һ�㹤ҵ���������컯��ĭ���Ʒ������Բ��ѭ�������ߣ�����ͼ��ʾ��
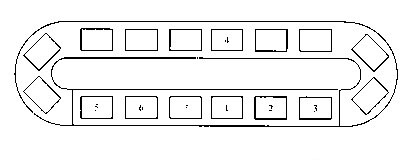
ͼΪ ���컯ģ����ĭ������ʾ��
1������ģ����2������Ƕ����3����ע��4���컯�Σ�5�����ȣ�6����ģ��7����ģ
����ͼ��1λ�ϣ���Ԥ�ȵ�ģ����
��Ϳ��ģ�������õ���ģ�����ܼ���ˮϵ�۹�������ģ���Լ�ˮϵ���۵������ɢҺ�����������ӻ��������Ľ��죬�������ձ�ʹ��ˮ����ģ��ȡ���ܼ�����ģ����ͬʱ��ʹ��������ģ�������Ժ���Ʒ��һ��Ϳװʱ������ģ������ϴ��������á����ȵĸ�����������ʹ��ˮ����ģ��ʱ����ģ���¶�Ӧ��40〜60���Ա�ʹ����Ѹ�ٻӷ��������������Ʒ�������ijЩȱ�ݡ�
����ͼ��2λ�ô�����ģ�߽��м�ˡ�װ�䣬��Ҫʱ���ý�����Ƕ�������ݹ���Ҫ����
���ݻ���ϺõĽ�����ͼ��3λ����ע��ģ���У���ע��ʽ���Բ��ÿ�ģ��Ҳ���Բ��ñ�ģ��ʽ����Ҫ������Ʒ���ܶ�����ͨ��������Ҫ����ʵ����Ʒ������ʹ���컯ģ����ĭ������ɷ�������ܶ�����Լ1/4Ϊ�ˡ�ע�����ϵ�ģ�߽����컯��4�н�����ĭ����컯�Ρ������еġ����컯�����������컯��Զ��Եģ�Ϊʹ��Ʒ�ܹ�Ѹ����ɷ��ݡ��������̣�ʹ��ĭ�御��ﵽ����ģ�Ļ������ܣ����ݲ�ͬ�䷽��Ӧ����ģ�����˵�����¶������������ڵ����컯ģ�ƹ����У�һ������ȿ������ȷ�ʽ���ȷ��䷽ʽ��������ģ���¶Ƚϵͣ�һ�����50�����ҡ����ڣ����ŷ�Ӧ��ϵ�IJ��ϸĽ�����ߣ��ѿ���ʵ�������������µġ������ġ����컯����
��ͼ��5〜7λ���ǽ��п�ģ����Ʒȡ���������ȹ������ģ�߽�����һѭ��ǰ����������