珠海市金宝热融焊接技术有限公司 (519000)
关键词: TANDEM 双丝焊 MIG 铝合金 焊接 WELDING 双脉冲 激光 摆动
序 言
高强铝合金具有很高的室温强度及良好的高温和超低温性能,广泛应用于航空、航天及其它运载工具的结构材料,如:运载火箭的液体燃料箱、超音速飞机和汽车的结构件以及轻型战车的装甲等。目前常用于铝合金连接的主要焊接方法有:交流钨极氩弧焊(TIG)和直流反极性熔化极气体保护焊(MIG)。TIG焊由于采用交流电,钨极烧损严重,限制了所使用的焊接电流,而且此法熔深能力弱,因此只适用于薄件铝合金的焊接。MIG焊包括连续电流焊接和脉冲电流焊接。MIG焊时,焊丝做为阳极,可采用比TIG焊更大的焊接电流,电弧功率大,焊接效率高,故特别适合于中厚板铝合金的焊接。实验研究发现,在铝合金MIG焊时,脉冲电流焊接优于连续电流焊接,它提高了铝合金焊缝金属的强度、塑性和疲劳寿命。为进一步提高电弧的稳定性、改善焊缝成形和增加熔深以及厚板铝合金的高效焊接,近几年国外发展了单丝复合脉冲MIG焊和双丝Tandem MIG焊方法,本文针对30mm厚的7A52中厚板高强铝合金,进行了单丝单脉冲、复合脉冲和双丝Tandem MIG焊工艺的研究,并应用于生产中。
1 Tandem双丝焊和单丝复合脉冲MIG焊原理
Tandem双丝焊是将两根焊丝按一定角度放在一个特别设计的焊枪里,两根焊丝分别由各自独立的电源供电。除送丝速度可以不同外,其它参数,如:焊丝的材质、直径、是否加脉冲等都可彼此独立设定,从而保证了电弧工作在最佳状态。与其它双丝焊技术相比,由于两根焊丝的电弧是在同一熔池中燃烧,提高了总的焊接电流,因此提高了熔敷效率和焊接速度。同时由于两根焊丝交替送进同一熔池,对熔池具有搅拌作用,而降低了气孔敏感性,改善了焊缝质量。
图1是Tandem双丝焊的原理图。
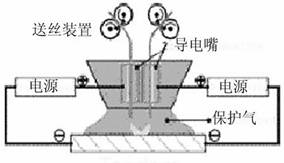





图2 Tandem焊接的脉冲波形的几种不同类型:
A)同频率同相位的(适合焊接钢)
B)同频率相位差180度(适合焊接铝)
C)不同频率相位任意(适合焊接钢)
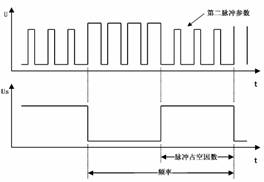
单丝复合脉冲焊接工艺是采用一个低频的协调脉冲对另一个高频脉冲的峰值和时间进行调制,使脉冲的强度在强、弱之间低频周期性切换,得到周期性变化的强弱脉冲群,其电压波形如图3所示。调制后的焊接电流使作用于熔池中的电弧压力发生变化,不仅可以提高焊缝的熔深,获得均匀美观的鱼鳞纹焊缝,而且还可以增强对熔池的冲击振动,减少和消除焊缝气孔。
2 实验材料及实验方法
实验采用的母材为7A52高强铝合金,试板尺寸为300×150×30mm,平板对接,坡口形式为X形,角度为70°。焊接设备采用德国CLOOS公司生产的GLC553MC3单丝和TANDEM双丝MIG焊机,焊丝为ER5A56,直径φ=1.6mm,保护气体为纯度99.99%的氩气。母材和焊丝的化学成分如表1所示。焊接前先用丙酮去除坡口两侧的油污,后用不锈钢钢丝刷清刷坡口。首先采用单丝焊机进行单脉冲和复合脉冲两种工艺的焊接实验,然后采用双丝焊设备进行双丝焊的工艺实验,同时加摆动和激光跟踪。焊接工艺参数如表2所示。单丝焊时正、反面各焊6道,双丝焊时正、反面各焊2道,层间温度≤100℃。
