原创 小艾 世界先进制造技术论坛 5天前
最近因一块“神板”-喷丝板,刀具江湖风云再起!说这块神板之前我们得先了解一下熔喷布及熔喷工艺原理。
熔喷无纺布是在口罩中起关键过滤作用的一层材料,堪称口罩的“心脏”,它蓬松、多孔、可以负载静电,具有出众的吸附和过滤能力,以至于熔喷无纺布的产量直接影响着口罩的产量。那么,这种被称为“口罩心脏”的熔喷无纺布到底是怎么制造的呢?


3M口罩中的熔喷布层
在回答这个问题之前,先看一下很多人都见过、吃过的一种零食――棉花糖的制作原理,就下图这种,你一定不陌生吧?千万不要告诉我你小时候没有吃过^_^
了解了棉花糖是怎么制造出来的,就不难理解熔喷布的制造原理了。

制造棉花糖需要两样关键的东西,一是高速旋转的、四周开有小孔的容器,二是加热后融化的糖浆。下图为网友用瓶盖自制的棉花糖机容器,将糖浆倒入旋转的容器中,奇迹就出现了:

这是因为融化的糖浆从小孔中甩出后,被拉伸成细细的糖丝,遇到较冷的空气迅速冷凝固化,凝固的糖丝纠缠在一起,就形成了棉絮一样的棉花糖。
熔喷布也是这个原理。不同的是,熔喷布使用的是熔融态的聚合物(比如聚丙烯,下图中像大米的这种)而不是白糖,并且不是像糖浆那样“甩”出来,而是在高压的作用下从具有很多细小喷口的模具中喷出来:

放 GIF 3.6M

原来熔喷布真的是喷出来的,你是不是很震惊呢!
典型的模具喷口直径为0.4毫米,也就是400微米,注意这并不是最终的熔喷布纤维的直径!下图一种密布喷口的熔喷头。

在工作时,这些模具温度维持在300摄氏度左右。
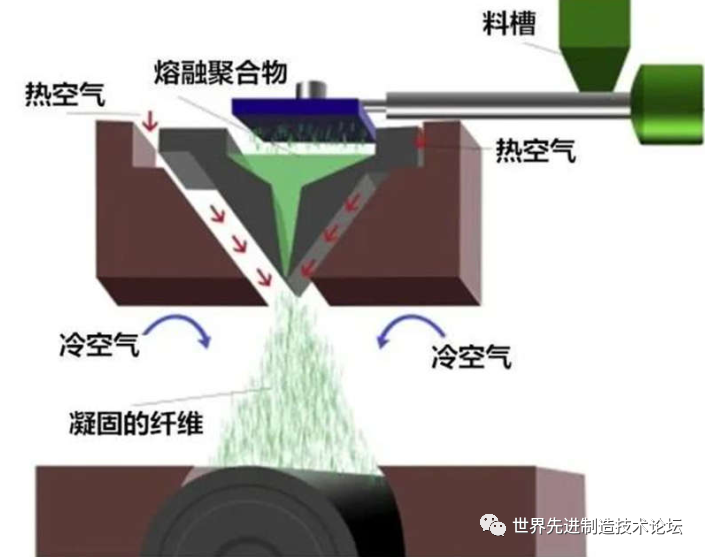
在喷口周围有高速、炽热的气流“吹”着喷出的熔融态聚合物。气流将聚合物拉伸,被拉长的聚合物再遇到冷空气凝结固化形成纤维,最终在气体湍流的作用下无序但均匀的附着在滚筒或者传送带上:

喷口附近吹拂的热空气温度在230-360摄氏度,速度高达0.5-0.8倍音速。
这些细细的纤维直径在微米级,仅有头发丝粗细的几十分之一。在附着在滚筒上前,纤维不仅会层叠粘合,还会互相缠绕,具有足够的内聚力,可以形成稳定的结构和一定的强度。
显微镜下的熔喷布纤维,图中比例尺为3微米。

