3D��ӡ����

��ɫ������֬(��ABS) [����Լ۱�]
�������Ʒ���ְ�ģ�͵ȣ�1�콻����֤
���;��� : 0.1 mm
����UV ��֬���ɾۺ��ﵥ����Ԥ������ɣ����м��й�(�����)������(���Ϊ������)����һ�������������(250-300����)��������������ۺϷ�Ӧ����ɹ̻���������֬һ��ΪҺ̬��һ������������ǿ�ȡ����¡���ˮ�ȵIJ��ϡ�
Ӧ�÷�Χ��
������֬����ABS��������ٳ�������֬������Խ���ò��������ڴ�ͳ�Ĺ������ϣ�����ABS��PC��PBT�ȣ������ܱ������Ӧ����������ҽ����е,���õ��Ӳ�Ʒ����������������Ӧ�õ�ˮ������������������ģ�͡��ɴ�ŵĸ���ģ�͡���ܲ��ԡ���������ģ�͵ķ��档С��ģ�͡��ְ���������鱦��������ѹĤ������
�����ص㣺
���������á���Ӳ����ˮ�Ĺ����������̻����١����;��ȸߡ�����Ч���á�������ABS���ܣ���еǿ�ȸߡ�����ζ���ʹ��桢ͨ����ǿ����װ�䡢���Թ�����˿���������ᡢ����˿ӡ���ص㣬�����ڹ�������SLA���ٳ����豸��
��Ҫ����������
| ���;��� |
��0.1%��L��L>100mm�� |
���ߴ� |
600��600��400mm |
| ���ͷ�ʽ |
SLA |
����ֲڶ� |
�⻬ |
| ��Ʒǿ�� |
�� |
�ȱ����¶� |
55�棨0.46MPa�� |
| ��С�ں� |
0.4mm���� |
��ӡ֧�� |
�У��ֹ�ȡ�� |
| ��ӡ�ɱ� |
�ϵ� |
������� |
�����ĥ�������ᡢ˿ӡ��UV |
| ��ƷӦ�� |
1����Ʒ��ǣ����������ṹ��֤
2����Ʒ�ڲ��ṹ������װ����֤
3�����ײ�Ʒ��֤
4���ְ塢��Ʒ
5������������1-200���� |
��ӡ���� |
1�����ڿ죺24Сʱ����
2���ɱ��ͣ�3D��ӡ�м۸����
3������ã�����⻬
4�����ȸߣ�������ƽ������ |
�ر�˵����
1�����ر�ǿ��Ҫ��IJ�Ʒ����ѡ�������ϴ�ӡ
2�����ر�߾���Ҫ����С���IJ�Ʒ����ѡ�߾��Ȳ��ϴ�ӡ
3����Ʒ����չ��չʾ�����洦���ȹ�����������������ϵ��������������Ľ��������

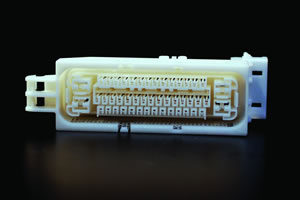
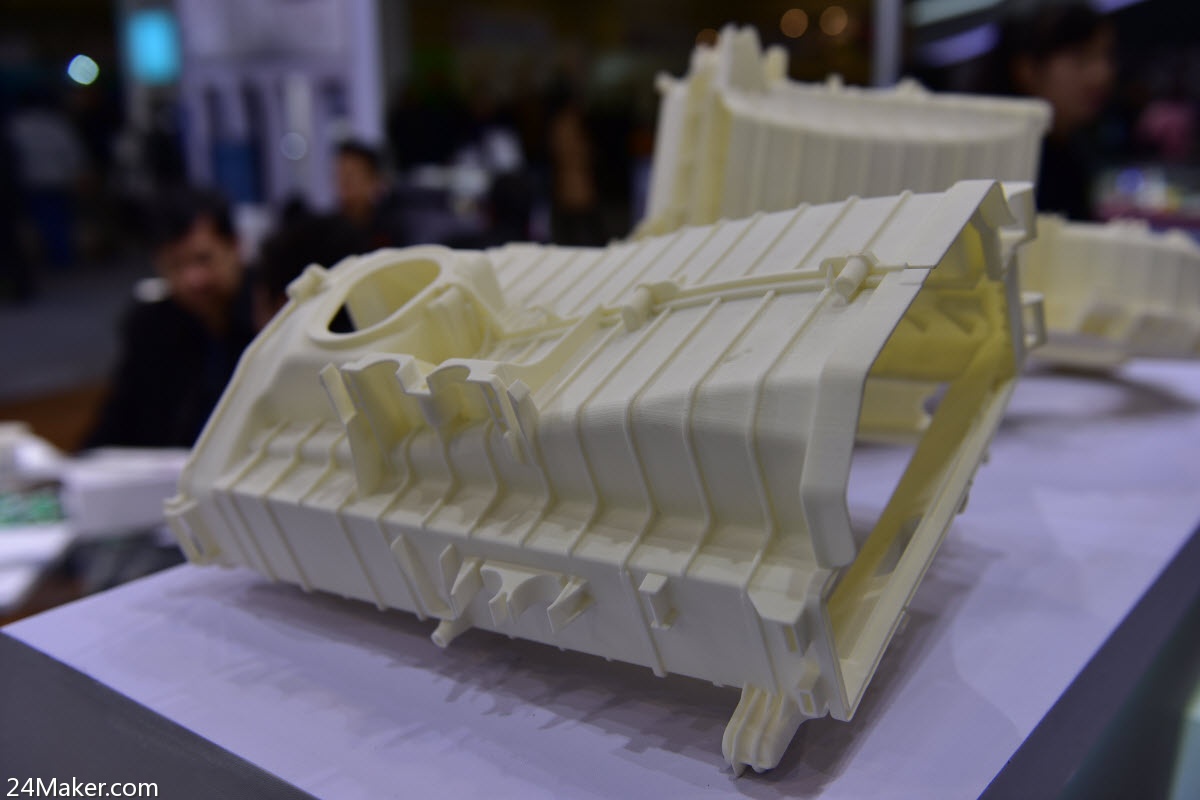
����������֬
�������ϣ������������ȫ��
���;��� : 0.1 mm

