1.翘边

图中金字塔前面的角抬起了。
●问题:模型底部一个或多个角翘起,就无法水平附着于打印平台。会导致顶部结构出现横向裂痕。
●原因:翘边是常见问题,往往发生于第一层塑料因冷却而收缩时。模型边缘因此而卷起。
●处理:
使用加热打印床,使塑料保持温度,不至于固化――称为“玻璃化转变温度”。第一层材料可平坦地附着于打印床。
在打印床上均匀地涂上薄薄一层胶水,增加第一层材料的附着力。
确保打印床完美水平。
可能需要增加垫子结构,来加固打印平台的粘着力。
即使打印机有加热床,还是建议用胶水,并且调平打印床。
2.大象腿

图中不易察觉:底部的凸起。
●问题:模型底部(即,第一层)比设计的尺寸宽。
●原因:为了避免翘边,用户常常会压扁第一层材料。这容易使底部突出――因此成为“大象腿”。也可能随着模型重量的增加而对第一层材料形成挤压,如果此时底层还未固化(尤其是打印机有加热床的情况下),就可能形成此问题。
●处理:要想同时避免翘边和大象腿,有点难。为了尽可能减少模型底部的突起,建议调平打印床,打印喷头略微远离打印床(但不要太远,否则模型就无法粘附了)。此外,略微降低打印床温度。
如果是自己设计的3D模型,在模型的底部挖个小倒角。从5毫米和45度的倒角开始试验,直至最理想的效果。
3.第一层的其他问题
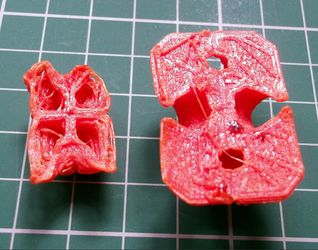
图右:第一层不平;图左:由于底部太小而翘边。
●问题:第一层材料粘附不理想,因此有些结构出现了松散。
底部出现了不需要的材料线。
●原因:这是打印床没有调平的典型案例。如果喷嘴离打印床太远,底面就会出现不需要的线条,或者第一层无法粘附。如果喷嘴靠得太近,就会结块。
此外,打印床要尽可能干净。打印平台的指纹印可能会影响第一层的粘附。
●处理:
使用打印机软件,重新调平打印平台。
清理打印平台上的指纹印。
打印前涂上薄薄一层胶水。
4.底部结构收缩
●问题:模型底部零部件凹陷。
●原因:加热床温度过高。
加热挤出后的塑料像橡胶一样:先展开,然后冷却收缩。打印床的热度只能传递到一定高度(取决于温度)。此高度以下的塑料保温和可延展时长超过了上方的塑料材料。因此,受上层重量的挤压,底部凹陷。
●处理:降低打印床热度。有些打印机的打印床默认温度是75?C,然而PLA材料的最佳温度是50-60?C。此外,打印机内低处的冷却风扇全速转动。
打印小型模型时,建议一次打印两份或者同时打印两件不同的模型。如此一来,打印头在每一层停留的时间就会延长。
打印底座大的模型时,不要降低打印床温度――否则,容易翘边。
5.倾斜的打印件/层错位

●问题:上层移位。
●原因:X或Y轴的打印头不易移动。
X或Y轴没有对齐,也就是说没有构成100%的直角。
有滑轮没有固定到位。
●处理:
关掉打印机电源,徒手试试是否能轻松移动各轴。如果感觉僵硬,或者某个方向更易/较难移动,那么在轴上抹一滴缝纫机油。
为了检查各轴是否对齐:向打印机左侧和右侧移动打印头,检查滑块间距、两边的滑轮。重复此步骤,检查打印机前后。如果存在未对齐的情况,松开有问题的滑轮螺丝。略微推动滑块,对齐轴,然后紧固螺丝。另一轴重复上述步骤。
检查滑轮的螺丝是否紧固。需要的话,进行加固。
6.层未对齐

