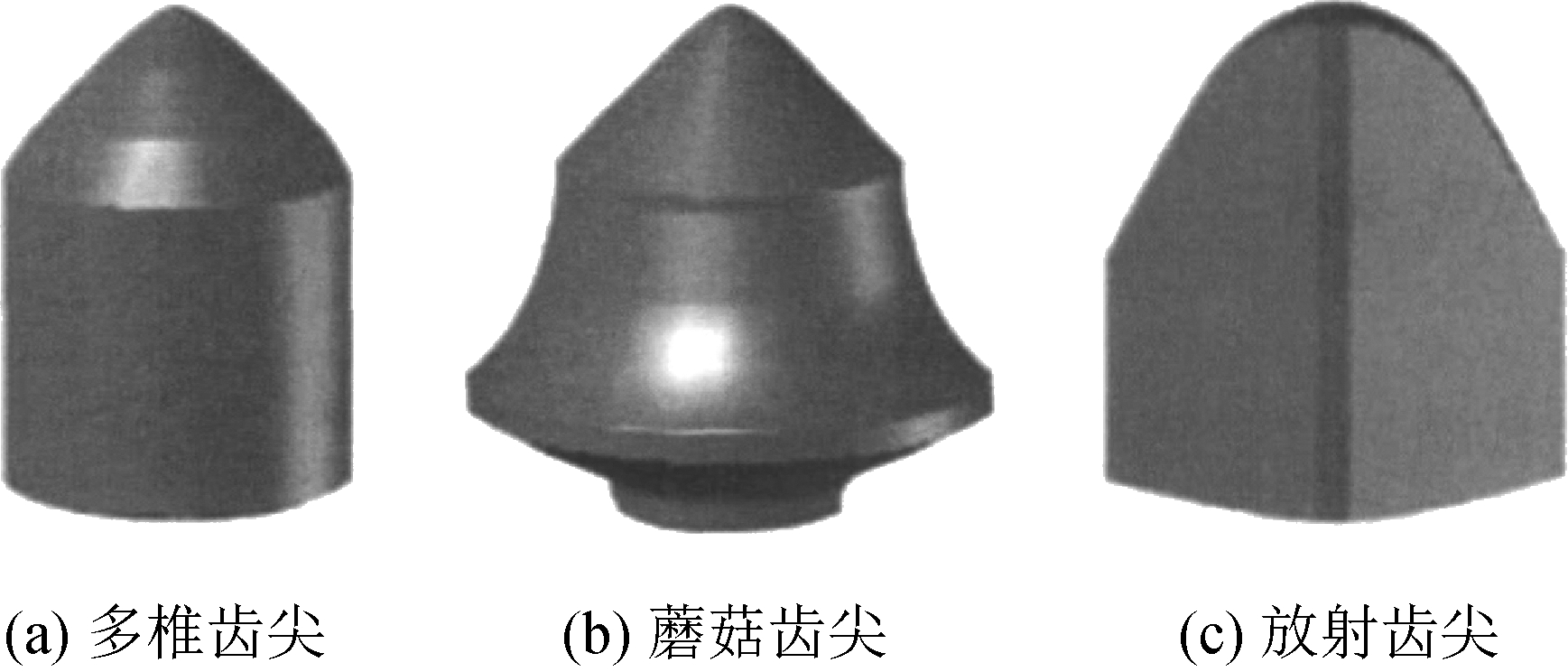
ͼ15 Ӳ�ʺϽ��3�ֳݼ���ʽ
21����������Ϊ����߽س��ڸ�ú�����г���ѭ������غɺ�Ħ����ЧӦ�����������س�Ӳ�ʺϽ������ڽ���Co����������WC�����ȣ���ͬʱ��߶������Լ�����ƣ�����ܣ������ȴ���5 ��m�ij��־���Ӳ�ʺϽ��Ϊ��ĥ�سݲ��ϵķ�չ�����������ɹ�˾��Ӣ����������˾�����ɽ��ά�˹�˾����س�ѡ��WC-Co�Ͻ���ϣ�WCƽ��������Ϊ5��6 ��m����϶��ΪA02B00C00�������������־����Ͻ�سݺϽ����ҵ��Ҫ�������������Ŵ��������ء��㽭���ٵȣ���������˾������JZ10CC��XR12CC��CC13���־���Ӳ�ʺϽ𣬾�����Ϊ5��7 ��m��Ӳ�ȿɴ�86 HRA[16]��2005�꣬��������(I Konyashin)�����з�������������ճ����(Co2W4C��2��5 nm)����˹��(Master)���־������ܺϽ���·��ϳ�ٻ��Ͻ����˽س�ĥ��ʵ�⣬��˹�ؽسݵ���ĥ������Լ�dz���سݵ�3����Ŀǰ���ֽس������ڲ�ú����Ͳ[19]��
�ݶȽṹӲ�ʺϽ���һ��������ĥӲ�ʺϽ���ϡ�1986�꣬ɽ��ά�˹�˾���Ƴ�һ��˫��ṹ�ݶ�Ӳ�ʺϽ���ϣ����DP(Dual Phase)�Ͻ����ֺϽ����㺬��3%���м�㺬��Լ10%�����IJ㺬��6%�������ݶȺϽ�����������ݵ�ʹ�������ȴ�ͳӲ�ʺϽ������3��������ٶ����23%���ù�˾������DP55��DP60��DP65 3���������ҵ��ߵ��ݶ�Ӳ�ʺϽ����[20]����̼���ǵ�ǰ��Ϊ�����WC-C�ݶȺϽ��Ʊ�������ͨ����̼ʹ�Ͻ��е�����ֲ����ݶȱ仯��ʹ���������м���ΪWC+Co������֯���ڲ�ΪWC+Co+��������֯[21]��2015�꣬������ʯӲ�ʺϽ�����˾�Ƴ��ݶ�Ӳ�ʺϽ�سݣ�װ�����ҿ������Ͻظ�Ӳ��Ϊf15����ʯ���ݶȺϽ�س����������ͨӲ�ʺϽ����ȼ���Լ36%[22]��
3.2 ������ĥ�س�
��Ӳ���ϸ��Ͻس��ǵ�2����ĥ�سݣ������ڸ��νسݣ���ṹ��ͼ16��ʾ�����ֽسݼ��г�Ӳ�ݼ������ĸ��Ͻṹ��Ҳ�гݼ⡢���塢�ݱ�����ĸ�����ĥ�㣬����Ч��߽سݵ�������ĥ��������Ӳ���ϸ��Ͻسݷ�Ϊ��Ĥ�͡��ս��͡������͵ȣ���ú��Ӧ�������Ǻ������Ͻسݡ�
1966�꣬����MLQ1-80�Ͳ�ú��ʹ���˸�����ĥ���νسݣ��ݼ����ΪYG-8��YG-8C��YG-11CӲ�ʺϽ𣬳�������Ϊ35CrMnSiA��35CrMnV�Ͻ�ֻ�45̼�֣������˲������Ϊ�Ѻ�̼������ĥ�㣬�Ա�����������ĥ��1976�꣬����MLS3-170�Ͳ�ú���Ȳ��õ��α�ݣ�����ѧϰ����EDW-170�Ͳ�ú��������Ӳ�ʺϽ����ݵĸ��Ͻسݡ�1992�꣬�����������о������Ƴɹ�����170-1��������ĥ�سݣ��ںڡ����������п���ֵľ������������ʹ���������������ͽس����1������[23]��
1-�ݼ�;2-����;3-�ݱ�
ͼ16 ������ĥ�سݽṹʾ��
3.2.1 ����ӲĤ�س�
�ڽسݱ����Ʊ�һ�㿹ĥ��Ӳ�ʱ�Ĥ������߽س���ĥ�ԣ���Ҫ�л�ѧ�������(CVD)���������������(PVD)������ѧ�����������ʼ��1890�꣬20����50�����ΪӲ�ʺϽ�Ϳ�����ҵ��������1969�꣬��������(Coromant)��˾�Ƴ��������TiCͿ���Ӳ�ʺϽߡ���CVD�Ʊ���ĥ������ĥ�س�Ϳ����Ҫ��TiC��TiN��HfN��DLC(����ʯ)����Ĥ��TiC-TiN��TiC-TiCN-TiN���Ĥ[24]��
���������������������������Ե绡�ŵ�ʹ�в��������ʼ���Ӧ����������������ϣ��γ�����ȵı���Ʋ㣬��Ҫ���������������Ĥ�������Ĥ�����Ӷ�Ĥ��1963�꣬���������п�(D M Mattox)���Ƴɹ�������ӶƼ����������������ǵ���ĥ�㲿�������ڵ�PVD��ĥͿ����TiNĤ��������չ��TiC��TiCN��ZrN��CrN��MoS2��TiAlN��TiAlCN��TiN-AlN��CNx��DLC��TaC�ȶ�Ԫ����Ĥ���п�Ժ�����������Ʊ�����ȴﵽ100 ��m��CrN����ĥ��Ĥ��ʹPVD��ĥͿ���������Ǻ�����Ϊ��߽س���ĥ�Կ�������;����
