|
提速车焊接转向架焊缝TIG重熔工艺的研究 |
|
| 作者:戚机所 孙周明 张连华 陈善忠 李旭 |
1.概述
铁道车辆转向架长期以来一直为铸钢件,但随着铁道高速化的发展,对转向架提出了轻量化的要求。焊接结构构架可以根据需要选用合适的材料,相应地减薄板厚,因此焊接转向架在高速列车中得到了广泛应用。构架作为转向架重要承载传递装置,直接影响到列车的安全行驶,特别在高速运行状态下,强烈的振动和冲击载荷作用在构架上,构架的疲劳性能和可靠性尤为重要。本课题的目的在于研究TIG重熔对焊接接头疲劳性能的影响。
2.TIG重熔试验
TIG重熔,就是将已焊好的接头,用TIG焊不加焊丝的方法使焊趾或焊缝再加热并重新熔化,以便改善焊缝表面成形,尤其是焊趾形状。这是使焊缝与母材过渡平滑的一种焊后焊缝处理方法。
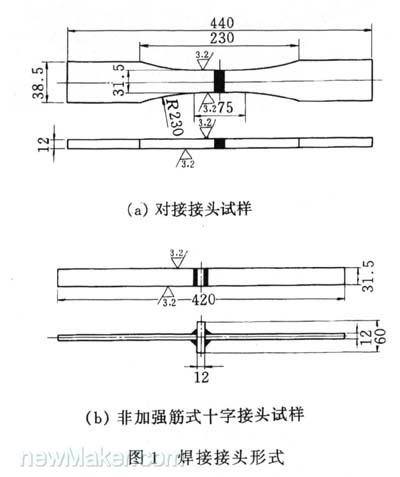
(1)焊接条件及方法 研究中采用图1所示对接和非加强筋式十字角接两种典型的焊接接头形式。
试板制备按GB/T2649―1989进行,母材为Q345(16Mn);焊接材料:焊丝为H08Mn2SiA;保护气体:MAG采用80%Ar+20%CO2混合气体,TIG重熔采用工业纯氩(纯度为99.99%)。
焊接设备:MAG焊采用晶闸管式NBC―500电源,TIG焊重熔设备为SYNCROWAVE―250电源。
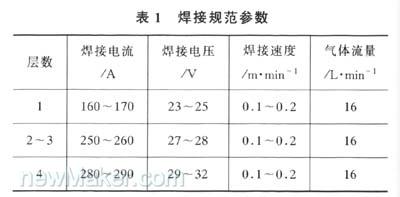
(2)MAG焊接工艺 试板组对间隙为2mm,焊前不预热,试板组对后预留一定的反变形,采用单面焊双面成形法。焊接电源为直流反接,焊接过程不间断,焊接规范见表1。
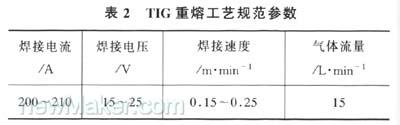
(3)TIG重熔工艺 施焊时,焊接电源采用直流正接法。TIG重熔之前,必须先将存在于焊缝表面的熔渣和大颗粒飞溅清除掉,因为过多的熔渣易使TIG重熔后的焊道形成夹渣和气孔,而大颗粒飞溅则对焊接过程和稳定性不利,影响重熔焊缝的质量。在多次试验的基 础上对上述两种接头进行焊趾TIG重熔试验,焊接规范参数见表2。
3.试验结果
(1)金相试验 由焊缝横截面宏观金相可见:TIG重熔后的焊缝外观形状平整,焊缝之间,焊缝与母材间呈圆滑过渡,焊缝表面波纹细密,可有效地改善此处的应力集中。
由焊缝微观金相观察发现:经TIG重熔的焊道其组织的晶粒比主焊缝中的晶粒明显细化,这对于提高焊缝的抗裂性是有益的。
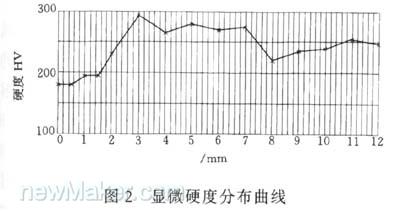
(2)显微硬度试验 结果见图2。由图可知,TIG重熔焊道及其热影响区的硬度较母材及焊缝处的硬度要高。这主要是由于Q345(16Mn)钢有一定的淬硬性造成的。
