
高温合金是指以铁、镍、钴为基,能在600℃以上的高温及一定应力作用下长期工作的一类金属材料,具有优异的高温强度,良好的抗氧化和抗热腐蚀性能,良好的疲劳性能、断裂韧性等综合性能,又被称为“超合金,”主要应用于航空航天领域和能源领域。
GH4169/inconel718合金 UNS N07718,GH4169 机械性能 抗拉强度: 150ksi 以上 屈服强度: 120-145ksi 4D延伸率:20%以上 断面收缩率(dia≤10”): 35%以上 断面收缩率(dia>10”): 25%以上
硬度:30-40HRC V型缺口冲击强度(-59°C或更低): 平均能量:35ft/lbs (47J)以上
单次最低能量:30ft/lbs (40J)
GH4169合金是一款可沉淀硬化的镍基合金,在高达704°C的高温环境下,仍展现出很高的屈服强度,抗拉强度和蠕变开裂强度。718合金的时效硬化反应较迟缓,因此在退火和焊接的过程中不会随加热和冷却而硬化。相比于其他添加了铝和钛的镍基超级合金,718合金的焊接性能非常优秀。
应用喷气式发动机和高速机身零件,例如轮子,涡轮机叶片,垫片,高温螺栓,紧固件等。
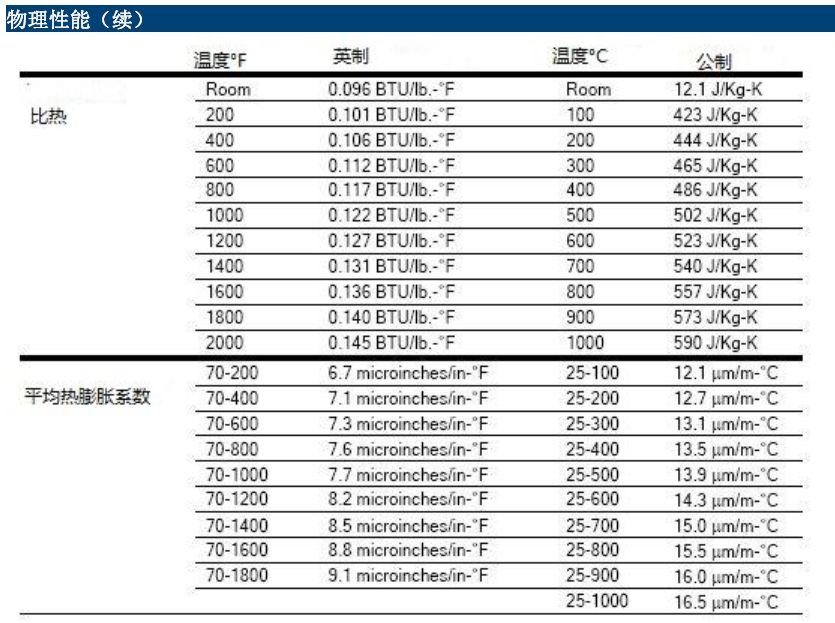
物理性能
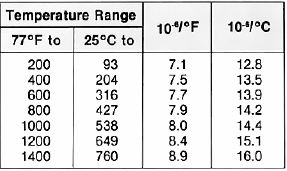
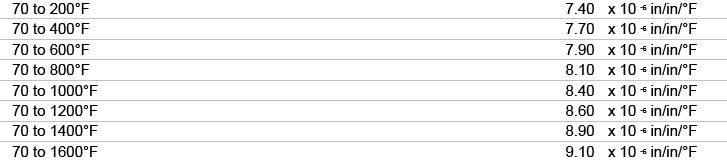
密度:8.44 平均热膨胀系数 77-200°F 7.10 X 10-6in/in/°F 77-400°F 7.50 X 10-6in/in/°F 77-600°F 7.70 X 10-6in/in/°F 77-800°F 7.90 X 10-6in/in/°F 77-1000°F 8.00 X 10-6in/in/°F 77-1200°F 8.40 X 10-6in/in/°F 77-1400°F 8.90 X 10-6in/in/°F
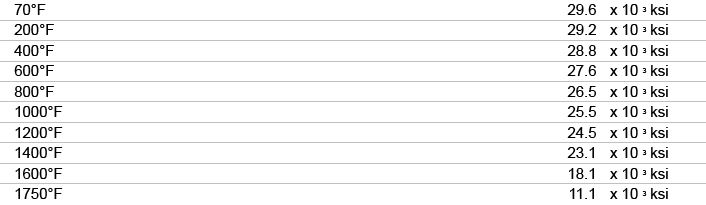
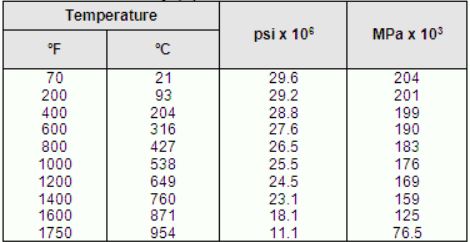
弹性模量(E)
电阻(70°F):728.0 ohm-cir-mil/ft
熔距: 2200-2450°F
机械性能 固溶处理的温度对GH4169材料横向室温性能的影响
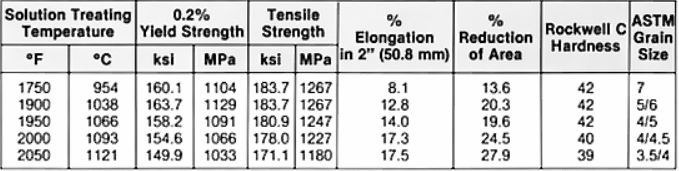
注:测试样件为边长4”的四方块料。测试样件按表格中的温度进行固溶处理2个小时,空冷。时效处理为718°C处理8个小时,按56°C/小时的速度冷却至621°C,保温8个小时,然后空冷。
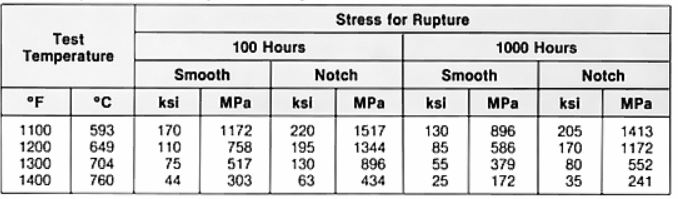
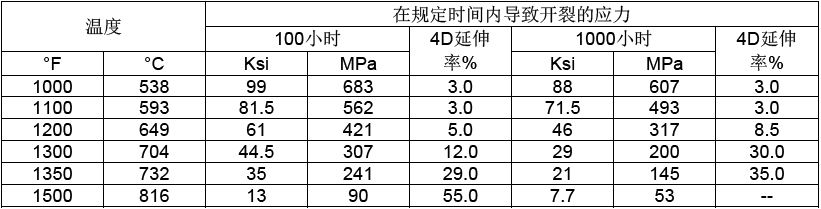
固溶处理的温度对GH4169材料横向应力开裂性能的影响 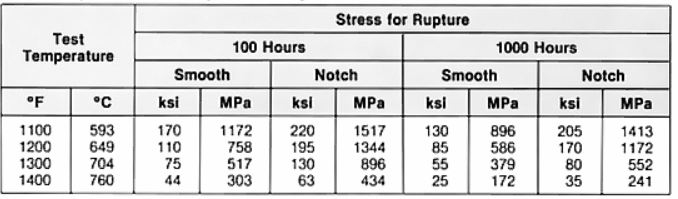
注:测试样件为边长4”的四方块料。按照表格所示的温度固溶处理2个小时,空冷,然后718°C时效处理8个小时,按56°C/小时的速度炉冷至621°C,保温八个小时,最后空冷。
升温抗拉测试 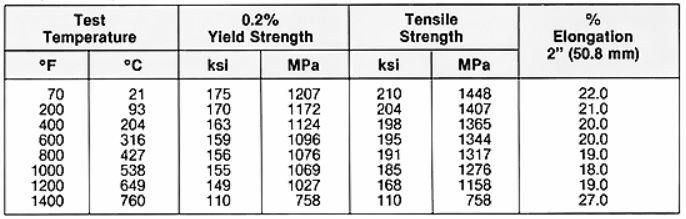
注:测试样件为dia12.7mm圆棒,982°C热处理1小时,空冷+718°C时效8小时,冷却至621°C,保温8小时,然后空冷。
低温抗拉测试
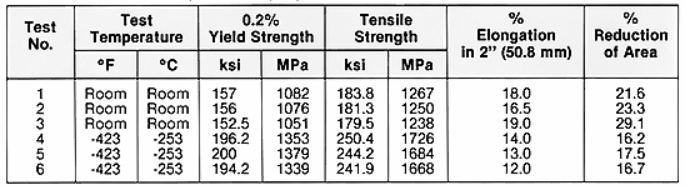
注:测试样件为边长101.6mm的四方块料,按1066°C热处理2个小时,空冷+718°C时效8个小时,炉冷至621°C,保温8小时,然后空冷。
应力开裂测试
注:982°C热处理1个小时,空冷+718°C热处理8个小时,炉冷至621°C,保温8个小时,然后空冷。 热处理 方法1:获取最好的抗拉强度和应力开裂强度 954-982°C,1小时,空冷+718°C ,8小时,按56°C/小时冷却至621°C,保温8个小时,然后空冷。方法2:获取最好的室温及低温的抗拉强度 1066°C热处理1-2小时,空冷+718°C,8小时,按56°C/小时冷却至621°C,保温8个小时,然后空冷。
加工性能 热加工热加工的炉温不超过1121°C。如果工作温度在593°C以下,冷加工的温度范围控制在927-1010°C,可以提供锻造强度。锻造时避免长时间在炉中加热。
机加退火态和时效硬化态都可机加。时效硬化态更方便断削,表面光洁度更好。退火态的材料,机加的刀具寿命稍微长一点。
焊接 GH4169的退火态和时效态都可以焊接。时效态材料焊接时,焊接受热而软化的区域会产生变形。
一、概述
GH3128是以钨、钼固溶强化并用硼、铈、锆强化晶界的镍基合金,具有高的塑性,较高的持久蠕变强度以及良好的抗氧化性和 冲压、焊接等性能。其综合性能优于GH3128和GH3536等同类镍基固溶合金。适合于制造在950℃下长期工作的航空发动机的 燃烧室火焰筒、加力燃烧室壳体、调节片及其他高温零、部件,主要产品为冷轧薄板,也可供应热轧板、棒材、锻件、丝材和管 材。
1.1 GH3128 材料牌号 GH3128(GH128,红星Ⅱ号)
1.2 GH3128 相近牌号
1.3 GH3128 材料的技术标准
GJB 1952-1994 《航空用高温合金冷轧薄板规范》
GJB 2612-1996 《焊接用高温合金冷拉丝材规范》
GJB 3317-1998 《航空用高温合金热轧板规范》
1.4 GH3128 化学成分 见表1-1。
表1-1 %