3.2.2 �ս�����س�
���ʯ����س���һ�ֲ��ø�������ͽ��ʯ��ͷ���ϣ�ͨ����ĩұ����ѹ�ս��Ƴɵ���ĥ�سݣ���ĥ�Ա�Ӳ�ʺϽ�سݴ������ߡ�
������ʯ�س����������Ҳ������1862����ʿ����˹����(G A Leschot)��1��ʹ�����н��ʯ�Ĺ�����ȡ��״���ġ�20����60���ĩ������������Ƴɹ����ʯ��ͷ�����������70������ڣ�Ӣ����Ħ��˹(Vanmoppes)��˾��������ʯ�����������ͷ��������ͷ�Ľ��ʯ���Ϊ5.5 mm��3.5 mm[25-26]��1970�꣬����̽���о������Ϻ�ɰ�ֳ������з�������ʯ��ͷ��1974���������1��������ʯ������ͷ������ʡ���ʾ����ӽ�����ʯӢ�Ҳ�������飬��߽��ߴﵽ80.12 m�����ʱЧΪ2.2 m/h[27]��2010�꣬���ܺ͵��˷�����һ��������ʯ��ú�سݣ���ͷ�����ͨ����ĩұ����ѹ�ս��һ�壬����˽س���ĥ�ԣ������˽س��۶�������ļ���[28]��
3.2.3 ���Ӹ��Ͻس�
���Ӹ��ϵ���ĥ�س��Ǽ������ڳ�Ӳ���Ϸ�ĩ���ڽسݱ��溸���۸�һ������ȵ���ĥͿ�㣬��Ҫ�����жѺ���ǥ���������۸����������۸��ȡ�
(1)�Ѻ��سݡ��Ѻ���һ�ִ�ͳ�Ŀ�ĥ�������Ժ����ֶζԽ���������������ĥ�Ը��ʣ��ѷ�һ�����ĥ�����γ���ĥ�سݡ�
1887�꣬�����˱��ɶ���˹����̼���绡��ǯ��20���ͳ�Ӧ��̼���绡��ʵ���������۶Ѻ���ĥ�㡣1930�꣬����ʷ���ع����Ĺ���ʦ������˹��������Ӳ�ʺϽ�(18% Cr��10% C��15% Mn��2% Si��55% Fe)��ĩ�����ڽس��϶Ѻ�4��5 mm��ĥ�㣬��1941��֮ǰ�����ּ����㷺���������Ľ�ú���س���ĥ������1943�꣬����ķ�������������T-1�źϽ��ĩ������T-140��T-145��T-268��T-295��T-590���ͺŵ���ĥ���������ڽس���ĥ��Ѻ�[29]��T-590��ĥ�����ձ��������ϲ�ú���سݣ��������Ϊ90%�����ۡ�5%̼����������5%ʯī�ۣ���ˮ������Ϊճ���[29]��
1956�꣬�Ϸʿ�ҵѧԺ������T-590�����Ѻ����飬ʹ�سݱ���Ӳ�ȴ�37��40HRC��ߵ�56HRC[30]��1974�꣬T-590��ĥ���������ڲ�ú���س�������ĥ������ԭװ��13Mn�س����1�����ϡ�1980�꣬ú̿������˾�ڸ�Ӣ������֮���ƶ������������о�����������̼�߸�������ĥ�Ͻ�ۿ飬���ڲ�ú����Ͳ�ΰ����۶Ѻ���ĥ�㣬ʹ�����������2����2000���ԺسݶѺ���ĥ�������첢��ʼ��ҵ��Ӧ�ã����͵ĶѺ�������ZDY60��D317��D327��ZD5��Ni60+WC��Ni60A�ȡ�2008�꣬ij����MGTY300/700�Ͳ�ú����װ�˶Ѻ�ǿ��U92�سݣ�ÿ��ֲ�ú���Ľس�Լ5.3�ѣ���δ�Ѻ��س�����13.3�ѣ���ĥ�����Լ2.5��[31]��
(2)ǥ���سݡ��ѵ��ڽس��۵��ǥ����䵽��Ӳ�ݼ���Ͻ����֮���϶��������ȵ�ǥ���ۻ���Һ̬ǥ������϶���γ���ĥ�سݡ�ǥ������������ʹ�õIJ������ӷ���֮һ����ͭ��ʱ������ͷ�������ǥ�������ӽ���ͭ����
20����50��������ɽ��ά�˹�˾����ǥ���������������9 m�ľ�����������۵�����ǥ�ˡ�1955�꣬�Ϻ����߳����ø�Ƶǥ����������Ӳ�ʺϽ���Ƭ���ߡ�1964�꣬�������糧������ԡ��ͭ����������߲�ú�����νسݵ�Ӳ�ʺϽ�Ƭǥ��������ʹǥ��Ч�����2��3��[32]��1983�꣬����ú̿��ѧ�о������Ƴ�ǥ��Ӳ�ʺϽ�ĸ��νسݣ��÷�ĩұ�����Ƴ�һ������Ӳ�ʺϽ�ݼ⣬���������40Cr�֣�ǥ������105�̻�ͭǥ��[33]��2018�֣꣬�ݻ�е�о������Ƴ�Cu-Zn-Ni-MnŦ����ǥ�ϣ��Ѹ��νسݵ�42CrMo�ֳ�����YG8Ӳ�ʺϽ�ݼ����ǥ����ǥ����ͷ����ǿ�ȴﵽ260 MPa����[34]�����⣬����ѧ���з���ǥ������������Ӳ�ݼ����ĥ�سݣ����ø�Ƶ��Ӧ�۸������ڽسݱ����ǰ�˱����۸�һ����ĥ�㣬Ҳ��ѧ���з������ʯ���Ϸ��ڳݼ�����ǥ�����գ��Ƴɽ��ʯͿ���ij�Ӳ�سݣ���ĥ��������Ϳ��سݵ�2��3��[35]��
(3)�����۸��سݡ������۸������ü������Խ������漰���ǺϽ��ĩͬʱ�ۻ������Լ�����ȴ�ٶȿ������̣�ʵ��Ϳ������������ұ���ϣ��Ӷ�ʹ�������������������ĥ���ܡ�
1974�꣬�����˼�����ͼ(D S Gnanamuthu)�����˽��������ϵļ����۸������������˼����۸���ĥ������1979�꣬�ձ�������˾�����˼����۸�������ֻ�ҶƬ����ʴ���ܵ�ר����2014�꣬���ײ������Ƴ�FeCrSiBC��ϵ�Ͻ�Ϊ���塢����һ����Ti��W��Mo��Ԫ�ص���ĥ�Ͻ���壬��42CrMo�س����Ʊ������۸���ĥͿ�㣬ʹ�ݼ���ĥ�������1.8����������ĥ�������3��[36]��
(4)�������۸��سݡ����������۸�(ұ��)���Ե����ӻ�Ϊ��Դ��ʵ��Ϳ������������ұ���ϣ��ڽ������������һ��������ܡ�����ι̵���ĥͿ�㡣
1967�꣬�����Ͷ������о��������˽��������Ӻ����豸���ҹ��ɶ��纸���о����Ⱥ���1970�ꡢ1975���1977�����Ƴ�LH-10��LH-30��LH-16���������ӻ�������1979�꣬���¸���˹��ķ��˾���Ƴ�С�����������Ӻ�����21���ͳ���ɽ���Ƽ���ѧ���ɵ����ӿƼ�����˾���Ƴ�DRF-1�͵��������۸����ػ�����ѡ��Ni60A��FeCr67C6�������Ͻ��ĩ�Խسݽ��е��������۸�ǿ���������ݿ�ҵ���ű���ú������˹�ҵ�����飬ʹ����������ͨ�س��ӳ�Լ40%[37]��2009�꣬���������Ƴ������Ͻ��ĩ(3%��4.5% C��35% Cr��5% Ni��4.5% Si��0.4% B)���ڸ��νسݳ�ͷ�������۸��˺��Ϊ3 mm���ҵ���ĥͿ�㣬�������ýسݵ���ĥ�������2������[38]��
3.3 �۾����ʯ�س�
�۾���Ӳ���Ͻس��ǵ�3���سݣ�������1�ֻ�2�ֳ�Ӳ���ϸ���ճ�Ӽ���������ѹ�����ս��Ʊ���������ĥ�سݡ���Ӳ���Ͽ��ý��ʯ�۾�������������۾�����ʯ�������������Ͼ۾����۾����ʯ(PCD)�Ľṹ����Ȼ���ʯ���ƣ����кܺõ����ԡ�1953�꣬���ͨ�õ����˾(ASEA)�״κϳɳ�������ʯ��1957�꣬����ͨ�õ�����˾���ø��¸�ѹ������������1����ҵ��������ʯС���壬1963�����Ƴ�MBSϵ��������ʯ��1973�����Ƴ�������˹(Compax)�۾����ʯ��Ƭ���Ӵ�PCD������������ʼӦ�ã�1976�����Ƴ��ʺ������ʯ�õ�˹����������˹(Stratapax)�۾����ʯ��Ƭ[39]��
1963�꣬�ҹ��������涥����ѹ��װ���������1��������ʯ��1966�꣬���涥����ѹ�����Ƴɹ�������������1�����������ʯ��1983���ҹ�������ʯ������������1000�������1969�꣬�������������ֿ�̽�ӡ�������ĩ���ȵ�λ��������������ʯ��ͷ��1970������������ʯ��ͷ��չ���飻20����70������ڣ��ྦྷ���ʯ��ͷ�ڵ��ʿ�̽�����ã�ʤ���������Ƚ��ྦྷ���ʯ�����ε���ͷ[40]��
���ȶ��۾����ʯ�������ĵ������ʯ�ս���ɣ��ڳ����¸�ѹ��ֱ���սᡣ2004�꣬�Ĵ����������ѧԺ���Ƴ����ȶ��۾����ʯ(TSDC)�سݣ��Ա�ʵ�������TSDC�سݵ��и����ܱ�WCӲ�ʺϽ�سݷֱ�߳�3.5��(�и�ɰ��)��150��(�и����)[41]��
1987�꣬������������������(Tracy Hall)��÷�ӽ��ʯ(Mega Diamond)��˾���Ƴ����ʯǿ�����ݣ���1450����º�6000 MPa��ѹ�£��ս�����϶��۾����ʯ������̼�������ݡ�2008�꣬���������˶��������(Michael O'Neill)������һ�������ڲ�ú���������ͽ��ʯ�سݣ������ʯ�ݼ�����Ш�λ���Բ�Σ��ݼ���Χ��һ����߶��Ӳ�ʺϽ���ϰ�������[28]��2008�꣬��־ƽ���˷�����һ�ָ���ĥ���ʯ���Ͻسݣ���ͼ17��ʾ�����γ���������ƺ��Ϊ0.6 mm�Ľ��ʯ�㣬�ڳݼ�����Ʊ��۾����ʯ�㣬�Ӷ����������˳ݱ���ͷ����ĥ�ԣ�ʹ��������Ӳ�ʺϽ������10��20��[42]��2009�꣬�����˴���������(David R Hall)������һ�ּȾ��и߿���������־������ȶ��Եľ۾����ʯ���γݼ⡣2017�꣬¬�ӻ����˲�������ϼ��ݶȹ��ɲ����Ӽ����������涥ѹ���Ϻϳ�·��ϳ�ٻ��þ۾����ʯ�س�ͷ����������Ըߴ�1220 J/cm2���س���ϳ�����������·��ʱ����ĥ������Ӳ�ʺϽ�سݵ�6��[43]��

1-����;2-Ӳ�ʺϽ����;
3-���ʯ��Ʋ�;4-�۾����ʯ��ͷ
ͼ17 �۾����ʯ���Ͻسݽṹʾ��
3.4 ��Ͳ��ĥ����
��ú����Ͳ�ڸ�ú�����г�����ú�ij���ͼ�ѹ���ã�ĥ������ʮ��ͻ�����������������Ҫ;����ѡ����ĥ���ֲ��ϣ������������ĥ��Ͳ���塣��ȥ�ܳ�ʱ�䣬�¹����·�˾���������湫˾����IJ�ú����Ͳ�����ǿ�Ⱥ����Զ����ڹ�����Ͳ����ĥ�����Ƚϳ�������ú������ZG25MnF8��Ͳ������Ͻ������Ͻ�����ϸ�������ȴ�������������ֿ�����ϵ���ѧ���ܡ��������Ͳ���ϵĻ�ѧ�ɷֱȽ����1��ʾ�������Ľ���������Ͳ�����������ǿ�ȿɴ�810��835 MPa������ǿ��Ϊ1010��1021 MPa����ĥ���ܽӽ������Ƚ�ˮƽ��
��1 ��Ͳ���ֲ��ϻ�ѧ�ɷ� wt%

4 �ظ��Ͳ��������
��е����ú���������ú̿����Ч�ʣ���Ҳʹ������۳�����������ӣ�Լ��70%��85%��ú���ɲ�ú����ҵ�������۳���Դ����ѡ�õIJ�ú�����乤���йأ�������ȫ���Ͷ�������ʵ��������������ú���ﳾ��Ϊ100%����Ͳ��ú��Ϊ92%��˫��Ͳ��ú���ﳾ��Ϊ20%[44]��
ú��Ũ�ȹ��߽�����Ӱ�������Ҳ��ú�����ֺͱ�ը�¹ʵ���Ҫ��Դ����������13��ú��1800�����¹��˵Ĺ�������������״�����й�����ͳ�ƣ�������������β��ķ���ԭ�������ڹ�����ĺ����Է۳���������أ�������Ҫ��5 ��m���µĺ����Է۳���������ú���ۼ�ֵ�Գ��η����ʵ�Ӱ����ͼ18��ʾ[45]������1970�꣬Ӣ���涨���ڹ�����۳�Ũ��ӦС��8 mg/m3��1974�꣬���¶Ծ��¹����ص������������ϸ�۳�Ũ���ƶ��ϸ�Ҫ����ʯӢ��������5%�Ĺ����棬�����۳�Ũ��Ϊ4 mg/m3����ʯӢ��������5%�Ĺ����棬�����۳�Ũ��Ϊ0.15 mg/m3����Щ�س�Ҫ���ƶ��˲�ú���ֳ������Ľ�����ú���س�;����Ҫ�ǽظ�ռ�������Ͳ����������������Ͳ������

ͼ18 ���β���������۳���������
4.1 �ظ�ռ���
������ú���������ǽ����۲ɹ�����۳�������Ч��������˸Ľ���ú���ṹ��ı�ظ������Ҫ�ķ�����ʩ������ѧ���о����֣���Ͳ�سݵ�ǰ�ǡ���Ǻ��нǶ�ú������ǿ���кܴ�Ӱ�죬���ǣ���ٶȿ��Խ���ú������ǿ�ȣ��ɴ˽���سݵļ����Ϊ5�㣬�س�������Ϊ30�㣬�س��и��ٶ�С��3.5 m/s�������Ͳ�����Ƚ����һ�����س�������20%��30%�����������ͺ�����������ú������֤�����Ӵ��ú���ظ���Ⱥͽ���Ͳת�������ڼ��ٷ۳�����������ú����Ͳת�ٴ�70 r/min����35 r/min����ʹ��������1�����۳��������ɼ���60%���и���Ⱥͽس��ٶȶԷ۳�����Ӱ����ͼ19��ʾ[46-47]��
4.2 ��Ͳ��������
�ڲ�ú���ظ��Ͳ��Χ����ˮ����������ú�ۿ��ټ��۳��ţ���ȡ�������Ľ���Ч���������з����ǹ�Ͳ������ĭ����������1957��������ɽ������Ʒ��˾(MSA)ʹ�ñ�����Լ��ͱ�����ĭ�ֳ�������1968���з�����ú���߱�����ĭ�ֳ�������1963�꣬�����ڶٰ�˹����1�ſħ�����-2�������ϲ�ú����ʹ����ĭ����װ�ã�1971����1��-101�ͺ�2��-52�Ͳ�ú���ϰ�װ����ĭ����װ�á�1969�꣬������ҵ��ί����ɽ����˾(Monsanto Company)�ʹ���(Dayton)ʵ�����з���ĭ����������1983����ĭ����ϵͳ�Ⱥ��������������ݺ������ݵ��������ڹ���������˾������顣1973�꣬�ձ�������ʽ��ĭ��������װ�ڲ�ú��ҡ�۵�ǧ�ﶥ���ϣ�������ĭ����Ϊ2 m����[48]��1983���ֽ�������ĭ�����о������ڲ�ú���Ͻ��г������飬��ĭ������ˮ������Ч�����30%��50%��

ͼ19 ��ú���ظ������ú��Ũ��Ӱ������
1984�꣬�ҹ�ú��Ժ�Ϻ��о�����ʼ�о���ĭ����������1986�꣬����ʡ�ͱ�����ʼ�о����һ���ĭ�����������з�����ĭ����������̨ú�����ֳ̳���������ҹ�����������ֳ����飬ȡ������Ч����
�ڽظ��Ͳ��úʱ���ر���ͬʱ�и���ʯ������£��������Ũ�ȵ�ϸ�۳���������������ϵͳ��ʹ�۳�Ũ�ȴ�����½�����������ͨ����װ�ظ��Ͳ�ϵ�����ֱ����سݵ��и������ˮ����ʵ�֡�ʪʽ�ظ���Է�ֹĦ�������Ʒ۳����������Ǵӽظ��ҡ�ۻ�ú�����ˮ�������dz�Դ��ʹ�۳�ʪ��������������������Ч�Ľ�����ʩ�����������������������1971�꣬Ӣ��ѧ������ظ�ú��ʱ����ˮ������������ú��ȼ���¹ʣ�Ӣ����ɽ��ȫ�о����Դ˽�����ϵͳ���顣1972�꣬Ӣ������ɭ��˾�����AM500��ú����Ͳ�ϰ�װ����������ϵͳ�������オ��ϵͳ��1976����湫˾������1LS��ú������ȴ����ˮ������Ͳ���Ŀ�����ҶƬ��Ե����ϵ�������г���������1978�꣬�����з�������Ϊ����ú����������������װ�ã��ڲ�ú����Χ����ǿ��Ľ�����������Ч���Ƴ�����ɢ��ʹ��ú��˾����Χ�ķ۳�Ũ�Ƚ���50%��60%�������������ϵͳ�������潵���ʿɴ�70%��80%����1982�꣬����ú������24������������ˡ���ú������������������ҵ�ֿ�չ�˶������콵���������飬��ͼ20��ʾ�����пɼ���������Ľ���Ч����ã���������������������������⣬�������ھ����ƹ�ʹ��[49]��

1-��������;2-����������;3-����������;
4-������������;5-������������
ͼ20 ��ú���������콵��Ч����������
��Ͳ��ú������������ʱ������Ӧ�����ڽسݺ�࣬��ͼ21��ʾ�����ֲ�����ʽ�����ܻ����õĽ���Ч�������ҹ�����С�������ˮ���Խسݻ�����ȴ���ã���������߽س�ʹ������[45]��Ӣ������(Aco)��˾�����˶�����ʽ���������سݣ��س�������ˮ�����������ף�����ˮ�����س�����ٴӽسݶ˲������ȥ���������Ч����������������ˮ����Ҳ��������Ʒú��ˮ����
ͼ21 �س������������첼��ʾ��
1977�꣬����ú�������Ƴ�XPB��������վ����ͼ22��ʾ�������ҹ�����ĵ�1̨�۲ɻ�е��������վ��1978�꣬ú̿�о�Ժ�Ϻ��о����з���PU�Ͳ�ú����Ͳ�����������ڴ�ͬ�����һ����������ã���ú��˾��λ�úͲ�ú����15 m����ú��Ũ�ȷֱ�78%��65%��1979��5�£�PUN������ʽ���������ݿ����Ȩ̨ú��3111����������Ƨ�����������˫��Ͳ��ú���Ͻ������飬��ú��˾��λ�úͲ�ú����15 m����ú��Ũ�Ƚ�����55%��58%����ԭ��������Ľ���Ч�������7%����[50-51]������DY-100�Ͳ�ú����Ͳ������װ��������ˮ��ͨ���Ͳ���ڽظ�ʱ���������������ϵ���Ч����

ͼ22 �ҹ���1̨XPB��������վ
4.3 ������Ͳ����
1982�꣬Ӣ��ú̿��˾�ͺ��������߹�˾���Ƴ�������Ͳ����ͼ23(a)��ʾ�������ڸ�ѹˮ��������ЧӦ���ڹ�Ͳ���Ͼ��Ȳ��������������Ը�ѹ����������Ч���ȴ�ͳ��������Ͳ���60%��80%������������������ͲҲ�����˾������飬�ڲ�ú��˾������λ�õķ۳�����Լ40%[52]������������Ͳ������Ч����ú�����ְѴ������ʷ��������ú����ʵ���˽���ú���ͼ���Ũ��һ�廯���ơ���1990�꣬Ӣ��ú��ʹ��Լ900̨������������Ͳ��2000�꣬���ݿ����Ҳ���Ƴ�������Ͳ������ɽ��13202�������4MG-200W��ú���Ͻ������飬��ú���ط��5 m���ķ۳���280 mg/m3����50 mg/m3��������Ϊ82.1%����ú��˾��λ�õķ۳�Ũ����116 mg/m3����15 mg/m3��������Ϊ91.8%[53]��
1989�꣬�����ֶ�ɳķú��(Walsum)����һ�־���ú����ȡ���ܵ�ָ�������ι�Ͳ����ͼ23(b)��ʾ����Ͳ�ڲ���ȷֲ�5�������ۣ�ÿ����������2���������죬���11 MPa�ĸ�ѹˮ����ʹ�������ڲ�����ѹ������2 m3/s���������Ͳ��ķ۳���������������ʪ�������γ�ú�ཬ����ΰ����ͻ������ַ����ɻ��25%��50%�Ľ���Ч��[54]��

1-ѭ��ˮ��;2-ҡ��;3-ͨ�������۵�ˮ��;
4-ͨ���Ͳ�����ˮ��;5-��ú��;6-������;7-����
ͼ23 ������Ͳ�ṹʾ��
5 ����
�ظ�ṹ�Dz�ú����Ч����ú��ġ����ݡ���Ӧ�߱��߽ظ��ԡ��߿ɿ��ԡ��������ԡ�����100����ķ�չ���سݹ�Ͳ�ѳ�Ϊ��ú���ظ�������������ͣ��س���Ҫ����ĥ���帴�ϳ�ǿ�ݼ�ĵ��νسݻ���νسݣ���ú������Ҫ�����������Ͷ��θ�ѹ���Ͻ����������ӷ���ѧ�Ƕȿ�����ú���ظ���������˶�����צ�ھ��ܵ���̬�����������ܷ�������Ҫ�����о���
�ϻ���ɱ��������Դ����ǿ�����Ϳ��ٹ���������Ҫ�����侫�������������������ݺͿ������ļ�צ����צ�ļ�����ػ�����ͼ24(a)��ʾ�����켡��������Ͽ����£���צ����������������������ʱ����צ������������צ���У�����ĥ���γɸ���ĽӴ�������ڲ���ʳ��ʱ����צ��չ�����������Ļ�צ���ϻ�ǰ֫��ǿ�������Ӷ��£����������������Ϯ�������ֻ������ھ������еõ�������ã���ͬ��צ���ڶ��ܹ�ʵ�����Ŀ��ơ����ڲ�ú���ظ��������δ�õ�������֣��سݵ���ת�ظ�ģ���˻�צ����ɱ�˶������سݵı�����������ӵIJ���֡����⣬�ϻ�����ɱ�����У���צ���������˺����������ʹ˺��ʳ����Ӹ�Ч�����Dz�ú���ظ������Ҫ�����Ĺؼ��㣬���سݾ߱������������������ô���ú�㿹��ǿ�������ص㣬��������ú����������˺��ú�������������úЧ����ʹú��ظ���Ӹ�Ч���ܡ�
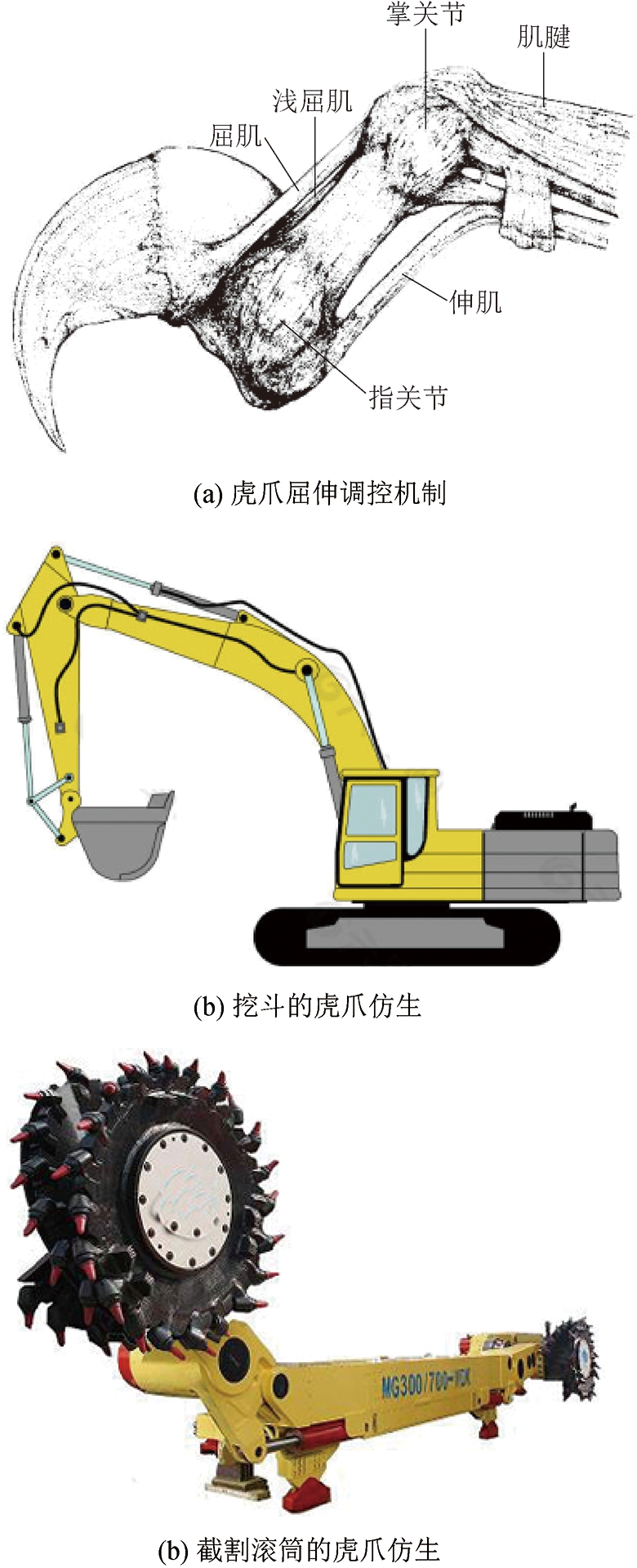
ͼ24 ��צ������ؼ������Ӧ��
��л�����Դ�����Ϊ�ҹ���ú���ظ����������չ����Խ����ǰ�����¾�����л��ʿ��������Ʊ��ĵIJ��ֲ�ͼ������������ҵ�һЩͼ�顣������лΪ�������������ṩ�������й�֪�����ٶ���ѯ��360�ٿƵ���Ϣƽ̨�����������IJ�ú�������з���ݿ�����ƫ�����߰���У���Ͳ��䡣
�ο����ף�
[1] ����ġ��¶������£���̶���.��ú��е���ֲ�[M].������ú̿��ҵ������, 1982.
