[注:本站登载的某些文章并不代表本站支持或反对其观点或肯定其真实性]
中国兵器科学院宁波分院 (宁波 315103) 程祥宇 编译
摘 要 对四种镁合金的摩擦挤压焊进行了研究。它们是三种模铸镁合金和一种锻造镁合金:AM50、AM60、AZ91 和AZ31(锻材) 。所有合金都成功地实现了它们自身的及互相间的焊接,而没有出现因铸材中夹杂的气体所引起的任何问题。但和铝合金的摩擦挤压焊相比,保证获得理想焊点的处理参数更为严格。
关键词 摩擦挤压焊 铸造和锻造镁合金
0 前言
近年来,在汽车工业中,人们对于车体部件采用许多用压铸法制造的镁合金零件具有浓厚的兴趣。[1~3 ] 。这些材料延性有限,含有存留气体,通常难以用熔焊技术进行满意的焊接。由于大部分镁合金是由铸造方法生产,过去没有改进其焊接技术的广泛需求。摩擦挤压焊( FSW) 的固态连接技术在1991 年获得专利[4 ] (图1 所示) ,最初用以扩展由于裂纹和气孔问题难以用熔焊技术进行连接的一些铝合金的可焊性。该新焊接工艺的范围目前已扩展到铅、锌、铜、钛和铁基合金的焊接,并取得了不少可观的成效。

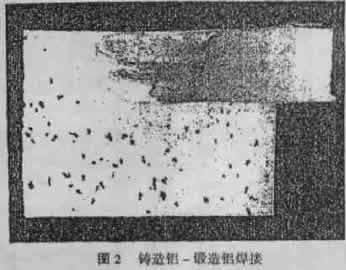
特别引起人们对连接铸镁零件之兴趣的是将铸造铝和锻造铝彼此FSW 的成功。铸造材料含有明显的气孔,表明存在残留的气体,用熔焊法将遭遇到存在这些气体所造成的问题,而FSW可在焊缝或在紧邻的热影响区( HAZ) 产生无气孔的理想焊接点[5 ,6 ] ,见图2。
1 镁合金摩擦挤压焊试验的实验结果
英国焊接研究所(TWI) 所做的工作是针对四种镁合金:三种铸造合金(AM50、AM60 和AZ91) 和一种锻造合金(AZ31) 。AM 合金中铝和锰作为其主要合金化元素,而AZ 合金含铝和锌作为其主要合金元素。所有这些合金对于在汽车工业中的应用都是重要的。
试验是在尺寸为140 mm ×100 mm ×6 mm 的小的板件上进行的,只是AZ31 板稍厚,为614 mm。后者并未被加工成和其他板的厚度一致,但FSW焊具能使6 mm 厚的材料完全焊透,并可以稍“犁”入较厚的AZ31 中。所用的FSW焊具是带有普通螺纹的螺栓或MX TrifluteTM设计的螺栓。研究了旋转和横向进给速度的变化范围。第一轮试验是在AM50 合金板上进行的,转速为250~500 rpm ,横向进给速度为160~450 mm/ min。经测定,在355 rpm 和160~224 mm/ min 下得到满意的焊接,并对其他焊镁合金采用355 rpm 作为标准旋转速度,从而建立了焊接质量的直接比较。对其它一些合金,横向进给速度在160~315 mm/ min 内变化,且选定160 mm/ min 作为用以比较焊透焊缝的最佳进给速度。
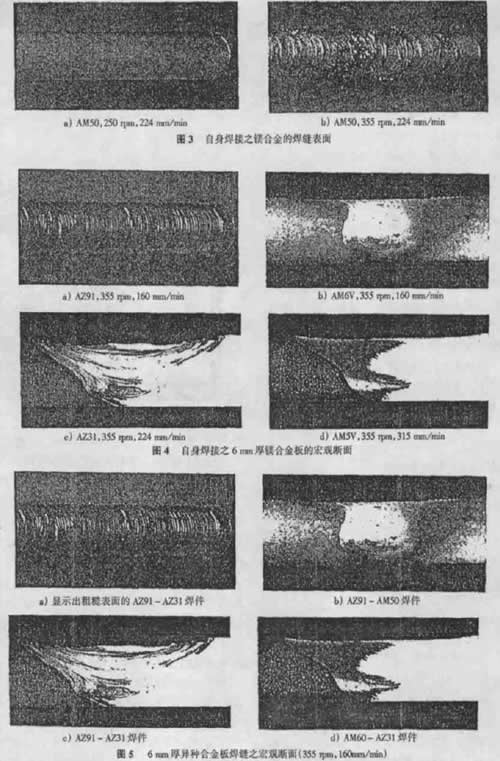
试验发现,AZ91和AZ31合金的自身焊接相当容易,可获得光滑的焊接表面,特别是AZ31 合金。然而,对AM50 和AM60 合金,虽然可获得相当光滑的焊缝, 但发现在一定条件下这些材料会粘着在FSW焊具上,并一开始就引起焊接表面上出现轻微的撕裂外观,然后FSW 焊具开始将材料从板上粘下,并留下表面空洞( 图3) 。还发现锻造镁合金AZ31 和最软的铸造合金AM50 能以稍高于其他两种合金的横向进给速度进行焊接。焊缝宏观断面表明,在160 mm/ min 的进给速度下,AZ91 的焊接点是完全边缘平行的,而其他三种合金的焊接点形状较宽。在224 mm/ min 下,AZ31 焊接点保持宽大而AZ91 和AM60 焊接点此时边缘更加平行,并可能在焊缝底部留下潜在的未焊合的根部。在更高的进给速度下,AM50 焊接点边界也变得更加平行,且在315mm/ min 下FSW焊具的焊透能力十分明显地减弱,并留下潜在的未焊合根部(图4)异种镁合金的相互焊接最初在160 mm/ min 的进给速度下进行。已经验证,在该速度下对所有的合金,FSW 焊具都能焊透。通常,焊缝表面非常光滑。只是AZ91 - AZ31 焊缝看起来有点粗糙。选取的这些焊缝的一些宏观断面(如图5) 表明,AM50 -AM60 焊缝是相当平行的,这些合金与AZ91 间的焊缝都是如此,但所有与AZ31 的焊缝都显现出宽得多的焊接点。
当将异种镁合金彼此焊接时,发现在一些组合中,合金可以同样容易地彼此互相混合,但在另一些组合中,根据某种合金被混入另一合金,焊缝表面外观明显不同。为了强调该效应,以比第一轮异种合金焊接试验更高的横向进给速度(此时为250 mm/min) 进行了一系列焊接试验,结果如图6。特别是,发现将其他合金混入AZ31 的效果比将AZ31 混入其它合金的要好,而该取向效应在没有AZ31 的焊接中并没有如此关键。值得注意的是在铝合金的FSW处理中有类似效应[7 ] ,这可能是由FSW工艺的非对称性质及在高温下两种被焊材料的不同强度和屈服应力所引起的。