注:B、Ce、Zr按计算量加入。
1.5 GH3128 热处理制度 交货状态固溶温度为1140~1180℃,空冷。高温性能经1200℃补充固溶处理后进行检验。
1.6 GH3128 品种规格和供应状态 供应的冷轧薄板δ0.8~4.0mm、热轧板δ4~14mm、冷拉焊丝d0.3~10mm。冷轧板和热
轧板于固溶和酸洗后供应;焊丝于冷拉、半硬或固溶和酸洗状态供应。
1.7 GH3128 熔炼和铸造工艺 非真空或真空感应炉加电渣重熔。
1.8 GH3128 应用概况与特殊要求 合金适用于制造在950℃以下工作的航空发动机燃烧室和加力燃烧室零部件,使用效果良好。
一、概述
GH4738是以γ′相沉淀硬化的镍基高温合金,具有良好的耐燃气腐蚀能力、较高的屈服强度和疲劳性能,工艺塑性良好,组织稳定。广泛用于航空发动机转动部件,使用温度不高于815℃。可以生产冷轧和热轧板材、管材、带材、丝材和锻件、铸件、紧固件。
1.1 GH4738材料牌号 GH738
1.2 GH4738相近牌号 Waspaloy(美国),NC20K14(法国)
1.3 GH4738材料的技术标准
Z9-0106-1986《涡轴八用GH4738合金棒材暂行技术条件》
Q/6S1035-1992《高温紧固件用GH4738合金棒材》
协上五高09-1986《GH4738合金烟气机盘试制技术条件》(上钢五厂)
1.4 GH4738化学成分 见表1-1。

1.5 GH4738热处理制度 1080℃±10℃,4h,空冷+840℃,24h,空冷+760℃,16h,空冷。
1.6 GH4738品种规格和供应状态 可生产棒材、型材、锻坯、环形件、厚板、薄板、带材、管材、丝材、砂型铸件、精密铸件和紧固件等,通常不经热处理交货,板材固溶处理后交货。
1.7 GH4738熔炼和铸造工艺 采用真空感应熔炼加真空电弧重熔工艺。
1.8 GH4738应用概况与特殊要求 该合金在国外广泛用于航空发动机和燃气轮机,主要用作涡轮叶片及涡轮盘等转动件,有成熟的使用经验。由于该合金含钴较高,在国内较少采用。
二、GH4738物理及化学性能
2.1 GH4738热性能
2.1.1 GH4738熔化温度范围 1330~1360℃。
2.1.2 GH4738热导率 见表2-1。
一、概述
GH30 是早期发展的80Ni-20Cr固溶强化型高温合金,化学成分简单,在800℃以下具有满意的热强性和高的塑性,并具有良好的抗氧化、热疲劳、冷冲压和焊接工艺性能。合金经固溶处理后为单相奥氏体,使用过程中组织稳定。主要产品是冷轧薄板,也可以供应棒材、环件、丝材和管材等变形产品。主要用于800℃以下工作的涡轮发动机燃烧室部件和在1100℃以下要求抗氧化但承受载荷很小的其他高温部件[1,2]。
1.1 GH30 材料牌号 GH3030
1.2 GH30 相近牌号 ЭИ435,XH78T(俄罗斯)
1.3 GH30 材料的技术标准
GJB 1952-1994《航空用高温合金冷轧薄板规范》
GJB 2297-1995《航空用高温合金冷拔(轧)无缝管规范》
GJB 2611-1996《航空用高温合金冷拉棒材规范》
GJB 2612-1996《航空用高温合金冷拉丝材规范》
GJB 3020-1997《航空用高温合金环坯规范》
GJB 3317-1998《航空用高温合金热轧板规范》
GJB 3318-1998《航空用高温合金冷轧带材规范》
GJB 3165-1998《航空承力件用高温合金热轧和锻制棒材规范》
GJB 3167-1998《冷镦用高温合金冷拉丝材规范》
GB/T 15062-1994 《一般用高温合金管》
1.4 GH30 化学成分 见表1-1。

注:1.棒材和环坯标准规定,ω(Cu)≤0.20%。
2.热轧板、冷轧板、冷轧带、管材、丝材和冷镦用冷拉丝材标准规定,ω(Fe)≤1.00%,ω(P)≤0.015%,ω(S)≤0.010%,ω(Pb) ≤0.001%,ω(Cu)≤0.007%。
1.5 GH30 热处理制度 固溶温度为980~1020℃,冷却方式对热轧板、冷轧薄板和环坯均为空冷,冷镦用丝材和冷拉棒材为水冷或空冷,管材为水冷。
1.6 GH30 品种规格和供应状态 可生产各种规格的变形产品,棒材和环坯不经热处理交货;热轧板和冷轧薄板及管材经固溶和酸洗后供应;焊丝于冷拉状态、固溶和酸洗状态或半硬态成盘状交货;冷镦用丝材于固溶、酸洗状态成盘状或直条状、固溶直条状磨光或冷拉状态交货;管材于固溶、酸洗状态交货;冷拉棒以退火、退火加酸洗、退火加磨光或冷拉状态交货。
1.7 GH30 熔炼和铸造工艺 电弧炉熔炼或电弧炉熔炼加电渣重熔或真空电弧重熔,非真空感应炉加电渣熔或真空电弧炉重熔或真空双联工艺。
1.8 GH30 应用概况与特殊要求 该合金已在航空发动机上经过了长期使用考验,主要用于燃烧室和加力燃烧室零部件以及机匣安装边等零部件
GH2132 UNS S66286,A-286, AISI 660, AMS 5731, ASTM A 638 合金GH2132专用于在高达704°C高温环境下,既要求高强度又要求很好的耐腐蚀性能的应用。 GH2132切口截面的韧性非常好。事实上,GH2132的切口断裂强度优于其他具有类似高温性能的商用合金。该材料的一大优点是可以通过热处理达到沉淀硬化和强化的效果。
化学成分 碳 0.08%以下硅 1.00%以下锰 2.00% 钼 1.00-1.50% 铝 0.35% 硼 0.003-0.010% 钛 1.90-2.30% 钒 0.10-0.50% 镍 24-27.00% 铬 13.50-16.00% 铁 余量
物理性能
密度:0.2860lb/in3 平均比热(104-1299°F) 200°F 9.17 X 10-6in/in/°F 400°F 9.35 X 10-6in/in/°F 600°F 9.47 X 10-6in/in/°F 800°F 9.64 X 10-6in/in/°F 1000°F 9.78 X 10-6in/in/°F 1200°F 9.88 X 10-6in/in/°F 1300°F 9.94 X 10-6in/in/°F 1400°F 10.3 X 10-6in/in/°F
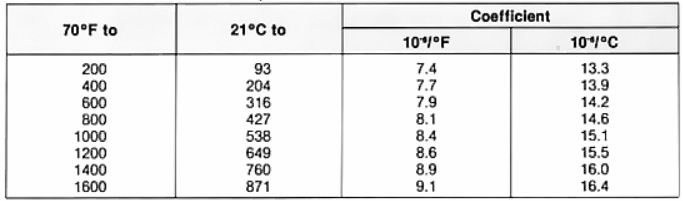
平均热膨胀系数温度 °C 系数 10-6/°C 93 16.5 204 16.8 316 17.0 427 17.4 538 17.6 649 17.8 704 17.9 760 18.6
导热率 302°F 104.2 Btu-in/hr/ft2/°F 1112°F 165.0 Btu-in/hr/ft2/°F
弹性模量(E) 70°F 21.1°C 28.8 X 103ksi 199 MPa X 103 1000°F 538°C 23.7 X 103ksi 163 MPa X 103 1100°F 593°C 22.8 X 103ksi 157 MPa X 103 1200°F 649°C 21.9 X 103ksi 151 MPa X 103 1300°F 704°C 21.1 X 103ksi 145 MPa X 103 1400°F 760°C 20.1 X 103ksi 139 MPa X 103 1500°F 816°C 18.7 X 103ksi 129 MPa X 103
电阻: 87°F 545.0 ohm-cir-mil/ft 1000 °F 692.0 ohm-cir-mil/ft 1200 °F 712.0 ohm-cir-mil/ft 1350 °F 719.0 ohm-cir-mil/ft 1500 °F 732.0 ohm-cir-mil/ft
熔距:2500-2600°F 磁通量固溶态: 1.0100Mu 固溶时效: 1.0070Mu
机械性能
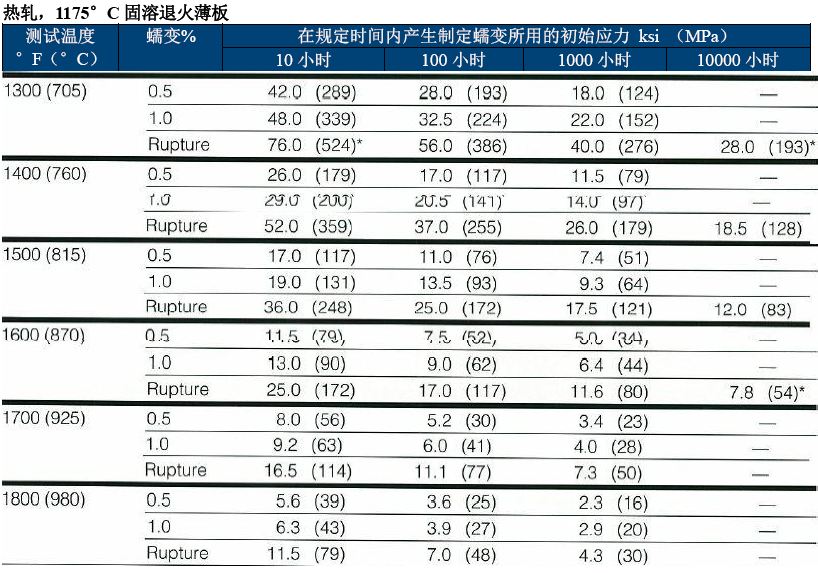
蠕变强度