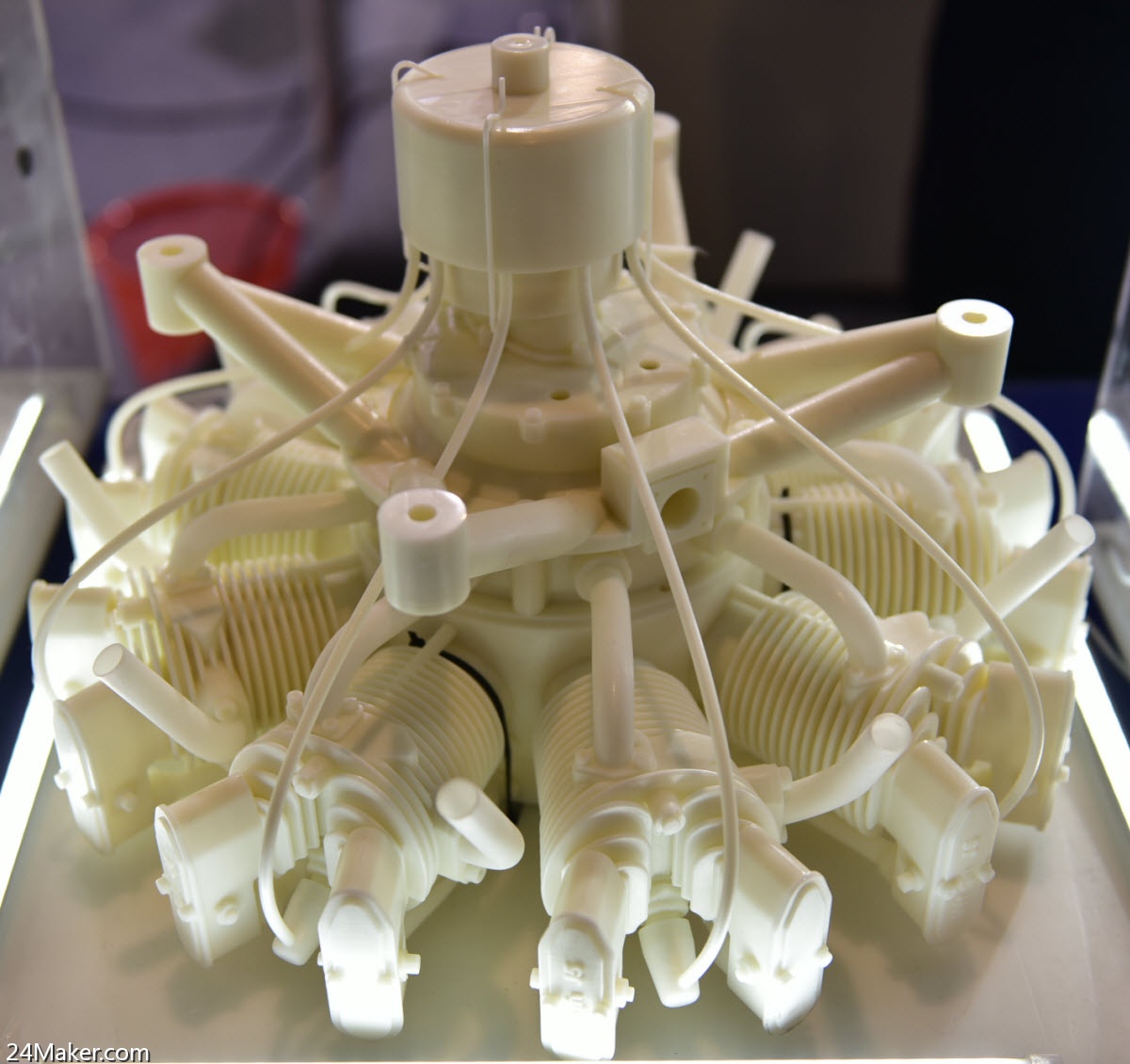
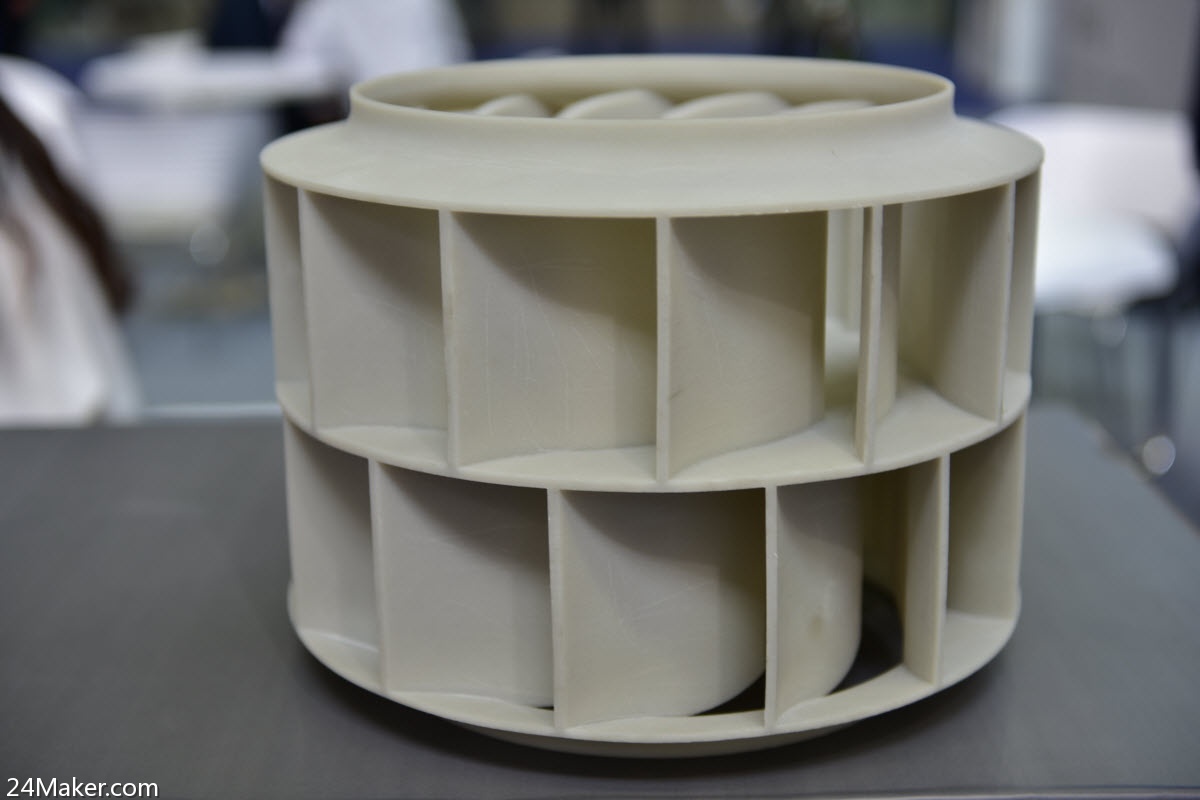
ȫ��������֬
�������������ģ��չʾ�ڲ��ṹ
���;��� : 0.1 mm
��һ�ֵ�ճ��Һ�������֬��ǿӲ�����͡���ˮ����������ABS���ϡ�����ȥ��������ʵ�������ϣ���������ķ�ˮ�ͳߴ��ȶ��ԣ����ṩ����ABS��PBT���ڵĶ������ƹ������ϵ����ԣ���Щ����ʹ�����ʺ�����������ҽ���Լ��������Ʒ����
��Щ��ӡ��������Դ�ĥ�⡢���ᡢ��Ϳ��˫�������ӽ���ɫ��������������ʵ�����Ĺ������ϡ�
������3D��ӡ�б����������ϼӹ����������Ч��Ҫ�ﵽPMMA��PCЧ��������Ҫ��ĥ�⡢��uv��Ⱦɫ�ȴ�����������������3D��ӡ�����Դ�������ɫ������ɫ������ɫ���������������������ƾߡ���Ѫ��ģ�͡�����Ҫչʾ�ڲ��ṹ��ģ�Ϳ��Դ�������ɫ����
���÷�Χ��
��������ҪӦ����Һ��������������װ��⡢����ģ�͡�����ģ�͡���ѧ��ѵ�ȡ�
����������ij��κ���ϲ���
�������۾������֡�����
Һ���Ŀ��ӻ�
��Ⱦ
ҽ��
������չƷ��ģ
��Ҫ����������
| ���;��� |
��0.1%��L��L>100mm�� |
���ߴ� |
600��600��400mm |
| ���ͷ�ʽ |
SLA |
����ֲڶ� |
�⻬ |
| ��Ʒǿ�� |
�� |
�ȱ����¶� |
56�棨0.46MPa�� |
| ��С�ں� |
0.6mm���� |
��ӡ֧�� |
�У��ֹ�ȡ�� |
| ��ӡ�ɱ� |
�ϵ� |
������� |
����ĥ�����������洦����ȫ�� |
| ��ƷӦ�� |
1������Ч���IJ�Ʒ����
2�����ѻ��ӹ�������Ʒ |
��ӡ���� |
1����������
2������ĥ������Ч��
3�������ĥ����ɫ������ȫ��Ч��
3���۸�ʵ�� |
�ر�˵����
1���ְ�����ȫ������
2������3D��ӡ��ֻ�����ڲ�Ʒ�����֤
3�����ɲ���������
4����Ʒ����չ��չʾ�����洦���ȹ�����������������ϵ��������������Ľ��������
�߾��ȹ�����֬
�ߴ�Ҫ��ߣ�����ϸС���
���;��� : 0.02 mm
MJP�߾�����֬��VisiJet Crystal ��PP��������
����MJP��ӡ������3D Systems��˾��ProJetϵ��3D��ӡ��ʹ��VisiJet ϵ�в��ϣ������쾫ȷ����������ģ�ͺ�ԭ�ͣ����ڸ�����֤�����ܲ��ԡ�ģ�����졢ֱ������ģ�ߵȡ�VisiJetϵ�в������������䡢��Դ������Ʒ�����֡�ҽ�Ʊ�����������������ֱ�г���
�����ص㣺
���Ժã��������ԣ������ԣ��ȶ��Ժã�ˮ���ԣ����������ԣ������Եȡ�
��ȫ���Ϲ��ܲ��ԺͿ�����ģӦ��������������Ժ��ȶ��ԡ�
��ӡ���㲿���ɽ�����ס�ճ�ϡ���̡��ƽ�Ⱥ�����֧�Ų��ϲ���ʹ�������ס���ȫ�����һ���������ľ������ա�
�߱��˴�����ԭ��������������;Ӧ������������Ӹкʹ��С�
VisiJet Crystal��USP��������֤����ҽ��Ӧ�ò��ϡ�

��Ҫ����������
| ���;��� |
��0.02mm |
���ߴ� |
298*185*203mm |
| ���ͷ�ʽ |
MJP |
����ֲڶ� |
�⻬ |
| ��Ʒǿ�� |
�ϴ� |
�ȱ����¶� |
56�棨0.46MPa�� |
| ��С�ں� |
0.3mm���� |
��ӡ֧�� |
�У������Զ�ȡ�� |
| ��ӡ�ɱ� |
�ϸ� |
������� |
���ɱ������ |
| ��ƷӦ�� |
1������ϸС�IJ���
2�����ܼ��Ĺ��ܼ����֤
3����Ʒ������װ����֤
4������ԭ�͡���ƹ�ͨ |
��ӡ���� |
1���߾��ȣ��ɴﵽ0.02mm
2��ϸ����������
3�����߾�ȷ�ȣ��߽DZ�ֱ�ɾ�����
4�������ϸ�ھ�������
5�����ٶȺ�Ʒ�ʺ϶�Ϊһ |
�ر�˵����
1����ǰ������ߵ�3D��ӡ����
2����Ʒ�ϴ࣬���Բ�ǿ
3��������֧�ţ�������֧��ȥ������
4����Ʒ����չ��չʾ�����洦���ȹ�����������������ϵ��������������Ľ��������

������֬
���³���100�ȣ���������ģ������ע�ܣ��ʺ�ijЩ�ܽ�����
���;��� : 0.1 mm


������PA12(PA2200)
��ǿ�ȡ���ĥ�ԡ����µĹ��������
���;��� : 0.1 mm
EOS������ĩPA2200(������PA12) 3D��ӡ����
PA2200������100%��PA12������ĩ���ɣ����ְ�ɫ�����й㷺��Ӧ������������ƽ�⡣��ĩ����״�������ֲ���խ����ƽ�Ժá�������3D��ӡ�豸 ���ù�����ѡ���Լ����ս���ٳ���
���ϳɷ�
��100%��PA12������ĩ���ɣ����ְ�ɫ��
��������
��ǿ�ȸ߸��ԡ��Ϻõ���ʴ�ԡ����սᲿ���ɳ���ʹ�ã�
�߾��ȡ����ֺ�����ʽ������ EN ISO 10993-1��USP/level VI/121 ��C����������ԣ�����EU 2002/72/EC��ʳ��Ӵ��ı�
�dz��õĻ�е����
������ʳƷ��;���߾ƾ��������⣩
�����ʣ�ϸ�ڷֱ��ʸ�
�dz��õij����ȶ���
�ɽ��и���Ⱦɫ�������Ϳ
Ӧ��ʵ��
ȫ���ܸ�Ʒ������
���ע�ܼ�
��֫
���Ӽ�
�߱�������������ij��ع��ܲ���
��Ʋ���
���ղ�Ʒ����Ʒ����
��Ҫ����������
| ���;��� |
��0.1mm���0.1%��L��L>100mm�� |
���ߴ� |
750x380x580mm |
| ���ͷ�ʽ |
SLS |
����ֲڶ� |
�ֲ� |
| ��Ʒǿ�� |
ǿ |
�ȱ����¶� |
120�棨0.46MPa�� |
| ��С�ں� |
0.6mm���� |
��ӡ֧�� |
�ޣ������ |
| ��ӡ�ɱ� |
�ϸ� |
������� |
���治�⻬�����������⻬��ϸ�´�ĥ |
| ��ƷӦ�� |
1��ʹ������ǿ��Ҫ��IJ�Ʒ
2���߱�������������ij��ع��ܲ���
3�����սᲿ���ɳ���ʹ��
4��ȫ���ܸ�Ʒ������
5������������1-200���� |
��ӡ���� |
1�������������ԡ���ĥ��
2������һ���ĸ���
3�����н�ǿ��ǿ�� |
�ر�˵����
1��ģ�Ͱ��������ı�Ե�����ᱻ��Բ��
2������ϴֲڣ��ǹ⻬ƽ��
3���������������
4����Ʒ����չ��չʾ�����洦���ȹ�����������������ϵ��������������Ľ��������

����+����(PA3200GF)
��ǿ�ȡ���ĥ�ԡ����µĹ��������
���;��� : 0.1 mm
PA3200GF(����+����)
����������ĩPA3200 GF��һ�ְ�ɫ�����������ľ�����12��ĩ����������������ĸ��������ö����쳤����ϡ�
�������������ĩ����30%������ά������䲣�˵�PA12������ĩ���ɣ����ְ�ɫ.
��������
�߸��ԡ�����ĥ�ԡ���������
����ϸ�ںá��������ξ��Ⱥá����������á������������ܼѡ�
����ij���ʹ�����ܡ�
1���߸նȣ�
2����ĥ�ԣ�
3���Ľ����¶����ܣ�
4�����õ��ȸ���������
5������ı���������
6���߳ߴ羫�Ⱥ�ϸ�ڷֱ��ʣ�
7�����õļӹ���
Ӧ��ʵ��
ȫ���ܸ�Ʒ�ʿ���ԭ�ͼ�
�������㲿����ֱ���㲿�����죩����Ҫ�߱��߸��ԡ��߿��ȱ��������IJ�����
1��Ӳ����ǣ�
2������ϵ�ĥ���ĥ��Ҫ��
3������������ʹ�õ������
4���������������������ڵ���֣�
5������˿ģ��
6����Ҫ�ض��նȣ����ȱ����¶Ⱥ͵�ĥ����κ�����Ӧ�ã�
��Ҫ����������
| ���;��� |
��0.1mm���0.1%��L��L>100mm�� |
���ߴ� |
340x340x620mm |
| ���ͷ�ʽ |
SLS |
����ֲڶ� |
�ֲ� |
| ��Ʒǿ�� |
��ǿ |
�ȱ����¶� |
140�棨0.46MPa�� |
| ��С�ں� |
0.6mm���� |
��ӡ֧�� |
�ޣ������ |
| ��ӡ�ɱ� |
�ϸ� |
������� |
���治�⻬�������������� |
| ��ƷӦ�� |
1��Ӳ�����
2��������ֱ���㲿������
3���������Ʒ
4������������1-200���� |
��ӡ���� |
1������������ʹ�õ����
2����Ҫ�߱��߸��ԡ��߿��ȱ�������
3����Ҫ�ض��նȣ����ȱ����¶Ⱥ͵�ĥ���Ӧ�� |
�ر�˵����
1���ܽ���Ĵ�ӡ��Ʒǿ�����
2������ϴֲڣ��ǹ⻬ƽ��
3����Ʒ��ɫΪ̸��ɫ
4����Ʒ����չ��չʾ�����洦���ȹ�����������������ϵ��������������Ľ��������

����
�鱦���Σ����е���������ģ����
���;��� : 0.02 mm
��������3D��ӡ��EnvisionTEC RCP30 ��ABS��ɫ�ܽ���
EnvisionTEC��RCP30������֬���ڷdz��ߵķֱ��ʽ�����ͺͼ�Ӳ�IJ��֡������Դ�EnvisionTEC����Perfactory?��Ʒ���д�����RCP30�����ڹ�����ĥ����Ӳ�����²�����������Ĺ�����ģ�������������ϡ�
������һ������������ɫ��ۡ�RCP30����������Ҫ�����ĸ��Ժߵ��������¶ȵ�Ӧ�ã���ÿ��壬��Ƭ�����Բ���Ϊ�綴�����⾵��������Ӧ�á�
Ӧ�÷�Χ��
ģ�������ڿ��������ֱ���������ò��Ͼ��и߾��Ⱥ߱��������ŵ�,ʹ�øò��ϴ�ӡ��ģ��Ч��ͼ����ϸ�����������⻬�� �㷺�������鱦���Ρ���ҽ����е�����֣�����Ԫ����С������Ʒ���ղ�Ʒ����е����Ⱦ�����ģ��������
���Ч���������ij�Ʒ����⻬���ɺ����ϸ�����ɫ��
����������
�������ߴ磺192 x 120 x 230mm
����ӡÿ���ȣ�0.025~0.15mm
����+/-0.025mm
�Ƽ���Сϸ����0.5mm
�Ƽ���С�ں�0.5 mm
�ʺ϶Ծ���Ҫ��ߵ�С�ߴ�ģ��


�����(316L)
�ṹ���ӣ���ͳCNC���ӹ��Ĺ��������
���;��� : 0.1 ~ 0.2 mm
EOS StainlessSteel PH1����ֲ���
����ֲ��ϣ���ǿ�Ⱥ����ԣ������ڹ�����ԭ�ͼ������㷺Ӧ���ڹ�ҵ�ͺ��պ�������

EOS StainlessSteel PH1����ֲ��ϣ���ǿ�Ⱥ����ԣ������ڹ�����ԭ�ͼ���ϵ����������㷺Ӧ���ڹ�ҵ�ͺ��պ����������ַ�����ȼ���ң����ڡ������㲿����
���漼�����ݣ�
��������
һ����̺ͼ�������
�Ƽ���ĺ��Ϊ 20��m 0.8�ܶ�
��ʵ������ľ���
С�����<80��80mm�� ��20 - 50�� 0.8 - 2.0�ܶ�
����� ��0.2��
��С�ں� Լ0.3-0.4����Լ0.012-0.016Ӣ��
����ֲڶ�
���账���� ��2.5-4.5�ܶ���RY15 - - 40�� ��0.1-0.2�ܶ���RY0.6 - 1.6��
����� RZ��С�ɴ�0.5�ף������Ƿdz���ϸ���⣩
�ݻ���
��������20�ײ㣬ȫ�ܶȣ� 1.8��������/�� 0.44����Ӣ��/Сʱ
40��m�IJ������ȫ�ܶȣ� 3.2��������/�� 0.7����Ӣ��/Сʱ
����������ͻ�ѧ����
���ϳɷ� ��
�����Ͻ�Ԫ�ز�����ɵĸ�
����14 - 15.5������������
����3.5- 5.5%������
ͭ��2.5 - 4.5%������
�̣�С�ڻ����1%����������
�裨С�ڻ����1%����������
�⣨С�ڻ����0.5%����������
�꣨0.15 - 0.45������������
̼��С�ڻ����0.07%(����)��
����ܶ�������� Լ100%
�ܶ�������� 7.8��/�������� 0.28��/����Ӣ��
��е�������£�
���� |
ѹ�����⣨��650���£�һСʱ����£� |
| ������ǿ�� |
|
|
| ��ˮƽ����XY�� |
��С850MPa ��123ksi�� 930 �� 50 MPa (135 �� 7 ksi) |
1100MPa��160ksi�� |
| �ڴ�ֱ����Z�� |
��С850MPa ��123ksi�� 960 �� 50 MPa (139 �� 7 ksi) |
980MPa��142ksi�� |
| ����ǿ�ȣ�REL������ǿ�ȣ� |
|
|
| ��ˮƽ����XY�� |
��С530MPa��77 KSI�� 586��50MPa��85��7 KSI�� |
590MPa��86 KSI�� |
| �ڴ�ֱ����Z�� |
��С530MPa��77 KSI�� 570 �� 50 MPa (83 �� 7 ksi) |
550����(80 ksi) |
| ����ǿ�ȣ�ReH������ǿ�ȣ� |
|
|
| ��ˮƽ����XY�� |
��С595MPa��86KSI�� 645 �� 50 MPa (94 �� 7 ksi) |
634 MPa(92 ksi) |
| �ڴ�ֱ����Z�� |
��С580MPa��84KSI�� 630 �� 50 MPa (91 �� 7 ksi) |
595MPa(86 ksi) |
| ����ģ�� |
170 �� 30 GPa (25 �� 4 msi) |
180 GPa (26 msi�� |
| �����쳤�� |
| ˮƽ����XY�� |
��С25�� 31��5�� |
29% |
| ��ֱ����Z�� |
��С25�� 35��5�� |
31% |
| Ӳ�� |
| ������� |
30-35HRC |
��С40HRC |
���������£�
| ������ϵ�� |
| 20 - 600 ��C (68 - 1080 ��F) |
14 x 10-6 m/m ��C 7.8 x 10-6in/in ��F |
| ����ϵ�� |
| 20 ��C (68 ��F) |
13 W/m ��C 90 Btu/(h ft2 ��F/in) |
| 100 ��C (212 ��F) |
14 W/m ��C 97 Btu/(h ft2 ��F/in) |
| 200 ��C (392 ��F) |
15 W/m ��C 104 Btu/(h ft2 ��F/in) |
| 300 ��C (572 ��F) |
16 W/m ��C 111 Btu/(h ft2 ��F/in) |
| ��߹����¶� |
| 550��C 1022 ��F |

