�������ϺϽ���һ��������ʴ�Ͻ���Ҫ�ֳ���-���Ͻ���������Ͻ������ࡣ���ϺϽ�������õĿ���ʴ�Ժ����ȶ��ԣ������ں�����ҵ����ѧ����ȡ����ϺϽ�(Hastelloy alloy)�����������ϺϽ���ʹ�˾��������������ʴ�Ͻ����ҵ�ƺŵ�ͳ�ơ�
C-276���ϺϽ� UNS N10276, ASTM B574, ASTM B575, Hastelloy® C-276
C-276��һ��������ٺϽ𣬾����������ʴ���ܺ����õĶ������ܣ����������ᣬ�л�/������Ⱦ���ʣ����ᣬ���ᣬ����������ˮ����ˮ��Һ�ĸ�ʴ�������ܹ����ܿ�ʴ����϶��ʴ��Ӧ����ʴ���ѡ� C-276����Ϊ��һ����ͨ�õ���ʴ���ϡ�
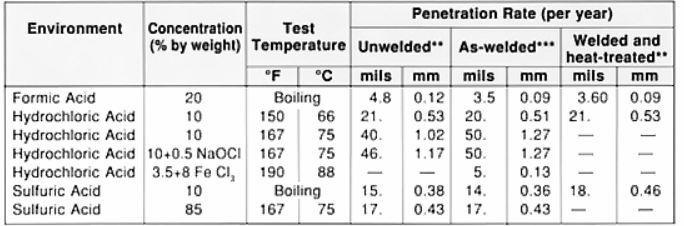
��ʴ���� C-276�Ͻ��ܹ����ܶ��ֻ�ѧ�����ĸ�ʴ�������ȵĺ�����Ļ������л�/���Ȼ�����Ⱦ�Ľ��ʣ��������Σ��Ȼ�����Һ�����ᣬ���ᣬ����������ˮ����ˮ��Һ��
�±����˻���ϵ���ʴ������������ʴ�����ܺܶ�����Ӱ�죬���������� ��ʴ�����ʣ��ٶȣ����ȣ���϶���¶ȣ�Ũ�ȣ�pHֵ��Ӧ����������ȣ�������Ӵ��ȡ�

��Ũͼ��ʾ��C-276���ܾ��ȸ�ʴ���������������ֲ���ʴ���ٶȵ�Ӱ�� C-276�����ḯʴ����������
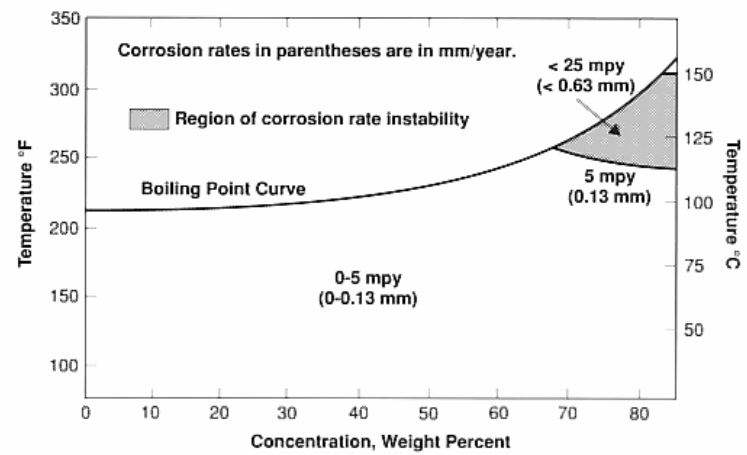
C-276�����ḯʴ����������
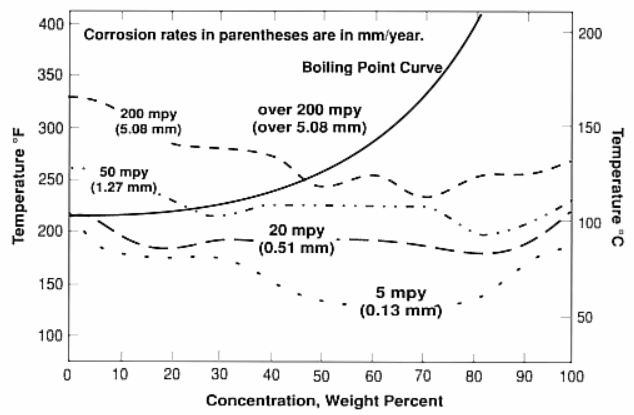
���ȸ�ʴ����������
�������� �ܶȣ� 0.3210 lb/in3 ƽ�����ȣ� 0.1020 Btu/lb/��F ƽ��CTE
ƽ��������ϵ��
������
����ģ��(E) (75��F) 29.8 X 103ksi ����(75��F) 782.2 ohm-cir-mil/ft �۾� 2420-2500��F ��е���� ���¿������ܡ������������ܴ���+ˮ��

�ȴ���
�˻������1121-1149��C������ʱ��Ϊ1Сʱ/Ӣ���ȣ�Ȼ��ˮ��Ӧ���ͷ��ȴ���Ч�ò���Ӧ�ò�����ȫ�˻���ȴ��� Ӳ�� C-276����ͨ���ȴ������Ӳ�ȣ�ֻ������Ӳ����
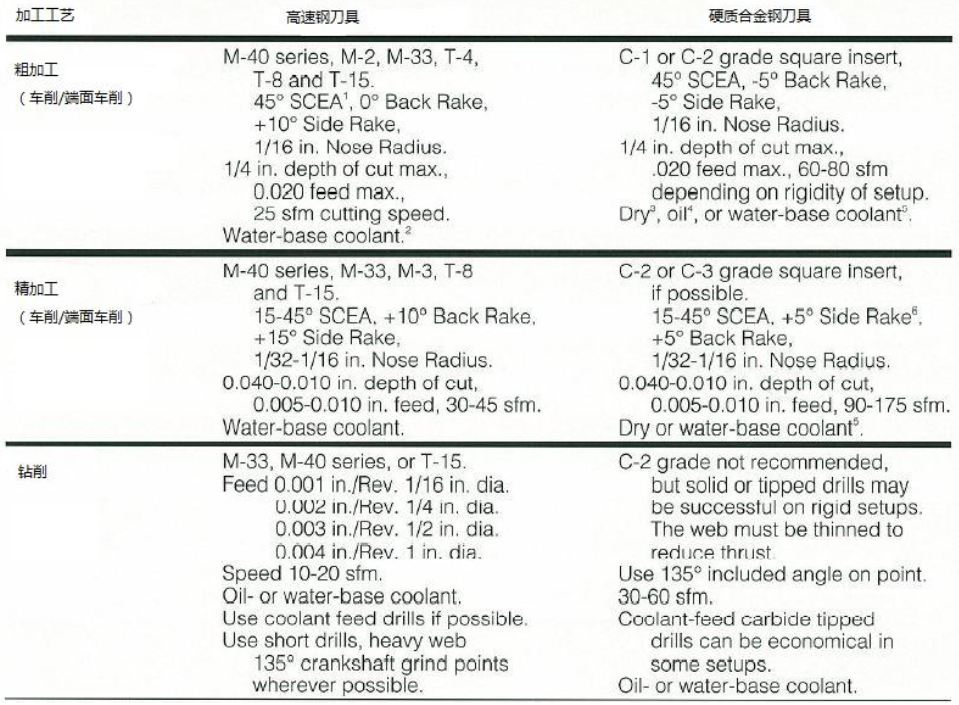
�ӹ����� �ȼӹ������¶�Ϊ1204��C���������һ���˻���Ի�ȡ��õ���ʴ���ܡ�
���� C-276���ó��淽���ӹ�������ʹ����Ӳ�ʺϽ�
���� C-276�����ټ����屣���������������屣�������绡���͵��躸��������С�����������Ȳ���֤��������ɼ����ȿ��ѡ���Ҫʹ������Ȳ�����������̼�����������ѧ��ʯ�������豸����C-276�ĺ���״̬��
Hastelloy B-2
Hastelloy B-2��һ�ֿ���ʴ������̬������Ͻ�
Hastelloy B-2�����������ԣ�
�������Ԫ�غ�Ԫ������ͺ�������ֹ����Ni4Mo�����ɡ�
��Ի�ԭ�������������ʴ�ԡ�
�õĿ��е�Ũ�������������������ḯʴ�ԡ�
��ܺõĿ������ӻ�ԭӦ����ʴ������(SCC)��
������������л��ḯʴ������
Hastelloy B-2��ѧ�ɷ֣�

Hastelloy B-2�������ܣ�
�ܶȣ���=9.2g/cm3
�ۻ��¶ȷ�Χ��1330��1380��

Hastelloy B-2��е���ܣ�
��������Ӧ�����ܴ���̬��Hastelloy B-2���ܣ�������������ϵ���������ȡ�����ض���Ӧ�ó��ϡ�
Hastelloy B-2��������С��е����ֵ��

Hastelloy B-2ʱ��-�¶�-�������ߣ�

Hastelloy B-2���������������Ӧ��ֵ(ASME UNF-23.3,SB 333)��

Hastelloy B-2����Ӧ��ֵ��
�������������Դ��Ӧ���У�����ѡ����Ӧ�¶�����ߴ�90%����ǿ��ֵ�Ľϴ������Ӧ��ֵ�����������Ե�Ӧ�䷢������ЩӦ���ᵼ�³ߴ�ı仯����˽��鲻Ҫ���ڷ������ܷ����Ӽ���
Hastelloy B-2����ṹ��
Hastelloy B-2Ϊ������������ṹ��
ͨ������������������Сֵ�������˼ӹ����ԣ���ֹ����700-870���Ni4Mo���������
Hastelloy B-2��ʴ�ԣ�
����Ͻ�B-2��̼���躬�����ͣ������˺�����Ӱ����̼�����������������������亸��Ҳ�����㹻�Ŀ���ʴ�ԡ�
�Ͻ�B-2�ڻ�ԭ�Խ����о��кܺõĿ���ʴ�ԣ�������¶Ⱥ�Ũ�ȵ�������Һ�����е�Ũ�ȵ�������Һ�����ߺ���һ�����������ӣ���Ҳ���кܺõĿ���ʴ�ԡ�ͬʱҲ�����ڴ�������ỷ����
�Ͻ����ֻ�������˵Ľ���״̬�ʹ����ľ���ṹʱ���ܾ�����õ���ʴ�ԡ�
�¿�����Hastelloy B-4��Hastelloy B-2��ȣ����˾�����ͬ�Ŀ�һ�㸯ʴ�;��丯ʴ�����⣬��һ������˿�Ӧ����ʴ���ѵ����ܣ�ͬʱ��������Ҳ����ˡ�
Hastelloy B-2Ӧ�÷�Χ��
Hastelloy B-2�ڻ�ѧ��ʯ������Դ�������Ⱦ�������������Ź㷺��Ӧ�ã������������ᡢ���ᡢ���ᡢ����ȹ�ҵ�С���Ӧ����������������ѯ���Ϲ�Ӧ�̡�
Hastelloy B-2���ȣ�
1�����ȴ���֮ǰ���ȴ���������Ӧʼ�ձ��ֹ�����������Ⱦ����һ��dz���Ҫ��
2. �ڼ��ȹ����в��ܽӴ����ס�Ǧ���������۵������������Ͻ�����ܣ�ʹHastelloy B-2��ࡣӦע������������ᡢ�¶�ָʾ�ᡢ��ɫ���ʡ��۱ʡ����͡�����Һ�弰���ۡ�ȼ�ϵ����ա�
3. ȼ���еĺ�����Խ��Խ�ã���Ȼ����Һ��ʯ�����е�����ܺ���Ӧ����0.1%������ú������ĺ���������0.25g/m3��ȼ��������Ӧ����0.5%��
4. ¯������ྻ������ԭ��Ϊ�ˣ�Ӧ����¯���������Ժͻ�ԭ��֮�䲨�������Ȼ��治��ֱ��������
5. Ӧ������ؼ�����Ҫ����¶ȡ�
Hastelloy B-2�ȼӹ���
1. Hastelloy B-2���ȼӹ��¶ȷ�Χ1160�桫900�棬��ȴ��ʽΪˮ�㡣
2. Ϊ��֤��ѵķ������ܣ��ȼӹ���Ӧ�����˻�
3. �ȼӹ�ʱ������Ӧֱ�Ӽ��������µ��ȴ���¯��
Hastelloy B-2��ӹ���
1. ��ӹ����ڹ����˻�̬���С�
2. Hastelloy B-2�ļӹ�Ӳ���ʴ��ڰ����岻��֣������Ҫ�Լӹ��豸������Ӧ����������ӹ�������Ӧ���м��˻�
3. ����������������15%������ʹ��ǰ��Ҫ�Թ������й��ܴ�����
Hastelloy B-2�ȴ�����
1. Hastelloy B-2�Ĺ��ܴ����¶ȷ�Χ��1060�桫1080�档
2. ���ں�ȴ���1.5mm�IJ����Ƽ�������ȴ��ʽΪˮ�����ٿ����Ա�֤��õ���ʴ���ܡ�
3. �������ȴ��������У�Ӧע������ǰ���ı��뱣�ֹ����������
Hastelloy B-2ȥ�����
1. Hastelloy B-2�ı������������ɫ�ͺ�����Χ�ĺ����ĸ����ԱȲ����ǿ���Ƽ�ʹ��ϸ��ɰ����ϸ��ɰ�ֽ��д�ĥ��
2. ��ϴǰ������ɰ������С�Ĵ�ĥ����������顣
3. ʹ��HNO3/HF���������ʵ���ʱ����¶���ϴ�����ںϽ���������ʵ������ԣ��Ͻ���������ܻ���ʧ�����Ұ���϶�ĺ����������ɡ�
Hastelloy B-2���ӹ���
Hastelloy B-2Ӧ���˻�֮����л��ӹ������ڲ��ϵļӹ�Ӳ���ʽϸߣ�����˲��ñȼӹ��ͺϽ�������岻��ֵ͵������ٶȺ��ؽ������мӹ���������������Ӳ���ı������档
Hastelloy B-2���ӣ�
Hastelloy B-2�ܲ����ٵ缫�������庸��GTAW/TIG���������ض������²������屣���绡��(SMAW/MMA)��
�����ӵIJ���ӦΪ�˻�̬��ȥ������Ƥ�����ۺ��ֱ��ӡ�ۣ���������ĸ�ĵĿ�Լ25mm ����������ĥ������������
Hastelloy B-2���ȵ��ʵ��ڸ��������õ�V-�ͺ��ӽӿ�ʱ���Ƕ�ӦΪ70�㣬�����õ��������룬����¶Ȳ�����120�档
����ɫ�����ں��컹�ȵ�ʱ��ˢ����
��ЩӦ������Ҫ�����ȴ�������������Ӧ������߿�Ӧ����ʴ�������ܡ�
Ϊ�õ���ѵ���ʴ���ܣ��Ƽ�����벻��������ٵ缫�������屣����GTAW��

Hastelloy B-2��ļ����壺
���߳��ȹ��������ο����ģ�
����״̬�����������������ܴ���̬������ϴ����

Hastelloy B-2Բ���Բ����
����״̬��������Ͳģ����ܴ���̬������ϴ����ӹ�

Hastelloy B-2�߲Ļ�˿�ģ�
����״̬��������˿�������˻�̬��
���ϕ0.01��12.7mm���̾���Ͱװ���������̴����װ��
Hastelloy B-2���ģ�
����״̬���Ͳġ����ġ�����ϣ����ܴ���̬������ϴ�����ӹ����ĥ��

Hastelloy B-2����Ӧ��ֵ��
�������������Դ��Ӧ���У�����ѡ����Ӧ�¶�����ߴ�90%����ǿ��ֵ�Ľϴ������Ӧ��ֵ�����������Ե�Ӧ�䷢������ЩӦ
���ᵼ�³ߴ�ı仯����˽��鲻Ҫ���ڷ������ܷ����Ӽ���
Hastelloy B-2����ṹ��
Hastelloy B-2Ϊ������������ṹ��
ͨ������������������Сֵ�������˼ӹ����ԣ���ֹ����700-870���Ni4Mo���������
Hastelloy B-2�ͼ���
����Բ�塢Բ����Բ�ˡ��������⣬���ɰ�Ҫ���ṩ��������״�Ķͼ���
Hastelloy B-2����*��
����״̬�����������ܴ���̬������ϴ������˻�

Hastelloy B-2��ӹ���
1. ��ӹ����ڹ����˻�̬���С�
2. Hastelloy B-2�ļӹ�Ӳ���ʴ��ڰ����岻��֣������Ҫ�Լӹ��豸������Ӧ����������ӹ�������Ӧ���м��˻�
3. ����������������15%������ʹ��ǰ��Ҫ�Թ������й��ܴ�����
Hastelloy B-2�ȴ�����
1. Hastelloy B-2�Ĺ��ܴ����¶ȷ�Χ��1060�桫1080�档
2. ���ں�ȴ���1.5mm�IJ����Ƽ�������ȴ��ʽΪˮ�����ٿ����Ա�֤��õ���ʴ���ܡ�
3. �������ȴ��������У�Ӧע������ǰ���ı��뱣�ֹ����������
Hastelloy B-2ȥ�����
1. Hastelloy B-2�ı������������ɫ�ͺ�����Χ�ĺ����ĸ����ԱȲ����ǿ���Ƽ�ʹ��ϸ��ɰ����ϸ��ɰ�ֽ��д�ĥ��
2. ��ϴǰ������ɰ������С�Ĵ�ĥ����������顣
3. ʹ��HNO3/HF���������ʵ���ʱ����¶���ϴ�����ںϽ���������ʵ������ԣ��Ͻ���������ܻ���ʧ�����Ұ���϶��
�����������ɡ�
Hastelloy B-2���ӹ���
Hastelloy B-2Ӧ���˻�֮����л��ӹ������ڲ��ϵļӹ�Ӳ���ʽϸߣ�����˲��ñȼӹ��ͺϽ�������岻��ֵ͵�������
�Ⱥ��ؽ������мӹ���������������Ӳ���ı������档
Hastelloy B-2���ӣ�
Hastelloy B-2�ܲ����ٵ缫�������庸��GTAW/TIG���������ض������²������屣���绡��(SMAW/MMA)��
�����ӵIJ���ӦΪ�˻�̬��ȥ������Ƥ�����ۺ��ֱ��ӡ�ۣ���������ĸ�ĵĿ�Լ25mm ����������ĥ������������
Hastelloy B-2���ȵ��ʵ��ڸ��������õ�V-�ͺ��ӽӿ�ʱ���Ƕ�ӦΪ70�㣬�����õ��������룬����¶Ȳ�����120�档
����ɫ�����ں��컹�ȵ�ʱ��ˢ����
��ЩӦ������Ҫ�����ȴ�������������Ӧ������߿�Ӧ����ʴ�������ܡ�
Ϊ�õ���ѵ���ʴ���ܣ��Ƽ�����벻��������ٵ缫�������屣����GTAW��
�������жѺ�ʱ��
����
Nimofer B 6928
W.-Nr. 2.4615
UP-NiMo27
ֻ��ʹ�����ֺ��ӵ缫���ܱ�
��̼�����������ʹ�������١�
Hastelloy B-2�������
Hastelloy B-2�ɹ����¹���Ʒ��
Hastelloy B-2��ļ����壺
�����߳��ȹ��������ο����ģ�
����״̬�����������������ܴ���̬������ϴ����

Hastelloy B-2Բ���Բ����
����״̬��������Ͳģ����ܴ���̬������ϴ����ӹ�

Hastelloy B-2�߲Ļ�˿�ģ�
����״̬��������˿�������˻�̬��
���0.01��12.7mm���̾���Ͱװ���������̴����װ��
Hastelloy B-2���ģ�
����״̬���Ͳġ����ġ�����ϣ����ܴ���̬������ϴ�����ӹ����ĥ

Hastelloy B-2�ͼ���
����Բ�塢Բ����Բ�ˡ��������⣬���ɰ�Ҫ���ṩ��������״�Ķͼ���
Hastelloy B-2����*��
����״̬�����������ܴ���̬������ϴ������˻�

Hastelloy B-2���������ϣ�
���ṩ���б����İ�״��˿״����״�缫�Լ�ҩо������
�������ƺţ�Hastelloy B���ϺϽ𡡡�����UNS�ƺţ�N10001 ����һ�� Hastelloy B���ϺϽ����������Hastelloy B���ϺϽ���һ���������⡢�ܵ�Ԫ����ɵ��������ºϽ𣬺�����ԼΪ 62%��Hastelloy B���ϺϽ��ڻ�ѧ��ʯ������Դ�������Ⱦ�������������Ź㷺��Ӧ�ã������������ᡢ���ᡢ���ᡢ����ȹ�ҵ�С�����Hastelloy B���ϺϽ�ѧ�ɷ֣�����1-1��  �������� Hastelloy B���ϺϽ��������ܣ��ܶȣ�9.24g/cm3���۵㣺1330-1380�档�������� Hastelloy B���ϺϽ��е���ܣ�����1��Hastelloy B���ϺϽ���ǿ��Rm N/mm2�� 690������2��Hastelloy B���ϺϽ�����ǿ�ȣ�RP0.2N/mm2��310������3��Hastelloy B���ϺϽ������ʣ�A5 %��40�������ġ�Hastelloy B���ϺϽ�����������ԣ�����1��������Ԫ�غ�Ԫ������ͺ�������ֹ�� ��Ni4Mo �����ɡ�����2���Ի�ԭ�������������ʴ�ԡ�����3�����õĿ��е�Ũ�������������������ḯʴ�ԡ�����4���ܺõĿ������ӻ�ԭӦ����ʴ�����ԣ�SCC��������5������������л��ḯʴ�������������塢Hastelloy B���ϺϽ�Ľ���ṹ������Hastelloy B���ϺϽ�Ϊ������������ṹ��ͨ������������������Сֵ�������˼ӹ������ԣ���ֹ����700-870���Ni4Mo ����������������� Hastelloy B���ϺϽ����ʴ�ԣ�����Hastelloy B���ϺϽ��̼���躬�����ͣ������˺�����Ӱ����̼���������������������ˣ��亸��Ҳ�����㹻�Ŀ���ʴ�ԡ�Hastelloy B-2�Ͻ��ڻ�ԭ�Խ����о��кܺõĿ���ʴ�ԣ�������¶Ⱥ�Ũ�ȵ�������Һ�����е�Ũ�ȵ�������Һ�����ߺ���һ�����������ӣ���Ҳ���кܺõĿ���ʴ�ԡ�ͬʱҲ�����ڴ�������ỷ�����Ͻ����ֻ�������˵Ľ���״̬�ʹ����ľ���ṹʱ���ܾ�����õ���ʴ�ԡ������ߡ�Hastelloy B���ϺϽ�Ӧ�÷�ΧӦ�������У�����Hastelloy B���ϺϽ��ڻ�ѧ��ʯ������Դ�������Ⱦ�������������Ź㷺��Ӧ�ã������������ᡢ���ᡢ���ᡢ����ȹ�ҵ�С�
�������� Hastelloy B���ϺϽ��������ܣ��ܶȣ�9.24g/cm3���۵㣺1330-1380�档�������� Hastelloy B���ϺϽ��е���ܣ�����1��Hastelloy B���ϺϽ���ǿ��Rm N/mm2�� 690������2��Hastelloy B���ϺϽ�����ǿ�ȣ�RP0.2N/mm2��310������3��Hastelloy B���ϺϽ������ʣ�A5 %��40�������ġ�Hastelloy B���ϺϽ�����������ԣ�����1��������Ԫ�غ�Ԫ������ͺ�������ֹ�� ��Ni4Mo �����ɡ�����2���Ի�ԭ�������������ʴ�ԡ�����3�����õĿ��е�Ũ�������������������ḯʴ�ԡ�����4���ܺõĿ������ӻ�ԭӦ����ʴ�����ԣ�SCC��������5������������л��ḯʴ�������������塢Hastelloy B���ϺϽ�Ľ���ṹ������Hastelloy B���ϺϽ�Ϊ������������ṹ��ͨ������������������Сֵ�������˼ӹ������ԣ���ֹ����700-870���Ni4Mo ����������������� Hastelloy B���ϺϽ����ʴ�ԣ�����Hastelloy B���ϺϽ��̼���躬�����ͣ������˺�����Ӱ����̼���������������������ˣ��亸��Ҳ�����㹻�Ŀ���ʴ�ԡ�Hastelloy B-2�Ͻ��ڻ�ԭ�Խ����о��кܺõĿ���ʴ�ԣ�������¶Ⱥ�Ũ�ȵ�������Һ�����е�Ũ�ȵ�������Һ�����ߺ���һ�����������ӣ���Ҳ���кܺõĿ���ʴ�ԡ�ͬʱҲ�����ڴ�������ỷ�����Ͻ����ֻ�������˵Ľ���״̬�ʹ����ľ���ṹʱ���ܾ�����õ���ʴ�ԡ������ߡ�Hastelloy B���ϺϽ�Ӧ�÷�ΧӦ�������У�����Hastelloy B���ϺϽ��ڻ�ѧ��ʯ������Դ�������Ⱦ�������������Ź㷺��Ӧ�ã������������ᡢ���ᡢ���ᡢ����ȹ�ҵ�С�
�����ƺţ�Hastelloy C22�����Ͻ�
�����ƺţ�UNS N06022
һ�� Hastelloy C22��N06022�����ϺϽ������
Hastelloy C22��N06022�����ϺϽ���һ���������⡢�ܡ��ٵ�Ԫ����ɵ��������ºϽ𣬺�����ԼΪ60%����һ��ȫ�ܵ��������ٺϽ𣬱����������е�������Ͻ�ӵ�и��õ����忹��ʴ���ܣ�����Hastelloy C-276��C4�Ͻ��Լ�625�Ͻ�Hastelloy C22�Ͻ��кܺõĿ���ʴ����϶��ʴ��Ӧ����ʴ��������������������Ŀ�����ˮ��������������ʪ�ȣ�������ߺ����Ȼ������ӵ���������Ļ���ᡣ
ͬʱ��Hastelloy C22��N06022�����ϺϽ�Ҳ������ĵĵֿ������������Ļ�ԭ�Ժ������Ի����������������������ܵ����ܣ�������һЩ����ͷ�۵Ļ�����ʹ�ã������ڶ�������Ŀ�Ĺ�����Ӧ�á�Hastelloy C22��N06022���Ͻ�Ը��ֻ������������쳣�ĵ�������������ǿ���������ʣ������Ȼ������Ȼ�ͭ���ȡ�����Ⱦ�ܡ�Һ���л������ģ������ᡢ���ᡢ����������ˮ������Һ�ȡ�Hastelloy C22��N06022���Ͻ��ں�����Ӱ�����еֿ���������γɵ�����������ʹ���ں���״̬��Ҳ����Ӧ�ܶ��ֻ������̵�Ӧ�á�
���� Hastelloy C22��N06022�����ϺϽ�ѧ�ɷ֣� ����1-1��
��1-1 %
C��Si��Mn��P��S��Cr��Ni��Mo��Cu��0.0150.080.500.0250.01020.0-22.5��12.5-14.5-����N��Al��Ti��Fe��Co��V��W��Nb��---2.0-6.02.500.0352.50-3.50-���� Hastelloy C22��N06022�����ϺϽ���������ܣ� �ܶȣ�8.9 g/cm3���۵㣺1325-1370 ��
�ġ� Hastelloy C22��N06022�����ϺϽ��ڳ����ºϽ�Ļ�е���ܵ���Сֵ��
1��Hastelloy C22��N06022�������Ͻ���ǿ�� Rm N/mm2��690
2��Hastelloy C22��N06022�������Ͻ�����ǿ�� RP0.2N/mm2��283
3��Hastelloy C22��N06022�������Ͻ������� A5 %��40
�塢Hastelloy C22��N06022�����ϺϽ�����������ԣ�
Hastelloy C22��N06022�����ϺϽ���ȫ�ܵ��������ٺϽ𣬱����������е�������Ͻ�ӵ�и��õ����忹��ʴ���ܣ��úϽ��кܺõĿ���ʴ����϶��ʴ��Ӧ����ʴ��������������������Ŀ�����ˮ��������������ʪ�ȣ�������ߺ����Ȼ������ӵ���������Ļ���ᡣ
����Hastelloy C22��N06022�����ϺϽ�Ľ���ṹ��Hastelloy C22�Ͻ�Ϊ������������ṹ��
�ߡ�Hastelloy C22��N06022�����ϺϽ����ʴ�ԣ�
Hastelloy C22�Ͻ������ڸ��ֺ��������ͻ�ԭ�Խ��ʵĻ�ѧ���̹�ҵ���ϸߵ��⡢������ʹ�Ͻ��ܹ��������ӵ���ʴ����Ԫ��Ҳ��һ�����������ʴ�ԡ�Hastelloy C22�ǽ��еļ����ܹ��ͳ�ʪ���������������Լ�����������Һ��ʴ�IJ���֮һ���úϽ�Ը�Ũ�ȵ��Ȼ�����Һ������������ʴ�ԣ����Ȼ������Ȼ�ͭ����
�ˡ� Hastelloy C22��N06022�����ϺϽ�Ӧ�÷�ΧӦ�������У�
Hastelloy C22�Ͻ��ڻ�����ʯ������õ��˹㷺��Ӧ�ã���Ӧ���ڽӴ����Ȼ����л����Ԫ���ʹ�ϵͳ�С����ֲ��������ʺ��ڸ��¡��������ʵ�������л��ᣨ���������ᣩ����ˮ��ʴ������ʹ�á�
�š� Hastelloy C22��N06022�����ϺϽ�����Ӧ������
����/�����������������ֽ���죬�Ȼ�ϵͳ�����ӵĻ���ᣬ���п�۵Ĺ��ӣ����Ͳ��ƹܣ�������ϴ��ϵͳ�����Ⱦ�����������¯��ϴ����������ϴ��ϵͳ����ȼ��������ɱ���������������������ϴϵͳ����ʽ�Ƚ�������ѡ���Թ���ϵͳ������������ȴ�����ǻ�ϵͳ����ʽ�Ƚ��������Ѻ����š� |
�����ƺţ�Hastelloy G30���ϺϽ�
�����ƺţ�UNS N06030
һ�� Hastelloy G30���ϺϽ������
Hastelloy G30���ϺϽ���һ�������������ܡ��ٵ�Ԫ����ɵ��������ºϽ𣬺�����ԼΪ37%�� Hastelloy G30��һ�ָߺ������������Ͻ����������������Լ����������������ʵĻ���Ի���������/���ᡢ����/�����������н��������������������Ͻ��Խ�Ŀ���ʴ�ԡ� G30�Ͻ��ܹ���ֹ������Ӱ�����ھ���������γɣ�������ĺ�̬�IJ�Ʒ�����ڸ��ֻ�ѧ�������̵���;��
���� Hastelloy G30���ϺϽ�ѧ�ɷ֣�����1-1��
��1-1 %
| C�� |
Si�� |
Mn�� |
P�� |
S�� |
Cr�� |
Ni�� |
Mo�� |
Cu�� |
| 0.030 |
1.00 |
2.00 |
0.035 |
0.030 |
29.50 |
�� |
5.00 |
1.70 |
| ���� |
N�� |
Al�� |
Ti�� |
Fe�� |
Co�� |
V�� |
W�� |
Nb/Ta�� |
| - |
- |
- |
15.0 |
5.0 |
- |
2.50 |
0.70 |
���� Hastelloy G30���ϺϽ����Ӧ�ã�
1��Hastelloy G30���ϺϽ�㷺���������豸�������豸�������豸����ȼ���ٴ������˷��ϴ�������ϴ��ҵ��ʯ����Ʒ������������ɱ��������������ȡ��Hastelloy G30���ϺϽ���������粻�����ϴ��Ӧ���������/����Ļ�����м��ѵĵֿ����������������������Ͻ���ȣ�Hastelloy G30���ϺϽ������������б��ֳ����õĿ��ԡ����ڻ�����ҵ����Ϊ����������Ӧ�����վ�����
2�������������еĿ���ʴ�ԱȽϣ�Hastelloy G30���ϺϽ���G�Ͻ�625�Ͻ��������������еĿ���ʴ�ԱȽ����£���������ĸ�ʴ�����ɶ������ؾ����ģ�����Ũ�ȡ��¶ȡ����ʺ������ο�ʯ���صȡ��ɲ�ͬ�����ο���Դ�Ƶõ���ͬŨ�ȵ�����ĸ�ʴ�ʿ��ܱ仯�ܴ���ˣ���ʴ�������ڲ�ͬ��Դ�������в�õģ���G-30�Ͻ�Ŀ���ʴ�Էֱ���G�Ͻ��625�Ͻ�ʴ���ʵĺ�������ʾ����ͬ���ĸ�ʴ��Ϊ0.025-2.5mm�����У� G-30�Ͻ�Ŀ���ʴ��ͨ��Ҫ��G�Ͻ��265�Ͻ�ǿ2-10����
�����ƺţ�Hastelloy G���ϺϽ�
һ�� Hastelloy G���ϺϽ������
Hastelloy G���ϺϽ���һ�������������⡢�ܵ�Ԫ����ɵ��������ºϽ𣬺�����ԼΪ45%��
���� Hastelloy G���ϺϽ�ѧ�ɷ֣�����1-1��
��1-1 %
| C�� |
Si�� |
Mn�� |
P�� |
S�� |
Cr�� |
Ni�� |
Mo�� |
Cu�� |
| 0.05 |
1.00 |
1.0-2.0 |
0.040 |
0.030 |
21.0-23.5 |
�� |
5.5-7.5 |
1.5-2.5 |
| ���� |
N�� |
Al�� |
Ti�� |
Fe�� |
Co�� |
V�� |
W�� |
Nb�� |
| - |
- |
- |
18.0-21.0 |
2.50 |
1.00 |
- |
1.75-2.50 |
�����ƺţ�Hastelloy G2���ϺϽ�
һ�� Hastelloy G2 ���ϺϽ������
Hastelloy G2���ϺϽ���һ���������⡢��Ԫ����ɵ��������ºϽ𣬺�����ԼΪ50%��
���� Hastelloy G2���ϺϽ�ѧ�ɷ֣�����1-1��
��1-1 %
| C�� |
Si�� |
Mn�� |
P�� |
S�� |
Cr�� |
Ni�� |
Mo�� |
Cu�� |
| 0.03 |
1.00 |
1.00 |
0.035 |
0.030 |
23.0-26.0 |
47.0-52.0 |
5.0-7.0 |
0.70-1.20 |
| ���� |
N�� |
Al�� |
Ti�� |
Fe�� |
Co�� |
V�� |
W�� |
Nb�� |
| - |
- |
0.70-1.50 |
���� |
- |
- |
- |
- |
һ�� Hastelloy G3���ϺϽ������
Hastelloy G3���ϺϽ���һ�������������⡢�ܵ�Ԫ����ɵ��������ºϽ𣬺�����ԼΪ44%��Hastelloy G3�Ͻ���G3����һ��������Խ��������ʴ�Ͻ����ں�Mo��Cu��Ni-Cr-Feϵ�������������Ŀ������ʹ�����ʴ����Ӧ����ʴ�������������Ҿ��нϸߵĿ��ֲ���ʴ����ʴ����϶��ʴ�����������Ͻ������ں��нϸߵ�Fe�����������������ʴ�Ͻ���гɱ��͵��ص㡣G3�Ͻ�������������ϵͳ����ֽ�����������������������Ƚ������С��øúϽ��Ƴɵ��;��ܾ�������Ŀ�H2S��CO2��Cl-��ʴ���ܣ������������;��ܵ����ѡ�ġ�
���� Hastelloy G3���ϺϽ�ѧ�ɷ֣�����1-1��
��1-1 %
| C�� |
Si�� |
Mn�� |
P�� |
S�� |
Cr�� |
Ni�� |
Mo�� |
Cu�� |
| 0.015 |
0.40 |
0.80 |
0.035 |
0.030 |
21.0-23.0 |
44.0 |
6.0-8.0 |
1.50-2.50 |
| ���� |
N�� |
Al�� |
Ti�� |
Fe�� |
Co�� |
V�� |
W�� |
Nb�� |
| - |
- |
- |
18.0-21.0 |
5.00 |
- |
1.50 |
- |
���� Hastelloy G3���ϺϽ��������գ�
Hastelloy G3�Ͻ�ܲ��������գ�1���������ͣ� 2���ȼ�ѹ���͡�G3�Ͻ�������Բ�ȳ����¶ȷ�Χխ�����ο����ϴ���1150�桫1220������ʱ���Ͻ����������ã����G-3�Ͻ�ܲ�������Ҫ�����ȼ�ѹ���ճ��͡������ڼ�ѹͲ�е��ȱ������ȼ�ѹ�����еĹؼ�������Ҳ��G-3�Ͻ�ܲ�������ƿ����
�ġ� Hastelloy G3���ϺϽ�ķ�չʷ����Ҫ���ԣ�
Hastelloy G3�Ͻ���һ��������Խ��������ʴ�Ͻ���ӹ�ǿ���͵�������ʴ�Ͻ��У�Hastelloy G3�Ͻ����ʴ��������825��028�Ͻ�Hastelloy G3�Ͻ����¶�220�桢pH=3.3��Cl����Ũ��Ϊ15.175%����H2S��CO����ѹ��Ϊ2.1 MPa�ĸ�ʴ�����У��Ա��ֳ����õ���ʴ���ܡ�
���⣬ G-3�Ͻ����ߴ��С������ī������ģ��������Һ(25%NaC!+1.03 MPaH2S+1.03 MPa C02���¶�Ϊ218��)�е���Ӧ����ʴ���Ѻ;��丯ʴ��Ӱ�졣��Ӧ�����ʸ�ʴ������������G-3�Ͻ���������ʺ������ʾ�����92%���Ҳ����ֶ������ƣ�G-3�Ͻ���ֳ����õĿ�Ӧ����ʴ�����������������ȴ�6-7.5���仯��4-5.5��ʱ�����俹Ӧ����ʴ���ѵ�Ӱ���С�����丯ʴ���������G-3�Ͻ�ĸ�ʴ���ʴ�ԼΪ0.27��0.36 mm/a�����Ե��ڻ����������������ʴ����(0.61 mm/a)�������ȶԾ��丯ʴ��Ӱ��Ҳ��С�� Thompson�Ȳ���ѭ������λɨ�跨�о���G-3�Ͻ���C1����Ũ��Ϊ100 g/L���¶�Ϊ50���������Һ�еĵ�ʴ��Ϊ�����������G-3�Ͻ�ĵ�ʴ��λΪ0.59 V������λ������ֵʱ����ʴ����Ѹ��������ʴ���ܴ�͡�
�塢 Hastelloy G3���ϺϽ��Ӧ������
Gϵ�������Ͻ�(G3��G30��G35)��Ҫ����ʯ����ҵ���;��ܡ�ʪ����������ʹ�õ����������˹�ҵ�к�ȼ�������豸���Լ��ֳ���ϴ�豸�ȡ�Cϵ�кϽ�(C276��C22��C4)��ʹ��������һ����ʴ�Ͻ�֮һ����������ԭ�����¶��кܺõ���ʴ�ԡ���˹㷺Ӧ���ڸ��ָ�ʴ�������ӵĵط�����˹�ҵ����ҩ��ҵ�ȡ�690�Ͻ���һ�ַdz���Ҫ�ĺ˲��ϣ��Ǻ˵�վ���ܷ��������ܵIJ���������ϣ����ں��IJ�������Ӧ����ʴ���Ѿ��кܺõĵֿ����á�
���ʯ�͡���Ȼ��ʱ������Ҫ��̽��е�豸�⣬����Ҫר�ùܲģ����������ܡ��ܵȣ�ͳ��Ϊ���;��ܡ���������ҵ�ø������У��;���Լռ40%����ʯ�͡���Ȼ�������е�һ����Ҫ��ɲ��֡������й��������ɻ����������ԣ�ר����Ϊ������ǿ�����ܡ��߿����ܡ������Ի�����ʴ�ܺ����������;������й������δ������ĸ������;��ܡ�
�����������й��;���ѡ����Ҫ��13Cr��22Cr��25Cr��316����ֵȡ��⼸�ֲ����ǿ�Ƚϸߣ�ͬʱ���нϸߵ�Cr�������ںϽ���������γ�һ�����ܵ�cr2o3�ۻ�Ĥ������Ч�ֿ�CO���ĸ�ʴ��������Cr���������ӣ���CO2��ʴ����������ǿ�͡�����������غ���ĸ���������������ֺͿ��ɣ����ɻ�����H2S��CO2��S��C1һ�����ܸߣ����õIJ���ֹܲ��������㿪��������ˣ��ߺϽ�������ʴ�Ͻ�(600��825��G-3��2550��050��625��C276)��Ӧ�����;����У�G3�Ͻ���һ��������Խ��������ʴ�Ͻ����ں�Mo��Cu��Ni-Cr-Feϵ�������������Ŀ������ʹ�����ʴ����Ӧ����ʴ�����������Ͻ������ں��нϸߵ�Fe�����������������ʴ�Ͻ���гɱ��͵��ص㡣�øúϽ��Ƴɵ��;��ܾ�������Ŀ�H2S��CO2��Cl��ʴ���ܣ������������;��ܵ����ѡ�ġ���������������������������Ͻ��;��ܵ�������������������ز�Ʒ�������������һ�û����ȫ����������ʴ�Ͻ�ܲĵ����켼������������в�˹��ҵ���Դ��ȫ����ˣ������������Ͻ�ܲ����ڱ��С�
�Ͻ�G3�ǺϽ�G�ĸĽ��͡��úϽ�ͬ�����������Ŀ���ʴ�ԣ������俹HAz(��Ӱ����)��ʴ��������ǿ�����������õĺ����ԡ��úϽ�ϵ͵�̼���������ӻ�̼�������������ѧ��Ϊ�������Ըߵ����������ṩ�������Ŀ��ֲ���ʴ������G3�Ͻ��ڼ������еĹ�ҵӦ���У�������ȡ����G�Ͻ�ͬʱ����������Ҫ���ֲ���ʴ��Ӧ����Ҳȡ����825�Ͻ𡣳��õľ����ܲ�����825��G3��G50��C276��028�Ͻ𡣸��ݴ������������������������ʣ����ʱ��������������������Ҫ�����¡�����ѹ����ǿ��ʴ��
�����ƺţ�Hastelloy G50���ϺϽ�
һ�� Hastelloy G50���ϺϽ������
Hastelloy G50���ϺϽ���һ���������⡢�����ܵ�Ԫ����ɵ��������ºϽ𣬺�����ԼΪ50%��
���� Hastelloy G50���ϺϽ�ѧ�ɷ֣�����1-1��
��1-1 %
| C�� |
Si�� |
Mn�� |
P�� |
S�� |
Cr�� |
Ni�� |
Mo�� |
Cu�� |
| 0.015 |
1.00 |
1.00 |
0.040 |
0.030 |
19.0-21.0 |
50.0 |
3.0-10.0 |
0.50 |
| ���� |
N�� |
Al�� |
Ti�� |
Fe�� |
Co�� |
V�� |
W�� |
Nb/Ta�� |
| - |
- |
- |
15.0-20.0 |
2.50 |
- |
1.00 |
0.50 |
�����ƺţ�Hastelloy S���ϺϽ�
һ�� Hastelloy S���ϺϽ������
Hastelloy S���ϺϽ���һ���������⡢�����ܵ�Ԫ����ɵ��������ºϽ𣬺�����ԼΪ62%�� Hastelloy S���ϺϽ���һ�ָ������������Ͻ𣬾���Խ�����ȶ��Ժߵ��Ȼ�е���ܣ���������ͬʱ�ߴ�2000��F��1093��C�������ȴ�����Hastelloy S���ϺϽ�չ������������ƣ��ǿ�ȡ�Hastelloy S���ϺϽ�������������ȶ��ԣ��͵��������ԣ������Ŀ�������1093�棬���õĸ��º���ƣ��ǿ�ȡ�Ӧ�÷�Χ����ȼ�����ַ��������ܷ�Ȧ�����ص������Լ��������±���ǿ�ȣ����Ժ������ԡ�
���� Hastelloy S���ϺϽ�ѧ�ɷ֣�����1-1��
��1-1 %
C��Si��Mn��P��S��Cr��Ni��Mo��Cu��0.020.400.500.0350.03015.0��14.5-����N��Al��Ti��Fe��Co��V��W��B��-0.20-3.002.000.601.000.009���� Hastelloy S���ϺϽ���ҪӦ�ã�
Hastelloy S���ϺϽ���Գ������ص�ѭ�����ȣ�Ҫ��͵�������ϵ����������Ҫ�����˻��Ļ�е���ܺͳߴ����ԡ�����Ӧ�÷�Χ����ȼ�����ַ��������ܷ�Ȧ�����ص������Լ��������±���ǿ�ȣ����Ժ������ԡ�
�ġ� Hastelloy S���ϺϽ�ӹ���
Hastelloy S���ϺϽ�ʹ����Ӳ�ʺϽߣ�����ʹ�ø��ٹ��ߣ����ҿ��Ա��������������������������ĥʱ��Ҫ���ܹ��
�����ƺţ�Hastelloy N���ϺϽ�
һ�� Hastelloy N���ϺϽ������
Hastelloy N���ϺϽ���һ���������⡢����Ԫ����ɵ��������ºϽ𣬺�����ԼΪ72%��Hastelloy N���ϺϽ�������õĿ������ԣ��۵��¶ȷ�ΧΪ1300〜1600��F��704��871��C�����������ʱ�䣬Hastelloy N���ϺϽ��Nֵ���漰�������ڸ����µĻ����������õģ�����N�Ͻ��ڿ����о��кܺõĿ������ԡ��������������Ͻ�N�е�Ԫ�ر����ڹ������е�1100��1600��ķ�Χ�ڣ��������û�д����
Hastelloy N���ϺϽ������õĺ����ԣ����Ժ������ӡ��úϽ��ȹ�����Χ����1600��2150��F��871��1177�棩�����ѳɹ��ؼ�ѹ�ͽ�һ���ӹ���������ֹ����죬���Ӻ�����ܡ� �����ȴ��������ȼӹ�����ӹ�����N�Ͻ������
���� Hastelloy N���ϺϽ�ѧ�ɷ֣�����1-1��
��1-1 %
| C�� |
Si�� |
Mn�� |
P�� |
S�� |
Cr�� |
Ni�� |
Mo�� |
Cu�� |
| 0.06 |
0.25 |
0.40 |
0.035 |
0.030 |
7.00 |
���� |
16.50 |
0.10 |
| ���� |
N�� |
Al�� |
Ti�� |
Fe�� |
Co�� |
B�� |
W�� |
Nb�� |
| - |
- |
- |
5.00 |
0.25 |
0.01 |
0.20 |
- |
�����ƺţ�Hastelloy W���ϺϽ�
һ�� Hastelloy W���ϺϽ������
Hastelloy W���ϺϽ���һ���������⡢�����ܵ�Ԫ����ɵ��������ºϽ𣬺�����ԼΪ60%��
���� Hastelloy W���ϺϽ�ѧ�ɷ֣�����1-1��
��1-1 %
| C�� |
Si�� |
Mn�� |
P�� |
S�� |
Cr�� |
Ni�� |
Mo�� |
Cu�� |
| 0.06 |
0.50 |
0.50 |
0.035 |
0.030 |
5.00 |
�� |
24.50 |
- |
| ���� |
N�� |
Al�� |
Ti�� |
Fe�� |
Co�� |
V�� |
W�� |
Nb�� |
| - |
- |
- |
5.50 |
1.25 |
- |
- |
- |
�����ƺţ�Haynes 150�ܻ��Ͻ�
һ�� Haynes 150�ܻ��Ͻ������
Haynes 150�ܻ��Ͻ���һ�����ܡ������̵�Ԫ����ɵ��ܻ����ºϽ𣬺�����ԼΪ48%��
���� Haynes 150�ܻ��Ͻ�ѧ�ɷ֣�����1-1��
��1-1 %
| C�� |
Si�� |
Mn�� |
P�� |
S�� |
Cr�� |
Ni�� |
Mo�� |
Cu�� |
| 0.05 |
1.00 |
1.00 |
0.035 |
0.030 |
28.0 |
|
|
|
| ���� |
N�� |
Al�� |
Ti�� |
Fe�� |
Co�� |
V�� |
W�� |
Nb�� |
| |
|
|
21.0 |
���� |
|
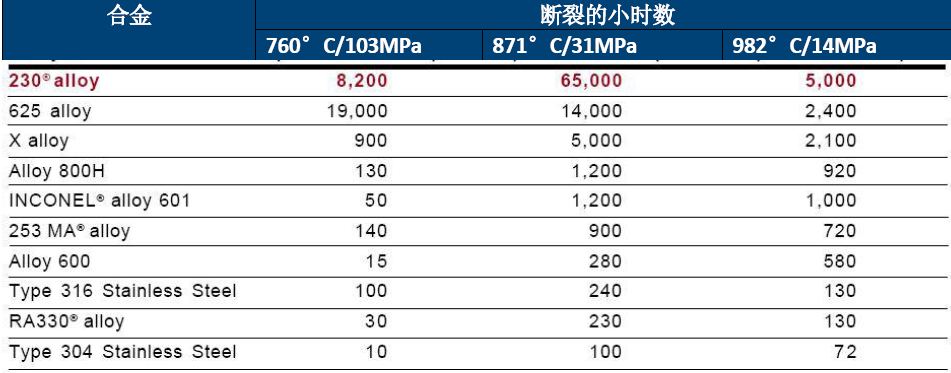
230�Ͻ� HAYNES®230
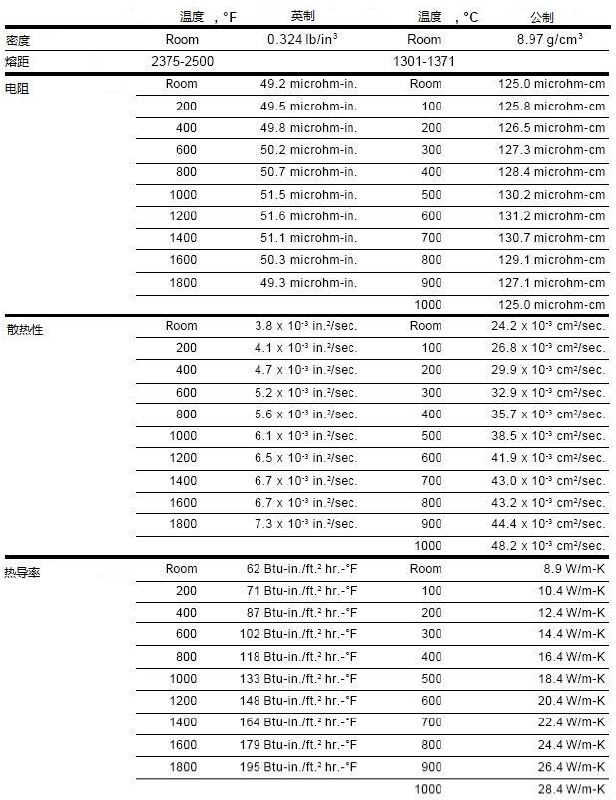
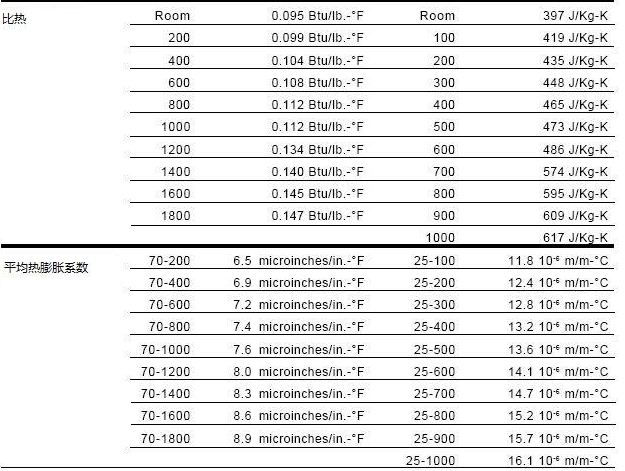
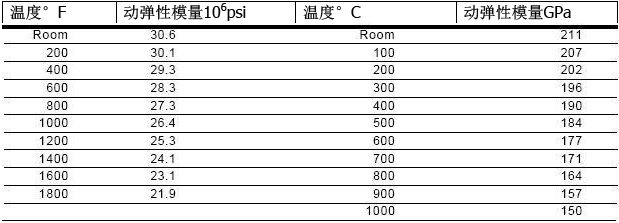
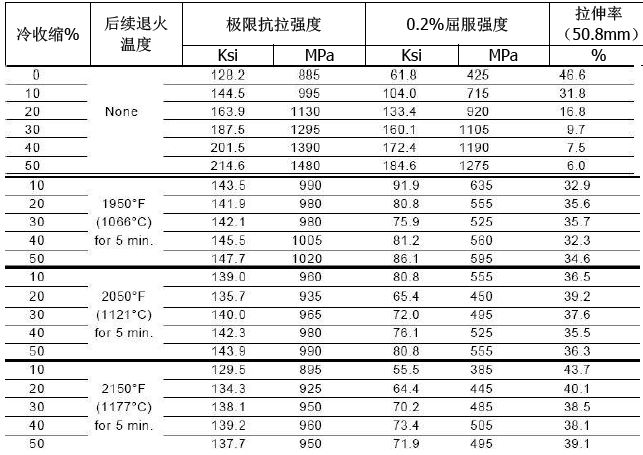
1. ����ǿ�ȣ����ȶ��ԣ��������� 230�Ͻ����������ٺ��⣬���������ĸ���ǿ�ȣ���ʹ��ʱ�䱩¶��1149��C�ĸ��»���Ҳ��ͻ���Ŀ��������ܣ����͵����������зdz��õij�ʱ���ȶ��ԡ��ò��Ͽɻ��ӣ����ͼӹ������졣������������ºϽ�230�Ͻ�����������Ը��ͣ����ڸ��������£��ܳ�ʱ���Ϳ����ֻ���
2. �ӹ� 230�Ͻ�ij��ͺͺ����������á��ɶ��죬��������㹻��ʱ��ʹ���������ﵽ1177��C��Ҳ���ȼӹ���������չ�����ã�230�Ͻ��������͡��������ȼӹ�������ӹ����깤��������˻�����ȴ���Իָ����ϵ�������ܡ��úϽ���ö��ַ������ӣ�����GTAW���ټ���������������GMAW�����������屣�������͵��躸��
3. �ȴ��� 230�Ͻ�Ĺ���״̬ͨ���Ƕ�����ܡ����ܴ������¶ȷ�Χ��1177-1246��C��Ȼ�������ȴ����ˮ���Դ��������ܡ�����˻���õ��¶ȵ��ڹ����¶ȣ������̼������������Ӱ��230�Ͻ��ǿ�Ⱥ���չ�ԡ�
4. ���� 230�Ͻ���ô�ͳ��ɳģ����������ģ������������ù淶�й�Һλ��Χ������ֵ����������ԡ��������ܵ�Ҫ�������������ʹ������״̬����״̬��
5. ���ֹ�����״ 230�Ͻ�Ĺ�����״�к�壬���壬���ģ��������ϣ�Բ�����߲ģ����Ӳ�Ʒ������
6. Ӧ�� 230�Ͻ�������ۺ�����ʹ���ں��պ���Դ��ҵ���Թ㷺Ӧ�ã�����ȼ���ң�ת�亯���������ȶ������ȵ�ż�����ף�������ȼ���ֻ��������ڻ�����ҵ����230�Ͻ�������������ܷ��뵪ȼ�������Լ���ǿ���ȵ�ż�����ܣ������Ƚ��������ܵ������²��ƹܵȡ��ڹ�ҵ������ҵ��230�Ͻ��ж���Ӧ�ã���������¯�ң��оߣ�ȼ���ҵĻ��汣���֣��������ڿǣ����ţ�����¯�ڿǣ��ȴ����õ����ӣ���դ�����̵ȡ�
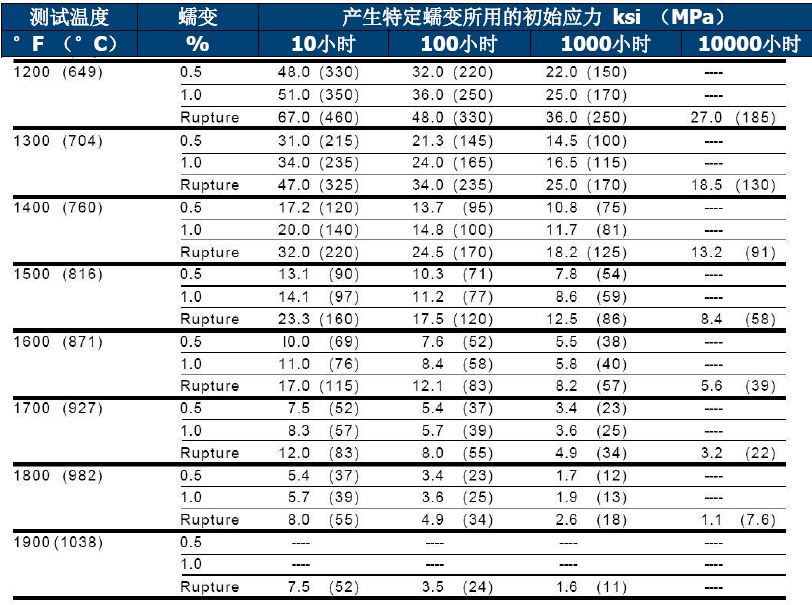
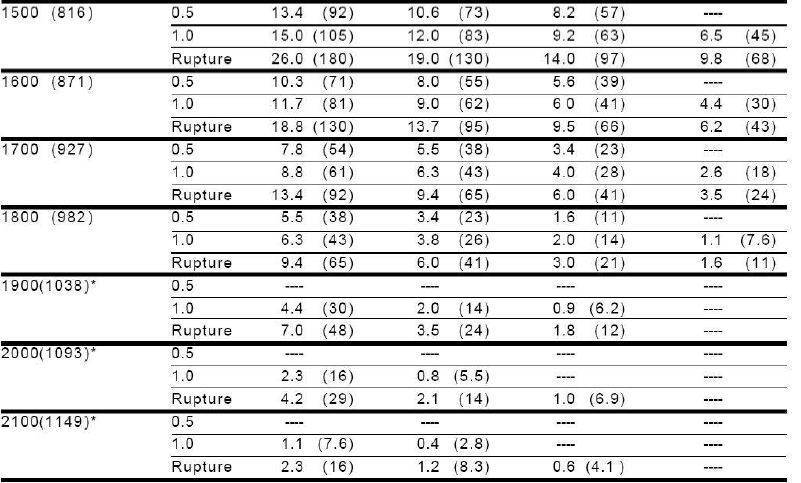
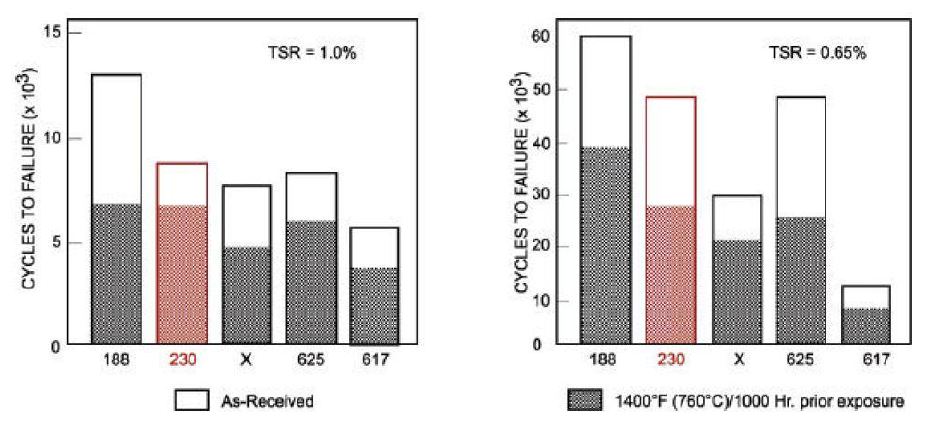
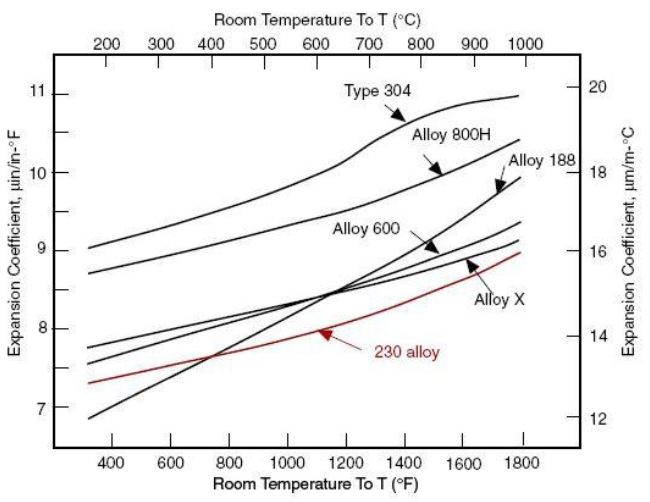
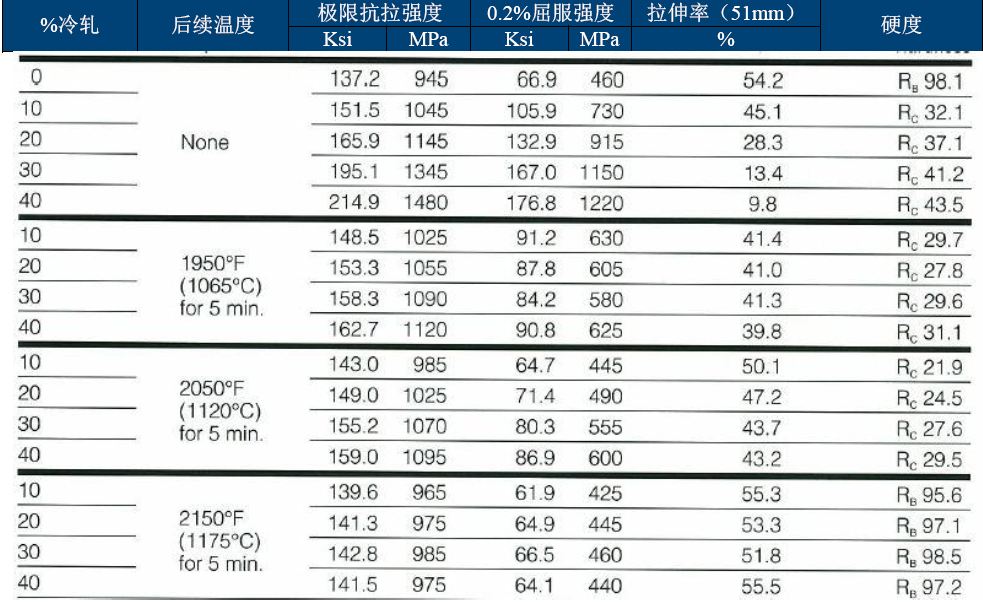
7. ���ù淶 ASME Section VII��Division I ASME SB435��SB572��SB564��SB619��SB622��SB626��SB366 ASTM B435��B572��B564��B619��B622��B626��B366 DIN 17744 No 2.4733, NiCr22W14Mo UNS N06230 AMS5878 ANS5891 ASMEVessel Code2063,section I& section VIII division 1.  230�Ͻ��ǹ���ǿ�����ϣ�����ǿ�����㣬�������ӡ��dz�������649��C�������¶ȵij�ʱӦ�ã�����ʱ��ԶԶ���ڲ���ֺ����Ͻ�ʹ��ǿ�ȸ��ߵ�230�Ͻ𣬿��Խ�Լ75%�������Դﵽ��ͬ�ĸ���Ҫ�� ���ض����������£����ֺϽ��Ӧ���������������Ϻͺ�壩
230�Ͻ��ǹ���ǿ�����ϣ�����ǿ�����㣬�������ӡ��dz�������649��C�������¶ȵij�ʱӦ�ã�����ʱ��ԶԶ���ڲ���ֺ����Ͻ�ʹ��ǿ�ȸ��ߵ�230�Ͻ𣬿��Խ�Լ75%�������Դﵽ��ͬ�ĸ���Ҫ�� ���ض����������£����ֺϽ��Ӧ���������������Ϻͺ�壩
 1000Сʱ�ڲ���1%�������Ӧ���Ա�ͼ�����壩
1000Сʱ�ڲ���1%�������Ӧ���Ա�ͼ�����壩
1232��C�����˻�ı��� ����������
1232��C�����˻�ĺ��Ͱ��ϵIJ�������
��վ������ϣ�����̬��
�����¹����У�230�Ͻ�ĵ���ƣ���������졣��ͼ��Ӧ���ܿز��ԵĽ���������¶ȷ�Χ��427-982��C����������ȡ�Ժ�塣ŤתӦ��R=-1��Ƶ��20cpm��0.33Hz��
����ƣ�����ܵĶԱȲ����¶�427��C����ͼ��δ�����ȴ����IJ��Խ������ͼ�Ǿ���760��C��1000Сʱ���ȴ�����IJ��Խ������������ȡ�Ժ�����ϡ����Ժ���ŤתӦ����R=-1����20cpm��0.33Hz�����⡣TSR=��Ӧ����Χ��
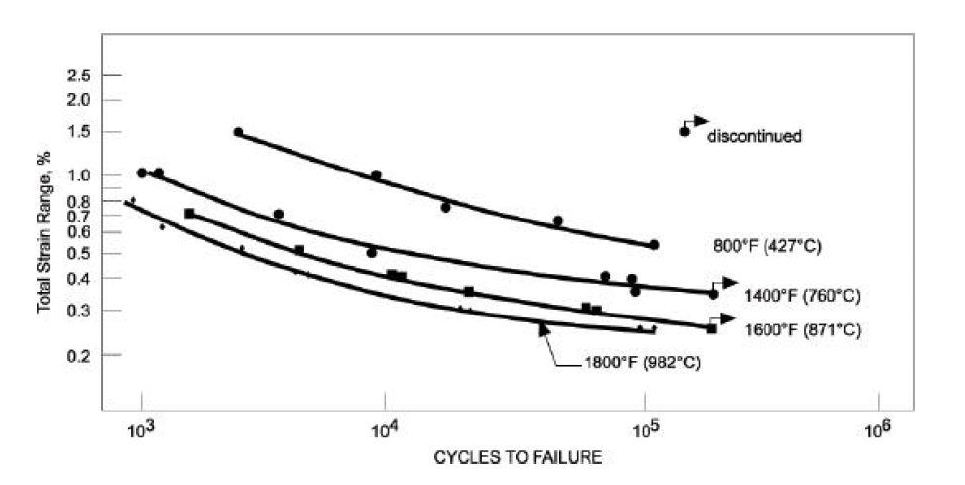
427��C ����ƣ����������
������1232��C �����˻𣨱��壩
������1232��C�����˻𣨺�壩
��վ������ϣ�����̬��
����ǿ�ȶԱ�ͼ�����壩
���ȶ��Գ�ʱ���е��¶����ȴ�����230�Ͻ����кܺõ���չ�ԡ���ʹ��649-871��C�±�¶16000Сʱ��230�Ͻ�Ҳ�������sigma����к��ࡣ���ܴ�����Ҫ����������̼���������230�Ͻ�;��й���ǿ�����ʵ����������Ͻ�ĶԱȣ�����188�Ͻ�625�Ͻ�X�Ͻ���Щ�Ͻ�����к��࣬Ӱ�쿹��ǿ�Ⱥͳ��ǿ�ȡ� 
���ȴ�������ϵ��������ܣ����壩
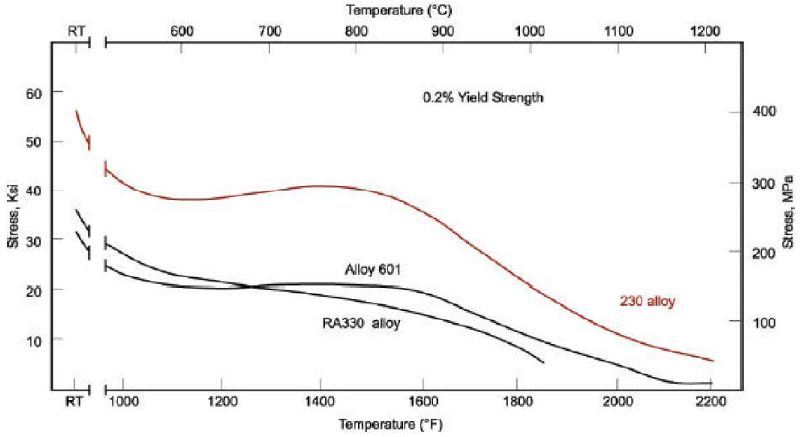
���³��ǿ�ȶԱ�

����������
����ھ��������ǿ�ȵij����Ͻ��������Ͻ�Ͱ����岻��֣�230�Ͻ������������Խϵ͡�����ζ�Ÿ�������������Ӧ�����ͣ�����ߴ���Ƹ��Ѿ�ȷ��
�ڿ�����ȼ���������������У�230�Ͻ�������Ŀ��������ܣ���1149��C�����¿ɳ�ʱ��������������ʱ��Խ�̣�230�Ͻ�Ĺ����¶�Խ�ߡ�
982��C������1000Сʱ�����������ܶԱ�
�������Բ������������ߴ磺9mm*64mm*��ȣ��̶�����ת�г����ϣ�����ȼ�����IJ��ȼ����ʹ��2��ȼ�ͣ����ͱ�Ϊ50:1�������ٶ�Ϊ0.3���գ�ÿ��ʮ���ӣ��������Զ��Ƴ���������ȴ������Ȼ���ٷ�������š�
1093��C������500Сʱ�����������ܶԱ�
�������忹�������� 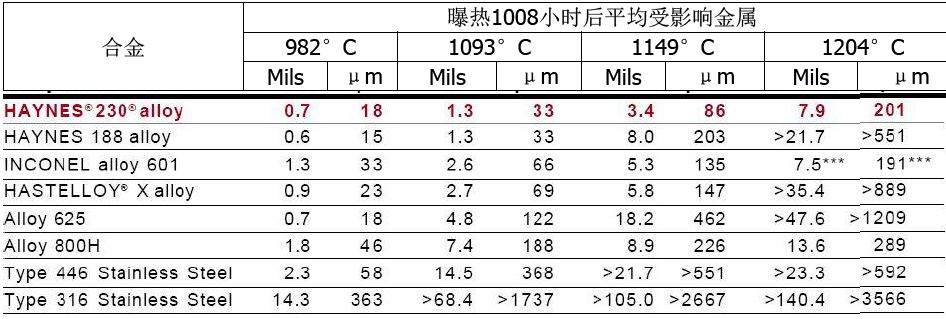
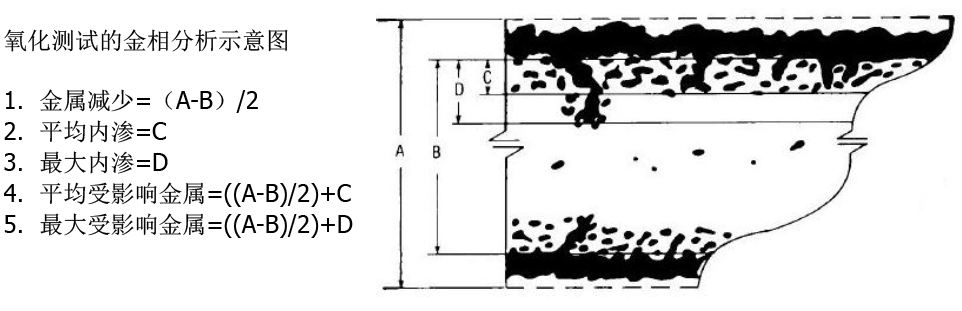
����������213.4cm/���ӵ��ٶ���������������ÿ��һ�β����������¶�ѭ�������¡� ***��������+ƽ������ ***601�����������ֺܴ���ڲ���϶��
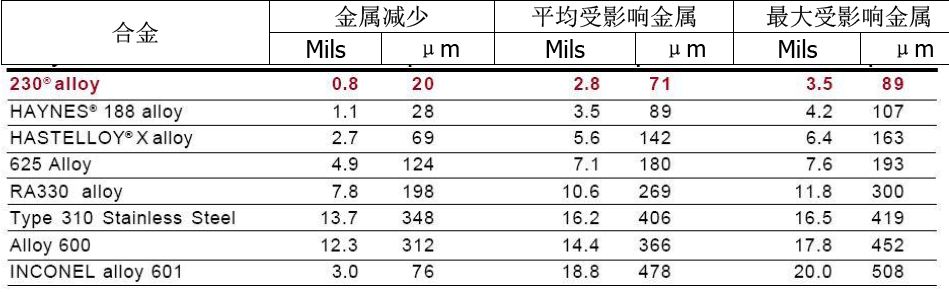
1149��C��1008Сʱ���������忹�������ԵĶԱ�
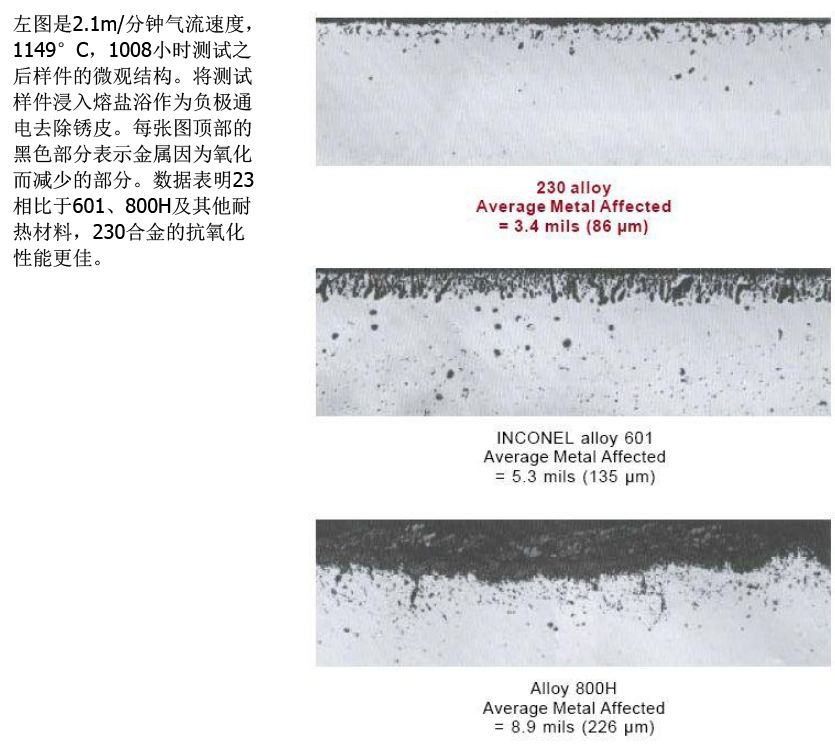
230�Ͻ������۲����п�����������ߵĺϽ𡣲���������649��C��982��C�����������в���168��Сʱ������ǰ����������ĵ���������

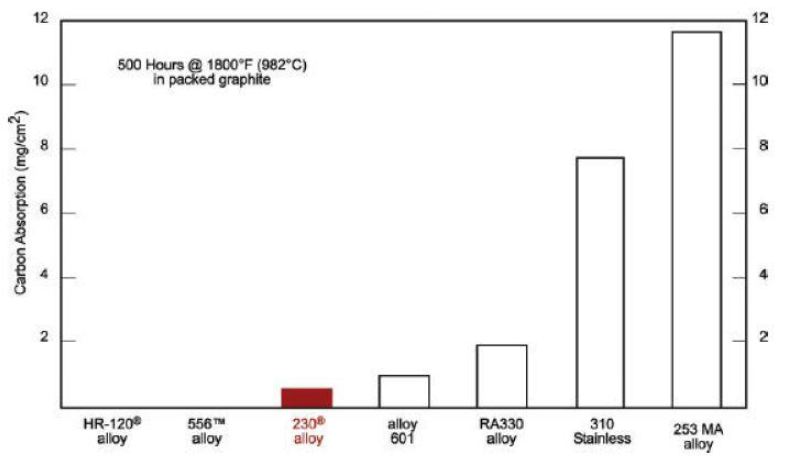
��̼������ںܶҵ�úϽ�230�Ͻ��кܺõĿ�̼�����ܡ��������������ڽ��ܶ�����ʯī�У�982��C��500Сʱ������ǰ��ѧ����̼��������
�ӹ�����
�ȴ��� 230�Ͻ�ij��湩��״̬��1232��C����̬������1163��C�����Ļ����������ܻ������Ӧ�仯������֮��Ҳ�ø��͵��¶Ƚ����˻𣬵��Ǽӹ���ɺ���Ҫ��һ�ι����ȴ����Դ��������ܺͽṹ��
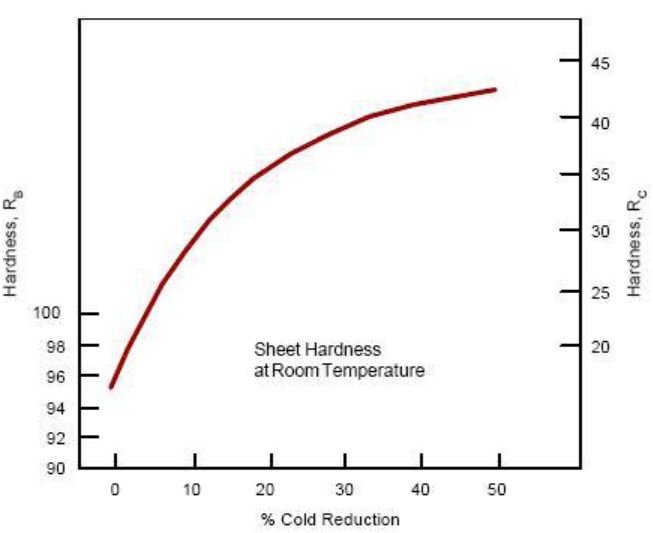
���¿�������-������Ч��
�����۽ṹ