[2] H Glasby���̹�.����ɭ��˾��ú�������˼��[J].ú�����, 1985 (5): 55-58.
[3] ��д��.����ú��ɾ��еͼ��[M].������ȼ�ϻ�ѧ��ҵ������, 1973.
[4] ������.EDW-450L����EDW-300L�Ͳ�ú�������������ĶԱ�����[J].ú����磬1983 (3)��46-51.
[5] �����£����.��ú����Ͳ�ṹ��װú���ܷ���[J].ú���е��1997 (3)��33-35.
[6] �����������.��ú�����ι�Ͳ�봫ͳ��Ͳװ�����ԵıȽϺ�CAM[J].ú̿��ѧ���� ��2000��28(3)��36-38.
[7] ������������ΰ���β���.��Ͳʽ��ú�������ṹ[M].�����������������̴�ѧ������, 2010.
[8] ��������.��Ͳ��ú�����ͽسݵ�������ʵ��Ӧ��[J].ú̿������1993 (1)��21-25.
[9] ����Ȩ.�����ú���س��о�����[J].ú̿��ѧ������1981��9 (2)��56-59.
[10] F G Mcstravick.��ͷ���νس��ڲ�ú����Ͳ�ϵ�Ӧ��[J].ú���е��1991 (6)��23-26.
[11] ��ǡ����ɽ��.���������νسݲ�ú����Ͳ[J].�й�ú̿��2009��35(10)��128-132.
[12] ������.��ú����ЧQJB�ͱ�س�[J].ú����磬1998 (1)��40-54.
[13] �����������¹���������.���ͽس��뵶�ͽس�����֮�Ƚ�[J].ú̿���̣�2001 (11)�� 16-18.
[14] �����죬��ѧ����������.��������ú�ҹ������������о�[J].��ɽ��е��1994 (9)�� 19-22.
[15] �컪�����꣬��գ���.ú���еĥ��ʧЧ�о�[J].ú̿ѧ���� 2006��31(3)�� 380-385.
[16] ����ƽ�������£�½����.�������ú�سݺϽ����״�뷢չ[J].��ĩұ��ҵ��2013�� 23(4)��65-69.
[17] �����죬�²�.���ֲ�ú���س��øֵ�����[J].�����ȴ�����1995 (2)��6-9.
[18] �������������ƣ�����������.�س������߹��̼���䱴����ֵ���֯������[J].�廪��ѧѧ����2001, 41(10): 23-26.
[19] F S I Konyashin, R Cooper, B Ries, et al.Novel ultra-coase hard metal grades with reinforced binder for mining and construction [J].International Journal of Refractory Metal & Hard Materials,2005, 23: 225-232.
[20] �������Ʋ��ƣ������.˫��ṹ�ݶ�Ӳ�ʺϽ���о���״[J].��ĩұ����Ͽ�ѧ�빤��, 2000, 5(3): 188-192.
[21] �˽𱦣��߽���ʱ��������.����WC-Co�ݶ�Ӳ�ʺϽ���Ʊ���Ӧ���о���״[J].ϡ�н�����Ӳ�ʺϽ�, 2019, 47(4): 83-88.
[22] ��־Զ�����.�ݶ�Ӳ�ʺϽ�سݵĿ�����Ӧ��[J].���һ�е��������, 2016(4): 47-51.
[23] ��Ԫ��.��ú���سݽ�ú���̼���ʹ����״�ķ���[J].ú̿��ѧ����, 1980��8(11): 7-13.
[24] ��Т�ᣬ������.Ӳ�ʺϽ�����ʯͿ���Ħ��ĥ������[J].�����Ϳ��, 2009, 28(6): 68-71.
[25] ������.�����������������ķ�չ�ſ�[J].��̽����, 1974 (3): 4-8.
[26] ����.Ӣ����ɽ��̽�ý��ʯ��ͷ���[J].̽��, 1979 (6): 60-61.
[27] ����ʡ���ʾ�����̽���.������ʯ��ͷ����С��[J].�ǽ�����, 1975(2): 18-20.
[28] �����Σ����������.���ʯ�سݵ��о���չ��Ӧ����״[J].���ʯ��ĥ��ĥ�߹���, 2010, 30(4): 71-76.
[29] �� �� ���ڧ�ѧۧݧ�ӣ� ������, ������.��ɽ����[M].������ȼ�Ϲ�ҵ������, 1954.
[30] Ҧ����.T-590����[J].����, 1957(8) : 33.
[31] ����.��ú���س���ĥ�Ѻ����ʹ�����ܼ���Ѻ�����[J].�����ӹ�, 2011(2): 42-46.
[32] Ф����.ǥ����ú�������·���������ԡ��ͭ��[J].�����ӹ�(�ȼӹ�), 1966(2): 10.
[33] �˻���.�����νسݵ�ǥ�����ȴ�������[J].ú�����, 1985(2): 48-51.
[34] �ؽ������ԣ���⹍�����.��ǿ��CuZnNiMnŦ��ǥ��ǥ���سݽ�ͷ��֯������[J].����ѧ��, 2019, 40(8): 96-103.
[35] �﷽�죬��׳������֪.���ýسݱ���ǿ������[J].�����ȴ���, 2011, 36(11): 99-102.