表1 母材和焊丝的化学成分(%)
| 实验材料 |
Zn |
Mn |
Ti |
Zr |
Fe |
Si |
| 7a52 母材 |
4.5 |
0.30 |
0.048 |
0.12 |
0.22 |
0.20 |
| 5a56焊丝 |
1.0 |
0.30 |
0.17 |
0.12 |
0.14 |
0.14 |
表2 焊接工艺参数
| 焊接参数 |
单丝焊 |
| 单脉冲 |
复合脉冲 |
| 送丝速度 v/ (m・min-1) |
6.0 |
6.0 |
| 频率 f/hz |
210 |
210 |
| 峰值电压 u/v |
31 |
31 |
| 脉冲时间 t/ms |
2 |
2 |
| 基值电流 i/a |
85 |
85 |
| 脉冲波形 |
2 |
2 |
| 焊接速度 v/ (cm・min-1) |
45 |
45 |
| 平均电流 i/a |
258 |
260 |
| 平均电压 u/v |
23.7 |
23.9 |
| 第二脉冲频率 f/hz |
― |
5.0 |
| 第二脉冲电压 u/v |
― |
25 |
| 第二脉冲时间 t/ms |
― |
2.0 |
| 第二脉冲占空因数 (%) |
― |
27 |
表3铝合金tandem脉冲MIG焊工艺
| 试 件 |
对接焊缝 |
焊 丝 |
ER5a56 φ1.6mm |
| 坡口形式 |
x型30+30mm |
对口间隙 |
|
| 焊接气体 |
Ar100% |
预热温度 |
|
| 焊道次序 |
正面打底1 |
反面打底2 |
反面盖面3 |
正面盖面4 |
| 焊枪角度 |
|
|
|
|
| 焊接电流A |
263/208 |
263/208 |
263/205 |
262/201 |
| 电弧电压v |
23.7/24.8 |
23.7/24.8 |
24/25.7 |
24.4/26.8 |
| 送丝速度m/min |
10.5/7.5 |
10.5/7.5 |
10.5/7.5 |
10.5/7.5 |
| 脉冲频率hz |
230/200 |
230/200 |
230/200 |
230/200 |
| 峰值电压a |
26/25 |
26/25 |
27/26 |
26.5/26.7 |
| 基值电流a |
100/100 |
100/100 |
100/100 |
100/100 |
| 脉冲波形 |
2/2 |
2/2 |
2/2 |
2/2 |
| 脉冲宽度ms |
2.2/2.0 |
2.2/2.0 |
2.2/2.0 |
2.2/2.0 |
| 脉冲模式 |
U/I |
U/I |
U/I |
U/I |
| 气体流量 |
25/25 |
25/25 |
25/25 |
25/25 |
| 焊接速度 |
480 |
480 |
360 |
300 |
| 摆动频率hz |
6 |
6 |
7 |
7 |
| 摆动幅度mm |
5 |
5 |
10 |
10 |
| 驻留时间 |
0.1 |
0.1 |
0.3 |
0.2 |
| 焊缝宽度 |
14 |
14 |
25 |
24 |
备注:
1.tandem脉冲MIG焊工艺U/I, 2步, ,铝合金,φ1.6mm, Ar100%.主电源master-alternate 从电源slave-mode
2.提前送气0.3,滞后送气0.8.