抗拉强度测试样棒直径为22.2mm,982°C固溶处理1个小时,油淬,719°C时效处理16个小时,空冷。

注:通过889°C固溶加718°C时效处理后,强度可提高大约10ksi,延伸率也能提高。 应力开裂 982°C,固溶处理1个小时,油淬,718°C时效处理16个小时,空冷。
高温硬度

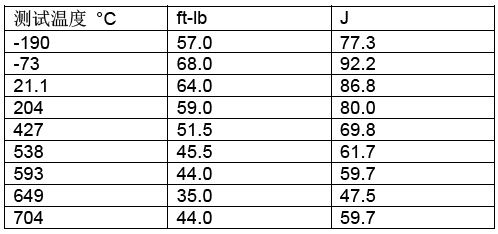
V形缺口冲击强度
热处理 固溶处理 GH2132可采用下面两种热处理方法: 1. 加热至982°C,保温1个小时,然后迅速冷却 2. 加热至899°C,保温2个小时,然后迅速冷却采用第一种方法,材料经过时效后,可以提高开裂强度。第二种方法可以提高韧度和硬度。 时效加热至704-760°C, 保温12-16个小时,然后空冷。处理后硬度约为300BHN。
899°C的固溶处理后,有时会进行两轮沉淀硬化处理,即加热至704/760°C,保温16小时,然后空冷至649°C,保温8-12个小时,然后空冷。这个处理可以提高缺口开裂强度,同时提高韧度和硬度。
时效处理产生的尺寸变化―收缩0.001in/in 加工性能 热加工 GH2132在1038-1121°C温度范围可以进行轧制和锻造。热加工时,A286对形变的抵抗力略大于奥氏体不锈钢。请勿在927°C以下进行锻造。 冷加工固溶态的GH2132可以做冷拉和冷成形。加工难度略大于316和310,且冷作硬化速度很快。
机加 总的来说,高温合金的加工难度大于不锈钢。但是铁基合金,例如A286,比镍基沉淀硬化的合金更好加工。多采用硬质合金刀具进行加工。
加工参数 车削―单刃刀具和组合刀具 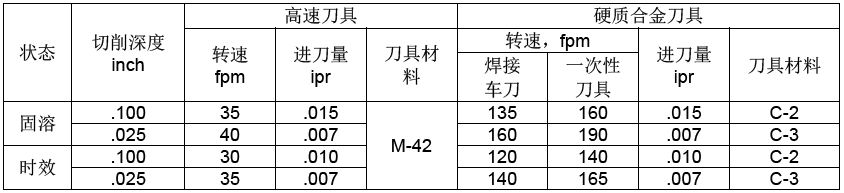
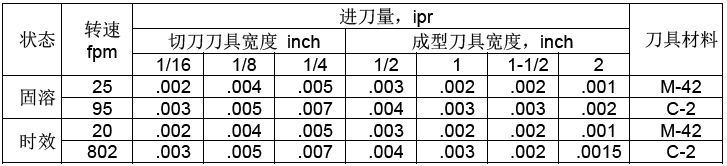
车削-切断刀具和成型切刀
钻削

铰孔

螺纹板牙

一、概述
GH2026是Fe-Ni-Co-Cr基沉淀硬化型变形高温合金,长期使用温度范围540℃~570℃,最高使用温度可达677℃。合金加入铬、钼元素进行固溶强化,加入高钛、低铝元素形成γ′时效强化相,同时钴元素使钛、铝在固溶体中的溶解度降低,促使γ′相析出量增加,从而提高γ′相的热稳定性,降低γ′相的堆垛层错能。合金的综合性能优越,具有优异的抗应力松弛性能和抗蠕变性能,没有缺口敏感性。适于制作螺栓、气封弹簧片、密封环、销钉等零件,主要产品有热轧和锻制棒材、热轧板材和冷轧薄板等。
合金介绍
1.2 应用概况及特性
合金已用于制作地面汽轮机用紧固件,在540℃~570℃蒸汽条件下可工作10万余小时,使用情况良好。相近合金在国外用于制作航空涡轮发动机紧固件和叶片。
合金在中温下具有良好的塑形,在长期使用中会降低零件因持久和蠕变造成的断裂。合金在使用温度范围内经长期时效或长期应力时效后,均未发现TCP有害相。
1.3 材料牌号
GH2026(GH26,R-26)。
1.4 相近牌号
Refractaloy26(美)。
1.5 材料技术标准
抚高新87-1 GNS26(R-26)合金技术条件
HJ418 R-26高温合金紧固件毛坯技术条件
1.6 熔炼工艺
采用非真空感应炉+电渣重炉、或真空感应炉+电渣重炉熔炼工艺。
1.7 化学成分