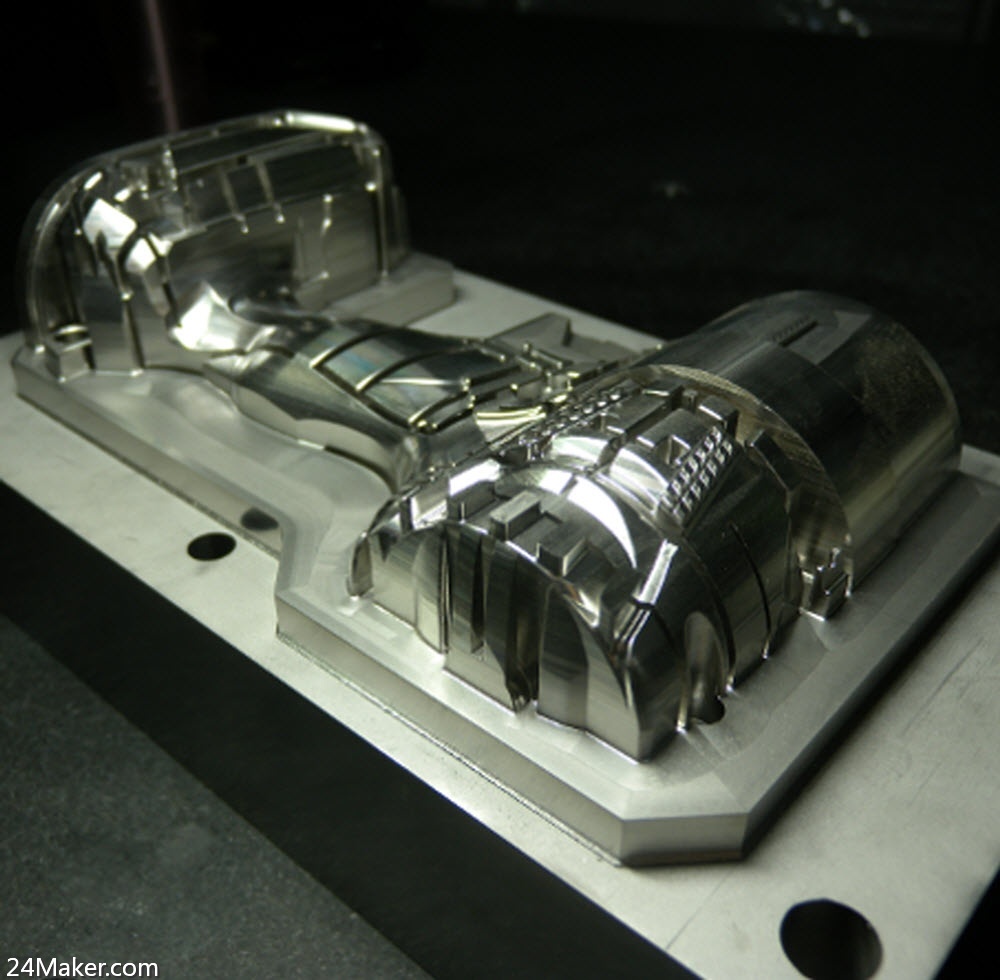
ģ�߸�(1.2709)
ģ������ˮ·����ȣ��ɼ�3D��ӡ
���;��� : 0.1 ~ 0.2 mm
EOS MaragingSteel MS1��ǿ�ȸֲ���
�ظ�ǿ�ȸ֣�������ע��ģ�ߣ����������
������ע��ģ�ߣ����������

���Ͻ�(AlSi10Mg)
���������պ�������ι��������
���;��� : 0.1 ~ 0.2 mm
EOS Aluminium AlSi10Mg���Ͻ�
���Ͻ���ҪӦ���ں��պ��졢�����������ҵ�С�

��ͼ��������ԭ�ͼ������ڽṹ��֤�������֤��
���Ͻ���ҪӦ���ں��պ��졢�����������ҵ�У�����������ԭ�ͼ������ڽṹ��֤�������֤��

���漼��������
| �������� |
| һ����̺ͼ������� |
| ��ʵ������ľ��� |
��100�� |
| ��С�ں� |
Լ0.3-0.4mm,0.012-0.016Ӣ�� |
| ����ֲڶ� |
| ��ĥ���ͺ� |
Ra 6 - 10 ��m, Rz 30 - 40 ��m
Ra 0.24 - 0.39 x 10-3 inch
Rz 1.18 - 1.57 x 10-3 inch |
| ���账���� |
Ra 7 - 10 ��m, Rz 50 - 60 ��m
Ra 0.28 - 0.39 x 10-3 inch
Rz 1.97 - 2.36 x 10-3 inch |
| �ݻ��� |
| 7.4 mm3/s (26.6 cm3/h) 1.6 in3/h |
| ����������ͻ�ѧ���� |
| ���ϳɷ� |
�� |
| ����С�ڻ����0.55������������ |
| ͭ��С�ڻ����0.05�������� |
| �̣�С�ڵ���0.45������������ |
| þ��0.2 - 0.45������������ |
| ����С�ڻ����0.05%���������� |
| п��С�ڻ����0.10������������ |
| Ǧ��С�ڻ����0.05%���������� |
| ����С�ڻ����0.05������������ |
| �ѣ�С�ڻ����0.15������������ |
| �裨9.0 - 11.0������������ |
| ����ܶ�������� |
Լ99.85% |
| �ܶ�������� |
2.67��/�������� 0.096��/����Ӣ�� |


���ϵĻ�е���ܣ�
| ���� |
�ȴ��� |
| ������ǿ�� |
|
|
| ��ˮƽ����XY�� |
460��20 MPa 66.7��2.9ksi |
345��10MPa 50.0��1.5 ksi |
| �ڴ�ֱ����Z�� |
460��20 MPa 66.7��2.9ksi |
350��10MPa 50.8��1.5 ksi |
| ����ǿ�ȣ�Rp0.2�� |
|
|
| ��ˮƽ����XY�� |
270��10 MPa 39.2��1.5ksi |
230��15 MPa 33.4��2.2ksi |
| �ڴ�ֱ����Z�� |
240��10 MPa 34.8��1.5ksi |
230��10 MPa 33.4��2.2ksi |
�����쳤��
|
|
|
| ˮƽ����XY�� |
��9��2��% |
��12��2��% |
| ��ֱ����Z�� |
��6��2��% |
��11��2��% |
| ����ģ�� |
|
|
| ˮƽ����XY�� |
75��10 GPa 10.9��0.7Msi |
75��10 GPa 10.2��0.7Msi |
| ��ֱ����Z�� |
75��10 GPa 10.2��0.7Msi |
60��10 GPa 8.7��0.7Msi |
| Ӳ�� |
Լ119��5 HBW |
| ƣ��ǿ�� |
|
|
| ��ֱ����Z�� |
Լ97��7MPa Լ14.1��1.0ksi |
���ϵ������ܣ�
���� |
�ȴ��� |
| ����ϵ����20�棩 |
|
|
| ˮƽ����XY�� |
Լ103��5W/m��C |
Լ173 �� 10W/m��C |
| ��ֱ����Z�� |
Լ119��5W/m��C |
Լ173 �� 10W/m��C |
| ������ |
|
|
| ˮƽ����XY�� |
Լ920 ��50 J/kg��C |
Լ890 ��50 J/kg��C |
| ��ֱ����Z�� |
Լ910 ��50 J/kg��C |
Լ890 ��50 J/kg��C |

