http://baike.baidu.com/link?url=0HMo8BXJuMW_3WgONinfTv8uL-wOkWcl0hO6QQF4gWFOp92SL1hUZJJw5WIfE8NaYWjWchWmRPV63NX-P0LcOq
喷射成形
本词条缺少信息栏,补充相关内容使词条更完整,还能快速升级,赶紧来吧!
喷射成形,英文名(spray forming);喷射成形是用高压惰性气体将合金液流雾化成细小熔滴,在高速气流下飞行并冷却,在尚未完全凝固前沉积成坯件的一种工艺。它具有所获材料晶粒细小、组织均匀、能够抑制宏观偏析等快速凝固技术的各种优点。
目录
1 喷射成形
2 工艺应用
▪ 钢铁方面
▪ 铝合金
喷射成形
它是是把金属熔融、液态金属雾化、快速凝固、喷射沉积成形集成在一个冶金操作流程中制成金属材料产品的新工艺技术,对发展新材料、改革传统工艺、提升材料性能、节约能耗、减少环境污染都具有重大作用。 这种方法最早由英国奥斯普瑞(Osprey)金属公司获得专利权(1972年),故国际上通称其为Osprey工艺。美国麻省理工学院因采用超声气雾化技术喷射,又命名为液相动态压实工艺(liquid dynamic compaction),简称LDC法。
由于快速凝固的作用,所获金属材料成分均匀、组织细化、无宏观偏析,且含氧量低。与传统的铸一锻工艺和粉末冶金工艺相比较,它流程短、工序简化、沉积效率高,不仅是一种先进的制取坯料技术,还正在发展成为直接制造金属零件的制程。现已成为世界新材料开发与应用的一个热点。
喷射成形原理示于图。和气雾化制粉法相似,先将熔融的金属或合金液体用氮气或氩气雾化为细小液滴,只是不待凝固为粉时便直接喷射沉积成预形坯,其相对密度可达96%以上,经后续热加工(锻、轧、挤或热等静压)成全致密产品。这种喷射成形产品因受快速凝固作用使其结晶结构细化,成分均匀而无宏观偏析,它几乎具有粉末冶金制品的优点,但可省去制粉、筛分、压制和烧结等工序,降低了生产成本。
喷射成形法生产金属或合金板材和带材
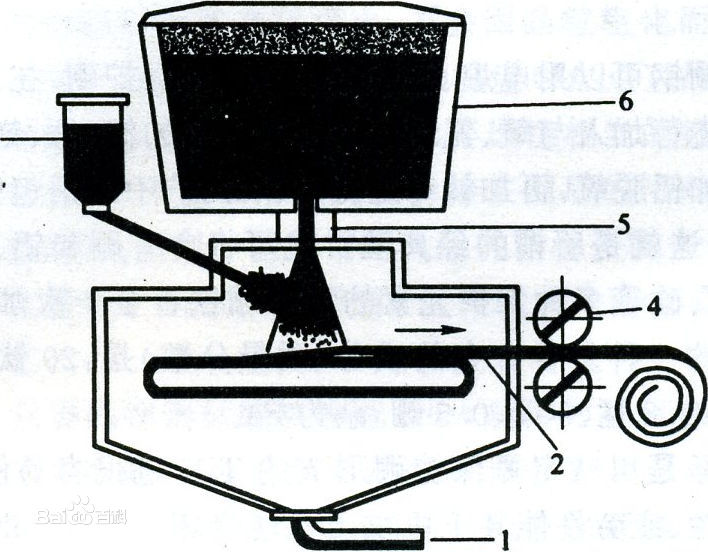
1一排气
2一沉积板
3一卷带机
4一轧辊
5一雾化器(氮或氩)
6一中间包
7一掺入颗粒注入器
喷射成形工艺可以生产扁锭、板带、圆棒、轧辊和管等型材。
亦可用于涂层,制取多层复合材料。
或掺入硬质强化颗粒生产金属基复合材料。
所制钢板最大尺寸可达1.2m×2.0m,厚度为5~10mm;高合金轧辊尺寸为φ800mm×500mm。
不锈钢管尺寸为φ0.4m×8m;镍基高温合金管直径为500~900mm,重达3.5t。
喷射成形工艺还用于生产铜合金,特别是制取铝合金,例如Al-Li、Ai-Pb合金以及Al-SiC复合材料等,该工艺的应用效果尤为成功。[1]
工艺应用
喷射成形主要应用在钢铁产品以及高强度铝合金方面。
钢铁方面
喷射成形工艺在轧辊发面的应用已经表现出突出的优势[2] 。
例如,日本住友重工铸锻公司利用喷射成形技术使得轧辊的寿命提高了3~20倍;已向实际生产部门提供了2000多个型钢和线材轧辊,最大尺寸为外径800mm,长500mm。该公司正致力于冷、热条带轧机使用的大型复合轧辊的直接加工成形研究。