1.8 热处理制度
固溶温度:1080℃;780℃保温20小时
GH600
GH600合金是一种无磁的镍基高温合金,结合了高强度,冷热加工性能和耐腐蚀能力。并且该合金展现出很好的耐热性能,在整个退火到重度冷作加工过程中,不会出现时效腐蚀或应力腐蚀。
化学成分 碳 0.10%以下硫 0.015%以下铬 14.00-17.00% 铜 0.50% 锰 1.00%以下硅 0.50%以下镍 72.00%以上铁 6.00-10.00%
物理性质 比重:8.43 密度:0.3070 lb/in3
平均比热(77-212°F):0.1090 Btu/lb/°F
平均热膨胀系数
导热率: 104.0BTU-in/hr/ft2/°F 弹性模量(E)
受拉和受压: 31.0 X 103 ksi
扭转和受压: 11.0 X 103 ksi
电阻(77°F):620.0 ohm-cir-mil/ft
熔距: 2540°F
机械性能 冷轧对硬度的影响 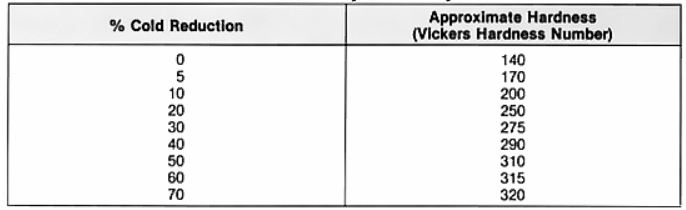
应力开裂强度 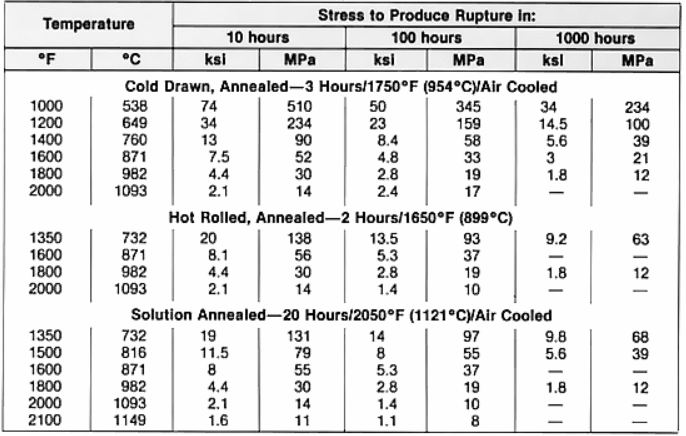
升温环境的抗拉强度
机械性能
热处理 GH600合金不能时效硬化,只能冷作硬化。软化退火开始的温度是871°C,在982°C加热10-15分钟即可结束退火。超过982°C会产生不良的晶粒生长,但是在1038°C稍微加热一下可以使材料完全软化,且不会出现过度的晶粒生长。冷却速度不影响软化效果,所以可以用水淬也可以空冷。
加工性能 热加工低硫还原炉气氛可用于锻造GH600合金。热加工的大部分工作量应在1260-1010°C温度范围内进行,少量的热加工可以持续至温度降至871°C。871-649°C之间材料延展性较低,不宜进行热加工。
冷加工为得到更高的性能,GH600合金可在649°C以下进行冷加工。
机加 GH600合金的热加工状态和退火态都可以进行机加。由于该材料机加时会产生大量的热,应采用高速钢,有色金属铸件或硬质合金刀具,并保持刀具锋利。 高速钢和有色金属刀具的车削速度为0.18-0.23m/s,硬质合金刀的车削速度为0.51-0.89m/s。该速度范围为平均值,需根据工件的实际情况来调整速度和进刀量。 润滑油需用硫基的。在加温处理,如焊接前,需彻底清除润滑油。
焊接 GH600合金可用普通的焊接和钎焊。
一、概述
GH145合金主要是以γ′[Ni3(Al、Ti、Nb)]相进行时效强化的镍基高温合金,在980℃以下具有良好的耐腐蚀和抗氧化性能,800℃以下具有较高的强度,540℃以下具有较好的耐松弛性能,同时还具有良好的成形性能和焊接性能。该合金主要用于制造航空发动机在800℃以下工作并要求强度较高的耐腐蚀的环形件、结构件和螺栓等零件、在540℃以下工作的具有中等或较低应力并要求耐松弛的平面弹簧和螺旋弹簧。还可用于制造气轮机涡轮叶片等零件。可供应的品种有板材、带材、棒材、锻件、环形件、丝材和管材。
1.1 GH145(GH4145) 材料牌号 GH4145
1.2 GH145(GH4145) 相近牌号 Inconel X-750(美国),NiCr15Fe7TiAl(德 国),NC15FeTNbA(法国),NCF750(日本)
1.3 GH145(GH4145) 材料的技术标准
Q/3B 4088-1994《GH145合金毛细管材》
Q/3B 4098-1995《GH145合金丝材》
Q/3B 4198-1993《GH145合金冷轧板材、带材》
1.4 GH145(GH4145) 化学成分 见表1-1。

注:表中Mn、Si为棒、锻件、环形件和丝材含量,板材、带材和管材为:ω(Mn)≤0.35%,ω(Si)≤0.35%。
1.5 GH145(GH4145) 热处理制度 板、带、管材供应状态的固溶热处理制度980℃±15℃,空冷。材料及零件的中间热处理制度,可分别选择下列工艺进行热处理。
退火:955~1010℃,水冷。
焊接件焊接前退火:980℃,1h。
焊接件消除应力退火:900℃,保湿2h。
消除应力退火:885℃±15℃,24h,空冷。
1.6 GH145(GH4145) 品种规格与供应状态 可以供应各种规格的棒材、锻件、环形件、热轧板、冷轧板、带材、管材和丝材。
板材和带材一般于热轧或冷轧、退火或固溶、酸洗抛光后供应。
棒材、锻件和环形件可于锻态或热轧状态供应;也可于锻后固溶处理供应;棒材可于固溶后磨光或车光供应,当订单有要求时,可于冷拉状态就位。
管材于固溶处理并清除氧化皮后供应。
丝材可于固溶状态供应;对于标称直径或厚度在6.35mm以下的丝材,可固溶后并以50%~65%的冷拉变形供应;标称直径或边长大于6.35mm的丝材,固溶处理后以不小于30%的冷拉变形供应。对于标称直径或边长不大于0.65mm的丝材,根据要求固溶处理后以不小于15%的冷拉变形供应。
一、概述
GH141是沉淀硬化型镍基变形高温合金,在650~950℃范围内,具有高的拉伸和持久蠕变强度和良好的抗氧化性能。由于合金中铝、钛、钼含量较高,铸锭开坯比较困难,但变形后的材料具有较好的塑性,在退火状态下可以冷成形,也可进行焊接,焊接部件热处理时易产生应变时效裂纹。合金的品种有薄板、带、丝、盘件、环形件、锻件、棒材、和精密铸件等,适合于制造在870℃以下要求有高强度和980℃以下要求抗氧化的航空、航天发动机高温零部件。
1.1 GH141材料牌号 GH4141
1.2 GH141相近牌号 UNS N07041,Rene′41,R41,Carpenter41,PYROMET41,UNITEMP41, HynessalloyR41,J1610(美国)。
1.3 GH141材料的技术标准
Q/3B 4060-1992《GH141合金棒材》
Q/3B 4063-1992《GH141合金冷轧带材》
Q/5B 4027-1992《GH141合金圆饼、环坯、环形件》
Q/6S 1033-1992《高温紧固件用GH141合金棒材》
抚高新84-13《航天用GH141合金棒材技术条件》
1.4 GH141化学成分 见表1-1。


1.6 GH141品种规格与供应状态 可提供各种规格的圆饼、环坯、环形件、薄板、带材、棒材、锻件和精密铸件等。板材于固溶状态交货,棒材和锻件不经热处理交货。
一、概述
GH113是一种含钨的镍铬钼合金,其硅、碳的含量极低。
GH113的特点是:
●在氧化和还原状态下,对大多数腐蚀介质具有优异的耐腐蚀性。
●出色的耐点腐蚀、缝隙腐蚀和应力腐蚀开裂性能。
GH113的应用领域:
在化工和石化领域得到了广泛的应用,如应用在接触含氯化物有机物的元件和催化系统中。这种材料尤其适合在高温、混有杂质的无机酸和有机酸(如甲酸和乙酸)、海水腐蚀环境中使用。
其它应用领域:
●纸浆和造纸工业,如煮解和漂白容器
●FGD系统中的洗涤塔、再加热器、湿汽风扇等
●在酸性气体环境中作业的设备和元件
●乙酸和酸性产品的反应器
●硫酸冷凝器
●亚甲二苯异氰酸盐(MDI)
●不纯磷酸的生产和加工
GH113化学成分:

GH113物理性能:
密度:ρ=8.9g/cm3
熔化温度范围:1325~1370℃
GH113机械性能:
下表中的最小值是标定尺寸规格试样(固溶处理态)的纵向和横向上测得的数据,特殊规格产品及特殊材料性能可以按客户需求定制。
HGH113ISO-V 缺口试验:
平均值 ≥120J/cm2 室温
≥120J/cm2 -196℃
一、概述
GH93是含有较高的钴和铬的沉淀硬化镍基合金,具有较高的强度和较好的组织稳定性,在815℃以下使用,综合性能良好。用于航空发动机的涡轮叶片,小型发动机涡轮盘和紧固件。该合金热加工塑性良好,可以供应板材、棒材和锻件。
1.1 GH93材料牌号 GH4093。
1.2 GH93相近牌号 Nimonic93(英国),NCK2OTA(法国)。
1.3 GH93材料的技术标准
C3S 163-1985《GH93合金热轧和锻制棒材》(长城钢厂三分厂)
C3S 164-1985《GH93合金冷轧薄板》(长城钢厂三分厂)
1.4 GH93化学成分 见表1-1。

注:B按计算量加入,允许加入微量的Ce、Zr、Mg元素。
1.5 GH93热处理制度 1050~1080℃,8h,空冷+710℃±10℃,16h,空冷。
1.6 GH93品种规格与供应状态 可以供应d20~22mm热轧棒材,δ0.4~4mm板材,d120mm以下锻材和锻件,板材为固溶状态交货,其它品种均为锻态和轧制状态交货。
1.7 GH93熔炼与铸造工艺 真空感应熔炼+真空电弧或电渣重熔工艺。
1.8 GH93应用概况与特殊要求 该合金制造的航空发动机零部件,在英国及法国有所采用,国内用其制造自由涡轮、垫片、垫圈、锁片等。
二、GH93物理及化学性能
2.1 GH93热性能
2.1.1 GH93熔化温度范围 1360~1390℃。
2.1.2 GH93热导率 见表2-1。