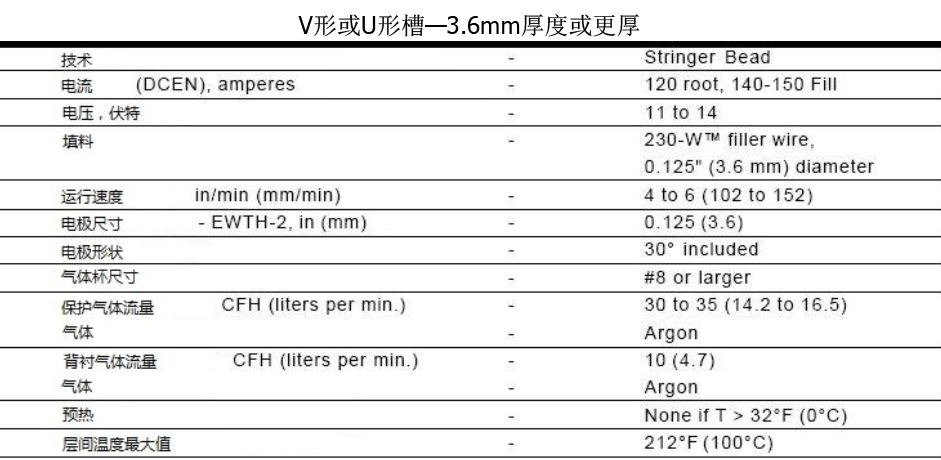
230�Ͻ�����ټ����屣������GTAW�������������屣�������ֹ��绡���͵��躸��230�Ͻ�ĺ������ܺ�X�Ͻ������������ʹ�������������������֮ǰ�������ܼ���ຸ�ӱ��漰���������������������֬�������ͣ��۱ʱ�ǣ�������ȴҺ�������ͣ�����������Ƥ����Ⱦɫ���ȶ�������ϴ�ɾ�������ʱ��������ǹ����˻�̬������ѡ������ټ����屣�������߽��������屣����������230�Ͻ�ʱ���Ƽ�ʹ��HAYNES230-WTM ��AWS A5.14�� ERNiCrWMo-1�����ϡ��ֹ��绡����ʹ��230-W����������230�Ͻ�������������ܻ����������Ϻ���ʱ������ʹ��230-W��˿��HAYNES556TM�Ͻ�AMS5838��5786,5787�ĺ��Ӳ�Ʒ��Ԥ�ȣ�����¶Ⱥͺ����ȴ�������Ԥ�ȡ�һ��Ԥ���¶�Ϊ���£������价����������¶ȱ�����93��C�������Ҫ������ͨ��֮��ɲ��ø�����ȴ��������ע�ⲻҪ�������ʡ�230�Ͻ�һ�㲻��Ҫ�������ȴ�����
���溸�Ӳ���
�ټ����屣���Զ�벻�����
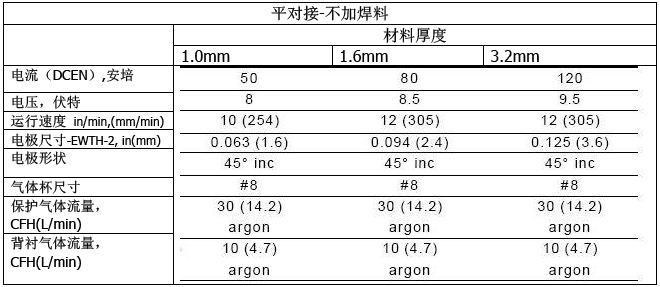
�ֶ��ټ����屣��벻���
���������屣��벻���
�ֹ��绡�����Ͳ���
230�Ͻ�Ļ������Ժ���������ǿ���������Ͻ����ƣ��ӹ��Ѷȱ���Ϊ�еȻ�ƫ�ѡ���ֵ��ǿ�����Dz��ô�ͳ�Ļ��ӷ����ǿ��Լӹ�230�Ͻ�ġ���Щ�����мӹ�Ӳ�������ԣ������Ҫ���ø��͵�ת�ٺͽ�������
 Haynes®230��Haynes International��˾��ע���̱�
Haynes®230��Haynes International��˾��ע���̱�
�����ƺţ�Haynes 242�����Ͻ�
�����ƺţ�N10242
һ�� Haynes 242�����Ͻ������
Haynes242�����Ͻ���һ���������⡢�����ܵ�Ԫ����ɵ��������ºϽ𣬺�����ԼΪ60%��Haynes242�����Ͻ�Ҳ��ʱЧǿ���Ͻ𣬵�705��(1300�H)���м��õ�ǿ�ȡ��������ʵͣ���815�����кõĿ������ԣ��ɼӹ��Լ��á��Ը��·������м��õĵֿ�����������ȼ���ֻ��ܷ�����ƽṹ�����½��̼���Ҳ���ڷ��ۺ������ϵ�������������ʯ�ͻ���Ӧ�á�
���� Haynes 242�����Ͻ�ѧ�ɷ֣�����1-1��
��1-1 %
| C�� |
Si�� |
Mn�� |
P�� |
S�� |
Cr�� |
Ni�� |
Mo�� |
Cu�� |
| 0.03 |
0.08 |
1.00 |
0.035 |
0.030 |
7.0-9.0 |
���� |
24.0-26.0 |
0.50 |
| ���� |
N�� |
Al�� |
Ti�� |
Fe�� |
Co�� |
V�� |
W�� |
Nb�� |
| |
0.50 |
|
2.00 |
2.50 |
|
0.006 |
�����ƺţ�Hastelloy C-2000���ϺϽ�
�����ƺţ�NO6200
�¹��ƺţ�2.4675
һ�� Hastelloy C-2000��N06200��2.4675�����ϺϽ������
Hastelloy C-2000��N06200��2.4675�����ϺϽ���һ���������⡢����Ԫ����ɵ��������ºϽ𣬺�����ԼΪ55%��
Hastelloy C-2000���ϺϽ���Ϊ��չ���ϵ�Ӧ�÷�Χ��������һ���Ż��Ͻ�ʼ��һ�������Ե��뷨�����Ѿ����ƽ�����Ni-Cr-Mo�Ͻ��м���ͭ���Դ�����1995��ĩ�����г������Ͳ��ϵصõ��г���Ŀ϶�����鹦�������еĶ���;�ԡ������ϵĸ��²�����ʹ�Ͻ��ˮ��ʴ�Ŀ���������ߣ�����չ��Ni-Cr-Mo����Ͻ������Ӧ�÷�Χ�� ����²���Ϊ�ֿ�����ĸ�ʴ�Ի�ѧ���ʶ���ƣ��������ᣬ���ᣬ����ᡣ����ǰ�Ż���Ni-Cr-Mo�Ͻ���ܵ�һ�ֿ������Ի���ԭ���ͬ���ǣ�C-2000���ϺϽ�����ֻ������п���ʴ���������ͭ���ֱ���16%��1.6%ˮƽ�ϣ�����������ʹ�Ͻ���г�ɫ�Ŀ���ԭ�Խ��ʸ�ʴ��������ͬʱ�ߵĸ�����(23%wt)��֤�˶������Խ��ʸ�ʴ�ĵֿ�������
�ӹ����۹�������C-2000���ϺϽ��ṩ����������ľ�DZ����������ԭ��Ni-Cr-Mo�Ͻ�ĵط�������ǿ�Ŀ���ʴ�ԣ�����ͬ���IJ��Ϻ���»�ø��õ��豸������Ҳ���ڸ����ӵ������µõ����ߵİ�ȫϵ���������濹��ʴ���ܵ�����ʹ�豸�������ڶ����;����Ӧ�����Ƚ����������ţ��ã��ȵȣ����Ӷ��յ������Ͷ�ʻر������磬һ����Ӧ��������Ӧ������Һ��Ȼ��ת�����������Һ����һ�ֹ���������C-2000���ϺϽ�Ķ��ֲ��ܣ�������õ�����Ӧ���ֹ��յ������Ͻ���ϡ�C-2000�Ͻ�������Ni-Cr-Mo�Ͻ��ڸ��ָ�ʴ�����µ�ʹ�÷�Χ�����ж������Խ��ʳ�ɫ�Ŀ���ʴ�������Լ�����ĵֿ���ԭ�Ի���������C-2000��������������˻�����ҵ�豸Ӧ���е�ͻ�ơ�
�ߵĸ����������ֿ������Խ��ʣ����������ӣ�ͭ���Ӻ��ܽ����Ƚ��ʵĸ�ʴ������ԭ�Խ��ʣ�����ϡ����������ᣬ��Ҫ�ߵ���+�ٺ�����ұ���ȶ��Ե���������˲�����ͬʱ�Ż����ߵ����ѡ�Hastelloy C-2000�Ͻ���������Ͻ�����ϵ��������⡣
�߸�����������ͭ���õ��㹻��ɫ�ĵֿ���ԭ�Ի�����ʴ������������ұ���ȶ��ԡ� C-2000�Ͻ���ʾ��������Ϊ��ҵ����C-276�Ͻ�Ŀ���ʴ�ͷ�϶��ʴ�����������ij��κ��Ӻͻ��ӹ��������ܺ�C-276���ƣ�C-2000�Ͻ��и�����״�IJ�Ʒ����ģ����壬���������ģ��߲ģ������ܲģ�������͵IJ�Ʒ�������չ����ȴ��������� ���ǿͻ���������Ҫ��Hastelloy C-2000�Ͻ�������ASME ��ASTM��B-564, B-574, B575, B619, B-622, B-366��DIN������ No.2.4675����NiCr23Mo16Cu��C-2000�Ͻ��ͳһ���UNS��ΪN06200����������ʱ�и��ϸ�ijɷֿ�����������ܡ�
���� Hastelloy C-2000��N06200��2.4675�����ϺϽ�ѧ�ɷ֣� ����1-1��
��1-1 %
| C�� |
Si�� |
Mn�� |
P�� |
S�� |
Cr�� |
Ni�� |
Mo�� |
Cu�� |
| 0.01 |
0.08 |
0.50 |
0.020 |
0.080 |
23.0 |
�� |
16.0 |
- |
| ���� |
N�� |
Al�� |
Ti�� |
Fe�� |
Co�� |
V�� |
W�� |
Nb�� |
| - |
- |
- |
- |
- |
- |
- |
- |
����Hastelloy C-2000��N06200��2.4675�����ϺϽ��������ܣ�
1��Hastelloy C-2000���ϺϽ��ܶȣ� 8.5g/cm3 �۵㣺 1399�档
2��Hastelloy C-2000���ϺϽ���ģ����206kN/mm2 �ȵ��ʣ�10.8 W / m �C k��
3��Hastelloy C-2000���ϺϽ�Ӳ�ȣ�HRC90
4��Hastelloy C-2000���ϺϽ�������ϵ��( 25 - 100��)��12.4 �� m/m�档
�ġ�Hastelloy C-2000��N06200��2.4675�����ϺϽ����ܣ�
1�����ӹ���֮ǰҪ�������õİ�ȫ�����������Ժ���Ҫ�к��ʵı�����Ҫ����ռ����ƣ�Ҫ���ͨ�硣һ��Ҫ����ANSI/ASC Z49.1-88���Ӻ��иȫ�Ľ���ִ�С�
2�����ӵı������Χ����Ҫ�ں���ǰ������࣬��ȥ�����ۡ�
3��Ni-Cr-Mo�Ͻ���е�������ص㣬Ҫ�к��ʵĺ��ӽǶȣ���С�ĺ����档
4������¶�Ҫ������93�����£����ܹ��ȡ����ر���ڱ����ĺ��ӣ���
5�����ӽ�����ճ��������������ҪһЩͨ����Ҫ�ĺ������������ӵ������������������۳��ڽ����������ԡ�
6�����Ƽ���Ȳ�溸�Ӻ�����
7��δ����ĺ������Բ��ú�ɡ�Ȼ����û�ù��ĺ���һ��Ҫ������¶�Ϊ121��-204���¯���
8�������屣���������ټ����߽��������У��ڽ��и�����������ʱҪ��100%������������ֹ��绡���У�����Ը��������ı�����ĥ�����
9�����ټ��������廡���У�����ʹ�����и�Ƶ�����ʹ������ƵĴ������Ի�����Դ������������ɢ���ĺ�����ṩ����������屣�� ��
10����Ni-Cr-Mo�Ͻ��ڴ�Լ650��������ȥӦ�������Dz��ʵ��ġ�һ�㺸����Ҫ�ȴ�������������ҪȥӦ�����Ƽ���1149�������ȫ�Ĺ����˻�Ȼ��ˮ�㡣
11������ڽ������������廡���У������Ա���������1%��������ÿ�κ��Ӻ����Ժ�������ĥ�⡣
12�������屣�������绡������ת�ƺ�Эͬת�ƣ�����120A������ʹ��ˮ����ͷ��
�����ƺţ�Hastelloy B3���ϺϽ�
�����ƺţ�UNS N10675
һ�� Hastelloy B3��N10675�����ϺϽ������
Hastelloy B3��N10675����һ���������⡢�ܵ�Ԫ����ɵ��������ºϽ𣬺�����ԼΪ65 %�� Hastelloy B3��N10675�������Ͻ�������ڹ��ϺϽ�B2�Ļ����ϸĽ����²��ϣ�����˲��ϵ����ȶ��ԣ��Ӷ��������ʴ���ܣ�ͬʱ���������ȳ�������������ܡ����������Ѿ�Խ��Խ���Ӧ���ڻ���װ�������������С�
����Hastelloy B3��N10675����ѧ�ɷ֣�����1-1��
��1-1 %
| C�� |
Si�� |
Mn�� |
P�� |
S�� |
Cr�� |
Ni�� |
Mo�� |
Cu�� |
| 0.01 |
0.10 |
3.00 |
0.030 |
0.010 |
1.00-3.00 |
65.0 |
27.0-32.0 |
0.20 |
| Nb/Ta�� |
Al�� |
Ti�� |
Fe�� |
Co�� |
V�� |
W�� |
Ni+Mo |
Ta�� |
| 0.20 |
0.50 |
0.20 |
1.00-3.00 |
3.00 |
0.20 |
3.00 |
94.0-98.0 |
0.20 |
���� Hastelloy B3��N10675�����ϺϽ���Ҫ���Լ�������ӹ���
1�����Ϸ�����Hastelloy B3��N10675�����ϺϽ��Ĺ���״̬����ѧ���ܣ�������¶��������俹��ǿ�ȡ�����ǿ�ȡ�����ģ���ή�ͣ��������ʡ�������ϵ��������ϵ���ͱ����������ߣ�������̬�����ʵ����ӣ���Ӳ�ȡ�����ǿ�Ⱥ�����ǿ�����ӣ������ʽ��͡�
2�����μӹ����ԣ������������ϺϽ�B3�ij��μӹ�������Ҫ�У�
(1)�����ϺϽ�B3���ϵ������ʽϸߣ�Ϊ��ѹ���δ���������������
(2)�����ϺϽ�B3���ϱȰ����岻��ּ�Ӳ���ӹ�Ӳ����������ԣ������������ʱ��Ҫ�����ѹ������ֲ����Ρ�
(3)�����ϺϽ�B3��������α�����С��10%ʱ������Լӹ�������ʴ�������Ӱ�죬���ں��Ӽӹ��У�����Ӧ���Ĵ��ڿ��ܻ��������������ơ���ˣ����ں�����Ҫ���Ӽӹ��Ĺ���������Ӧ��������������Ӧ����Ӱ�졣
(4)���������ص�����λ���߹��ϺϽ�B3���ϵ���ǿ�ȣ���������Ӧ����ʴ�����Ƶ������ԣ��������м�������ȴ������ա�
(5)�����ϺϽ�B3�����ڸ����¶������Խ��ʼ����ס�Ǧ���������۵�����dz����С�
(6)����600��800�����䣬����ʱ�����������B3�Ͻ����������࣬���������ʽ��ͣ������ڴ��¶���������������ܵ�����ʱ�������������ơ���˲����ȳ���ʱ���¶ȱ��������900�����ϡ�
(7)�����ϺϽ�B3���ϼӹ�ѹ��ǰ���빤���Ӵ���ģ�߱��������ɾ�����ӹ�ʱ���ɲ������������κ���������֬�������ü���ϴ��
(8)���ӹ�����¯ˮ����������Ĥ�Ϻ�Ӧ�����ϴ�������������Ĥ���������´�ѹ��ʱ�������ƣ���Ҫʱ��������ϴǰ��ɰ������
3�����������
(1)���ڳ��μӹ�ǰ��ԭ���������Ҫƴ�Ӻ��죬���ѡ���ټ�벻�����GTAW�����ӷ������������ܸ��õر������첻����������������ֹ��绡������������������м亸������������ʹÿ���ĥ������Ҳ�ѱ��������ף���ϸ�������������Ҳ���ܻ�Ժ���ij��μӹ��������Ӱ�졣 ��������֮ǰ������ȥ���¿ں�ĸ�ı���ĸ�����������㣬��Ϊ����Ĥ�����ʵĴ��ڻ�Ӱ�캸�����Ӱ���������ܡ��������ѡ��С����������������ٶȣ� ���ڶ�������¶ȿ�����100�����£����������������������������Ͻ�Ԫ�ظ����������� ѹ��ǰӦ����������ĥ�⻬��ȥ���������Ϻ�������㲢������ϴ����Ϊ���ϺϽ�B3���Ϻ����������ܼ�Ӳ��ֱ����ϴ����ȥ������ѹ�Ƴ��ι����к����ײ���ϸ�����ƣ��Ժ�����������Ӱ�졣
(2)���ȳ��ε��ŵ��ǿ�һ�γ��Σ��ܱ���ӹ�Ӳ������������¶��ܿ��ƺã�������ȥ�ȴ��������ȳ��ι������¶ȱ仯�ܴ���ÿ�������в�ͬ��������ģ��ֱ�ӽӴ��ı������ҪԶ���ڽ����ڲ����¶ȣ����Ѳ����Ϳ��ƣ�һ���ڼӹ������оֲ����Ͻ��������¶������������Ƶ�ȱ�ݣ� ������ں��ڵĹ����ȴ�������������ȡ�ӹ����ľ��飬 ѡ��������ι��ա�ѹ�Ʒ�������ѡ��ģѹ�����������ѹʱҲҪ��������ѹ�����¶Ȳ�����400�������ѹ��
(3)������ι����У������ʽϴ�ʱҪ���÷ֲ����ι��ա��ֲ�����Ҫ�����м��ȴ�������ѡ�ù����ȴ������¶ȿ�����1000�����ϡ�ѡ������ȴ������գ��¶ȴﵽ1060��1080�档�ӹ�������ѹ�Ƴ��κ�Ҫ�ٽ���һ�ι����ȴ��������������Ӧ��������Ӱ������ĺ���������
4���ȴ�����
Hastelloy B3��N10675�����ϺϽ����ȴ���֮ǰ���ȴ��������У�Ӧʼ�ձ��� ������������Ⱦ�� ��һ��dz���Ҫ���ڼ��ȹ����У��������ܽӴ����ס�Ǧ���������۵������������Ͻ�����ܣ�ʹ�Ͻ��ࡣ����¯���Ϊ��¯�������ȼ����ȼ��¯��ȼ���еĺ�����Խ��Խ�ã����ݲ��ϳ����Ƽ�����Ȼ����Һ��ʯ�����е�����ܺ���������0��1% ��V��������ú������ĺ���������0��25g/m3 ��ȼ��������Ӧ����0��5%��W��Ϊ�Ϻá�
¯������ྻ������ԭ��Ϊ�ˣ�Ӧ����¯���������Ժͻ�ԭ��֮�䲨�������Ȼ��治��ֱ�ӽӴ�������������¯ǰ����֧�ţ���������·����������Ρ����������ٶȾ����ܿ죬�����¯�´ﵽ�ȴ����¶Ⱥ�������¯����¯��Ӧ����ˮ�䣬�ý��뷨��ȫ����������ܣ��Ͻ�����ˮ�ܽ�ע���Է����Ȳ��������·����쳣���λ�˺�ѡ�
�����ƺ�: Hastelloy C���ϺϽ�
�����ƺ�: UNS N06455
�¹��ƺ�: W.Nr.2.4610
һ�� Hastelloy C��2.4610�����ϺϽ������Hastelloy C��2.4610���Ͻ���һ�ֺ��ٵ�������Ͻ���衢̼�ĺ������͡�Hastelloy C�Ͻ�����ԣ�
1���������ͻ�ԭ״̬�£��Դ������ʴ���ʾ����������ʴ�ԡ�
2����ɫ���͵㸯ʴ����϶��ʴ��Ӧ����ʴ�������ܡ�
3��Hastelloy C���ϺϽ���ƺźͱ���
�ƺźͱ������ƺż����淶��ѧ�ɷֹܲİ�İ��Ĵ��Ķͼ���ܺ��ӹܷ���AFNORNC17D �¹�DINVdTÜVW.Nr.2.4819NiMo16Cr15W1774442417751 177504241775242417750 Ӣ��BS EN ����ASTMASMEUNS N10276 B622SB622B619/626SB619/626B575SB575B574SB574B575SB575B366SB3664��Hastelloy C���ϺϽ�Ļ�ѧ�ɷ֣� %
C��Si��Mn��P��S��Cr��Ni��Mo��Cu��0.010.081.000.0150.01015.0-16.5����15.0-17.0-����N��Al��Ti��Fe��Co��V��W��Nb��----2.500.1-0.33.0-4.5-5��Hastelloy C��2.4610���Ͻ��������ܣ�
(1)��Hastelloy C��2.4610���Ͻ��ܶȣ���=8.9g/cm3
(2)��Hastelloy C��2.4610���Ͻ��ۻ��¶ȷ�Χ��1325��1370��
(3)��Hastelloy C��2.4610���Ͻ����ṹ��HastelloyC�Ͻ�Ϊ������������ṹ���仯ѧ�ɷֱ�֤�˽����ȶ��ԺͿ������ԡ�
6��Hastelloy C��2.4610���Ͻ���ʴ�ԣ��ϸߵ��⡢������ʹHastelloyC�Ͻ��ܹ��ֿ����ֻ�ѧ���ʵ���ʴ��������ԭ�Խ��ʣ������ᡢ���ᡢ���ᡢ�������л������ĺ��Ƚ��ʡ������������ϸߣ�HastelloyC����Ч�ĵֿ������ȵ��µ�Ӧ����ʴ���ѣ��������ȵ��Ȼ�����Һ��
ʱ��-�¶�-��������(��̼��0.008%������ASTM G28 ����A)
����Hastelloy C��2.4610���Ͻ�ӹ����ȴ�����
1��Hastelloy C��2.4610���Ͻ�ӹ����ԣ�
(1)��HastelloyC�Ͻ����ͨ����ͳ������������ͼӹ���
(2)�����ȴ���֮ǰ���ȴ���������Ӧʼ�ձ��ֹ�����������Ⱦ��
(3)��Ӧ��ֿ��ǵ��úϽ���1000�桫600��������ȴʱ�������������ԡ�
(4)�����ȴ��������в��ܽӴ����ס�Ǧ���������۵������������Ͻ�����ܣ�Ӧע������������ᡢ�¶�ָʾ�ᡢ��ɫ���ʡ����͡�ȼ�ϵ����
(5)��ȼ���еĺ�����Խ��Խ�ã���Ȼ���е�����Ӧ����0.1%������������Ӧ����0.5%��
(6)������¯��¯����������������Ϊ�ˣ�Ӧ����¯���������Ժͻ�ԭ��֮�䲨�������Ȼ��治��ֱ��������
2��Hastelloy C��2.4610���Ͻ���ȣ�
(1)�����ȴ���֮ǰ���ȴ���������Ӧʼ�ձ��ֹ�����������Ⱦ��
(2)�����ȴ��������в��ܽӴ����ס�Ǧ���������۵����������Nicrofer 6616 hMo�Ͻ���࣬Ӧע������������ᡢ�¶�ָʾ�ᡢ��ɫ���ʡ����͡�ȼ�ϵ����ȼ���еĺ�����Խ��Խ�ã���Ȼ���е�����Ӧ����0.1%������������Ӧ����0.5%����¯�����ǽϺõ�ѡ����Ϊ��¯���Ծ�ȷ���£�¯���ɾ�����ȼ��¯��¯���㹻������Ҳ����ѡ��
(3)������¯��¯������������ԭ��Ϊ�ˣ�Ӧ����¯���������Ժͻ�ԭ��֮�䲨�������Ȼ��治��ֱ��������
3��Hastelloy C��2.4610���Ͻ��ȼӹ���
(1)Hastelloy C���ȼӹ��¶ȷ�Χ1200�桫950�棬��ȴ��ʽΪˮ�����ٿ��䡣
(2)Ϊ��֤��ѵķ������ܣ��ȼӹ���Ӧ�����ȴ���������Ӧֱ�Ӽ��������µ��ȴ���¯��
4��Hastelloy C��2.4610���Ͻ���ӹ���
(1)��HastelloyC�ļӹ�Ӳ���ʴ��ڰ����岻��֣������Ҫ�Լӹ��豸������ѡ������ӦΪ�����ȴ���̬������������������Ӧ���м��˻�
(2)������������������15%������Ҫ�Թ������ж��ι��ܴ�����
5��Hastelloy C��2.4610���Ͻ��ȴ�����
(1)�����ܴ����¶ȷ�Χ��1100�桫1160�档
(2)����ȴ��ʽΪˮ�㣬���С��1.5mm �IJ���Ҳ�ɲ��ÿ��ٿ��䡣�����ÿ��䣬��Ӧ��2 �����ڴ�1000����ȴ��600�档
(3)�����ȴ��������У����뱣�ֹ�����ࡣ
����Hastelloy C��2.4610���Ͻ�ȥ����Ƥ��
1��HastelloyC�ı���������ͺ�����Χ�ĺ����ĸ����ԱȲ���ָ�ǿ���Ƽ�ʹ��ϸ��ɰ����ϸ��ɰ�ֽ��д�ĥ��
2������HNO3/HF����������ϴǰ������ɰ���ĥ������Ĥ���顣
�ġ�Hastelloy C��2.4610���Ͻ���ӹ���
���ڶԼӹ�Ӳ�����У�����˲��õ������ٶȺ��ؽ������мӹ������ܳ���������Ӳ���ı������档
1��Hastelloy C��2.4610���Ͻӣ�
(1)���ڶ��������Ͻ��к���ʱ��Ӧ��ѭ���¹�̣�
a���������� ��������Ӧ�����ֿ�����̼�ֵļӹ��������㹻Զ�ľ��룬�����ܱ�����࣬���и��岢�����������ͨ�硣
b��������������ƷӦ����ɾ���ϸ��Ƥ���ף����Ÿɾ��Ĺ�������
c�����ߺͻ����豸Ӧ���������Ͻ�������ֵ�ר�ù��ߣ���˿ˢӦ���ò���ֲ����Ƴɣ������豸����л����崲��������Ӧ�ø���ձ��ֽ�������ֽ�Է���̼�������ڻ��������ʹ�ӹ�����ճ�ϣ����¸�ʴ��
(2)��Hastelloy C��2.4610���Ͻ������������ӵIJ���ӦΪ���ܴ���̬��ȥ������Ƥ�����ۺ��ֱ��ӡ�ۣ����ñ�ͪ�Ժ�������Ļ�����������Ͻ��纸����������࣬ע�ⲻ��ʹ��������ϩTRI��ȫ����ϩPER�����Ȼ���TETRA��
(3)��Hastelloy C��2.4610���Ͻ��Ե������ò��û��ӹ����糵��ϳ���٣�Ҳ���Խ��е������и�����ú��ߣ��и��Ե�������棩һ��Ҫ��ĥ�ɾ�ƽ�������������ȵľ�ĥ��
(4)��Hastelloy C��2.4610���Ͻ��¿ڽǶȣ�
2����̼����ȣ������Ͻ�����ֲ���ֵ����������ص���Ҫ�ǣ��͵��ȵ��ʺߵ�����ϵ������Щ���Զ�Ҫ�ں����¿���ʱ���Կ��ǣ������ӿ��ײ���϶��1��3mm����ͬʱ�������ڽ�����ճ���ԣ��ڶԽӺ�ʱӦ���ø�����¿ڽǶȣ�60��70�㣩�Ե������ϵ�������
3��Hastelloy C��2.4610���Ͻ��������ڹ���������Ӧ�ں��������Է��㵼�¸�ʴ��
4��Hastelloy C��2.4610���Ͻӹ��գ�
Hastelloy C�ʺϲ����κδ�ͳ���ӹ��պ��ӣ����ٵ缫�������屣�����������ӻ������ֹ��ǻ������������������屣�������ۻ����������屣������HastelloyC ���ģ� ENiCrMo-13
5��Hastelloy C��2.4610���ϽӲ�����Ӱ�죨���������������Ӳ���Ӧ�ڹ涨�ĵ����������½��У�����¶Ȳ�����120�棬������խ����������ע����ȷѡ��纸˿�͵纸����ֱ��������ѯ���ǵĺ���ʵ���ң�������Щԭ�������Կ��ƺ��Ӳ������õ���-8 ��ʾ�ĵ�λ���ȵ��������롣
6��Hastelloy C��2.4610���Ͻ�������ϴ��ˢ�����������û���ر�Ҫ���涨����ϴͨ���Ǻ����е����һ������һ���������ϴ��רҵ������ɡ�����������Ҫ�ߣ�����������Դ��ڸ���ʱ��Ӧ�����ò����ˢˢȥ���������ͨ���ܵõ�����ı���״̬��Ҳ�ܳ�����������
�塢Hastelloy C��2.4610���Ͻ�Ӧ�ã�
1��Ӧ������Hastelloy C�Ͻ��ڻ�����ʯ������õ��˹㷺��Ӧ�ã���Ӧ���ڽӴ����Ȼ����л����Ԫ���ʹ�ϵͳ�С����ֲ��������ʺ��ڸ��¡��������ʵ�������л��ᣨ���������ᣩ����ˮ��ʴ������ʹ�á�����Ӧ������
(1)��ֽ������ֽ��ҵ��������Ư��������
(2)��FGDϵͳ�е�ϴ�������ټ�������ʪ�����ȵȡ�
(3)�����������廷������ҵ���豸��Ԫ����
(4)����������Բ�Ʒ�ķ�Ӧ����
(5)��������������
(6)���Ǽ����������Σ�MDI����
(7)����������������ͼӹ���
2��Ӧ�÷�Χ��Hastelloy C�Ͻ��ڴ��������������»����еõ��˹㷺��Ӧ�á�����Ӧ������
(1)����������ϵͳ��
(2)����ϴ��������������
(3)�������ũ�û�ѧƷ������
(4)�����������������ȷ�����
(5)������ơ�
HastelloyX���ص��ǣ�
1.1 HastelloyX �����ƺ� HastelloyX
1.2 HastelloyX ����ƺ� GH3536,GH536,GH22,GH334,GH739,SG-5(�й�)��
UNS NO6002��HastelloyX����������NC22FeD���������� NiCr22FeMo���¹�����Nimonic PE13��Ӣ����
1.3 HastelloyX ���ϵļ�����
GJB 1952-1994 �������ø��ºϽ���������淶��
GJB 2612-1996 �������ø��ºϽ�����˿�Ĺ淶��
GJB 3020-1997 �������ø��ºϽ����淶��
HB 5494-1992 ���Ͻ���(��)����ܡ�
HB 5495-1992 ���Ͻ��������塷
HB 5496-1992 ���Ͻ�Բ���������ͻ��μ���
HB 5497-1992 ���Ͻ������Ͷ��ư��ġ�
HB 5498-1992 ��H�Ͻ�������˿��
Q/3B 4074-1994 ���Ͻ��������ļ���������
Q/5B 4018-1992 ��K536�Ͻ���ģ����������
Q/CB 61-1996 �������úϽ���ӹ����Ӹֹܡ�
1.4 HastelloyX ��ѧ�ɷ� ����1-1��

��HastelloyX ��������ѧ����
2.1 HastelloyX ������
2.1.1 HastelloyX �ۻ��¶ȷ�Χ 1295��1381��[1]��
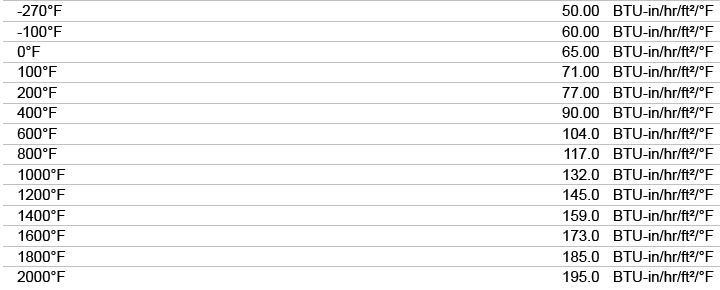
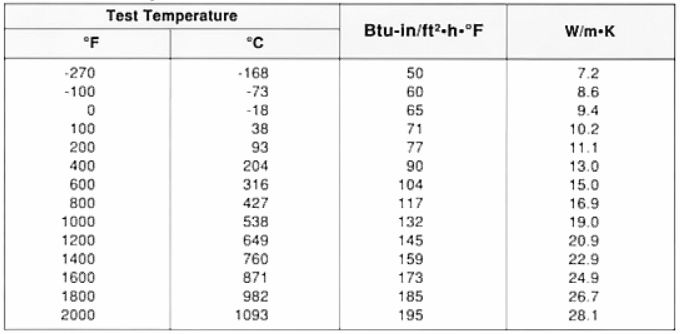
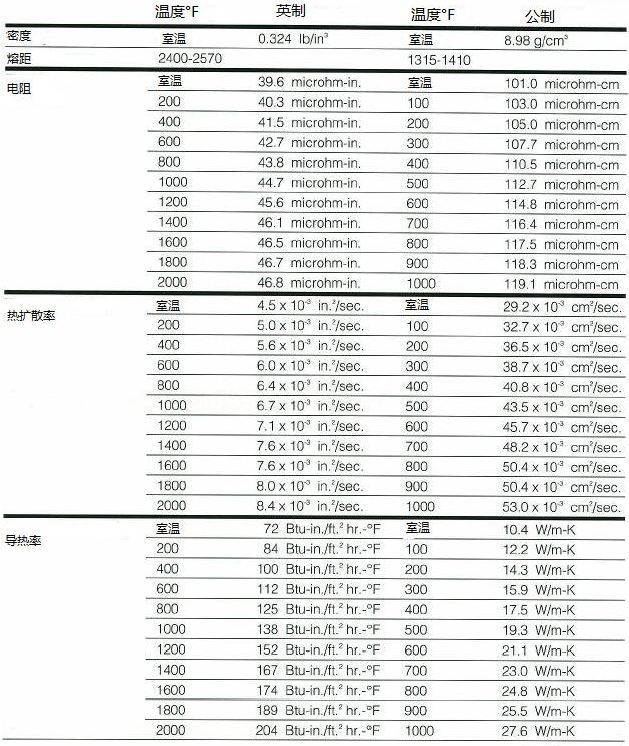
2.1.2 HastelloyX �ȵ��� ����2-1��
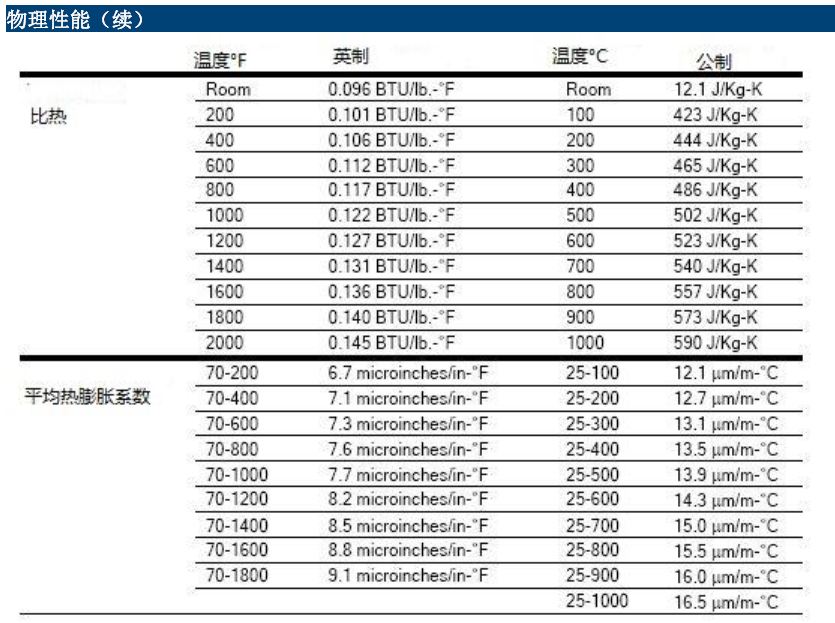
2.1.3 HastelloyX ������ ����2-2��
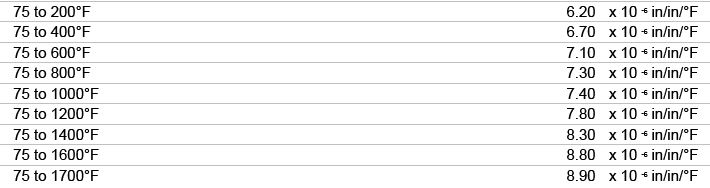
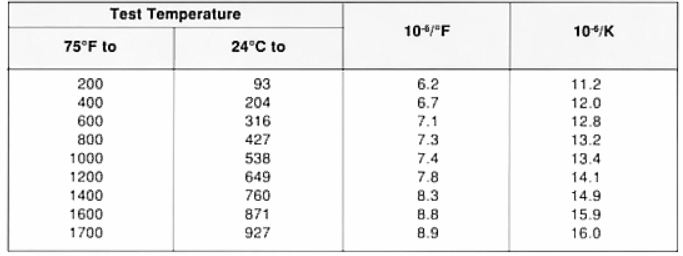
2.1.4 HastelloyX ������ϵ�� ����2-3��
2.1.5 HastelloyX �Ͻ�����������ɢ�� ����2-4��
��2-1[1]

��2-2

��2-3[1]

2.2 HastelloyX�ܶ� ��=8.28g/cm3[1]��
2.3 HastelloyX������ �����ʼ���2-5��
��2-4

2.4 HastelloyX������ �Ͻ����ԡ�
2.5 HastelloyX��ѧ����
2.5.1 HastelloyX���������� �Ͻ��ڿ�������������100h����������ʼ���2-6��
��2-5[1]

��2-6[1]

��HastelloyX��ѧ����
3.1 HastelloyX�������涨������
3.1.1 HastelloyX�������涨�IJ�ͬƷ�ֵ���ѧ���ܼ���3-1��
��3-1

�� ��<0.25mm�Ĵ��ĵ����¿���ǿ�Ȧ�b��725MPa,��5��25%��
�� ��������̬815��Ħ�b��240MPa,��5��12%����800�棬50h�����䴦����HRC��24��
3.1.2 HastelloyX��ģ��绡¯�ӵ������ۣ���Ӧ״̬�����������ܵ������������ݵ�ͳ
�ƴ�������Լ���ͬ�¶����������ܵ��������ֵ����3-2��
3.2 HastelloyX���¼������¶��µ���ѧ����
3.2.1 HastelloyXӲ��
3.2.1.1 HastelloyX���ϼ������涨�İ��ġ����μ���������Ӳ�ȼ���3-1��

3.2.1.2 HastelloyX�����¶ȶ���������Ӳ�ȵ�Ӱ���ͼ3-2[2]��

3.2.2 HastelloyX��������
3.2.2.1 HastelloyX�����¶ȣ�����10��12min�������������������ܵ�Ӱ�����3-3��
��3-3[3]

�� ��Ϊ��10��%�����ݡ�
3.2.2.2 HastelloyX�Ͻ�IJ�ͬƷ���ڲ�ͬ�¶��µĵ����������ܼ���3-4��
��3-4[1��2]

����3-4

3.2.2.3 HastelloyX�����¶ȶ��ġ��ͼ��������ܵ�Ӱ���ͼ3-2��
3.2.2.4 HastelloyX�����¶ȶԾ��������������ܵ�Ӱ���ͼ3-3��
3.2.2.5 HastelloyX�Ͻ���ʱЧ���������ܵı仯����3-5��ʱЧǰ��ľ�1150����ܣ����ľ�1180����ܣ���������Ϊ��̬����
3.2.3 ������� ���μ����ȴ���״̬�����³������ƽ��ΪaKU=1890kJ/m2��
3.2.4 �������� �������뾶5���ڰ�ĺ��ʱ����1.5mm��Ĺ�Ӧ״̬�������������ѵĴ���Ϊ11��20�Ρ�

��3-5[1]

����3-5

�� ʱЧ���������Ҳ��850���½��С�
3.3 HastelloyX�־ú��������
3.3.1 HastelloyX���³־�����
3.3.1.1 HastelloyX��ġ������ڱ��ȴ���״̬��������������̬�ij־�ǿ�ȼ���3-6��
��3-6[2]

ע��������ǿ�����ۺ�����־�Ӧ��-��������ȷ����
3.3.1.2 HastelloyX�����1150�����״̬�ij־�Ӧ��-��������ͼ3-4�����ġ����μ���90mm������1180�����״̬�ij־�Ӧ��-��������ͼ3-5������������̬�ij־�Ӧ��-��������ͼ3-6��
3.3.1.3 HastelloyX�����1150�����״̬�����ġ����μ���90mm������1180�����״̬��������������״̬����ǿ�����ۺ����߷ֱ��ͼ3-7��ͼ3-9��
3.3.1.4 HastelloyX�����¶ȶ���������־����ܵ�Ӱ�����3-7��
3.3.1.5 HastelloyX����ʱЧ��ij־����ܼ���3-8��


��3-7[3]


��3-8

����3-8

ע��ʱЧǰ��1150����ܣ����ľ�1180����ܡ�
3.3.2 HastelloyX�����������
3.3.2.1 HastelloyX���������Բ���ͼ��ڱ��ȴ���״̬�����ǿ�ȼ���3-9���Ͻ��ڲ�ͬ�¶Ⱥ�Ӧ���µ�������ܼ���3-10��
��3-9[1]

��3-10

3.3.2.2 HastelloyX��1.5mm�����1150�����״̬�ĸ����������ͼ3-10��ͼ3-13��

3.3.2.3 HastelloyX���������ĸ����������ͼ3-14��ͼ3-15��

3.4 HastelloyXƣ������
3.4.1 HastelloyX����ƣ��
3.4.1.1 HastelloyX�����¶ȶ�������������������ƣ�����ܵ�Ӱ�����3-11��
��3-11[3]

3.4.1.2 HastelloyX��������ֹ���״̬�ĸ���ƣ��ǿ�ȼ���3-12��
3.4.1.3 HastelloyXԲ���ͼ�������ת����ƣ��ǿ�ȼ���3-13��
3.4.2 HastelloyX����ƣ��
3.4.2.1 HastelloyX��Ӧ״̬��1.5mm��ĵ���ƣ�����ܼ���3-14��
��3-12[4]

��3-13[1]

3.4.2.2 HastelloyX�����¶ȶ�����������ƣ�����ܵ�Ӱ�����3-15��
3.5 HastelloyX��������
3.5.1 HastelloyX����ģ�� ����3-16��
��3-15[3]

��3-16

�ġ�HastelloyX ��֯�ṹ
4.1 HastelloyX����¶�
4.2 HastelloyXʱ��-�¶�-��֯ת������
4.3 HastelloyX�Ͻ���֯�ṹ
4.3.1 �úϽ��ڹ���״̬����֯Ϊ��������壬����������TiN��M6C��̼�����700��900�泤��ʱЧ����Ҫ������ΪM12C��M3B2��ͬʱҲ�����������L�ࡣ��700�棬200hʱЧ������������࣬����800��ʱЧ�������ڣ���������M23C6����ʱ������L�ࡣ��˺Ͻ��ڳ���ʱЧ�����һ���̶ȵ�ʱЧӲ������ʹ�����½�������ǿ��Ҳ�������͡�
4.3.2 �������弼�����涨����Ӧ״̬��������ľ�����Ӧ��4��8����Χ�ڡ�
�塢 HastelloyX ����������Ҫ��
5.1 HastelloyX�������� �Ͻ�������õ��䡢�ȼӹ��������ܡ���������¶�1170���10�棬�ն��¶Ȳ�����950�棻�������������¶�1150���10�棬�����¶Ȳ�����850�棻���μ����������¶�1170���10�档
�Ͻ�ĸ�����������ͼ��ͼ5-1���������������1180�棬45min���ܴ�������ٽᾧ����ͼ5-2��
5.2 HastelloyX�������� �úϽ�������õĺ��ӹ������ܣ��ɲ���벻������캸�͵㺸�ȷ������к��ӡ�벻���ʱ�Ƽ�����HHastelloyX��HGH3113��˿��
5.2.1 HastelloyX�ֹ�벻����Խӹ淶����5-1��

��5-1[5]

5.2.2 HastelloyX�Զ��ټ�����벻����Խӹ淶����5-2��
��5-2

5.2.3 HastelloyX�캸�淶����5-3��
��5-3[5]

5.2.5 HastelloyX���ӽ�ͷ����ѧ���ܼ���5-5��
��5-5[6]

5.3 HastelloyX����ȴ������� ����Ƽ����ܴ�����1150���10�棬2��15min�����ٿ��䡣���Ӽ������Ͳ������980���10�棬60min�����䡣���ӹ����Ӧ��������870���10�棬30��60min�����䡣����ȶ��ߴ紦����760���10�棬2h�����䡣
Hastelloy C-4��һ�ְ������̼��-��-���Ͻ�Nicrofer 6616 hMo���������ڿ��������ƻ�ѧ�ɷֵĺϽ����Ҫ�����ǵ�̼���衢�����ٺ����������Ļ�ѧ�ɷ�ʹ����650-1040��ʱ���ֳ����õ��ȶ��ԣ�����˿����丯ʴ�����������ʵ������������¿��Ա������߸�ʴ�����Ժͺ�����Ӱ������ʴ��
Hastelloy C-4���ص��ǣ�
��Դ������ʴ���ʾ�����������ʴ�ԣ������ڻ�ԭ״̬�¡�
����±��������������;ֲ���ʴ�ԡ�
Hastelloy C-4�ƺźͱ���

Hastelloy C-4��ѧ�ɷ֣�

Hastelloy C-4�������ܣ�
�ܶȣ���=8.6g/cm3 �ۻ��¶ȷ�Χ��1335��1380��

Hastelloy C-4��е���ܣ�
�±��е���Сֵ�DZ궨�ߴ������������ܴ���̬��������ͺ����ϲ�õ����ݣ��������Ʒ������������ܿ����ͻ������ơ�
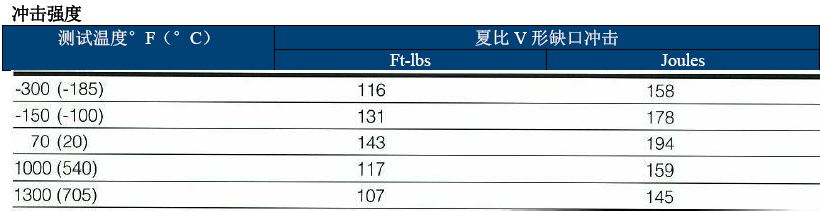
Hastelloy C-4ISO-V ȱ�����飺
ƽ��ֵ ��120J/cm2 ����
��120J/cm2 -196��
Hastelloy C-4����ṹ��
Hastelloy C-4Ϊ������������ṹ���仯ѧ�ɷֱ�֤�˽����ȶ��ԺͿ������ԡ�
Hastelloy C-4��ʴ�ԣ�
�ϸߵ��⡢������ʹHastelloy C-4�Ͻ��ܹ��ֿ����ֻ�ѧ���ʵ���ʴ��������ԭ�Խ��ʣ������ᡢ���ᡢ���ᡢ�������л������ĺ��Ƚ��ʡ������������ϸߣ�Hastelloy C-4����Ч�ĵֿ������ȵ��µ�Ӧ����ʴ���ѣ��������ȵ��Ȼ�����Һ��
ʱ��-�¶�-��������(��̼��0.008%������ASTM G28 ����A)