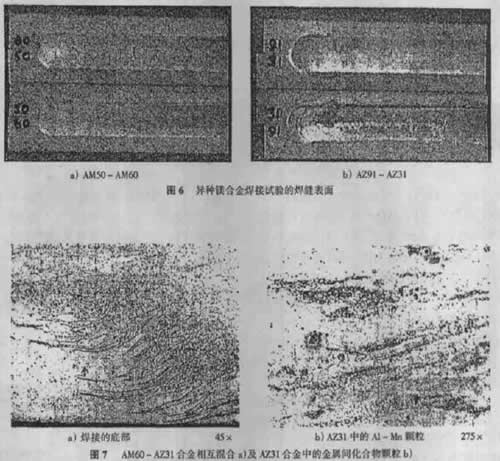
从异种合金焊接接头的宏观断面可看到两种合金的良好的相互混合。特别是在AZ31 合金中,可清楚地看到一些铝- 锰金属间化合物颗粒,它们相对并未受FSW处理的影响。这些颗粒清楚地显示出,即使在相互混合非常良好时它们仍留在AZ31 材料中,如留在焊接点的底部―――尽管也偶尔发现它们位于沿合金间的界面上,如图7。在215 kgf 的载荷下对选取的焊缝进行硬度测量,在焊缝表面下2 mm 及4 mm 处横向移动进行测量。对于自身焊接的单一合金,图形显示出某种程度的分散,在焊接点区域一般可见少许硬化,这可能是由于该处的晶粒尺寸细小所致,但在2 mm 和4mm处的读数间无明显差别。如所预期,例外者是AZ31 ,作为锻造产品,其强化大部分来自轧制,在这里和母材相比焊接点硬度较低。对异种合金的接头也进行了硬度测量,通常除了焊接点的晶粒尺寸细化外无明显硬化,只是在热影响区硬度值稍低,如图8 所示。

另外,对同一材料自身焊接的镁合金进行了一些拉伸试验,表明对AM50、AM60 和AZ91 ,焊接试样的屈服点和母材十分相似,且对AM50 和AZ91 ,极限抗拉强度大约低10 %~15 % ,对AM60 则稍高。对AZ31 焊件,由于大部分母体强度来自于制造过程中的加工硬化,因而焊接试样的屈服点和极限抗拉强度都明显较低是不足为怪的。
AZ31 合金尤其如此:将它放在焊接后退侧焊接质量更好。FSW加工是非对称的,由于焊具的旋转,在接缝的前进侧和后退侧加热效果必然不同。
2 讨论
所选四种镁合金的初步FSW加工试验表明,尽管其中三个是由高压模铸方法制造的,但它们都能满意地相互焊接,且不存在由材料中所含存留气体而引起的问题。可以很容易地将每种合金进行自身焊接,但焊接过程参数比焊接相同厚度铝合金时的略低。发现AM 合金在焊接中有粘焊具倾向,这将导致最终焊接表面上出现表面缺陷。当将异种镁合金相互焊接时,发现将一种合金放在焊接前进侧往往不如将它放在后退侧一样容易成功。对锻造AZ31 合金尤其如此:将它放在焊接后退侧焊接质量更好。FSW加工是非对称的,由于焊具的旋转,在接
缝的前进侧和后退侧加热效果必然不同。
参考文献
[1] Juttner S. Return of the Light Alloy Brigade - Welding of Magnesium Alloys. Welding & Metal Fabrication , 1998 ,(66) 1.
[2] Cole G S. The Potential for Magnesium to Reduce Vehicle Mass by 100kg. Automotive Light Metals , 2001 ,(1) 1.
[3] Friedrich H , Schumann S. Turning Vision to Reality for the Second Age of Magnesium. Automotive Light Metals , 2001 ,
(1) 1.
[4] Thomas W H. et al. Friction Stir Butt Welding. GB Patent Application 9125978. 8 , December 1991 ,(1991) .
[5] Johnson R. Friction Stir Welding for Castings Aluminum Casting Conference , Northampton 1998.
[6] Kallee S W, Mistry A. Friction Stir Welding in the Automo2 tive Body - in - White Production. 1st International Sympo2 sium on Friction Stir Welding , Thousand Oaks 1999.
[7] Dawes C J . et al. Development of the New Friction Stir Technique for Welding Aluminum. TWI GSP 5651 Project ,Phases Ⅰ, Ⅱand Ⅲ (1994 - 97) . |
|