2.1.3 GH93比热容 见表2-2。

一、概述
GH90为时效强化型镍基变形高温合金,含有较高量的钴及多种强化元素。该合金在815~870℃有较高的抗拉强度和抗蠕变能力、良好的抗氧化性和耐腐蚀性、在冷热反复交替作用下有较高的疲劳强度以及良好的成形性和焊接性。主要供应热轧和冷拉棒材、冷轧板材、带材及冷拉丝材。用于涡轮发动机涡轮盘、叶片、高温紧固件、卡箍、密封圈及弹性元件等。
1.1 GH90材料牌号 GH4090。
1.2 GH90相近牌号 Nimonic90(英国)。
1.3 GH90材料的技术标准
WS9 7014-1996《GH90合金弹簧用冷拉丝材》
WS9 7015.1-1996《GH90合金冷拉和固溶处理的弹簧丝材》
WS9 7015.2-1996《GH90合金冷拉和固溶处理的弹簧扁丝》
WS9 7016-1996《GH90合金冷拉棒材》
WS9 7086-1996《GH90合金冷轧薄板和带材(硬态)》
WS9 7087-1996《GH90合金冷轧薄板和带材(软态)》
1.4 GH90化学成分 见表1-1。

注:丝材规定ω(pb)≤0.0010%。
1.5 GH90热处理制度
1.5.1 GH90冷拉棒材:1080℃±10℃,保温时间见表1-2,空冷或水冷+750℃±10℃,4h,空冷。

1.5.2 GH90薄板和带材(软态):软化处理1100~1150℃,1~10min,适当介质中冷却+750℃±10℃,4h,空冷。
1.5.3 GH90薄板和带材(硬态):700~725℃,4h,空冷。
1.5.4 GH90弹簧用冷拉丝材:600℃±10℃,16h,空冷或650℃±10℃,4h,空冷。
1.5.5 GH90冷拉和固溶处理的弹簧丝材:1080℃±10℃,8h,空冷+700~750℃,4h,空冷。
1.6 GH90品种规格与供应状态 供应直径或内切圆直径不大于25mm的冷拉棒材或冷拉六角棒材;厚度不大于4mm的冷轧薄板和厚度不大于0.8mm的冷轧带材;直径不大于8mm的弹簧用冷拉丝材。冷拉棒材的供应状态按用途分为:镦锻用棒以冷拉磨光状态交货(当需方需求以固溶状态交货时,应在合同中注明);机加工用棒材经固溶并除氧化皮状态交货。冷轧薄板和带材(软态)经软化处理、碱酸洗、切边后交货;冷轧薄板和带材(硬态)以冷轧、切边后交货。弹簧用丝材以冷拉状态或冷拉后固溶处理状态交货。
一、概述
GH80A是以镍-铬为基体,添加铝、钛形成γ′相弥散强化的高温合金,除铝含量略高外,其他与GH4033相近,使用温度700~800℃,在650~850℃具有良好的抗蠕变性能和抗氧化性能。该合金冷、热加工性能良好,主要供应热轧棒材、冷拉棒材、热轧板材、冷轧板材、带材以及环形件等,用于制造发动机转子叶片、导向叶片支座、螺栓、叶片锁板等零件。
1.1 GH80A材料牌号 GH4080。
1.2 GH80A相近牌号 Nimonic80A(英国)。
1.3 GH80A材料的技术标准
WS9-7009-1996《GH80A合金涡轮叶片用热轧棒材》
WS9-7011-1996《GH80A合金热轧、锻制及冷拉棒材》
WS9-7012环件-1996《GH80A合金轧制环形件》
WS9-7095-1996《GH80A合金热轧板材、冷轧薄板和带材》
1.4 GH80A化学成分 见表1-1。

注:B按计算量加入,允许加入微量的Ce、Zr、Mg元素。
1.5 GH80A热处理制度 叶片用棒材为:1080℃±10℃,8h,空冷+700℃±5℃,16h,空冷。热轧、锻制及冷拉棒材:按表1-2的规定进行。轧制环件:(1050~1080℃)±10℃,不大于2h,水冷+750℃±5℃(或+700℃±5℃),4h(或16h),空冷。热轧板材、冷轧薄板和带材为:供应状态+750℃±10℃,4h,空冷。
一、概述
GH605是以20Cr和15W固溶强化的钴基高温合金,在815℃以下具有中等的持久和蠕变强度,在1090℃以下具有优良的抗氧化性能,同时具有满意的成形、焊接等工艺性能。适用于制造航空发动机燃烧室和导向叶片等要求中等强度和优良的高温抗氧化性能的热端高温零部件。也可在航天发动机和航天飞机上使用。可生产供应各种变形产品,如薄板、中板、带材、棒材、锻件、丝材以及精密铸件。
1.1 GH605材料牌号 GH605。
1.2 GH605相近牌号 L605,HS25,WF-11,AlS1670,UNSR30605(美国)、KC20WN(法国)。
1.3 GH605材料的技术标准
WS9 7053-1996 《GH605合金热轧板材、冷轧薄板和带材》
Q/5B 4021-1992 《GH605合金环形锻件技术条件》
Q/5B 4031-1992 《GH605合金棒材》
Q/5B 4032-1992 《GH605合金带材》
Q/5B 4033-1992 《GH605合金带材(硬态)》
Q/5B 4059-1992 《GH605高温合金冷拉焊丝》
1.4 GH605化学成分 见表1-1。

1.5 GH605热处理制度 板材、带材:1175~1230℃,快速冷却;环形件:1175~1230℃,保温不少于15min,水冷或快速空冷;棒材(机加工用):1175~1230℃,快速冷却。
1.6 GH605品种规格与供应状态 可以供应δ≤14mm的热轧中板、δ≤4mm的冷轧板材、δ0.05~0.80mm的冷轧带材、δ0.20~0.80mm的冷硬带材、d0.2~10.0mm的焊丝、d≤300mm的棒材和各种直径及壁厚的环形件。中板和薄板经固溶、碱酸洗、切边后供应;带材经固溶、碱酸洗、切边后成卷供应;冷硬带材经固溶、冷轧、退火、抛光和切边后供应;焊丝以硬态、半硬态、固溶加酸洗、光亮固溶处理状态成盘交货,也可以直条交货;环形件经固溶处理粗加工或除氧化皮后供应;机加工用棒材经退火后酸洗或磨光后供应,热加工用棒材可经退火并磨光后交货。
1.7 GH605熔炼与铸造工艺 合金采用电弧炉或非真空感应炉熔炼后再经电渣重熔,或采用真空感应熔炼加电渣重熔。
1.8 GH605应用概况与特殊要求 主要在引进机种上使用,用于制造导向叶片、涡轮外环、外壁、涡流器、封严片等高温零部件。该合金对硅含量很敏感,硅可促使合金在760~925℃之间暴露时形成Co2W型L相,从而使合金的室温塑性下降,因此合金中的硅含量应控制小于0.4%。
二、GH605物理及化学性能
2.1 GH605热性能
2.1.1 GH605熔化温度范围 1330~1410℃[1]。
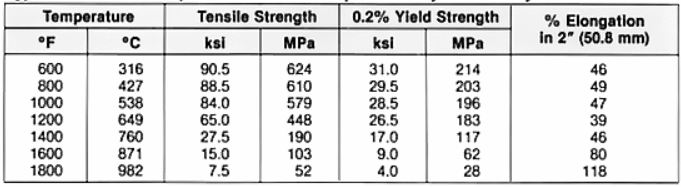
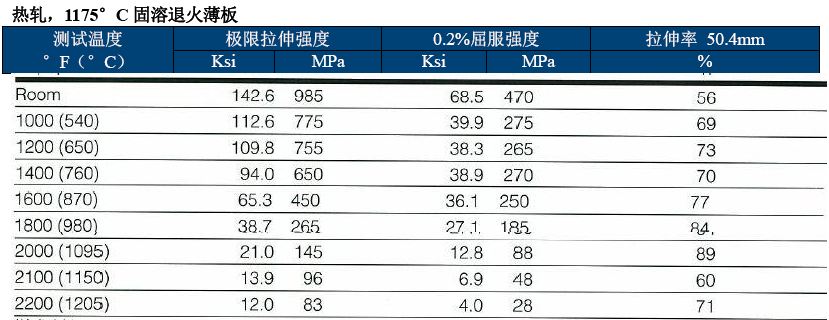
GH188 HAYNES®188
1. 优异的高温强度和环境耐性 188合金含钴、镍、铬、钨,高温强度非常好,且长时间置于1095°C的高温下,仍然有很好的抗氧化性能,能有效抵抗含硫沉淀物的热腐蚀。可用传统工艺进行加工,也可用于铸造零件。
2. 易加工 188合金有很好的成形和加工特性。可以锻造,或者热加工。热加工需要将工件在1175°C进行足够长时间的保温,确保整个工件达到该温度。因为材料延展性很好,188合金可以进行冷作加工。因为该合金有快速冷作硬化的特点,在加工复杂零件时需要多次进行工序间退火处理。不管是热加工还是冷加工的零件都需要做退火处理并快速冷却,这样才能恢复材料的性能。该材料有良好的局限焊接特性,可手工焊接,也可用自动焊接方法,包括TIG,MIG,电子束焊,电阻焊。
3. 热处理锻造的188合金通常供货状态是固溶态。常规热处理方法是1175°C+/-14°C固溶处理然后快速冷却或者水淬以达到最优性能。在低于固溶温度的温度下进行退火会产生一些碳化物沉淀,这会影响188合金的性能。
4. 多种供货形状 188合金的供货形状有厚板,薄板,带材,块料,棒料,线材,管料
5. 应用广泛用于航空工业,制造军用和商用的燃气发动机的燃烧室,涵道,后燃气零件等。
6. 材料规范 188合金满足以下材料规范: AMS5608 (薄板,带材,厚板) AMS5772 (圆棒,锻材) 
188合金是固溶强化材料,高温强度优异,室温的加工性能良好。在650°C及更高温度下可长时工作。188合金的强度比其他镍基固溶加强的合金更好,远远超过普通的镍铬或铁镍铬耐热合金。如果用188合金替代这些材料,可极大地减少材料使用。 