�ѺϽ�(Ti6Al4V)
��ǻҽ�ơ�ֲ����ȹ��������
���;��� : 0.1 ~ 0.2 mm
�ѺϽ�Ti6Al4V��
�ɷ�ΪTi6AAlV4���������ķ��������ϱ���С�����ᡢ���Ҿ��зdz��õĻ�е���ܺ���ʴ�ԣ������ں��պ����������������

��ͼ���ƶ����㲿����
�ɷ�ΪTi6AlV4���������ķ�����������֪�IJ��ϱ��طdz�С�����ᡢ���Ҿ��зdz��õĻ�е���ܼ���ʴ�ԣ������ں��պ����������������

���漼��������
| �������� |
| һ�㴦������ |
| ��ʵ������ľ��� |
��50�� |
| ��С�ں� |
Լ0.3-0.4���ף�0.012-0.016Ӣ�磩 |
| ����ֲڶ� |
| Ti64_30_030_default.job |
Ra 9 - 12 ��m, Rz 40 - 80 ��m |
| Ti64 Performance (30 ��m) |
Ra 0.36 �C 0.47 x 10-3 inch, Rz 1.6 �C 3.2 x 10-3 inch |
| Ti64 Speed 1.0 (60 ��m) |
9 mm3/s (32.4 cm3/h) 1.98 in3/h |
| �ݻ��� |
| Ti64_30_030_default.job |
3.75 mm3/s (13.5 cm3/h) |
| Ti64 Performance (30 ��m) |
0.82 in3/h |
| Ti64 Speed 1.0 (60 ��m) |
9 mm3/s (32.4 cm3/h) 1.98 in3/h |
| ����������ͻ�ѧ���� |
|
| ���ϳɷ� |
�� |
| ����5.5-6.75%���������� |
| �� ��3.5-4.5%���������� |
| ������2000ppm�� |
| ������500ppm�� |
| ̼��С��800ppm�� |
| �⣨С��150ppm�� |
| ������3000ppm�� |
| ����ܶ� |
Լ100% |
| �ܶ� |
4.41��ÿ�������� 0.159 ��ÿ����Ӣ�� |
����Ļ�е���ܣ�
|
���� |
�ȴ��� |
| ������ǿ�� |
|
|
| ��ˮƽ����XY�� |
1230 �� 50 MPa 178 �� 7 ksi |
��С930 MPa (134.8 ksi) 1050 �� 20 MPa (152 �� 3 ksi) |
| �ڴ�ֱ����Z�� |
1200 �� 50 MPa 174�� 7 ksi |
��С930 MPa (134.8 ksi) 1060 �� 20 MPa (154 �� 3 ksi) |
| ����ǿ�ȣ�Rp0.2�� |
|
|
| ��ˮƽ����XY�� |
1060 �� 50 MPa 154 �� 7 ksi |
��С860 MPa (124.7 ksi) 1000 �� 20 MPa (145 �� 3 ksi) |
| �ڴ�ֱ����Z�� |
1070 �� 50 MPa 155 �� 7 ksi |
��С860 MPa (124.7 ksi) 1000 �� 20 MPa (145 �� 3 ksi) |
| �����쳤�� |
| ˮƽ����XY�� |
(10 �� 2) % |
��С10%(14 �� 1 %) |
| ��ֱ����Z�� |
(11 �� 3) % |
��С10 %(15 �� 1 %) |
����ģ��
|
|
|
| ˮƽ����XY�� |
110 �� 10 GPa 16 �� 1.5 Msi |
116 �� 10 GPa 17 �� 1.5 Msi |
| ��ֱ����Z�� |
110 �� 10 GPa 16 �� 1.5 Msi |
114 �� 10 GPa 17 �� 1.5 Msi |
| Ӳ�� |
320 �� 12 HV5 |
| ��߳��ڹ����¶� |
Լ350�� Լ600��F |
ѡ�����ǵ�����
���ļ�һ���ϴ�
���ٲ���ʱ�� | һ�ײ�Ʒ�Ķ��ģ�ͣ�����һ�����ϴ�
24Сʱ�����µ�
���ٹ�ͨʱ�� | ����ʱ�䡢���ص㡢�����˹���Ԥ
�۸�������
���ٱȼ�ʱ�� | ���ۿͻ���С��������С������ͳһ�Դ�
�ϸ�Ʒ�ʱ�֤
�����ۺ�ʱ�� | ��ҵ���߾���3D��ӡ��ȷ����Ʒ�ߴ羫��
�����������
���ٵȴ�ʱ�� | �ϸ��ڱ�֤�����24Сʱ������ʡ�ġ����ģ�
����3D��ӡ��������