Hastelloy C-4Ӧ�÷�Χ��
Hastelloy C-4�ڴ��������������»����еõ��˹㷺��Ӧ�á�
����Ӧ������
����������ϵͳ
����ϴ������������
�������ũ�û�ѧƷ����
����������������ȷ���
������
Hastelloy C-4�ӹ����ȴ�����
Hastelloy C-4�Ͻ����ͨ����ͳ������������ͼӹ���
Hastelloy C-4���ȣ�
���ȴ���֮ǰ���ȴ���������Ӧʼ�ձ��ֹ�����������Ⱦ��
���ȴ��������в��ܽӴ����ס�Ǧ���������۵����������Nicrofer 6616 hMo�Ͻ���࣬Ӧע������������ᡢ�¶�ָʾ�ᡢ��ɫ���ʡ����͡�ȼ�ϵ����ȼ���еĺ�����Խ��Խ�ã���Ȼ���е�����Ӧ����0.1%������������Ӧ����0.5%����¯�����ǽϺõ�ѡ����Ϊ��¯���Ծ�ȷ���£�¯���ɾ�����ȼ��¯��¯���㹻������Ҳ����ѡ��
����¯��¯������������ԭ��Ϊ�ˣ�Ӧ����¯���������Ժͻ�ԭ��֮�䲨�������Ȼ��治��ֱ��������
Hastelloy C-4�ȼӹ���
Hastelloy C-4���ȼӹ��¶ȷ�Χ1080�桫900�棬��ȴ��ʽΪˮ�������������ȴ��ʽ��
Ϊ��֤��ѵķ������ܣ��ȼӹ���Ӧ���й����ȴ�����
Hastelloy C-4��ӹ���
��ӹ�ʱ����ӦΪ�����ȴ���̬��Hastelloy C-4�ļӹ�Ӳ���ʴ��ڰ����岻��֣������Ҫ�Լӹ��豸������ѡ��������������Ӧ���м��˻�����������������15%������Ҫ�Թ������ж��ι��ܴ�����
Hastelloy C-4�ȴ�����
Hastelloy C-4�Ĺ��ܴ����¶ȷ�Χ��1050�桫1100�档���ں��С��1.5mm �IJ��ϣ�������ȴ��ʽΪˮ�㣬Ҳ�ɲ��ÿ��ٿ��䣬�Եõ����Ŀ���ʴ���ܡ�
���ȴ��������У����뱣�ֹ���
Hastelloy C-4ȥ����Ƥ��
Hastelloy C-4�ı���������ͺ�����Χ�ĺ����ĸ����ԱȲ���ָ�ǿ���Ƽ�ʹ��ϸ
��ɰ����ϸ��ɰ�ֽ��д�ĥ��
Hastelloy C-4���ӹ���
Hastelloy C-4�Ļ��ӹ�Ҫ���˻�̬���С�����Nicrofer 6616 hMo�ļӹ�Ӳ���ϸߣ�����˲��õ������ٶȺ��ؽ������мӹ������ܳ���������Ӳ���ı������档
Hastelloy C-4���ӣ�
Hastelloy C-4���ø��ֺ��ӹ��պ��ӣ����ٵ缫�������屣�����������ӻ������ֹ��ǻ������������������屣�������ۻ����������屣���������ȿ��Dz�������绡����
����ǰ��������Ϊ�˻�̬��ȥ������Ƥ�����ۺ��ֱ��ӡ�ۣ���������Լ25mm����Χ���ĥ�������������档
���õ��������룬����¶Ȳ�����150�档
����Ҫ��ǰ�ͺ����ȴ�����
�Ƽ�ʹ�õ�������
GTAW/GMAW Nicrofer S 6616
W.-Nr. 2.4611
SG-NiMo16Cr16Ti
AWS A 5.14 ERNiCrMo-7
BS 2901 NA45
SMAW
W.-Nr. 2.4612
EL-NiMo15Cr15Ti
AWS A 5.11 ENiCrMo-7
�������ĶѺ���
���� Nicrofer B 6616
W.-Nr. 2.4611
UP-NiMo16Cr16Ti
�������Ϻ��ģ�����ʹ̼����������١�
��Ҫ�õ����ʺϵ���ʴ�ԣ����ȿ���벻���GTAW��GTAW��SMAWʱʹ����ĸ��һ�µĺ��ġ�
188�Ͻ� HAYNES®188
1. ����ĸ���ǿ�Ⱥͻ������� 188�Ͻ��ܡ����������٣�����ǿ�ȷdz��ã��ҳ�ʱ������1095��C�ĸ����£���Ȼ�кܺõĿ��������ܣ�����Ч�ֿ������������ȸ�ʴ�����ô�ͳ���ս��мӹ���Ҳ���������������
2. �ӹ� 188�Ͻ��кܺõij��κͼӹ����ԡ����Զ��죬�����ȼӹ����ȼӹ���Ҫ��������1175��C�����㹻��ʱ��ı��£�ȷ�����������ﵽ���¶ȡ���Ϊ������չ�Ժܺã�188�Ͻ���Խ��������ӹ�����Ϊ�úϽ��п�������Ӳ�����ص㣬�ڼӹ��������ʱ��Ҫ��ν��й�����˻������������ȼӹ�������ӹ����������Ҫ���˻�����������ȴ���������ָܻ����ϵ����ܡ��ò��������õľ��������ԣ����ֹ����ӣ�Ҳ�����Զ����ӷ���������TIG��MIG���������������躸��
3. �ȴ��������188�Ͻ�ͨ������״̬�ǹ���̬�������ȴ���������1175��C+/-14��C���ܴ���Ȼ�������ȴ����ˮ���Դﵽ�������ܡ��ڵ��ڹ����¶ȵ��¶��½����˻�����һЩ̼������������Ӱ��188�Ͻ�����ܡ�
4. ���ֹ�����״ 188�Ͻ�Ĺ�����״�к�壬���壬���ģ����ϣ����ϣ��߲ģ�����
5. Ӧ�ù㷺���ں��չ�ҵ��������ú����õ�ȼ����������ȼ���ң���������ȼ������ȡ�
6. ���Ϲ淶 188�Ͻ��������²��Ϲ淶�� AMS5608 (���壬���ģ����) AMS5772 ��Բ�����Ͳģ�  188�Ͻ��ǹ���ǿ�����ϣ�����ǿ�����죬���µļӹ��������á���650��C�������¶��¿ɳ�ʱ������188�Ͻ��ǿ�ȱ������������ܼ�ǿ�ĺϽ���ã�ԶԶ������ͨ�����������������ȺϽ������188�Ͻ������Щ���ϣ��ɼ���ؼ��ٲ���ʹ�á�
188�Ͻ��ǹ���ǿ�����ϣ�����ǿ�����죬���µļӹ��������á���650��C�������¶��¿ɳ�ʱ������188�Ͻ��ǿ�ȱ������������ܼ�ǿ�ĺϽ���ã�ԶԶ������ͨ�����������������ȺϽ������188�Ͻ������Щ���ϣ��ɼ���ؼ��ٲ���ʹ�á� 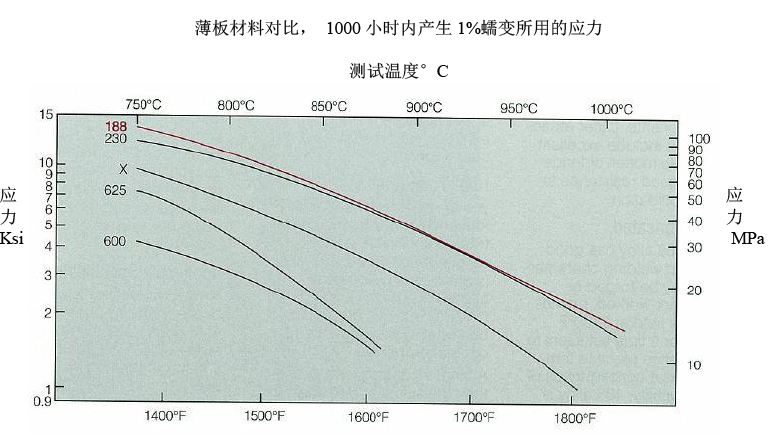

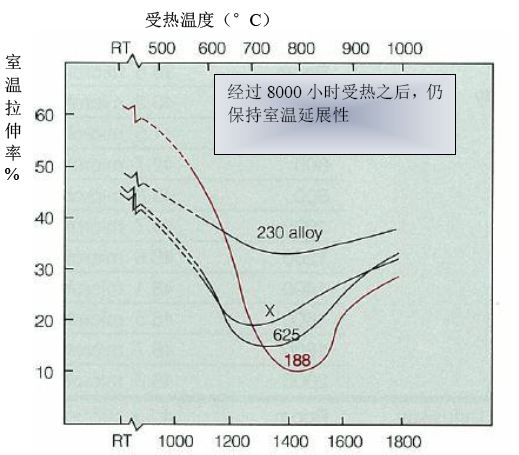
 188�Ͻ����������ǿ�������Ͻ����ƣ�����625��X�Ͻ��ڳ�ʱ�����Ⱥ������к��࣬����CO2W����˹�ࡣ�������ʻ��Ͻ�Ŀ���ǿ�Ⱥͳ��ǿ�ȡ�188�Ͻ�ı���ԶԶ����25�Ͻ𣬳��������25�Ͻ𡣾����ȶ��Զ��ԣ�230�Ͻ��������õġ�
188�Ͻ����������ǿ�������Ͻ����ƣ�����625��X�Ͻ��ڳ�ʱ�����Ⱥ������к��࣬����CO2W����˹�ࡣ�������ʻ��Ͻ�Ŀ���ǿ�Ⱥͳ��ǿ�ȡ�188�Ͻ�ı���ԶԶ����25�Ͻ𣬳��������25�Ͻ𡣾����ȶ��Զ��ԣ�230�Ͻ��������õġ�
�����¶ȣ���F��
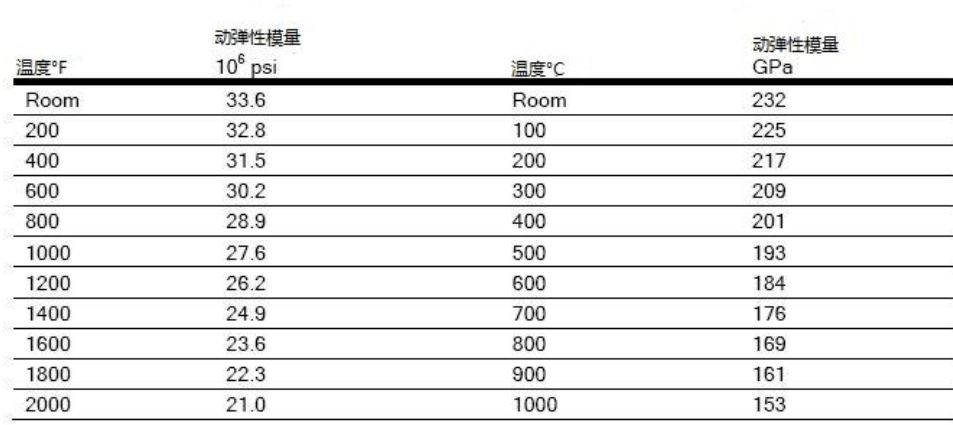
���Ⱥ��������µ�����

8000Сʱ���Ⱥ��ǿ�ȶԱ�

������ģ��
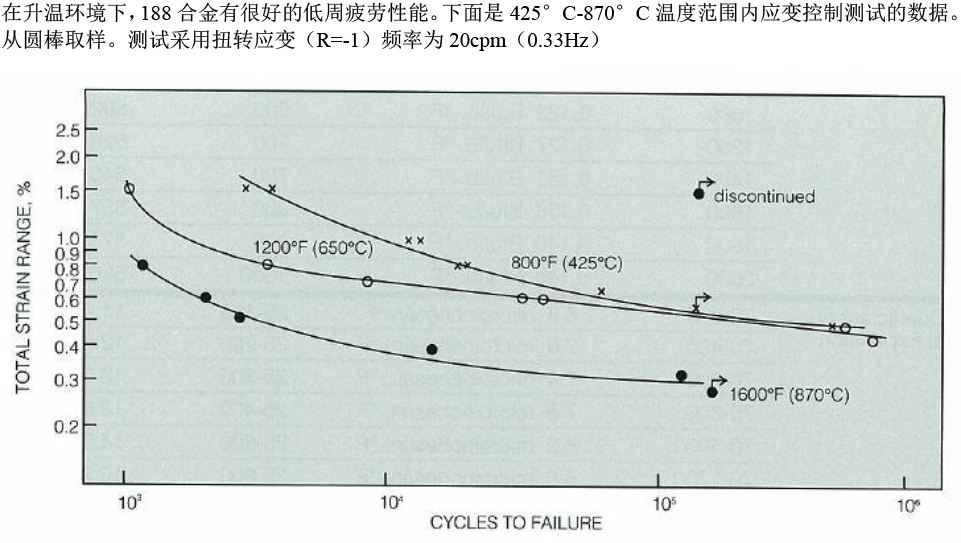
�����»����£�188�Ͻ��кܺõĵ���ƣ�����ܡ�������425��C-870��C�¶ȷ�Χ��Ӧ����Ʋ��Ե����ݡ���Բ��ȡ�������Բ���ŤתӦ�䣨R=-1��Ƶ��Ϊ20cpm��0.33Hz��
188�Ͻ�Կ�����ȼ�������кܺõĿ��������ܣ����Գ�ʱ���������¶��1095��C���¡������¶ʱ��϶̣�188�Ͻ�������ڸ��ߵ��¶ȡ�

�������ԵIJ������������ǽ�9mm*64mm*��ȵ���Ƭ�̶�����ת��ͷ�ϣ�����ȼ��װ�ò����Ļ��档ȼ��װ��ʹ��2��ȼ�͡�����ȼ�ͱ�����50��1�������ٶ�Ϊ0.3���գ���ÿ30���ӣ���Ƭ�Զ��Ƴ������������£�Ȼ�����·����Ż����
900��C ���ȸ�ʴ���� 188�Ͻ����������ȸ�ʴ�кܺõ��������������Է����Dz��õ���ȼ��װ�á���װ��ʹ��2��ȼ�ͣ���0.4%�����ͱ�Ϊ30:1. ����5ppm���ٶ�ע���˹���ˮ������ʱ��Ϊ1000Сʱ��ÿ��Сʱ�ڽ�������Ƭȡ�������������£������ٶ�Ϊ4m/s��

760��C�������� 188�Ͻ�������������кܺõĵֿ������������¶�Ϊ760��C���������ﺬ5%��H2,5%��CO��1%��CO2�� 0.15%��H2S��0.1%��H2O��ʣ�ಿ�����������Ƭ��¶ʱ��Ϊ215Сʱ������һ���dz��Ͽ��IJ��ԣ��൱�����ѹΪ10-6��10-7����������ѹ��С�������Բ����������ı����㡣 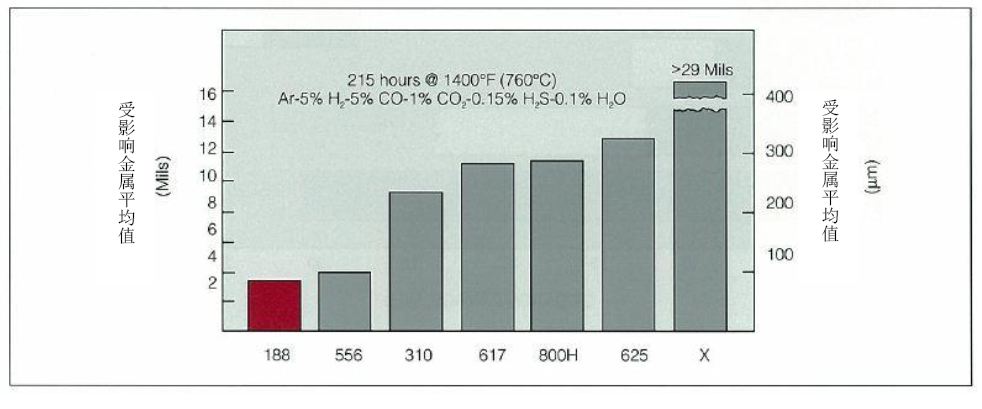
�ȴ��� 188�Ͻ�Ĺ���״̬ͨ����1175��C����̬������ʱ���ɲ��Ϻ�ȶ������������˻������Բ��ø��͵��¶ȣ����Ǽӹ�����Ժ����������ȴ����Դﵽ�������ܡ������µļ�������
���� 188�Ͻ����ö��ֺ��ӷ���������TIG, MIG, �绡������Ĥ�缫�������������͵��躸��188�Ͻ�ĺ������ܺ�25�Ͻ����ơ�������ʹ������
1.�������������������ǰ��������ຸ��������ڱ��档���ۣ��۱ʱ�ǣ������P�������ﶼ����ȫ�������������Ҫ�Ӵ�ͭ��ͭ�IJ��ϡ�����ʱ��������ǹ����˻�̬�������DZ���������״̬��
2.ѡ���Ͻ���ʹ�óɷ�����ĺ��ϡ����������ȴ���9.5mmʱ������ʹ��230-WTM���ϡ���Ĥ�����绡������ʹ��25�Ͻ�ĵ缫��AMS5796������������ĺ��ӣ�����188�Ͻ�������Ͻ��ܻ��Ͻ������Ͻ�ĺ��ӣ�����188�Ͻ�230-W�߲ģ�556TM�Ͻ𣬹���S�Ͻ�AMS5838�����߹���W�Ͻ�AMS5786,5787���ĺ��Ӳ�Ʒ�����ϡ�
3.Ԥ�ȣ�����¶Ⱥͺ����ȴ��������������ĺ����¶ȸ���0��C��һ�㲻��Ҫ��Ԥ�ȡ�����¶�ͨ���ϵ͡�����Ҫ������֮��ɲ��ø�����ȴ������������ȴ�������ܴ�����Ⱦ�188�Ͻ���Ҫ�����ȴ�����
����