188合金和其他固溶强化超级合金相似,例如625,X合金,在长时间受热后会沉淀有害相,例如CO2W莱夫斯相。这种物质会损害合金的抗拉强度和冲击强度。188合金的表现远远优于25合金,常用于替代25合金。就热稳定性而言,230合金是最适用的。
受热温度(°F)
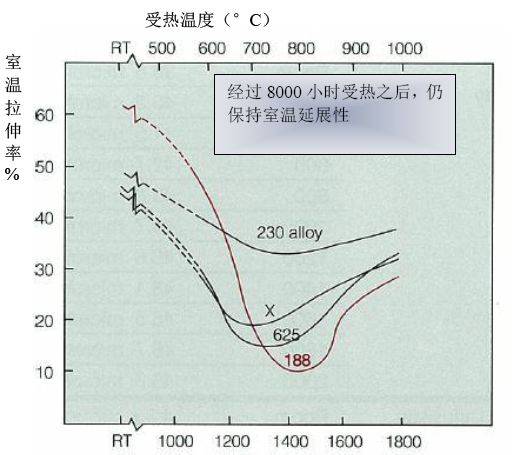
受热后,板料在室温的性能

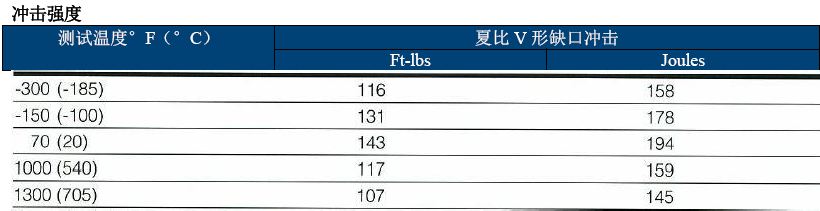
8000小时受热后,冲击强度对比

 动弹性模量
动弹性模量 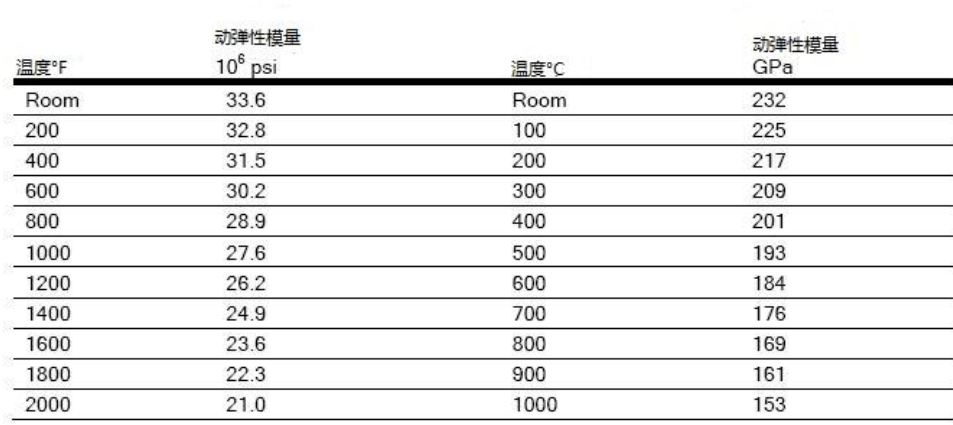
在升温环境下,188合金有很好的低周疲劳性能。下面是425°C-870°C温度范围内应变控制测试的数据。从圆棒取样。测试采用扭转应变(R=-1)频率为20cpm(0.33Hz) 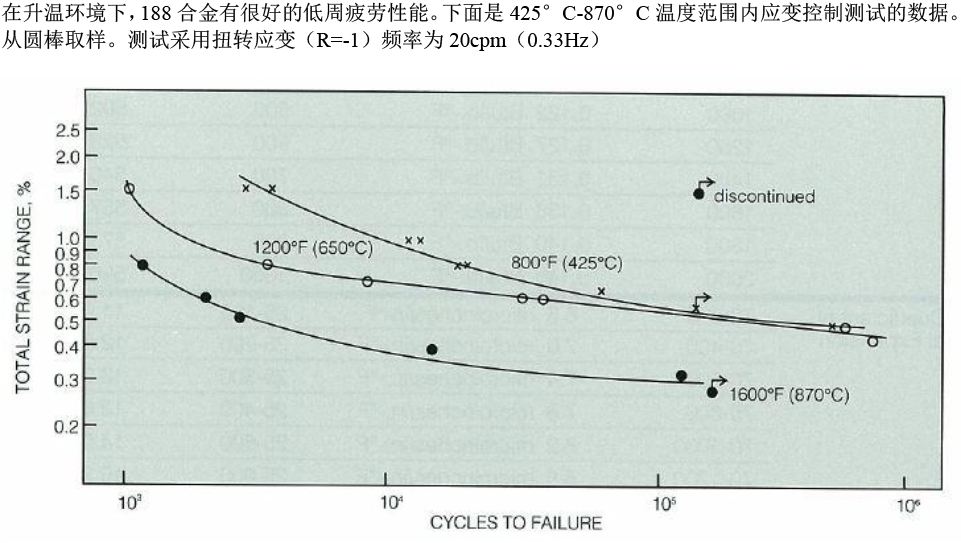
188合金对空气和燃烧气体有很好的抗氧化性能,可以长时间地连续暴露于1095°C高温。如果暴露时间较短,188合金则可用于更高的温度。
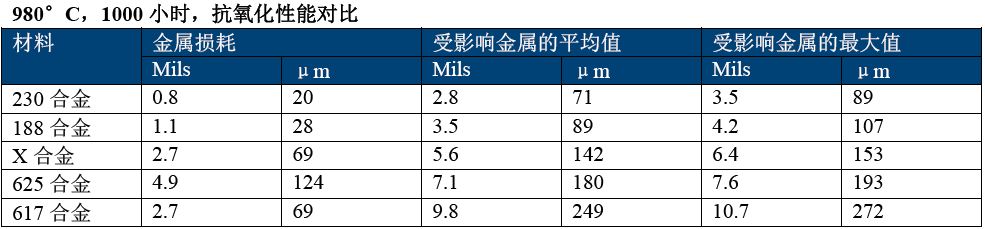
氧化测试的参数氧化测试是将9mm*64mm*厚度的样片固定在旋转夹头上,放入燃烧装置产生的火焰。燃烧装置使用2号燃油。空气燃油比例是50:1(空气速度为0.3马赫)。每30分钟,样片自动移出并吹冷至室温,然后重新放入排火道。 900°C 耐热腐蚀性能 188合金对硫化沉淀物的热腐蚀有很好的耐受能力。测试方法是采用低速燃烧装置。该装置使用2号燃油,加0.4%的硫。空油比为30:1. 按照5ppm的速度注入人工海水。测试时间为1000小时。每个小时内将测试样片取出,吹冷至室温,气流速度为4m/s。
 760°C抗硫化作用 188合金对气体硫化作用有很好的抵抗能力。测试温度为760°C,气体混合物含5%的H2,5%的CO,1%的CO2, 0.15%的H2S和0.1%的H2O,剩余部分是氩气。样片暴露时间为215小时。这是一个非常严苛的测试,相当于硫分压为10-6和10-7,并且氧分压很小,不足以产生氧化铬的保护层。
760°C抗硫化作用 188合金对气体硫化作用有很好的抵抗能力。测试温度为760°C,气体混合物含5%的H2,5%的CO,1%的CO2, 0.15%的H2S和0.1%的H2O,剩余部分是氩气。样片暴露时间为215小时。这是一个非常严苛的测试,相当于硫分压为10-6和10-7,并且氧分压很小,不足以产生氧化铬的保护层。 
热处理 188合金的供货状态通常是1175°C固溶态。固溶时间由材料厚度而定。工序间的退火处理可以采用更低的温度,但是加工完成以后,必须做固溶热处理以达到最优性能。室温下的减厚冷轧 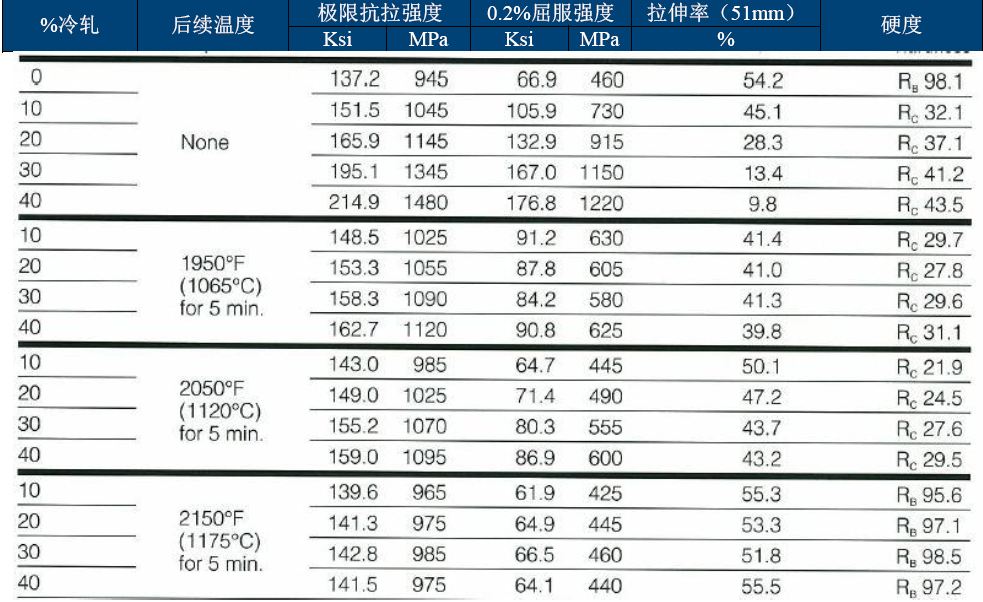 焊接 188合金适用多种焊接方法,包括TIG, MIG, 电弧焊(覆膜电极),电子束焊和电阻焊。188合金的焊接性能和25合金相似。不建议使用埋弧焊。 1.基体金属的准备工作焊接前,彻底清洁焊接面和相邻表面。油污,粉笔标记,含硫化合物及其他异物都需完全清除。焊接区域不要接触铜或含铜的材料。焊接时材料最好是固溶退火态,但并非必须是这种状态。 2.选择焊料建议使用成分相配的焊料。焊缝剖面厚度大于9.5mm时,建议使用230-WTM焊料。覆膜金属电弧焊建议使用25合金的电极(AMS5796)。相异金属的焊接,例如188合金和镍基合金,钴基合金,铁基合金的焊接,可用188合金,230-W线材,556TM合金,哈氏S合金(AMS5838)或者哈氏W合金(AMS5786,5787)的焊接产品做焊料。 3.预热,层间温度和焊后热处理如果基体金属的焊接温度高于0°C,一般不需要做预热。层间温度通常较低。如需要,焊道之间可采用辅助冷却方法,但是冷却处理不能带入污染物。188合金不需要焊后热处理。