●问题:模型中间的一些层出现位移。
●原因:打印机皮带没有紧固。
顶板没有加固,围绕底板摇晃。
Z轴有一根杆不够直。
●处理:
检查皮带,根据需要进行加固。
检查顶板,根据需要进行加固。
检查Z轴杆,更换不直的杆。
7.丢失层
●问题:由于跳过了某些层,导致存在间隙。
●原因:
由于某些原因,打印机未能在本该打印的层提供所需的塑料材料。这就称为(临时)未挤出。可能细丝(比如直径有差异)、细丝卷、送丝轮存在问题或者喷嘴堵塞。
打印床摩擦造成了暂时性的卡死。这是由于垂直杆没有完全与线性轴承对齐。
Z轴杆或轴承存在问题:杆歪曲、脏或抹油过度。
●处理:
找到杆和轴承的问题,并解决。比如,如果油太多,那就擦掉。
如果怀疑杆和轴承没有对齐,查阅打印机用户指南,了解矫正方式。
找到未挤出的原因会比较难。检查细丝卷和送丝系统。打印测试,看看问题有没重现――这有助于找到问题。
8.高个模型出现裂痕
●问题:侧面出现裂痕。此问题在高个模型中尤其多见。
●原因:顶部材料比底部材料降温快――因为加热床的温度无法传递至高处。因此,顶部材料的黏合度降低。
●处理:提高挤出机温度――最好提高10?C。打印床温度提高5-10?C。
9.下陷

●问题:上表面出现凹陷,甚至有洞。
●原因:通常是由于冷却存在问题。上表面不够厚实。
●处理:打印上表面时,将冷却风扇设置为最高速。确保上表面至少有6层厚度。
10.拉丝

●问题:模型零部件间出现不需要的塑料丝。
●原因:打印头在非打印状态下移动时,打印头滴落部分细丝。
●处理:大多数打印机都有回缩功能。启动此功能后,在非打印状态下移动打印头前打印机就会缩进细丝。这样就不会有多余的塑料材料从打印头滴落,形成拉丝了。确保在分层软件中启动此功能。
1.【在打印床上均匀地涂上薄薄一层胶水,增加第一层材料的附着力。】建议用UHU,用胶的时候就不要开热床了,翘边的话,用PLA会好一点,打印第一层的时候不要开吹料的风扇。同意楼主在整个过程都开热床,很有必要,特别是打印大模型,时间太长,材料的凝固,产生的应力不均,导致翘边。还有有人会用美纹纸或者是磨砂玻璃,当然也会有人用洞洞板来替代,太尔时代UP2就是用的类似于洞洞板的东西。
2.【模型中间的一些层出现位移&水波纹】这是大多数打印机出现的问题,其实是目前FDM打印机都多多少少会有的毛病,毕竟是开环控制,没有反馈,导致丢步。这是一个解决丢步的帖子:http://maker8.com/article-2735-1.html,本宅正在研究ing。然后就是常见的水波纹问题,记得陈大说是Z轴紧固不够,然后在顶部增加了固定。这里我有话要说:就是是否有必要在一般的DIY打印机Z轴增加顶部固定?有利有弊,我造的2020型材,起初看了陈大解决方案,果断加了把丝杆的顶部也固定了,一代机中没有问题,但是后来其他人组装就出现了Z轴卡位的问题,这个自己要权衡一下,如果自己安装精度水平有限,还是不要增加Z轴顶部丝杆紧固,不过确实是个好方法。我的微信平台有他关于水波纹的解决方案,不过也可以翻墙看这里:diy3dprint.blogspot.tw/2013/10/prusa-i3-3d-diy.html
3.【打印头在非打印状态下移动时,打印头滴落部分细丝。】拉丝问题有人提出的解释是,在挤出头内部。虽然回抽设置的很大,这也要看挤出电机的功率,57是要比42好得多,挤出给力,回抽也好得多,但是还是会出现问题。以E3D-V6解释,在喉管内部,一般会有耐高温的特氟龙管(部分商家会偷工减料直接用全铁,导致很容易堵头XD),但这也会导致在回抽的时候,部分料会停留在喉管内部,有人把特氟龙管换成铜套,据说解决了部分。但是窃以为,铜套不耐高温,会使挤出丝在尚未挤出时就软了,然后就容易堵头。看过部分商家的机器,他们都是自主设计的挤出头,感觉会比E3D好点。总之:就是要解决在短时间内,在打印机空乘打印时,不出丝,挤出丝快速回抽,挤出头内不留料。同时调试好切片软件设置也很有必要,比较喜欢slic3r。