主题词:钎具工艺改进 效率与效益 DS1000强力钻 性价比
摘要: 我国钎具制造行业在过去的几十年中获得长足发展,基本 能满足内需,但在高效节能钎具以及钎具制造工艺方面仍需改进与完善,以应对日益加剧的国内外市场 竞争。AHNO DS1000系列强力钻借鉴国际Rock-Bits Drill的技术成果,为钎具生产设计与制造,适应钎 具钢的高硬度,高强度,耐磨性好的特点,具有加工效率高,表面质量好,寿命长,性价比高的优点, 在钎具制造业中有着广阔的应用前景,必将为我国钎具事业的发展发挥更大的作用。
正文:
钎具作为矿产资源开发和基础建设的重要工具,其整个 行业发展的情况与我国资源开发和基础建设的效率与效益密切相关。
尽管我国钎具制造行业在过去的几十年中获得长足发展 ,基本能满足内需,但整个行业的发展状况与我国作为钎具的主要消费国的地位很不相称,除少量品种 的技术含量与使用性能达到世界先进水平外,整个行业水平有待提高。具体表现在产品创新能力、生产 原材料与制造工艺等各方面与世界先进水平仍有较大差距。在借鉴国外先进的企业管理经验基础上,更 要在钎具材料与制造工艺等方面改进与完善,立足国内市场,面向国际市场,积极参与国际竞争。
一、钎具产品
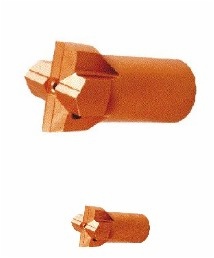
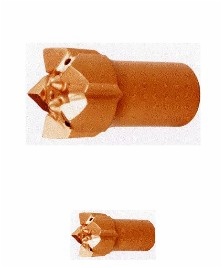
目前,国内生产的钎具按钎头形式分为直刃形钎头,球 齿钎头和复合齿钎头。优缺点比较如表一 。
根据表一 ,可以看出球齿钎头和复合齿钎头的市场占有 率会越来越高。
表一 几种钎具产品的性能比较
|
比较
分类 |
形式 |
特点 |
分析 |
|
直刃形 |
|
优点:工艺要求低,制造成本低;
缺点:钎头强度低,磨损快,凿岩效率低 |
淘汰产品,
应用于小直径钎头 |
|
球齿形 |
|
优点:耐磨性好,强度高,凿岩效率高,能耗小;
缺点:边齿强度低,工艺要求高,成本高 |
主流产品 |
|
复合形 |
|
优点:用直刃加强边齿强度,耐磨性好,强度高,凿岩效率高,能耗小 ;
缺点:工艺要求更高,成本更高 |
发展方向 |
二、固齿工艺
在球齿钎头和复合齿钎头生产中,硬质合金球齿的固齿 问题也曾是困扰钎头生产的重要课题。在不断探索和实践的过程中,发明了过盈固齿,热过盈固齿和 “沉底式”低频感应钎焊固齿。目前,“沉底式”低频感应钎焊固齿工艺得到普 遍采用。
在固齿工艺中,硬质合金球齿通常采用不完全互换法, 对钎体配合孔质量要求极高。首先孔的尺寸精度高,表面粗糙度都相当严格。又由于钎体材质为Cr-Ni-W 或Cr-Ni-Mo合金钢,硬度高,强度高,耐磨性好,难于加工,给配合孔的加工带来相当难度。
三、AHNO DS1000系列强力钻
通过几年的实践,AHNO DS1000系列强力钻在钎具生产中 ,适应钎具钢的高硬度,高强度,耐磨性好的特点,具有加工效率高,表面质量好,寿命长,性价比高 的优点,在超硬材料的孔加工应用方面有着无可比拟的优势。随着我国钎具制造业生产工艺的更新进步 中必将发挥更大的作用。
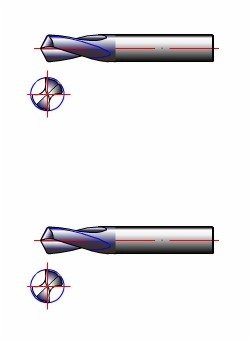
图一 DS1001强力钻示意图
1.DS1000强力钻几何特点
- 125˚顶角
- 横刃修正:锥后刀面,AHNO标准
- 芯厚:特殊设计,加强芯厚
- 槽形:特殊槽形
- 刃径:公差0.004,公差带位置按客户标准制定
- 柄部:直柄,h6
2.DS1000强力钻性能
-
精选德国进口硬质合金超微棒料(晶粒大小0.5微米)
-
AHNO特殊刃形设计,定心能力强,断屑性能优异
-
AHNO优化排屑槽形,排屑更加流畅
-
AHNO针对硬材料变螺旋角设计,适合HRC40-48的高强度合金钢
-
AHNO独特表面处理技术,保证刀具的长寿命
-
针对不同用户、不同加工条件分别采用TiCN,α涂层
说明:
(1)表面粗糙度可达到Ra0.8 以下;
(2)被加工孔一致性为0.002-0.003;圆度0.005
(3)针对硬质合金球齿配合孔,能有效减少球齿规格
3. DS1000强力钻性能比较
表二 DS1000系列强力钻切削性能
|
切削参数
规格 |
经过调整、优化的切削条件
C0.33-0.43;Mn0.30-1.00;Cr0.30-0.70;Ni2.50- 3.50;Mo0.15-0.40
被加工条件:乳化液,Mazak 立式加工中心 |
|
切削速度 |
转速 |
进给量 |