[36] ���ײ�������������ѧܿ����.���ýسݼ����۸�����ĥ������ǿ��������Ϳ��������о�[J].��ɽ��е, 2014, 42(3): 102-106.
[37] Ҧ���������.�������۸�Ϳ��سݵ�ʵ���о�[J].ú���е, 2004 (3): 25-26.
[38] ����.������������ұ��ǿ���س��о�[J].���һ�е��������, 2009(4): 12-15.
[39] ����־.����������ʯ��չ��״����ʯ��̽��δ��[J].������ʿ�̽����, 1984(9): 1-7.
[40] Ҧԣ�ɣ������ɣ�Ī����.�ҹ���Ӳ���ϵ���ʷ����״��δ��[J].������ͨ��, 1985 (2): 22-30.
[41] H Alehossein, J Boland.Diamond composite cutters in drill bits and cutting tools for hard rock cutting[A].Explosives-A Time of Rapid Change, EXPLO 2004, Australasian Institute of Mining and Metallurgy Publication Series[C].2004.
[42] ��ܣ����ٳ��������ϣ���.���ú��ɾ���PCD�س����ܵ��о�[J].���ʯ��ĥ��ĥ�߹���, 2006(2): 9-12.
[43] ¬�ӻ������Σ������Σ���.·��ϳ�ٻ��þ۾����ʯ�س�ͷ������[J].���ʯ��ĥ��ĥ�߹���, 2017, 37(1): 81-84.
[44] R J ����ѷ��������.��ú��ͨ���Ӵ������[J].ú̿����, 1986(1): 53-58.
[45] ��ï��.����Ԥ��ú�εĴ�ʩ[J].��ҵ��ȫ�뻷��, 1991(2): 43-50.
[46] �����, �ư���, ����ĭ, ��.�����Ͳ��ú���ķ�չ�ſ�[J].ú̿��ѧ����, 1973��1(3): 57-59.
[47] �����.�����۲ɹ������������[J].ú̿����, 1982(2): 48-52.
[48] ����ú̿��ѧ�о����鱨��.�����е����ú��������������[J].�����Զ���, 1975(1): 28-34.
[49] G E ���߶�ķ˹��, R A ��Ʒ�˹����F N ����������.���ڹ����潵����[J].ú��ȫ����, 1985(1): 57-62.
[50] ����.��Ͳ��ú����������װ�õ��о�[J].ú��ȫ�뻷��, 1980(6): 1-7.
[51] ����������С��.XPB������վ����Ч������[J].����ú̿�Ƽ�, 1979(1): 1-2.
[52] ��Т������ʿ����������.��ú����ú����[J].ú̿����ʦ, 1995(3): 41-48.
[53] ���зɣ�ʩ�ﻪ������Ȩ.��ú��������Ͳ���������ij����о�[J].ú̿��ѧ����, 2001, 29(1): 7-9.
[54] ABazzonlla, Ҧ����.��ú��ҵ�еĽ���������;��[J].ú���е, 1990(7): 28-29.
The development history of coal shearer technology (Part seven)
����cutting devices
Ge Shirong1��2
(1.School of Mechanical, Electrical & Information Engineering, China University of Mining and Technology-Beijing, Haidian, Beijing 100083, China;2.Institute of Intelligent Mines & Robotics, China University of Mining and Technology-Beijing,Haidian, Beijing 100083, China)
Abstract Cutting device of coal shearer is important for automatic and intelligent cutting of coal seam .It must have three high abilities as the high cutting ability, high reliability and high intelligence.Since the power consumption and failure rate of the cutting device account for more than 80% and 50% for the shearer, continuous improvements and innovations had been made at home and abroad in the past hundred years.The innovative work included cutting drum configuration, configuration and wear-resistant technology of cutting tooth, cutting coal dust removal technology and so on.In the past time, the cutting device developed from the chain cutting to the drum cutting.Since the birth of the cutting drum, it has undergone the reformation of self-loading drum, spiral drum, self-cutting drum and strong drum.The development of the cutting tooth configuration has five stages as the flat cutter, the pick, the strong pick, the pointed pick and the deep cutter.The wear-resisting life of the cutter has a great influence on the reliability of the shearer.At present, three generations of wear-resisting cutter have been developed, the first is the carbide cutter pick, the second is the composite wear-resisting cutter, and the third is the polycrystal diamond cutter.The application of the drum shearer increases the dust amount in the working face, in order to solve this problem, the dust reduction technologies have been developed, such as less dust cutting operation, dust removal by the drum spray or the suction drum.At present, the combined dust removal technologies by external spray and negative pressure are mostly used.In this paper, the development path of cutting gear and cutting device from the bionics of tiger claw structure was firstly discussed and it was thought that the bionics design would be beneficial to realize high cutting ability, high reliability and high intelligence for the coal shearer cutting device.
Key words coal shearer, development history, cutting device, drum configuration, cutting tooth configuration, wear-resisting tooth, dust reduction technology, bionic cutting tooth design
width=77,height=77,dpi=110
�ƶ�ɨ���Ķ�
���ø�ʽ��������.��ú��������չ����(��)�����ظ����[J].�й�ú̿��2020��46(12)��15-29.doi: 10.19880/j.cnki.ccm.2020.12.003
Ge Shirong.The development history of coal shearer technology (Part seven)����cutting devices [J].China Coal��2020��46(12)��15-29.doi: 10.19880/j.cnki.ccm.2020.12.003
��ͼ����� TD421.67
���ױ�ʶ�� A
����飺������(1963-), ��, ����, �㽭��̨�ˣ����ڣ��й���ҵ��ѧ(����)У�����������ܲɿ�װ����Ħ���ɿ��Թ����о������ٻ��ҽܳ������ѧ���� ��������á��й�����Ƽ���������������ͻ�����������꼼��ר�ҡ�����ȫ������Ƽ������ߡ�����������������Ƽ�������������������Դ��̳�������½���������Խ����Դ�Ƽ����͡��ڶ���ȫ���������Ƚ�״���� E-mail: gesr@cumtb.edu.cn��
(���α༭ ����֥)