焊接 188合金适用多种焊接方法,包括TIG, MIG, 电弧焊(覆膜电极),电子束焊和电阻焊。188合金的焊接性能和25合金相似。不建议使用埋弧焊。 1.基体金属的准备工作焊接前,彻底清洁焊接面和相邻表面。油污,粉笔标记,含硫化合物及其他异物都需完全清除。焊接区域不要接触铜或含铜的材料。焊接时材料最好是固溶退火态,但并非必须是这种状态。 2.选择焊料建议使用成分相配的焊料。焊缝剖面厚度大于9.5mm时,建议使用230-WTM焊料。覆膜金属电弧焊建议使用25合金的电极(AMS5796)。相异金属的焊接,例如188合金和镍基合金,钴基合金,铁基合金的焊接,可用188合金,230-W线材,556TM合金,哈氏S合金(AMS5838)或者哈氏W合金(AMS5786,5787)的焊接产品做焊料。 3.预热,层间温度和焊后热处理如果基体金属的焊接温度高于0°C,一般不需要做预热。层间温度通常较低。如需要,焊道之间可采用辅助冷却方法,但是冷却处理不能带入污染物。188合金不需要焊后热处理。
机加 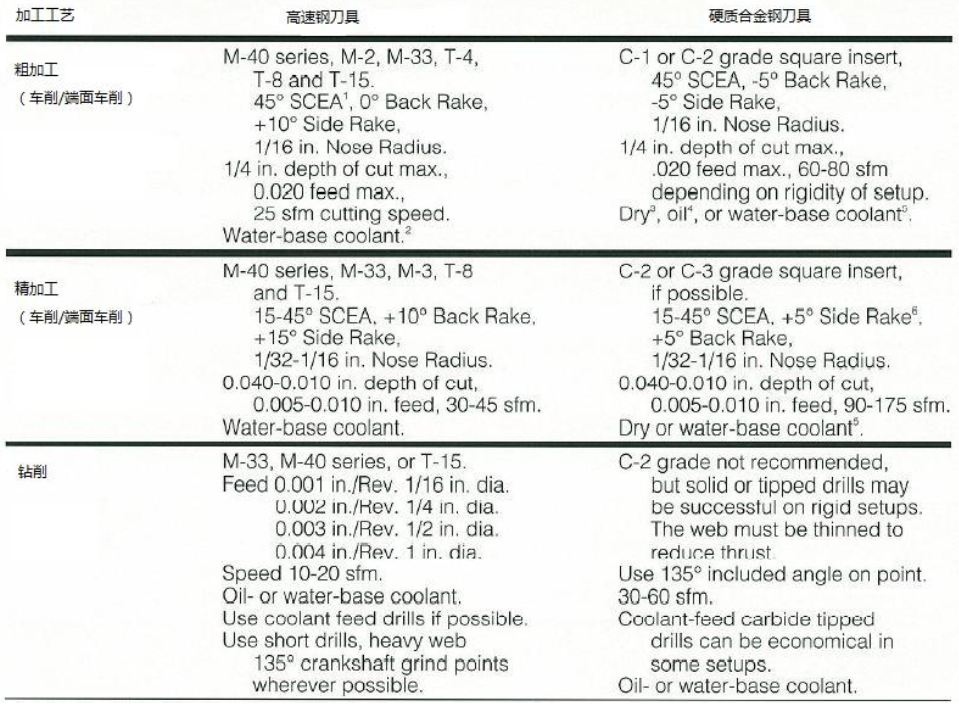 注:Haynes®188是美国Haynes International公司的注册商标
注:Haynes®188是美国Haynes International公司的注册商标
一、概述
GH159合金是在国外多相钴基高温合金(MP合金)的基础上发展起来的一种新型高强度多相钴基高温合金。它的主要特点是:利用冷变形首先在面心立方基体中诱发产生交叉网状分布的片状ε相来阻止位错的长程运动而产生强化,再经过时效处理析出弥散的Ni3X相补充强化。该合多金具有超高强度、良好的塑韧性和高的应力腐蚀抗力等综合性能,并且在650℃的高温下仍能保持其高强度的特性。该合金不仅可广泛用于航空发动机的高温紧固螺栓等零件,也可用于应力腐蚀环境下(如海洋大气环境)服役的飞机用超高强度紧固件。供应的主要品种是冷拉棒材。
1.1 GH159材料牌号 GH159。
1.2 GH159相近牌号 MP159(美国)。
1.3 GH159材料的技术标准
Q/6S 992-1992《高温紧固件用GH159合金冷拉棒材》(北京航空材料研究所)
C3S 284-1993《高温紧固件GH159合金冷拉棒材》
协上五高28-1993《高温紧固件GH159合金冷拉棒材》
1.4 GH159化学成分 见表1-1。

二、GH159物理及化学性能
2.1 GH159热性能
2.1.1 GH159熔化温度范围 熔点1318℃[1]。
2.1.2 GH159热导率 见表2-1。

2.1.3 GH159线膨胀系数 见表2-2(冷拔+时效状态)。

2.2 GH159密度 ρ=8.33g/cm3[2]。
一、概述
GH3536是主要用铬和钼固溶强化的一种含铁量较高的镍基高温合金,具有良好的抗养化和耐腐蚀性能,在900℃以下有中等的持久和蠕变强度,冷、热加工成型性和焊接性能良好。使用于制造航空发动机的燃烧室部件和其他高温部件,在900℃以下长期使用,短时工作温度可达1080℃。供应的主要品种有板材、带材、管材、棒材、锻件、环形件和精密铸件。
1.1 GH3536 材料牌号 GH3536,GH22,GH334,GH739,SG-5
1.2 GH3536 相近牌号 UNS NO6002,HastelloyX(美国),NC22FeD(法国), NiCr22FeMo(德国),Nimonic PE13(英国)
1.3 GH3536 材料的技术标准
GJB 1952-1994 《航空用高温合金冷轧薄板规范》
GJB 2612-1996 《焊接用高温合金冷拉丝材规范》
GJB 3020-1997 《航空用高温合金环坯规范》
HB 5494-1992 《GH536合金冷(轧)拔无缝管》
HB 5495-1992 《GH536合金冷轧薄板》
HB 5496-1992 《GH536合金圆饼、环坯和环形件》
HB 5497-1992 《GH536合金热轧和锻制棒材》
HB 5498-1992 《HGH536合金冷拉焊丝》
Q/3B 4074-1994 《GH536合金冷轧带材技术条件》
Q/5B 4018-1992 《K536合金熔模精密铸件》
Q/CB 61-1996 《航空用GH536合金冷加工焊接钢管》
1.4 GH3536 化学成分 见表1-1。