(3)脉动拉伸疲劳试验 该脉动拉伸疲劳试验按GB/T13816―1992标准进行,试验循环周数为1×105的条件疲劳极限。试验分为对接和十字角接两种情况。
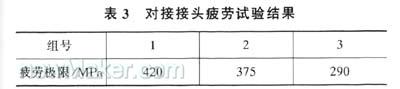
对接试样MAG焊后的处理有如下三种情况:
①MAG焊后焊缝磨平。②MAG焊后,焊趾进行TIG重熔。③MAG焊后,焊缝不作任何处理。
试验结果见表3。由表3可知MAG焊后,焊缝磨平的情况,疲劳极限最高,接近Q345(16Mn)钢的屈服点(σs=430MPa),而且都断于母材;MAG焊后焊趾TIG重熔的情况,疲劳极限稍低,疲劳裂纹都起始于TIG重熔焊缝的焊趾处;MAG焊后不作任何处理的焊缝疲劳极限最低,疲劳裂纹都起始于焊趾处。
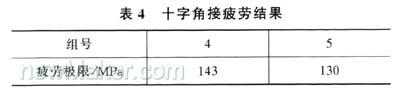
非加强筋式十字接头焊后的处理有如下两种情况:
①MAG焊后,在焊趾处进行TIG重熔。②MAG焊后不作任何处理。
试验结果见表4,由表可见对于图1b的非加强筋式十字接头而言,TIG重熔的疲劳极限有所提高。
4.试验结果分析
(1)由对接组疲劳试验可见,焊后焊缝磨平,可大幅度提高疲劳极限,且断口均位于母材上。TIG重熔对疲劳极限的提高也很明显,但试验数据很分散,而且疲劳裂纹均起裂于TIG焊缝的焊趾处。之所以出现这种结果是因为在焊缝磨平的情况下,彻底消除了焊缝表面缺陷,以及由焊缝形状引起的应力集中,其状态几乎可以近似看作理想情况。而TIG重熔虽能改善焊缝形状,使之过渡平滑,但并没有消除应力集中,而只是改善了应力集中。
另外,TIG重熔焊缝宏观上似乎平整光滑,但在微观上不可避免地存在咬边、夹渣等表面缺陷,这些缺陷在疲劳试验过程中,都能成为疲劳裂纹的裂纹源,因而降低了疲劳强度,而且这些缺陷是随机出现的 ,最终导致了疲劳数据的分散性。
(2)对于十字角接疲劳试验,裂纹都从焊缝根部开始扩展,TIG重熔的疲劳极限有所提高。
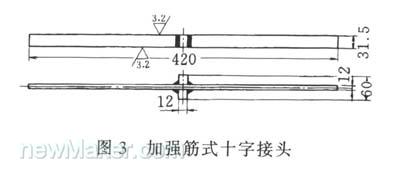
(3)但对于图1b的十字接头形式,由于在焊缝根部不可避免地存在未焊透现象,因而TIG重熔对疲劳极限的提高不够明显,是正常的。事实上,实际结构中,加强筋式的十字接头会更多些。
我们相信,如果采用图3的加强筋式的十字接头形式TIG重熔对疲劳极限会有明显的提高,为了证实这一点,我们正在做这方面的工作。
5.结语
(1)采用TIG重熔法,能有效地改善焊接的形状和表面成形,降低了接头的应力集中。
(2)机械打磨对接焊缝能使疲劳强度达最高,TIG重熔对接焊缝焊趾,可以大大地提高焊缝疲劳强度。
(3)对于非加强筋式十字接头焊接,TIG重熔焊趾对疲劳强度有所提高,建议采用加强筋式 十字接头,效果会更好。