又如,英国制辊公司及Osprey金属公司等单位的一项联合研究表明,采用芯棒预热以及多喷咀技术,能够将轧辊合金直接结合在钢质芯棒上,从而解决了先生产环状轧辊坯,再装配到轧辊芯棒上的复杂工艺问题,并在17Cr铸铁和018V315Cr钢的轧辊生产上得到了应用。
其次,喷射成形工艺在特殊钢管的制备方面也获得重要进展。
比如,瑞典Sandvik公司已应用喷射成形技术开发出直径达400mm,长8000mm,壁厚50mm的不锈钢管及高合金无缝钢管,而且正在开展特殊用途耐热合金无缝管的制造。美国海军部所建立的5吨喷射成形钢管生产设备,可生产直径达1500mm,长度达9000mm的钢管。
喷射成形工艺在复层钢板方面也显示出应用前景。MannesmannDemag公司采用该工艺已研制出一次形成的宽1200mm、长2000mm、厚8~50mm的复层钢板,具有明显的经济性而受美国能源部的重视。
铝合金
(1)高强铝合金。如Al―Zn系超高强铝合金。由于Al―Zn系合金的凝固结晶范围宽,比重差异大,采用传统铸造方法生产时,易产生宏观偏析且热裂倾向大。喷射成形技术的快速凝固特性可很好解决这一问题。在发达国家已被应用于航空航天飞行器部件以及汽车发动机的连杆、轴支撑座等关键部件[3] 。
(2)高比强、高比模量铝合金。Al-Li合金具有密度小,弹性模量高等特点,是一种具有发展潜力的航空、航天用结构材料。铸锭冶金法在一定程度上限制了Al-Li合金性能潜力的充分发挥。喷射成形快速凝固技术为Al-Li合金的发展开辟了一条新的途径。
(3)低膨胀、耐磨铝合金。如过共晶Al―Si系高强耐磨铝合金。该合金具有热膨胀系数低、耐磨性好等优点,但采用传统铸造工艺时,会形成粗大的初生Si相,导致材料性能恶化。喷射成形的快速凝固特点有效地克服了这个问题。喷射成形Al―Si合金在发达国家已被制成轿车发动机气缸内衬套等部件。
(4)耐热铝合金。如Al―Fe―V―Si系耐热铝合金。该合金具有良好室温和高温强韧性、良好的抗蚀性,可以在150~300°C甚至更高的温度范围使用,部分替代在这一温度范围工作的钛合金和耐热钢,以减轻重量、降低成本。喷射成形工艺可以通过最少的工序直接从液态金属制取具有快速凝固组织特征、整体致密、尺寸较大的坯件,从而可以解决传统工艺的问题。
(5)铝基复合材料。将喷射成形技术与铝基复合材料制备技术结合在一起,开发出一种“喷射共成形(Sprayco-deposiion)”技术,很好地解决了增强粒子的偏析问题。[2]
航空制造工程
▪ 设计分离面 ▪ 工艺分离面 ▪ 设计补偿 ▪ 工艺补偿 ▪ 协调路线
▪ 协调精确度 ▪ 工艺装备 ▪ 模线 ▪ 样板 ▪ 装配型架
▪ 航空器工艺基准系统 ▪ 图形数据结构 ▪ 特征造型 ▪ 线架模型 ▪ 实体模型
▪ 曲面模型 ▪ 熔模铸造 ▪ 定向凝固 ▪ 壳型铸造 ▪ 单晶铸造
▪ 多向模锻 ▪ 等温锻造 ▪ 超塑性锻造 ▪ 粉末锻造 ▪ 径向精锻
▪ 静液挤压 ▪ 热等静压 ▪ 喷射成形 ▪ 高能束焊接 ▪ 摩擦焊
▪ 扩散焊 ▪ 超塑性成形-扩散连接 ▪ 真空钎焊 ▪ 扩散钎焊 ▪ 铆接
其他科技名词
参考资料
1. 钢铁百科
2. 喷射成形工艺制备钢铁产品 .中国冶炼设备门户.2012-11-21[引用日期2012-11-21]
3. 喷射成形工艺制备高性能铝合金 .中国冶炼设备门户[引用日期2012-11-21]