3.预送丝速度3.5m/min,
4.软起弧: 否
5.起弧: 起弧时间0.5/0.5s,上升时间0.3/0.3,送丝速度4.8/4.5,脉冲频率120/100,基值电流80/80,
6.收弧: 收弧时间1.0/1.0,下降时间0.3/0.3,送丝速度4.0/3.5,脉冲频率80/80,基值电流60/60,
7.回烧:30%
3 实验结果与讨论
试验发现,复合脉冲焊接的焊缝组织晶粒相对细小,并且晶界和枝晶间分布的共晶组织呈球状或细小的薄膜状均匀分布。相比之下,单脉冲焊接的焊缝组织晶粒相对较大,沿晶界和枝晶间分布的共晶组织连续性增加,这将影响焊缝金属的强度和塑性。复合脉冲焊接引起焊缝组织进一步细化,是由于峰值电流周期性变化引起电弧压力也发生周期性变化,造成熔池液体的振动,使熔池液体发生搅拌作用的结果。在单脉冲焊接时,由于脉冲的峰值电流不变,且脉冲频率很高,因此电弧压力变化很小,熔池表面液体振动的振幅也很小,熔池的搅拌作用很弱。复合脉冲焊接时,由于叠加了一个低频的协调脉冲,使脉冲的峰值电流按照低频脉冲的频率不断发生变化,相应地电弧压力也随之发生很大的变化。当峰值电流高时,电弧压力大,熔池表面的液体呈凹状;当峰值电流低时,电弧压力小,熔池表面的液体呈凸状,从而导致熔池表面液体的上、下振动,引起熔池液体的搅拌作用。熔池液体的搅拌作用一方面增加了熔池内原有的对流,增大了液体流动,降低了温度梯度,扩大了固液界面前沿的成分过冷区域;另一方面可使部分熔化的晶粒脱离熔池侧壁进入熔池,增加了形核核心。此外,由复合脉冲产生的强对流可把从熔池侧壁脱离的晶粒以及熔池中析出的形核质点,如TiAl3、ZrAl3等带到固液界面前沿的成分过冷区中,促进了α(Al)的非均质形核,因此细化了焊缝组织。上述组织变化是由双丝焊工艺特点决定的。(1) 双丝焊时两根焊丝前后并列排列,使熔池体积增加,高温停留时间变长,冷却速度变慢;(2)双丝焊总的热输入稍高于单丝焊(单丝焊和双丝焊的热输入分别为8KJ/cm和12KJ/cm),熔池中的液态金属并不过热,合金元素的烧损不多;(3)由于第二脉冲和后丝电弧的搅拌作用,使气孔倾向明显降低。
从表4可以看到,复合脉冲焊接的焊缝具有最高的强度和塑性,焊缝金属的连接系数接近70%,单脉冲焊接的焊缝次之,而双丝焊的焊缝强度和塑性最低,这与它们对应的焊缝组织形貌是一致的。复合脉冲焊接的焊缝组织最为细小,并且晶界共晶相呈球状和细小的薄膜状均匀分布,因此焊缝的强度最高,塑性最好。而双丝焊由于总的热输入并不很大,虽然得到了粗大的等轴枝晶组织,并且沿晶界分布的共晶相的数量明显多于单丝焊,但强度和塑性稍有降低。单脉冲焊接比复合脉冲焊接的焊缝组织粗大,但明显细于双丝焊,所以强度、塑性明显好于双丝焊,略低于复合脉冲焊接的焊缝。从本研究的实验结果来看,虽然双丝焊的焊缝金属强度和塑性有所降低,但由于双丝焊时两根焊丝在同一熔池中燃烧,提高了总的焊接电流,使焊接的熔敷效率远高于单丝焊,完全能够满足焊接接头性能的要求,特别适用于中厚板铝合金的焊接。
表4 焊接接头和母材金属的拉伸性能
| 焊接工艺 |
抗拉强度σb/mpa |
屈服强度σ0.2/mpa |
延伸率δ(%) |
断面收缩率 ψ(%) |
| 单丝单脉冲 |
296.4 |
191 |
4.7 |
19.7 |
| 复合脉冲 |
298.8 |
193.9 |
5.0 |
23.8 |
| TANDEM |
287.8 |
179.6 |
4.5 |
17.9 |
4 结论
(1) 单丝复合脉冲焊接时,蜂值电流周期性变化引起的熔池液体强烈的搅拌作用,细化了焊缝组织,提高了焊缝的强度和塑性。
(2) 双丝MIG焊接效率远高于单丝焊,焊缝性能满足要求,特别适合于中厚板铝合金焊接。
(3) 生产应用证明单丝复合脉冲MIG焊接和TANDEM双丝MIG焊接是焊接铝合金的理想方法。
参考文献:
1.国旭明等(沈阳金属所),高强Al-Cu合金脉冲MIG焊工艺研究,焊接学报2004,4
2.徐强等(沈阳金属所),双脉冲MIG对2219Al-Cu合金焊缝组织及性能的影响,热加工工艺,2004,10
3.杨春利等(哈工大),高强铝合金厚板双丝MIG焊工艺的初步研究,中国有色金属学报,2004,5
作者:魏占静 工学硕士 高级工程师 MBA
工作于珠海市金宝热融焊接技术有限公司,从事德国CLOOS焊接技术的推广和应用。网址:www.cloos.com.cn email:wzj@cloos.com.cn, wzj0756@126.comtel:0756-8509695 fax:0756-8500745 |