注:B按计算量加入、不分析。
1.5 GH3536 热处理制度 板材和管材:1130~1170℃,快速空冷或水冷;棒材和环形件检验试样:1175℃±15℃,空冷或更快冷却;带材:1065~1105℃,快速冷却。
1.6 GH3536 品种规格与供应状态 供应δ0.5~4.0mm的板材,δ0.05~0.8mm的带材,外径4~20mm、壁厚1.0~2.0mm的管材,直径0.2~10.0mm的焊丝,直径≤300mm的棒材和各种直径及壁厚的环形件以及不同形状和尺寸的精密铸件。板材、带材和管材经固溶处理和酸洗后供应,带材也可呈冷轧状态供应;焊丝以硬态、半硬态、固熔加酸洗、光亮固溶处理状态成盘交货,也可以直条交货;棒材和环形件不经热处理交货。精密铸件于铸造状态供应。
1.7 GH3536 熔炼与铸造工艺 采用电弧炉加电渣或非真空感应炉加电渣重熔工艺。生产铸件则采用感应炉重熔母合金后浇注于加热的模壳内,浇注速度以快些为好。
1.8 GH3536 应用概况与特殊要求 该合金在国外航空发动机和民用工业中获得了极为广泛的应用,我国主要用于制造燃烧室部件和其他热端部件以及蜂窝结构等。合金在高温下长期使用后有一定的时效硬化现象。
一、概述
GH3044是固溶强化镍基抗氧化合金,在900℃以下具有高的塑性和中等的热强性,并具有优良的抗氧化性和良好的冲压、焊接 工艺性能,适宜制造在900℃以下长期工作的航空发动机主燃烧室和加力燃烧室零部件以及隔热屏、导向叶片,供应的品种有板 材、带材、丝材、棒材和环形件等。
1.1 GH3044 材料牌号 GH3044(GH44)
1.2 GH3044 相近牌号 ЗИ686,ХН60ВТ,ВЖ98(俄罗斯)
1.3 GH3044 材料的技术标准
GJB 1952-1994 《航空用高温合金冷轧薄板规范》
GJB 2612-1996 《焊接用高温合金冷拉丝材规范》
GJB 3020-1997 《航空用高温合金环坯规范》
GJB 3165-1998 《航空承力件用高温合金热轧和锻制棒材规范》
GJB 3317-1998 《航空用高温合金热轧板材规范》
GJB 3318-1998 《航空用高温合金热轧带材规范》
1.4 GH3044 化学成分 见表1-1。

注:GJB2612-1996还规定ω(Cu)≤0.20%;GJB3317-1998和GJB3318-1998规定ω(Cu)≤0.07%。
1.5 GH3044 热处理制度 热轧和冷轧板及带材供应状态的固溶处理温度为1120~1160℃,空冷,供应状态进行材料性能检验。
1.6 GH3044 品种规格和供应状态 可供应δ4~14mm热轧板,δ0.5~4mm冷轧板、δ0.1~0.8mm带材、直径d0.3~10mm、
d20~300mm棒材和各种直径的环形件。板材和带材于固溶、酸洗、切边后供应;丝材于冷拉、固溶酸洗或半硬态供应,棒材和
锻件不经热处理供应。
1.7 GH3044 熔炼和铸造工艺 合金采用电弧炉、非真空感应炉或真空感应炉+电渣重熔或真空电弧重熔工艺熔炼。
1.8 GH3044 应用概况与特殊要求 合金用于制作航空发动机住燃烧室和加力燃烧室的板材冲压和焊接结构件以及安装边、导管和
导向叶片等零部件。
一、概述
GH3039为单相奥氏体型固溶强化合金,在800℃以下具有中等的热强性和良好的热疲劳性能,1000℃以下抗氧化性能良好。长 期使用组织稳定,还具有良好的冷成形性和焊接性能。适宜于850℃以下长期使用的航空发动机燃烧室和加力燃烧室零部件。该 合金可以生产板材、棒材、丝材、管材和锻件。
1.1 GH3039 材料牌号 GH3039(GH39)
1.2 GH3039 相近牌号 ЭИ602,ХН75МБГЮ(俄罗斯)
1.3 GH3039 材料的技术标准
GJB 1952-1994《航空用高温合金冷轧薄板规范》
GJB 2297-1995《航空用高温合金冷拔(轧)无缝管规范》
GJB 2612-1996《航空用高温合金冷拉丝材规范》
GJB 3165-1998《航空承力件用高温合金热轧和锻制棒材规范》
GJB 3317-1998《航空用高温合金热轧板规范》
GJB 3318-1998《航空用高温合金冷轧带材规范》
GB/T15062-1994《一般用途高温合金管》
1.4 GH3039 化学成分 见表1-1。
表1-1 %

注:1.合金中允许有Ce存在。
2.合金中ω(Cu)=0.20%。
1.5 GH3039 热处理制度 热轧及冷轧板材和带材固溶处理:1050~1090℃,空冷。棒材及管材固溶处理:1050~1080℃,空 冷或水冷。
1.6 GH3039 品种规格和供应状态 可以供应各种规格的热轧板、冷轧板、带材、棒材、丝材、管材、和锻件。板材、带材和管材 固溶处理和酸洗后交货。丝材于冷加工状态或固溶状态供应棒材不热处理交货。
1.7 GH3039 熔炼和铸造工艺 合金采用电弧炉熔炼、电弧炉或非真空感应炉加电渣重熔或真空电弧重熔以及真空感应炉加电渣或 真空电弧重熔工艺。
1.8 GH3039 应用概况与特殊要求 用该合金材制作的航空发动机燃烧室及加力燃烧室零部件,经过长期的生产和使用考验,使用 性能良好。
GH4099 GH4099 镍基时效高温合金是 一种高合金化的镍基时效板材合金,用钴、钨、和铝、钛等元素综合强化,使合金具有较高的热强行,高温长期使用。具有较高的热强性,组织稳定,具有满意的冷热加工成形和焊接工艺性能,适合于制造航空发动机燃烧室等高温板材承力焊接结构件。
GH4099(GH99) 热处理制度
板材经1140~1160℃,空冷处理;焊丝经1100~1140℃,空冷处理。
GH4099(GH99) 品种规格与状态
供应的冷轧薄板δ0.8~4.0mm的冷轧薄板和d0.3~10mm的冷拉丝材,均固溶处理和碱酸洗后供应。
GH4099(GH99) 熔炼与铸造工艺
合金采用真空感应炉加电渣重熔工艺生产。
GH4099(GH99) 应用概况与特殊要求
用该合金板材制成的航空发动机加力可调喷口壳体,已经过长期使用考核,并投入批量生产,可减轻发动机重量和延长寿命。
GH4099(GH99) 相近牌号 ЭП693,ХН68МВКТЮР(俄罗斯)
GH4099
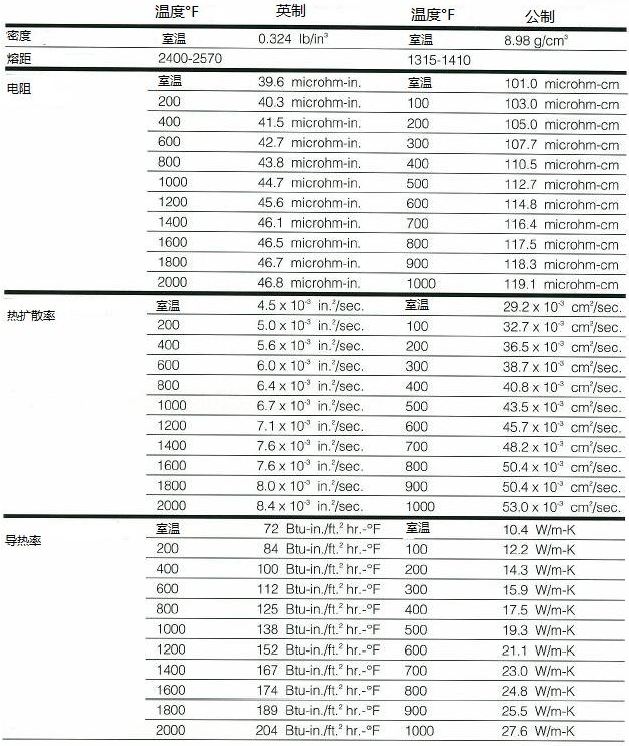
密度:8.44
技术支持:陕西青冶特种材料有限公司