| ������ӡ��������
������ӡ���׳ơ��̽𡱣����ҹ����кܳ� ����ʷ�ˡ�����ӡ������Ѹ�ٷ�չ�㷺Ӧ �û��ǽ�ʮ������¡���ӡ����Ӧ�÷�Χ�� �㣬��ֽƷ��ӡ����֯Ʒ��ӡ��װ����ϵ� ��ӡ��������Ʒ��ӡ�ȵȡ����ļ�Ҫ�ؽ��� ������Ʒ��ӡ���й��������ռ�����

����
���� ��ӡ������������װ�ε�һ����Ҫ�ֶΣ� Ҳ�����õ��������������Ӳ�Ʒ�ij��õ�һ ��װ�ι��ա����ǽ��������˵���ӡͷ��ʹ ��ӡĤ�ϵ�������Ϳ����ѹ�̵����ӹ��Ĺ������棬�Դﵽװ�λ��־��Ŀ�ġ� ��ӡ���յ��ĸ�������������ӡͷ ������ӡģ������������ ��ѹ�����ͻ�����
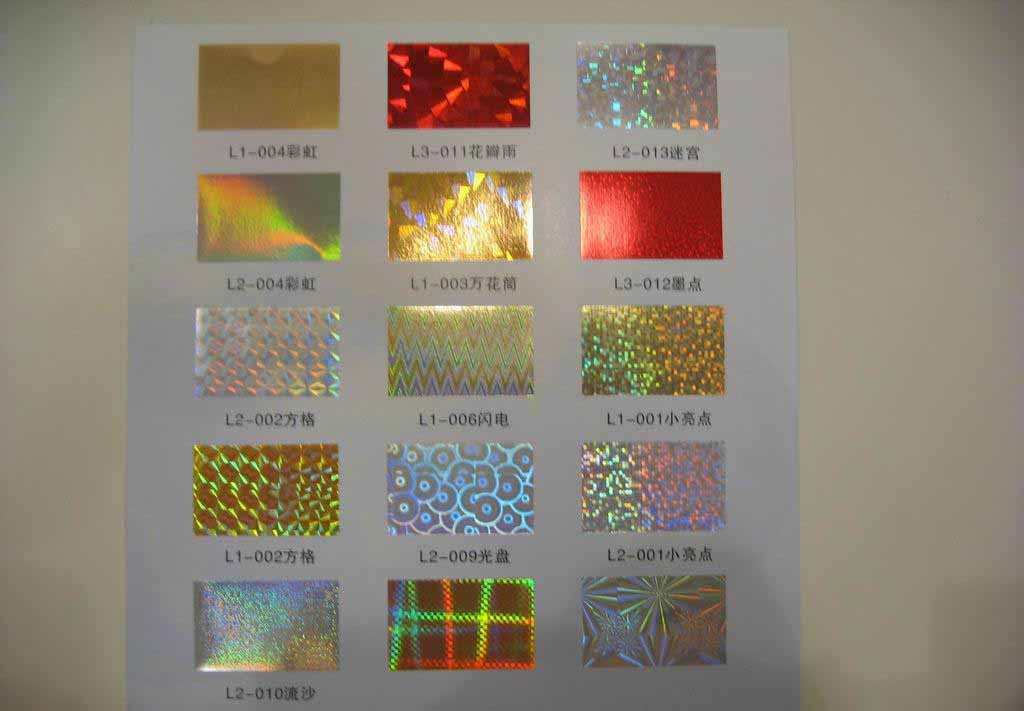
���� ��ӡĤ�Ǿ���ɫ�ʡ�ͼ�ĵ�װ��Ч�����豸����Ĥ�Ĵ��ͺ;�ȡװ�á���ӡ�оߣ�̥�ߡ���ͷ�� ��������̨������װ�á� ��ӡ��ʽ��ƽ�̺��̡�ƽ�̰���С���ȵ����桢�����б���̣����Ļ�����ʽ�� ��ƽ��ƽ���͡�Բ��ƽ�����֣� ���̰���ƽ���̡�Բ���̺ͷ�Բ���ܱ��̣� ���Ļ�����ʽ���С�ƽ��Բ���͡�Բ��Բ�� ���֡�
����ƽ�̣�����˼�壬��ָ������ƽ��� ӡģ����ӡ��ƽ��Ĺ����ϻ���ijһ�� ��ƽ���ϣ���ƽ��ƽ��������ӡģ�������� ����ͼ�ģ���ӡ��ƽ���ϣ�Ҳ������ƽ�� �Ĺ轺�壬��ӡ�����ͼ���ϡ�
���� ���̣�ѹӡ������һ�����ȵĹ����� ������ƽ���Ϲ��̣�Բ��ƽ����Ҳ������Բ �����Ϲ��̣�Բ��Բ����������ר���ŷ��� �������ڵ��ӻ���ǵȿ�������ܹ��̡��� ��һ��Ҳ���ڹ����豸�� ����ǰ�߲�ͬ����������ƽ����ӡ������Ϊ Բ���Σ�����ѹ��ʱ���߹�����ǰ�����ﵽ Բ�����ϱ���ӡ��Ŀ�ģ����ǡ�ƽ��Բ���� ��ӡ�豸�������Ͱ�ʮ�����ǰ������ ��Ϊ��ӡ�û����Ƶ����豸����ʮ������ڣ� �����Ķ�Ϊ�ձ���ƽ����ά��˹�������¿� �����Լ���۵ȵص�ƽ�̻������̻�����ʮ ����Ժ����������������������� ��Ϊ����ӡˢ�豸��һ�����࣬��������� ���г������г��ڡ�
��ӡ���ϵ�����
��ӡ��������ܶ࣬�����������Ƭ���绯����ɫ���ȣ�ʹ�����ܸ�����ͬ��
1.�绯������ �绯������һ���ڱ�ĤƬ�����������һ����������Ƴɵ���ӡ���ϡ��绯�����ɴ����������Ϊװ�β��ϣ��Խ����ɫΪ�ࡣ�����л������ۡ�ɫ�����ޡ���Ө��Ŀ��ʹ�÷�����ص� ��������ֽ�š����ϡ�Ƥ�Ϳ�����ϡ��л����������ϵȲ����Ͻ�����ӡ�����ִ���ӡװ֡��õ�һ�ֲ��ϡ� ��������ֽ�š����ϡ�Ƥ�Ϳ�����ϡ��л����������ϵȲ����Ͻ�����ӡ�����ִ���ӡװ֡��õ�һ�ֲ��ϡ�
���� �绯������20����60����������ձ���Ӣ�������й��ġ�������ĵڶ��꣨1965�꣩���Ϻ��������������ȵ��Ⱥ�Ͷ���������˺�ȫ�����ؼ�ʮ����������������ֵ绯�����ϡ�30�������绯�����ѳ�Ϊһ����������Ϥ��װ֡��ӡ�����ˡ�
���� ��1���绯�����Ĺ��ɡ��绯��������12��16��18��20��m��500-1500mm���ľ�����Ĥ������һ����16��m��500mm���ı�Ĥ����Ϳ������㡢ɫ�㣬����ն�����Ϳ�����㣬���ͨ����Ʒ���������ɵġ������绯����һ��Ϊ4��5�㡣
���� �绯�����ĵ�һ���ǻ�Ĥ�㣬����һ�����16��m��˫������ľ�����Ĥ��������12��m����Ҫ������֧�Ÿ�����������ĸ�Ϳ�㣬���ڼӹ�ʱ��������ӡ���绯�����Ļ�Ĥ�㣬����ӡ�����в�������ӡ���¶������α䣬Ӧ����ǿ�ȴ��������µ����ܡ�
���� �绯�����ĵڶ���Ϊ����㣬һ��Ϊ�л�����֬��Ϳ�����ɡ���Ҫ����������ӡ�����ȼ�ѹ����ʹɫ�ϡ�����������Ѹ�����������Ĥ����ת��ճ���ڱ���ӡ����ı����ϡ������Ҫ�нϺõ��������ܣ������ʹ��ӡ��ͼ��ģ�����塢¶������Ӱ����ӡ�IJ�Ʒ������
���� �еĵ绯������Ʒû������㣬�������Ĥճ������С��ɫ��ճ�ϣ�ʹɫ����ܷ�Ӧ��ɫ�����������á�������IJ�ṹ�ĵ绯������
���� �绯�����ĵڶ�����ɫ�㣬��Ҫ�ɷ�����Ĥ�������������������˵��ϳ���֬��Ⱦ�ϡ����õ���֬���۰�����������������ά���������谷��ȩ��֬������������֬�ȡ�����ʱ����֬��Ⱦ�������л��ܼ�����ɫ����Ȼ�����Ϳ������ɡ�ɫ�����Ҫ������������һ����ʾ��ɫ�����DZ�����ӡ�ڷ����������Ʒ����Ķ�����ͼ�IJ����������绯��������ɫ��ơ��ۻơ��ҡ��졢�����̵ȶ��֡�ɫ�����ɫ���������ᱻ���������ɫ��һ���仯�����ɫ��������Ϊ��ɫ����ɫ�� ���Ϊ��ɫ�ȡ���ɫ���Ϳ��Ҫ����ϸ�����κ�С�����������ɳ�ۣ�Ϳ������һ�¡�
���� �绯�����ĵ��IJ�Ϊ�����㡣��Ϳ��ɫ�ϵı�Ĥ���������������������������ڣ���һ������ն��£�ͨ��������ȣ�����˿�ۻ���������������Ĥ��ɫ���ϣ����γ��˶����㡣���������Ҫ�����Ƿ�����ߣ��ı�ɫ����ɫ��ʹ����ֽ�������
���� �绯���ĵ�����ǽ�ճ�㡣��ճ��һ��Ϊ���۵���������֬�����ϩ����������������������ϩ�Ṳ������ݱ���ӡ�IJ��ϲ�ͬҲ��ѡ��������֬��Űͽ����潺������ȡ�����֬�����л��ܼ������ˮ��Һ��ͨ��Ϳ����Ϳ���������ϣ�����ɼ��ɽ�ճ�㡣��ճ�����Ҫ�����ǽ���ӡ��ճ���ڱ��������ϡ�
���� ��ӡʱ�����̲��ϵ��������Ҫԭ��֮һ�����ǽ�ճ�㲻ͬ����ӡʱ�����̲��ϵ��������Ҫԭ����һ�����ǽ�ճ�㲻ͬ����ӡ�Ķ���ͬ����ѡ�õ绯�����ͺ���Ӧ������ͬ�������ͺŵĵ绯�����佺ճ���Dz�ͬ�ģ����ѡ��绯����Ӧ���ݱ�����ʵ������Ժ�����Ϊ�ˡ�
���� ��2���绯�������������̡��绯�������������̣����·ֻ�ĤȾɫͿ������ն�����Ϳ��ճ�㡢�����װ���Ĵ����乤�չ�����ͼ2��7��ʾ�������绯������ն�������Ҫ���ڣ�������������Σ�ֱ��Ӱ��绯�����������������ն�������ն�Ĥ���Ͼ�������ա����������������������ɡ�
���� ���װ���������װ���ܷ�ֽӵģ���Ҫ�����dz�ȥ����װ���еĿ������ﵽһ������նȣ��Ա�֤�������ܾ��ȵ���Ƶ���Ĥɫ���ϡ�����װ�����������������װ�á���Ĥװ�ü���Ĥװ���IJ�����ɡ���Щװ����װ���ܷ����ն��������ն��ҿ������¡���ѹ�IJ����������ף�����ۿɿ�����ն����ڵĹ���������Ա��������⼰ʱ������
���� �����������������Դ��ÿ������Դ��һ�������缫��һ��ʯī�����ɡ�ʯī����̶��ڵ���ϣ�ͨ����������ī�������ܴ�ʹ����װ�������ĸߴ���������1400-1500��ĸ����£�Ѹ�� ��ΪҺ״����������������������������Ϳ��ɫ�ϲ�ĵ��¾�����Ĥ��������ɫ����棬�γɾ��ȹ��������㡣���������¶������ߣ����������죬��Ĥ���ٶȷ���һЩ�Ϳɵõ��Ϻ�Ķ����㣬��֮�ǵõ��ϱ��Ķ����㡣 ��ΪҺ״����������������������������Ϳ��ɫ�ϲ�ĵ��¾�����Ĥ��������ɫ����棬�γɾ��ȹ��������㡣���������¶������ߣ����������죬��Ĥ���ٶȷ���һЩ�Ϳɵõ��Ϻ�Ķ����㣬��֮�ǵõ��ϱ��Ķ����㡣
���� ������ն���װ�üӹ���ɽ���Ϳ��ճ�㡢�������������ȼӹ�����ɵ绯����������ȫ���̡�
���� ��3���绯�����IJ��ԡ��ۺϷ���������绯������ӡ���������Ч�����������10�ֲ��Է������ο�������1����
��1�绯�������鷽��
|
������Ŀ
|
���鷽��
|
Ҫ��
|
|
1��ճ����
|
ʹ������ֽ��Ϳ����ճ������
|
�ް�������
|
|
2����ĥ��
|
�������ϼ�500g�ؿ�ĥ��500-1000��
|
�������б仯���ޱ��Ρ��˺ۡ�����
|
|
3��������
|
�ڡ������ڷ�24h������������ֽճ��
|
��ɫ�ޱ仯���ް�������
|
|
4���ͺ���
|
�ڣ�20�������·�24h������������ֽճ��
|
ͬ��
|
|
5����ˮ��
|
��40��ˮ�н���24h
|
����ޱ仯
|
|
6������
|
��������ɹ24h
|
��ɫ�����ޱ仯
|
|
7��������
|
��10������ˮ��Һ�н���24h
|
����ޱ仯
|
|
8���ͼ���
|
��10����������ˮ��Һ�н���24h
|
�ޱ仯
|
|
9�����Ҵ���
|
��50���Ҵ�Һ�н���24h
|
�ޱ仯
|
|
10����������
|
�ý��ݵ����Ͳ����20��
|
�ޱ仯 |
���� ��������10�ֲ��ԣ����ϱ���Ҫ��ĵ绯���������鿯�������ӡ�ӹ������������õ���֤��
���� �绯���������������ܿ�㷺����ȫ��ʹ�ã��������˽������Ȱ�����ϣ��������ȣ������Ҿ���ʵ�ݡ��ҹ����õ绯�������е�װ����ӡ����ٲ�ʤ�����ر��������װװ�������˺ܴ����á���1965����Ժ������ĸ����鿯���ᣬ���ǽ�ɫͼ�ĵľ��ֶ��Dz��õ绯����ӡ�����ֲ������ܹ��ʹ���ߵĻ�ӭ��
���� ��4���绯������ѡ�á�������ѡ�õ绯����������ӡ���鿯�������ȵ���Ҫ����֮һ�����ڹ�����绯�������ͺ�����࣬���ܸ��죬�������ȡ����ѡ��ʱӦע�����㣺
���� ��һ��Ҫ���Ź���ġ����ڽ��ڵĵ绯������ܶ࣬����һ��Ϻã��������ͺŲ�ͬ����һ��ȫ�����������ӹ��ı���ӡ��ڶ�ѡ�õ绯����Ӧ���ݱ�������ʵصȾ���������У����ܴﵽ���������̺ã��ֻ��㾭�õ�Ŀ�ġ�
���� ������ܹ����⼸�ֵ绯��������;��ʹ�ã����ο���
���� �ٹ��⼸�ֽ�������顣����������ж������Ƹ�����������֡��������˿�������������ھ�����Ĥ����˿��Ȼ���Ƴɶ���ӡ�漰���ĵ绯���������֣����2���С�
����2������绯����ӡ��
| ����
| �ͺ�
| ��;
| ��ӡ����
|
| �¶ȣ��棩
| ʱ�䣨s��
|
| �ձ��о���˿��ҵ��ʽ����
| NV
NA
NS
NP
PP
SH
SHP
PL
SB
SS
SR
| һ��ֽ������ֽ��֯Ʒ��
һ��ֽ��ӡˢֽ
һ��ֽ��ӡˢֽ��Ϳ��ֽ��
�Ϲ�ֽ
PP
�ϱ�Ĥ��PPͿ��ֽ��
Ƥ����ϣ���PP��
Ƥ����ϡ��Ϲ�ֽ����PP)
��Ƥ��Ƥ��ܵȣ���PP��
�����Ϸ���תӡ
���������ͣ������������ϣ�
ѹ����
| 110��130
110��120
100��120
110��130
100��120
100��130
100��130
12��140
130��180
130��150
150��180
| 0.5��1
0.5��1
0.5��1
0.5��1
0.5��1
0.5��1
0.5��1
0.5��1
0.5��1
0.5��1
0.5��1
|
| �ձ�β����ʽ����
| 24222
21KL��30
23038
83024
| ͭ��ֽ��Ϳ��ֽ��ӡˢֽ����ѹֽ������������Ϳ��ֽ��
ABC����̼������������Ӳ���ϵ�
ABC���۱���ϩ��Ӳ���ϡ����ὺ��
| 100��130
100��130
120��160
160��210
| 0.5��1
0.5��1
0.5��1
0.8��3
|
| �¹�
| 338A��
338B��
| ����ֽ�š�֯Ʒ��Ϳ��ֽ�ȣ������ר�ã��¶����У�
����ֽ�š�֯Ʒ��Ƥ�Ϳ����
| 100��140
100��140
| 0.5��1
0.5��1
|
| ����
| ά��˹400��
| ��ӡ����ī��ֽ������ĸ���ֽ�š�Ϳ�������ϡ�֯Ʒ�����Ƥ��ȣ�רΪPVCͿ��ֽ����ڵIJ��ϣ�
| 100��140
| 0.5��1 |
���� �ڹ����绯���������ͺ�����;�������绯�����ͺŽ϶࣬���õ��б�3���и��֡�
��3�����绯�����ͺ�����;
| ����
| �ͺ�
| ��;
| ��ӡ����
|
| �¶ȣ��棩
| ʱ�䣨s��
|
| �Ϻ�
| 8��
12��
12��B(˫���
15��
1��
��ȸ��
88��
| ֽ�š�Ƥ����֯Ʒ��
�л�������Ӳ����
�����ϡ��л�������Ʒ����
������
Ϳ��ֽ��ֽ�š����֯Ʒ��
Ϳ��ֽ��ֽ�š����֯Ʒ��
ӡ����ī��ֽ��Ϳ��ֽ�����֯Ʒ��
| 100��120
70��85
65��85
100��140
100��140
100��140
| 1��2
2
2
0.5��1
0.5��1
0.5��1
|
| ����
| ���
������
| ���֯Ʒ��Ƥ�ֽ�š�Ϳ��ֽ��
���֯Ʒ��Ƥ�ֽ�š�Ϳ��ֽ��
| 100��140
100��140
| 0.5��1
0.5��1
|
| ���պ���
| ������
| ӡ����ī��ֽ��Ϳ��ֽ��ֽ�ŵ�
| 100��140
| 0.5��1
|
| ����
| �ʹ���
| ֽ�š����֯Ʒ��Ƥ���
| 100��140
| 0.5��1
|
| ɽ��
| ������
| ֽ�š����Ƥ���
| 100��140
| 0.5��1 |
���� ��5���绯��������ӡ�ӹ��еĴ������绯����Ʒ�ֶ࣬���칤�ա����Ρ����ܸ��в�ͬ������ȷѡ���Ӧע��ӹ��еĴ�������Ϊ��ӡ��һ�����ֱ�ۣ���ӡЧ��ֱ��Ӱ���鿯��������������鿯װ֡��������ӡ���������̵���Ҫ���ڡ�
���� ����ӡijһ�µļӹ����ijһ�����ͺŵĵ绯����ǰ��Ӧ�Ƚ��е绯��������ۼ�飬�䷽���ǣ����ͺ��Ƿ���ȷ���������ĵ绯�����۲챡Ĥ�����Ƿ��л��ۡ�ɰ�ۡ����ۼ��ָ��Ƿ�ƽ�����۲�绯���������Ƿ�Ϻ�Ҫ�������õĵ绯���������Ӧ��ǿ����Ө��������ʹ�������������ɵõ�ȷ�ɿ������ݣ��绯�����Ĺⷴ����Ӧ���ȴﵽ85�����ҡ�������������Ŀ��ȷ����
���� ����ӡ�绯���İ��һ����ͭ�桢п��Ͷ�ͭп�����֡�ʹ����ͭ��Ϊ�ã���Ϊͭ��������ǿ����һ�����ԣ�����������;ã���ӡЧ���á������ӡ����ֽ���С�������������п�棨�۸��ͭ����ˣ�����ӡ���Ǻʹ����������ӦӦ��ͭ�档п���ʵع��������ܲ�ס��ӡ���������ѹ���ϴ�ļӹ�������ױ��Σ���ӡЧ�����ѡ���ӡ��ĵĺ�ȣ�һ��Ϊ1.5-2.5mm��Ҫ���ݱ������ʵء���Ȳ�ͬ�ľ��������ѡ���ʵ���ȵİ�ġ���ӡ�����������̺�ͼ��ģ�������������������������˷ѡ�
���� ��ӡʹ�õ���ӡ��һ�������ӹ���ʹ��ǰӦ�ȼ������Ƿ���ë�̲�ƽ����Dz����롢ͼ�IJ������ȱײ���Ҫ�����ϸ�ĵط���ʴ���������ϰ���ӡ��
 ���� �۵绯���������ϣ���ӡ���Ϻú�Ҫ�������̣���Ҫ������ӡ����Ĵ�С���绯�����ó��ʵ��Ŀ��ȣ��ٵ�����ӡ����¶ȣ����պ���ӡ��ʱ�估ѹ�����ɿ�ʼ��ӡ����ӡ�ӹ���ȥ��ӡ������ȷ���⣬����Ҫ�����¶ȡ�ʱ�䡢ѹ�������գ�����������ӡ�ӹ�����Ҫ���ڡ� ���� �۵绯���������ϣ���ӡ���Ϻú�Ҫ�������̣���Ҫ������ӡ����Ĵ�С���绯�����ó��ʵ��Ŀ��ȣ��ٵ�����ӡ����¶ȣ����պ���ӡ��ʱ�估ѹ�����ɿ�ʼ��ӡ����ӡ�ӹ���ȥ��ӡ������ȷ���⣬����Ҫ�����¶ȡ�ʱ�䡢ѹ�������գ�����������ӡ�ӹ�����Ҫ���ڡ�
���� a.��ӡѹ�������ա���ӡѹ���Ĵ�СӦ���ݱ��������ʣ���ȼ���ӡ��ʽ��������ѹ��֮���Բ����桢�̼���������Ϊ�ȣ���ѹ��֮С���ι̲����䡢������Ϊ�ˡ������ͬһ����ϣ���ӡ���������С�����ͼ��ʱ��Ҫ���պõ�λ���ѹ������ȣ���ӡ���Խ����ӡѹ��ӦԽ��֮��С��
���� ��ӡ��ѹ���ĵ������������֣�һ�����Զ��ģ�һ�����ֶ��ġ��Զ��Ŀɸ��ݱ������ȡ����ʽ��е������ֶ�����Ҫ���սӴ��������Ժ��ѹ�������ڲ�������ʮ����Ҫ�ġ��Զ���ӡ������ӡѹ�����������ݿ��Ƶģ��ȽϷ��㣬�������������Ȳ���ʱ��������������⣻���ֶ��䱿�أ���ѹ�������������գ����ܱ�������뱡��Ӱ�졣
���� b.��ӡʱ�����¶ȵ����ա���ӡʱ�����¶������ݱ�������ʵ�����ӡ��ʽ�Ⱦ����ġ���ӡʱ��������¶ȹ��ߣ������ֺ��桢ͼ�IJ������ȱײ�����֮��������ӡ���ϡ��̺����䡢�������ȱײ�����֮��������ӡ���ϡ��̺����䡢�������ȱײ���ʱ�����¶������ڹ���ʱ�ɽ����������¶��Ը�ʱ��ʱ�������Щ���¶��Ե�ʱ��ʱ��ɼӳ�Щ�����ߵ����ɹ��࣬Ӧ������һ����Χ�ڡ�
���� ��Щ��ӡ���Ƚϳ������¶�ʪʾ��������ȫƾ�о����գ����ˮ�������ִ��������Բ����¶ȵĸߵ͡��ִ����������ݿ��ƣ�������ʡ���ֿ�ѧ�����Ӧ�����¶���ʾװ�ã������ѧ��������ӡʱ�����¶ȵ��������2��6���С�
��4��ӡ�¶ȡ�ʱ��ο���
��ӡ����
ʱ���¶�
����
| PVCͿ������
| ֯Ʒ��Ƥ��ֽ��
| �
| �����ϸ�Ĥ
|
| ʱ�䣨s��
| �¶ȣ��棩
| ʱ�䣨s��
| �¶ȣ��棩
| ʱ�䣨s��
| �¶ȣ��棩
| ʱ�䣨s��
| �¶ȣ��棩
|
���
����
�绯����
ɫ��
ɫƬ
ͭ��
����
| 1��2
1��2
0.5��1
0.5��1
1��2
1��2
1��2
| 100��140
110��145
110��145
110��140
100��140
110��145
110��145
| 1��2
1��2
1
0.5��1
2��3
1��2
1��2
| 120��150
130��160
120��150
120��150
120��150
120��150
| 1��2
2
0.5��1
0.5��1
2��3
2
2
| 100��140
120��145
110��140
110��140
100��140
120��140
120��140
| 2��3
2��3
2
1.5
2��3
2��3
2��3
|
80��110
90��120
90��120
90��120
80��110
90��120
90��120 |
���� ��������κ���ӡ���ϣ�ֻ����Ƿ�������ӡ��ӡ��ʱ���¶ȿ��ʵ�����10����20����ʱ��Ҫ����1��2s��
���� �����������Ҫ��ճ�õ����°棨���̰��¹�ذ������Ĺ���ٴμ��̶���ʵ�������ƶ������Ϳ�����������ӡ������Ҫ��ʱ�����ӡЧ�����������⼰ʱ�������Ա�֤��ӡ������
 ���� ����ӡ�����Ϸ��������ͼ��ʱ��Ϊ��ͻ������У���ӡʱҪ������ѹ�̣���һ�������ϣ��ڶ�����ӡ��������ѹ��λ�����һ����ͬ����������˿��ƫ�ƣ������ַ����Ϳ��̳�����ͼ�ġ� ���� ����ӡ�����Ϸ��������ͼ��ʱ��Ϊ��ͻ������У���ӡʱҪ������ѹ�̣���һ�������ϣ��ڶ�����ӡ��������ѹ��λ�����һ����ͬ����������˿��ƫ�ƣ������ַ����Ϳ��̳�����ͼ�ġ�
���� ����ӡ�����ر���˿������ʱ�����ı�������������ë��һ����ѹ�����ɹ��ģ���Ҫ��������ӡ����һ����ӡʱ�Ƚ���ճ��Ϳ��������ӡ���ϣ�������ӡ���ϣ�������ѹ������ӡ���ϵ�ճ�Ϸ۽���������ëѹ��ճƽ���ڶ����ٽ���������ѹ����ӡ���ϣ��ڶ���ӡ������˿��ƫ�ƣ���Ȼ��������ϵ��˷ѡ���������ӡ������ӡ��ƽ���ι̣�δ���̵���ë������ӡ������Χ����������к������ԡ�
���� ����ӡ���ǰ��Σ�������ͼ����ʱ����ΰ��ͷ��ȣ�Ҫ���°��ã���ͻ��ӡ��������Ч����
2��ɫ����ӡ���ϡ� ɫ��Ҳ�Ʒ۲�����һ���ڱ�ĤƬ����Ϳ�����ϡ���֬��ճ�ϼ��������ܼ��Ȼ��Ϳ�϶��Ƴɵ���ӡ���ϡ���ɫ����ӡ���γɸ�����ɫ��ͼ�ġ�
���� ɫ������ɫ����ࡢѡ��Χ�㣬�����Զ���������ӡ�ӹ����˷��١����������档ɫ���İ�װ��绯������ͬ����һ�ֺ��ܻ�ӭ�����ϲ���������ɫ����ɫ��ϱ�����ɫƬ��ȣ�����ɫƬ��ӡ�����ɫ���ޡ���ʵ������
���� ��1��ɫ���Ľṹ��ɫ���Ľṹ��绯�����ƣ�����ͬ���ǵ绯��Ҫ������һ�����������ɫ����ֱ���ڻ�Ĥ��Ϳ��Ϳ�ϣ�û�ж����㡣ɫ�������㡢���㡢�IJ㼸�֡�
���� ����ģ���һ��Ϊ��Ĥ�㡣�ڶ���ΪͿ�ϲ㡣����ģ���һ��Ϊ��Ĥ�㡣�ڶ���Ϊ����㡣������Ϊɫճ�㡣
���� �IJ�ɫ��һ���������������ͬ��������Ϊɫ�ϲ㣬���IJ�Ϊ��ճ�㡣
���� ��2��ɫ������������ӡ��ɫ��������ܶ࣬�����������ա����εȲ�ͬ����ʹ����һ��Ҫ���պ���������;��ɫ����һ����ӡ��Ĥ���Ի�Ĥ���࣬�о�����Ĥ��ֽ�ʱ�Ĥ��������ɫճ��������Ϸ��࣬����ˮ���Բ��ʹ����Բ����еIJ�����ѹӡ�����ͼ�����е�������С���ͼ�ģ����д��л���ͼ���IJ�����˱��������Ҫѡ��
���� ��ɫ�������ܡ�ɫ�������ܣ�������ѡ�õĸ߷��Ӿۺ�������ʶ������ġ�����ӡ�����У�������������õ������ԡ���ճ���ԣ�����ȷ����ʾ��������ɫ��
���� ��ɫ������ӡ��ɫ������ӡ�ȵ绯�������Ѷ�Ҫ��Щ���ر����뱻�������ɫ���ļӹ������ѡ�ϲ��������ղ��ã��ͻ���ַ�����©�ס���ɫ��������������⡣
���� a.���ݱ�������ʵء���ʽ�����������ѡ���ʵ���ɫ����������ӡ���ķ��棬�������г��ʵ��Ŀ��ȡ�
���� b.ʹ��ǰ�ȼ��ɫ������������鷽����绯������ͬ���ر�Ҫע����ɫ����ɰ�ۡ����ȶȼ�ƽ���ȡ�
���� c.��ӡƽ���Ļ�����Ƶķ�ǣ���ӡѹ�����¶���Ҫ������ġ����л��ƵIJ��ϱ��氼��ƽ����ӡѹ��Ҫ��Щ���¶�ҲҪ��Щ��һ���5��10�棩��������üӹ�������ƽ�������ͬ���������̺�©�ס����������������������⡣ɫ������ӡ�������ι۱�2��6��
���� d.ϸ�������������̼����������ڰ��ϴ�Ļ��Ʋ�������ӡ����Ϊ���ư���ƽ����ʹϸ�����̼����ߣ�Ҳ��ʹ������̼�����©�ס���������ӡ���ϵ����⡣
���� ��������������Ƶ�ͼ������ӡ���ϵ�����������һ����ӡϸ����ͼ��Ӧ��ƽ�����Ʋ����ԵIJ��ϡ�������ѡ��Ҫ���㣬�ܱ�֤��ӡЧ����
���� e.����ӡɫ�������У��̺�ij�Ʒ��ʱ��ʱ��ʱ��������������������ȼ���¶ȡ�ʱ�䡢ѹ���з����⣬�ټ��ɫ�������Ƿ����������⣬���ֺ�ʱ���ϻ��ã����Ͻ��һ���������˷ѡ���ʹ����ɫ����ҲҪ����������¼��ԭ���Ի��۾��顣
���� f.�̺��ɫ��ӡ����Ӧͼ�ı�����ɫ�����ޣ���©�����������ɫ���ּ��������ι̲����䡣
3��ɫƬ��ӡ���ϡ� ɫƬ��һ���ڲ�����ƽ��⻬�����ϣ�����һ�����Ϻ�ճ�ϲ��ϵȻ��Ϳ�ϲ㣬������������ֽ�ϰ�װ�õ���ӡ���ϡ�
���� ɫƬ�������н�60�����ʷ�������ֹ�������ɫƬר������ӡ��װ���ǡ���û��ɫ���Խ����������ֲ�����ӡ���ִ�����ɫ��ӡ���ġ�ɫƬ���ص����������ӹ�����ɫ���ޣ��̼���ʵ������ɫ�ʴ�������ɫƬ��֧���壬�����鲻�ױ��档ʹ��ɫƬ��ӡͼ���кܺõ�Ч����һЩ����ж�ɫ�ĸߵ��鼮��������ɫƬ������ӡ������Ҫԭ�������ɫ��ӳ��ʵ����������䡢�ײ��ġ�
���� ��1��ɫƬ��������ɫƬ�����������ֹ����У���Ϊ��������
���� ��ѡ��Ϳ�ϳ����塣����ɫƬ����Ҫѡ�����һ������൱�ģ�һ��Ϊ400mm��200mm��600mm��300mm��������ƽ��⻬�İ�ģ���Ҫ�������ɰ�����ݵȣ�������ˮϴ�������ɺ���á�Ϳ����ı��治���г�������άë�����
���� �ڵ���ɫճ�ϡ�ɫƬ��ɫճ�ϵ���Ҫԭ���У���ɫ�����������������õ��й�ɫ�ϡ���ɫ�ϣ���Ҫ�����dz�����ɫ��ճ�ϼ�������֬�����潺�����㽺�ȣ���Ҫ������ճ����ɫ���뱻�������������ϡ����Ѱۣ����ã����ܼ�������ҵ�ƾ���Һ�����ÿɲ��ã�����Ҫ������ʹɫƬ����������ķ�����¡�
���� ������ճ�����ƺá����ƾ��ȴ��á�ɫճ�ϵ�ϡ��Ҫ�ʵ������ɹ����������˷�ԭ�ϣ���߳ɱ����Ҳ��ӹ���Ҳ���ɹ�ϡ����ϡ��ʹɫ��䱡����ӳ������ɫ������ɫ�ࡣ�����뽺ճ�ϱ���Ҫ�ʵ�����ճ�ϳɷֹ����ױ�ɫ�����װ��룬����ɫƬ����������飬�Ҳ�����ӡ����ϡ���ij̶�Ӧ�Լ�����ӡ�ι̣��ֲ��װ��롢������Ϊ�ˡ�
���� �۳���Ϳ��ɫճ�ϡ�����ĺ�ɫճ�ϵ������Ϳɽ���ɫƬ�ij���Ϳ���ӹ���Ϳ��ǰ���ڰ������Ϳ��һ����Һʹ������루��Ϳ��ҺҲ�ɷ��룬��Ч������Ϳ���ã���Ϳ��һ������ֲ����������ǣ�
���� a.����ϴ�ɾ��İ�ģ�Ϳ����Ϳ������������ƽ��Ĺ���̨�ϣ��ٽ����õ�ɫճ�ϣ����ȵص���Ϳ�ڰ���ϣ����о��ȵij�����Ϳ����
���� b.������ɫճ�����ĵ������Ϳ���ĺ������Ӧ��һ���ȴ�����0.3mm���ҡ�
���� c.Ϳ����������ƽ�Ÿ����ȫ�������·���Ԥ�����õ�ֽ���ϣ�ÿ��һ��ɫƬ��һ��ֽ����ֽ�ķ�����ɫƬ�����ͬ�������ɫƬ�������ӹ���
���� ��2��ɫƬ�İ�װ��ɫƬ�Ƴɺ�������֧���������飬��˰�װʱҪ�ñ���ֽ�����ţ�ÿһ�� �й涨���������еĹ���ɫƬ�Դ�10-20mm�����ٽ��г���Ĵ��װ����ÿһ��к�ÿһ���װֽ��ı��������ɫ�ͼӹ����ڵȣ��Է���ʹ����ѡ�� �й涨���������еĹ���ɫƬ�Դ�10-20mm�����ٽ��г���Ĵ��װ����ÿһ��к�ÿһ���װֽ��ı��������ɫ�ͼӹ����ڵȣ��Է���ʹ����ѡ��
���� ��3��ɫƬ��ӡ��ɫƬ����ɫ���࣬���Ը�����Ҫ����������ѡ�á��������칤�ա����������ȵIJ�ͬ����Ʒ������ɫ����в��졣ɫƬ��Ҫ�������ǵ���ӡ��ֱ��Ӱ������������������ӡʱһ��Ҫ���պ�ɫƬ�����ܵȡ�ɫƬ��ͬ��ɫ���͵绯��������û��֧���壬��Ƭ��״���������Զ���������ӡ��������ӡ�ӹ�һ��Ӧע�����¼��㣺
���� �ٸ������������С����ɫƬ���г��ʵ����Ҫ������ű���ɫƬ���顣
���� ����ӡʱ���úõ�ɫƬ����Ӧ��ӡ���������ѹ�̣��̺����ɫƬ����ʹӡ�������ɾ���
���� ����ѹ����ʱ�䡢�¶ȶ�����������£�����ӡ����ʱ����Ӧ����ճ�ϣ��Կ˷���ɫƬճ��������̲��ϻ��̲��ε�ȱ�ݡ�
���� ��ɫƬ�̺�ӡ��Ӧɫ�����ޡ�ɫ�ʺá��ι̣����桢�������������⡣
���� ����ӡ�¶���μ���2��6������ӡѹ��Ӧ����ӡ�绯����ɫ���Դ�Щ��
4����������ӡ���ϡ� ���������ý�����չ���ý�����ĩ�Ƴɵı�����Ƭ���ý�����װ֡ͼ�飬���ҹ����кü������͵���ʷ�ˣ�15����ĩ���������ó��װ���鼮���������ý�������ӡ�����Խ��Խ�ࡣ
���� �������������г��������ͭ�����������֣����г��ʹ�ý϶࣬ʹ��ʱ��Ҳ�����������һЩ�м�ֵ�Ĺ����鼮���ó����ӡ����һ���鿯����Ľ�ɫ���õ绯�������ˡ�
���� ��1���������ӡ�ӹ���������ô����������չ�ɵļ����IJ�Ƭ��ӡ���ϡ�������ʮ�ֻ������ʵ���������ѧ�����ȶ���������������ʧȥ��������չ�����ǽ�������õ�һ�֣���ӡ���õij������չ�ĺ�Ƚ���1��m���ҡ����Dz����ô�ѹ�����Ƴɵġ����װ������һ���һ��ë��ֽ��Ȼ��װ��Ӳֽ���ڣ��ٽ��д��װ��
���� ���ó������ӡ�ѶȽϴ���Ҫ��һ���IJ������ܺ;��顣��ӡ��������£�
���� ���Ƚ������ͬ��ֽһ�𣬸�������ӡ���������С�����г��ʵ��ߴ磬����ֽ���ڴ��á�
���� ���̽�����������ᣬһ���������ϴ�ĺ�����˵������ʹ������˷ѣ��ͻ�������������ڰ��϶����ѵ�������̽�Ҫ�ر�С��ע�⡣
���� �̽�IJ���˳���ǣ�a.�Ƚ����̰���ȵ�һ���¶ȣ����泯�ϣ�b.�ٽ�Ϳ����ճ�ϵĵ����Ƿ����ڹ���ڣ�c.����������̰����棬�̽�ʱ���ּ�סһ������������ҽ����������ؽ��������ë��ֽ�ƿ��ӵ����ٽ�����Ľ���ͬ���µ�һ��ֽһ���ס��ȷ�������̰��ϣ�d.���Ͻ������ֵ����Ž���ѹʵ��ʹ���������̰��ϣ�����̽������
���� ���̽���̰��Ϊ�ʽ�����̰���Գ���������������ʱ���̺ý����̰淭�������泯�£������̽�����ϰ���ڣ���ѹ�̺�ʹ��������Ԥ�ȷźõ���Ƿ����ϣ������ӡ��IJ����ӹ����̳��ʱ�����¶Ȳμ���2��6��
���� ���̺��ٽ�����϶���ij�������ɾ�������ʱ��������ɴ�������ӡ����Χ��ʹ��ӡ�������ɾ��������ɽ�ӡ��������
���� �̳�������Ҫ�ؼ����̽��̵ĺ�ʡ��Ч�ʸߣ��̲���Ч�ʵͻ�����ɼ�����˷ѡ�����̽���������¼���Ҫ��һ���̽�ʱ�������ƽ�Ҫȷ��������ס�Ľ�Ҫ������ƽ��ȷ����������λ���ϣ���������;�о���������ֽ�ȱ�����;�ϡ�������������ӡ��ʱ��Ҫ��ʱ�ز�һ�ŷ�ֹ©��©�̡����������̰��ϵĽ�Ҫ��ʱ���������ᰴ�ΰ�ʵ�����ⷭ��ʱ�����䣬����˷ѡ����������̽����������ԭ����ɽ���������������ӡʱ��Ӧ��ʱ��������ֽ���ڣ�����һ�ֹ��ؽ�����������������˷ѡ�
���� �ó����ӡ�ķ��棬���Գ��ڱ��棬����������Ҫƥ�䡣�ҹ�������һЩ�������иߵ��б����ֵ���鼮��ѡ�ó����Ϊ��ӡ���ϡ�
���� ��2��������������ӡ�ӹ������������Դ���������չ�ɲ�����ӡ���ϡ�����������չ�Խ����ڳ����˴������ȳ���Ժ��������������ѧ���ܽ��ȶ����˳��ñ��棬���۸�Ƚ���˵ö࣬Ҳ��һ�ֹ��ز��ϡ���û�е绯������ǰ����ɫ��ӡ�������ð����Ʋ���ӡ�ġ�
���� �����ļӹ�����װ����ӡ�ӹ���������ͬ���������Ϻ���ӡʱ�ϳ����ʡ�¡����� ��ʹ����ʷҲ�ܳ���ʹ������ȴ���٣���Ϊһ���б����ֵ���鼮��װ�ξ����ý�Ϊ��������Ϊ�̡� ��ʹ����ʷҲ�ܳ���ʹ������ȴ���٣���Ϊһ���б����ֵ���鼮��װ�ξ����ý�Ϊ��������Ϊ�̡�
���� ��3��ͭ��������ӡ�ӹ���������֬���������ʽ��������ֽ���ϣ���Ϳ�ϡ�Ϳͭ���Ƴɵı�Ƭ��ͭ����ͭ���Ƴɺ����ʽ��ɫ������ƽ𣬹��ֳƼٽ�ٽ�Ƭ��ͭ�ڿ������ױ���������ɰ���ɫ����ӡ���ͼ�IJ��;á�ͭ���Ƚ����������һ��Ϊ0.3mm���ҡ���ӡͭ��ʱ����ͭ����ͭ����Ϳ����ֽ������֬������潺�����ϱ�ճ��ģ�ճ����ʱ������ɢ������ʱ��������̺�������۵�����
���� ��û�е绯������ǰ����ӡ��ɫ��ʹ�ý������ʹ��ͭ���ġ�
���� ��4������������ӡ�ӹ����������ý�����ֱ��ѹ�ӳɱ�Ƭ��һ����ӡ���ϡ���û�е绯������ǰ�����ð�����ӡ��ɫ�⣬��������ɫ�Ĺ����������ѹ�Ӻ�ı�Ƭ���ù����ɵ������Ѻ��ڽ���ֽ�ϣ��Ƴ�����Ƭ������������ӡˢ��ī����Ϊ���ָ���װֽʹ�á�����������������ɫ�䰵��ĥ�����������ɫ����˲������ڳ��ñ�����鿯�����ϡ���������ӡ�ӹ�������Ҫ����ͭ��������ͬ��
��ӡ����ȫ��̽�� ���ģ��ܺ� ��־����
�������������Ų�Ʒ��װ����Ҫ��IJ�����ߣ���ӡ������Ϊ��װ�����һ�ֳ��ù��ռ�����Ҳ����֮���ٷ�չ���乤�ռ���Ҳ�������ơ�����ʵ���������Ի����һЩ�Ƚϼ��ֵ����⡣����������������г��ֵ���ӡ���������һЩ�ط���������Ѹ������д��ϣ���ܶԴ���ӡˢ�����Ĺ�����Ա����������
 ���Ͽ�ֽ��ӡ ���Ͽ�ֽ��ӡ
����������֪���ڰ�ֽ���������ӡ�DZȽ����ģ����Ͽ�ֽ��Ե绯������������˸��ߵ�Ҫ����ȷ��ʶ����֮��Ĺ�ϵҪ�����¼�������������������
���� ��������ֽ����������С�������
���� ����ֽ����ܶ࣬Ŀǰ�������⼸�ࣺPETĤֽ������ֽ������ֽ��ת��ֽ�ȵȡ���Щֽ�ŵĸ��ϲ��ϱ������������в�ͬ����ֱ��Ӱ������ӡЧ������ӡ������������С�����ֽ�ŵ���ӡ���Ⲣ����ͨ���IJ����Ϳ��Խ�����Ӹ���ֽ�ص㼰��ӡ�����ܷ������������ֽ��ӡ��������������¿���ͨ�����·����õ������
�����ⲿЭ����������ֽ�ű������ܶԵ绯�����к���ѡ�����绯���������ҵļ��������������ӡ���⡣������Ҫ�����Ǹ��ݸ���ֽ�������ܣ�ͨ��������ӡ����ˮ���������ӡ���⡣
�����������������Ը���ֽ�������ܽ��д�����ʹ����������ı��������̽�Ҫ������ֽ�ű���Ϳ�����ɸ��ݾ����������ȫ����ֲ�Ϳ����ʽ��һ��ܱ�����ɫ���ͣ��Դ˸ı�ֽ�ű���������������ӡ����Ҫ��
���� ����Э���������������ַ�������ʹ�û��Dz��ܽ����ӡ����ʱ���Ϳ��Խ��ⲿЭ�������������������ʹ�ã��ﵽ�����ӡ�����Ŀ�ġ�
���� ��������ֽ��ӡ���ܷ������
���� ����ֽ�ĸ��ϲ���������������������ܱ�Ȼ��ͬ���ڽ������ֽ����ӡ����ʱ������ע������ϲ��϶���ӡ���������в�ͬҪ���ݲ�ͬ��ֽ��ʹ�ò�ͬ����ӡ������ӡ����ˮ����¶����˷�ΧҲҪ���ݸ��ϲ����������ѡ��������������ѵ�״̬�½�����ӡ������˵���ڣУţ�Ĥ�ϵ���ӡ�¶�Ҫ���������ֽ����ӡ���¶ȵͣ��ȵȡ�
��ӡ���Ͻ���ӡˢ���� 
���� ���²�Ʒ��ƿ��������У�������ԱΪ��ͻ����Ʒ���⡣������ʹ��һ��������ӡ���ռ����������̺�ӡ������������ռ�����ʵʩ�����о�������ֵ绯����ӡˢ��ī����������������ij��ֲ��������ƻ������Ч�������Ҷ���ӡˢ�豸Ҳ�dz����������ڷ��������ĵ绯����ĩ��ܿ�ѻ�����Ƥ���ϣ�����ͼ�����㶪ʧ��������ɾֲ�ͼ��ӡˢ���ϡ�������ˣ��绯��������ͨ��ת�ƿ��Խ���ī����������ӡˢī����ĥ�𣬶�ӡˢ�豸����������Ϸ������Կ�������Ҫʹ�����ֹ��շ����ͱ�����ȫ�ž�ӡˢ���̵绯�����������⡣����绯������������Դ��������������֣�
���� �����̽���������
���� �̽�������ȷ��ӡˢ�������е�ǰ�ᣬ��β��ܱ�֤�̽��������Ǵ����¼����������֡�
���� ����ֽ�Ų��ϱ������ܵIJ�ͬ��ʹ�ú��ʵ���ӡ������ӡ��Ľ�����Ч��һ�㶼���뱳���кܴ����ӡ����Ч�����ص��ġ��ؼ�������ӡ��Ҫȷ��ÿ��ֽ����ӡ�㶼Ҫ�ι̵ع�����ֽ�ű��档Ҫ�ﵽ���Ŀ�겻�������ڲ���ѡ����Ҫ�¹�����Ҫ�ڻ�̨��Ա����������ϸ�淶��
��������Ҫ���̨��Աע����ƺ���ӡ�¶ȡ�ѹ�����ٶ��⣬�ر���Ҫ����Ҫ���ڶ���ӡ����й��������ԡ���Ϊ����ӡ�����У���ӡ����ֽ�Ź��������ܻ�������ӡӡ���������Ӷ��ı䣬�����Ҫ���Ǽ�ʱУ�����Ž������������Է���Ϊ����ճ���Է���ʹ�ý���ճ����ӡ���ϣ���˳������������ͨ���˷�����ӡ����й��������ԡ�һ����˵�������ӡ���������Ļ�ӡˢ�϶�û���⡣����ӡ�㱻���������������ӡ����������ϸ���Ҫ��������Уѹ��������Уѹ��һ������������ӡ�����ͻ�����һ���ȶ�״̬��
���� ����ӡˢ���̵Ŀ���
���� һ�㽺ӡ��ī��ճ�ȶ��Ƚϸߣ���ӡˢ�����ж�ֽ�ű���������ϴ����ǿ���ͨ���ʵ�������īճ�ȵİ취�������ì�ܡ����⣬�ڱ�֤����ӡˢ������£�ӡˢѹ��ԽСԽ�á�
UV�����ϵ���ӡ
���� ��UV�����Ͻ�����ӡ������ռ���Ӧ�÷dz��١�ĿǰUV��������ӡ���Է�������ܻ������죬��ӡ�IJ��ȶ���UV���͵���֬�ɷݼ�����Ҳ�����ڵ绯����ӡ����Щ���ⶼ��Ҫ��ī����һ������ī���иĽ�����ӡˢ���У�UV����һֱ�䵱�Ÿ������͵Ľ�ɫ�������и���Ч��Ҳ�����ӡˢ������Ա���Ͽɣ���UV���������������ӹ��������Դ����Ų��㡣
���� ������ӿ�����������г��ֵ�������м�����UV��������ӡ�ѵ�������Ҫ���ڣ�
��������Ҫ�γɸ����ȵ�Ч���ͱ���Ҫ��UV���;���һ���ĺ�ȣ���ӡˢ��īī��Խ�����ӡԽ������һ�㽺ӡ��Ϳ��UV���͵ĺ�ȶ��ڣ��ˣ��������ϡ�
���� ����UV���͵ĸ�����Ҫ������֬���������������Ʊ�Ӱ��UV���͵ı������ܲ�������ӡ��
���� ����ĿǰUV�����е���֬�ɷ��ڸ��¸�ѹ����绯����ӡ���������������á�������UV��ī�Ͻ�����ӡ�����ѡ�
���� ͨ�����Ϸ������֣�����ӡ��Ӧע�����¼����棺
���� ����Ҫ���UV���͵����ȣ�������ͨ������ī���ȵķ�������߹�����Ч��������ͨ������ӡˢ���գ�Ϳ�������Ǽ������ȣ���ӡˢ�豸���ܣ�ӡˢѹ����ӡˢ�ٶȵȣ���������īƽ��������Ч����
���� ��������ѡ����ӡ���ϣ�ʹ��ˮ����UV������֬�������õ�������
���� ����ȷ��У��ӡ����¶Ⱥ�ѹ������ӡ�ٶȲ��˹��졣���ߵ�ѹ�����¶Ȼ��ƻ���ī��������ʹ���̽��Ϊ���ѡ�
�̽�ͼ����λ��ӡ����
���� ��ν�̽�ͼ����λ��ӡ���վ�����ֽ�ű�������ӡ�Ͻ�����ͼ�����������Ͻ�����ӡͼ���Ĺ��ռ������ù���ʵʩ�����У����������ӡˢͼ�����̽�λ���������⡣��������¼���������з�����
���� ����ֽ�ŵ������Կ���
���� ֽ��������ӡˢ�������DZ仯���ġ�Ҳ�����ѿ��ƵIJ��֡���ӡˢ�����жž�ֽ�������Dz����ܵģ����ǽ�������ֵ������һ������ȶ���״̬��������ȫ���������ġ���ο��ƺ�����������ɸ���յĻ�����ͨ������Ĵ����������Դﵽ����Ҫ���µ�ֽ�ž����Ϻ�����ӡˢ���䣲�����ܣ������������������������δﵽ�ȶ�״̬��Ȼ��ʹ������Ĥ�������µ�ֽ�ŵ��ȶ���һ�㶼�൱���ԭ�����ڣ�һ���³�����ֽ�����ڲ��Դ����൱���ȶ�״̬�£�����˵��ˮ���Ĵ�С����Ҫ�ȶ����뾭��һ��ʱ��仯������ɡ�������������л�����ʪ�ȵı仯��ֽ������������ӡˢ���һ�����ʪ�ȵIJ�𣬵ȵȡ������ڲ�Ʒ�����ӹ������ж���Ҫʹ������Ĥ�������Ʒ���Ա�ֽ֤���������ε�һ���ԡ�
���� ������ӡ���̿���
���� ͼ����λ��ӡ�Ǹ�����ؼ���Ҫ���ÿ�ѧ�Ĺ��շ�����ͳ��ѧ���������ƴ˹��̡����������ֵ�������������ѿ״̬����ӡ�п��Բ������·���������ӡ���ƣ�һ�����ֶ�λ��������ӡ������ʹ�÷��ֶ�λ������ӡ����ʹ�÷��ּ������ͼ����λ�ã�ȷ��ͼ����ֽ���е�λ��ȷ���÷�����ʹ�ù����У�һ��Ҫ��ֽ���в���Եѹ�����ߣ���������ӡ���ȶ��Լ�鼰��ӹ�������Ҫ������������λ����������ӡ��ͼ�����������С���������Ľ���ʹ��ӡˢ�豸��ӡˢdzɫ�������ٶ�����ӡ����������ӡ�����ַ�ʽ�����ڻ�̨��Ա��ʱ����ӡλ���Ƿ�ȷ�������ر�Ҫע���������ӡ������Ҫ���Ա�֤��ӡ�����һ���ԣ��������������롣
���� ����ӡˢ���̿���
���� ������������涼������������ôӡˢ���̾ͺ������ˣ�������¾��С����ڿ��ƹ����г������⣬����Բ������´�ʩ���в��ȣ�һ������ֽ�Ŵ�������λ�IJ�Ʒ����ʹ�õ�ʪ�����������Ա������ʽ��¼��ֽ�ŵ�ʪ����ʱ���Լ�����״̬��������������ϸ��¼��С��������ɹ���Ե�ʪ�������ռ�¼����Ʒ���з��������ƶ����淶�ĵ�ʪ�������շ�����ʵʩ�ù��շ����������ӡˢ���̡������������ӡ��������Ϊ���治�ȶ�����Բ��ó��ߵİ취���зֹ�ӡˢ�������ӡ����̫���Ǹ�����Ʒ�ͷ��ˣ�����������ӡˢ�����������������������ʹ��ڱ���״̬�����������ӹ����̵��ص��Ҷ���������ڴ˾Ͳ���ǿ����
���� Ŀǰ����Ȼ��ӡ���ռ����Ѿ��dz���Ĺ��ռ����������������µ�Ӧ�������У��Ի����һЩ���벻�������⡣��Щ��������ӡˢ�����о���Ա�����������ܽᣬ��и�ؿ̿�ѧϰ�����в���Բ�������
Ӱ����ӡ����Ҫ����
Ӱ����ӡ��������Ҫ�������¶ȡ�ѹ������ӡʱ���Լ���������ϵ�ˮƽ�����⣬��ӡ���ԡ��ٶȡ����ġ���ӡ������ӡ��������װ����Ȱ漼�����绯���Ž����ڡ��о��Լ���壬�������������ڡ����ĵ��¶ȣ����ڿ��������̶�(�ҳ�����)��ʪ�ȵ�Ҳ��Ӱ����ӡ����Ҫ���ء���Ҫ���صĵ���Ҫע���������⡣
 ���� (1)��ӡ�¶�����ӡ�¶ȹ��ߣ���ʹ��ӡӡ��ʧȥ�����������ݡ���Ե�������������棻����ӡ�¶�̫�ͣ��ͻ������ӡ���λ��ּ���ë����������ӡ�������ͺ��绯���ʺϵ���ӡ�¶Ȳ�ͬ��1��Ϊ80-95���϶���8��Ϊ75��90���϶ȣ�12��Ϊ75-90���϶ȣ�15��Ϊ60��75���϶ȣ�������Ϊ80��130���϶ȣ�ɫ������۲������۲�Ϊ70��120���϶ȣ����Ҫ����ʵ�������ע����ԡ� ���� (1)��ӡ�¶�����ӡ�¶ȹ��ߣ���ʹ��ӡӡ��ʧȥ�����������ݡ���Ե�������������棻����ӡ�¶�̫�ͣ��ͻ������ӡ���λ��ּ���ë����������ӡ�������ͺ��绯���ʺϵ���ӡ�¶Ȳ�ͬ��1��Ϊ80-95���϶���8��Ϊ75��90���϶ȣ�12��Ϊ75-90���϶ȣ�15��Ϊ60��75���϶ȣ�������Ϊ80��130���϶ȣ�ɫ������۲������۲�Ϊ70��120���϶ȣ����Ҫ����ʵ�������ע����ԡ�
���� (2)��ӡѹ������ӡѹ�����ᵼ�º����ӡ����֣���ӡѹ����С����ӡ�����ӡ����ճ��������������ӡ����ӡ��λ���м��С����⣬��ӡ���İ�װ���ɹ�������ɣ�����ʱ�ּ�ȱ�ʶϻ����������˼����塢���档
���� (3)��ӡ�ٶȣ���ӡ�ٶ�ʵ���Ϸ�ӳ����ӡʱ��ӡ������ӡ���ĽӴ�ʱ�䣬ֱ��Ӱ�쵽��ӡ�ζȡ���ӡ�ٶ�̫�죬�ᵼ����ӡ���ϻ�ӡ����������ӡ�ٶ�̫���Ȼ�Ӱ����ӡ��������Ӱ������Ч�ʡ������ͺŵĵ绯�����˵���ӡ�ٶȲ�ͬ������ʵ����1�ŵ绯�����ڿ�����ӡ��Լ40�ţ��������ң�8�š�12�ŵ绯�����˵���ӡ�ٶ�Ϊ18��30�ţ����ӣ�15��Ϊ18��22�ţ����ӡ����⣬��ӡ�������ٶȡ�ѹ�����¶ȵ����������Լ�ģ��乤���ղ������ǰ���ӡ�ٶȡ�ѹ�����¶ȵ�˳��ȷ����һ������£�Ӧ��ȷ����ӡ�ٶȣ�������������������Ҫ���ı䣻Ȼ�����ҳ���֮����Ӧ����ӡѹ������ӡ�¶ȣ��������Լ�������Ҳ��������ӡ������
 ���� (4)��ӡ���ϡ���ӡ���Ķ��ֶ�����ӡˢƷ�ij�ӡ���������ֽ��ͭ��ֽ���װ�ֽ(��ֽ)������ֽ��������ϵȣ���ͬ���ĵ���ӡ���մ�����ע�������������졣���磬ͭ��ֽӡƷ����ӡ�����ڸ����¶��¶��̲���ȥ�������ȱ�ʶ̻�����Ե��ë������һ�����ͭ��ֽ������ӡ��Ч���Ƚ����롣��ʱʵ�ص�ɫ������ī�㲻��ʵ��īĤ�������й���������ӡʵ�ذ�ʱ��Ϊ�˿˷�ijЩ���չ��϶�����ī�����Ӻ����������ʵ�ȥճ���ȸ���������ģ������ķ��������ں����������ʵ�ʵ�ذ棬��ӡ�����ٵIJ������ɴ�������������ӡ��λ���ã���������Գ嵭ī��3����ճ����3���İ�������ӡһ�Σ����˴�������ӡЧ�����ȽϺã����ڷ��������ݲ�ͬ�����ȡ��Ӧ��ʩ������������ԭ��һ��ӡˢ����ɫī��û�и���Ӧ��ӡƷ����ͨ��ɣ��ﴦʹī���������dzɫī���Ϲ����ʹ���˰�ī���嵭�������ڰ�ī���Ͽ����֣�������֮�������ʹ��ӡ���������ۻ�����������������Ӹ���������ӡһ�飬�ٽ�����ӡ��Ҳ�ѡ�÷������ϵ͵ĵ绯��������ӡ�����ھ���ӡˢƷɫ�����ޣ�����ã��ҷ�������ĥ���ŵ㣬���ܿͻ���ӭ�Ľ�ֽ��ӡ�����ֽӡˢ�Ѷȴ�����ճ�࣬��īһ�����ѵȣ���ӡ�Ƚ����ѡ���ֻҪע�����¼������⣬Ҳ����ӡ�������IJ�Ʒ�����ȣ���ֽ����������ֽ��ճ�϶��ɵģ��Ӻ�����������ֱ��DZ���Ϳ�㡢�����㡢ճ�ϲ㡢ֽ���㡣����Ϳ���൱��Ԥ��ӡ��һ�����ɫ���ȽϹ⻬�����Բ��ī����ճ������ʹӡ��ȥҲ���Ը���������ѡ�úϳ�ֽר����ī��ī��ҪС��������ӡ����۲��ܹ��࣬ӡ����ȫ�������ӡ������ӡ�����������Բ���ӡǰ������ӡ��ӡ�ϱ�����һ���ɫ���Ա�ʹ��ӡ��ǧǧ��ճ������ī�ϡ���ӡʱ��Ҫѡ����ʵ���ӡ�¶ȡ�ѹ�����ٶȣ��̽��Ҫ��ͭ�棬���䴫�����ܺã���ѹ��ĥ�����ױ��Σ�ͼ�IJ�����հײ��ֵĸߵͲ�Ҫ����������ʹ֮����Ƭ����档 ���� (4)��ӡ���ϡ���ӡ���Ķ��ֶ�����ӡˢƷ�ij�ӡ���������ֽ��ͭ��ֽ���װ�ֽ(��ֽ)������ֽ��������ϵȣ���ͬ���ĵ���ӡ���մ�����ע�������������졣���磬ͭ��ֽӡƷ����ӡ�����ڸ����¶��¶��̲���ȥ�������ȱ�ʶ̻�����Ե��ë������һ�����ͭ��ֽ������ӡ��Ч���Ƚ����롣��ʱʵ�ص�ɫ������ī�㲻��ʵ��īĤ�������й���������ӡʵ�ذ�ʱ��Ϊ�˿˷�ijЩ���չ��϶�����ī�����Ӻ����������ʵ�ȥճ���ȸ���������ģ������ķ��������ں����������ʵ�ʵ�ذ棬��ӡ�����ٵIJ������ɴ�������������ӡ��λ���ã���������Գ嵭ī��3����ճ����3���İ�������ӡһ�Σ����˴�������ӡЧ�����ȽϺã����ڷ��������ݲ�ͬ�����ȡ��Ӧ��ʩ������������ԭ��һ��ӡˢ����ɫī��û�и���Ӧ��ӡƷ����ͨ��ɣ��ﴦʹī���������dzɫī���Ϲ����ʹ���˰�ī���嵭�������ڰ�ī���Ͽ����֣�������֮�������ʹ��ӡ���������ۻ�����������������Ӹ���������ӡһ�飬�ٽ�����ӡ��Ҳ�ѡ�÷������ϵ͵ĵ绯��������ӡ�����ھ���ӡˢƷɫ�����ޣ�����ã��ҷ�������ĥ���ŵ㣬���ܿͻ���ӭ�Ľ�ֽ��ӡ�����ֽӡˢ�Ѷȴ�����ճ�࣬��īһ�����ѵȣ���ӡ�Ƚ����ѡ���ֻҪע�����¼������⣬Ҳ����ӡ�������IJ�Ʒ�����ȣ���ֽ����������ֽ��ճ�϶��ɵģ��Ӻ�����������ֱ��DZ���Ϳ�㡢�����㡢ճ�ϲ㡢ֽ���㡣����Ϳ���൱��Ԥ��ӡ��һ�����ɫ���ȽϹ⻬�����Բ��ī����ճ������ʹӡ��ȥҲ���Ը���������ѡ�úϳ�ֽר����ī��ī��