切削效率 |
|
DS1000-0805 |
36m/min |
1424 r/min |
170 mm/min |
15孔/分钟 |
|
DS1000-1205 |
36m/min |
950 r/min |
133 mm/min |
10孔/分钟 |
表三 DS1000系列强力钻性能比较
|
切削参数
规格 |
经过调整、优化的切削条件
C0.33-0.43;Mn0.30-1.00;Cr0.30-0.70;Ni2.50- 3.50;Mo0.15-0.40
被加工条件:乳化液,Mazak立式加工中心 |
|
转速 |
进给量 |
刀具寿命 |
加工长度 |
单孔成本 |
|
DS1000-0805 |
1424 r/min |
170 mm/min |
3750孔 |
45m |
0.15元/孔 |
|
世界知名公司A |
1400 r/min |
150 mm/min |
1650 |
19.8m |
0.195元/孔 |
|
国内知名公司B |
1400r/min |
150 mm/min |
830孔 |
9.96m |
0.29元/孔 |
4. DS1000强力钻修磨与再涂层
源自德国的阿诺(苏州)刀具公司从刚一进入中国起,就 致力于用专业的刀具修磨理念和先进的刀具管理方法服务于广大中国客户。在苏州工业园区建立了专业 的刀具修磨中心,提供各类精密刀具的专业修磨与涂层服务,如各类硬质合金钻头、铣刀、铰刀、丝锥 ,以及各类进口的高速铣刀、高性能钻头及异形铰刀等。
(1)设备
我们所使用的主要设备,如五轴联动CNC精密刀具磨床、 精密万能刀具测量仪等,都是从德国进口。
(2) 人员
公司的主要技术人员和技术工人曾赴德国进行过严格的 培训。
(3)修磨与报废标准
AHNO公司有着完善的修磨标准,每一只强力钻都按照统 一标准修磨,最大程度地保证产品质量的稳定性。
AHNO公司根据不同客户的不同需要,细致分析新刀与修 磨品的性价比,分别制定不同的报废标准,最大化地保证客户利益。
(4) 再涂层
涂层目的:表面保护
- 耐磨性能的提高
- 粘结倾向的降低
- 腐蚀保护
- 避免高温时硬质合金(K类)中的钴与被加工材料的亲和
表四 各种涂层性能比较
|
性能 涂层 |
TiN涂层 |
TiAlN涂层 |
TiCN涂层 |
α涂层 |
|
涂层温度°C |
450-500° |
350° |
450-500° |
450-500° |
|
涂层颜色 |
金黄色 |
紫黑色 |
紫灰色 |
紫红色 |
|
厚度(μm) |
1.5-3 |
1.5-3 |
3-4 |
3-4 |
|
硬度HV0.05 |
2200 |
3300 |
3000 |
3600 |
|
与钢摩擦系数 |
0.4 |
0.25 |
0.3 |
0.3 |
|
传热系数(kW/mK) |
0.07 |
0.05 |
0.1 |
0.05 |
|
耐热温度°C |
<600 |
<800 |
<450 |
<800 |
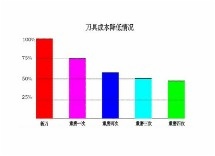
(5) 刀具修磨性价比分析
图二 DS1001修磨性价比分析
通常来说,钻头修磨与再涂层可以进行5次,结合修磨效 果,成本可降低至50%。但由于钎具行业中硬质合金球齿为不完全互换的加工特点,仅建议修磨1-2次, 这样可以减少球齿规格,减少备件库存从而节约成本。
5.DS1000强力钻的使用条件
- 功率大,刚性好的机床
- 回转精度高,轴向跳动小的机床
- 刀具夹紧后的总回转误差最大为0.02mm
四、AHNO DS1000系列强力钻规格
|
直径 |
φ7 |
φ8 |
φ9 |
φ10 |
φ11 |
φ12 |
φ13 |
φ14 |
φ15 |
φ16 |
|
刃长 |
20 |
20 |
22 |
22 |
25 |
25 |
28 |
28 |
32 |
32 |
|
总长 |
72 |
72 |
76 |
76 |
82 |
82 |
90 |
90 |
102 |
102 |
五、结束语
有资料显示,我国年耗硬质合金钎头、整钎等凿岩钎具 3,000多万支,价值约20亿元。这些数字说明我国的钎具行业市场广阔,前景光明。
AHNO(苏州)刀具有限公司,经过多年努力,在高强高 硬钢的加工方面积累了大量的经验。我们开发的DS1000系列强力钻正在为钎具行业的技术改革提供可靠 的技术支持。我们相信,DS1000系列强力钻必将为我国钎具行业的发展做出更大的贡献。