然后,滚筒上的纤维再经过辊压、施加静电荷的驻极等过程,就成为最终的熔喷布成品。
看到图片你们是不是会担忧,熔喷布空隙这么大,是怎么过滤环境中的病毒的呢?虽然新型冠状病毒尺寸很小,在 100 纳米(0.1微米)左右,但是病毒无法独立存在,其传播途径主要有分泌物和打喷嚏时的飞沫,飞沫的大小在 5 微米左右,这是其一,第二,熔喷布本质上是一种纤维过滤器,含有病毒的飞沫靠近熔喷布后,也会被静电吸附在表面,无法透过。
熔喷布生产流程示意
了解了熔喷布的制作过程,不难理解这种材料所具有的低成本优势――它们真的是喷出来的,不是织出来的。除了用于口罩和防护服等医疗用品方面,熔喷无纺布在工业过滤、汽车、服装、环保等领域也有广泛的应用。
现在,你知道熔喷布是怎么制造的了吧。
知道了熔喷布的制造原理,你就会明白为什么说熔喷无纺布生产过程中,最不可或缺的核心部件之一是熔喷模头(喷丝板)。在熔喷设备中,熔喷模头是实现高聚物拉丝成型的核心组件之一,设计和精度直接影响拉丝的长度、均匀性、韧性、细度等诸多方面,从而对最终的熔喷布质量产生决定性影响,进而影响口罩质量并最终关乎医护人员的生命!
喷丝模头制造最关键的是供熔体通过的喷丝孔的加工,孔加工的质量精度关系到熔喷布的生产效率及品质,进而影响口罩防护性能。目前,国内虽已实现熔喷布生产设备的国产化,但喷丝板等核心零部件的生产,仍多依赖国外厂商供货。在非常时期,能够及时为熔喷布生产设备商提供可满足医用外科口罩以及KN95、KN99等其他高防护性口罩熔喷布生产所需的喷丝板就变得非常重要!下图为一字型喷丝板。

或许很多小伙伴会说,这么个喷丝板还需要进口?制造很有难度?到底难在哪里?其实喷丝板制造最核心的问题是如何加工这几百到几千个直径在0.1mm-0.5mm的微孔(编者注:根据孔径不同制造的出来的熔喷布纤维直径也不同,因而品质和应用也不同,一般N95口罩用熔喷布用喷丝板孔径为0.2mm)并保证孔具有非常好的表面粗糙度,因为这是决定熔喷布质量的关键。
通常情况下加工微孔有三种方案:电火花加工、激光加工、微钻加工。电火花加工是微孔加工的一种常用方法,但劣势是需要配置专门的电火花加工机床,同时电火花加工效率比较低,这是电火花加工的致命缺陷!
激光加工也是微孔加工的一种常用方法,但劣势是需要配置昂贵的专门孔加工的加工机床,同时激光加工孔德表面质量不是很理想!微钻加工的特点是不需要专门添置特种加工设备,可以直接在数控加工中心上即可完成,但这种加工方式需要机床具有极高的精度和极高的转速,而普通的加工中心转速和精度根本无法达到这个要求,不但孔表面粗糙度差并且极经常容易断刀!但目前国内领先的先进制造技术解决方案提供商西钛珂为这一加工提供了完美的加工方案,该方案主要是为机床加装一个超高速机床主轴增速器,标准情况下可将机床转速提升至最高转速8万转/分,更重要的是这种主轴增速器还有以下特点:
1、主轴增速器自带动力,机床主轴不需要工作,同时精度也是主轴增速器自身保证,不依赖机床的精度;3、可以长时间24小时静音工作,不需要任何其他额外维护;
4、安装非常方便,就像加工中心的一把特别的刀具一样,还可以实现自动换刀(ATC)放进刀库中;

最后我们再看一个微孔加工视频:
内容来源:
世界先进制造技术论坛
AMTBBS
世界先进制造技术论坛(AMT)-一本专属工程师的微刊杂志!技术干货、科学前沿、行业发展、国家战略。。。,您关注的都在这里!网站:www.amtbbs.org
本期编辑:小艾
商务合作:021-37709287
投稿邮箱:info@amtbbs.org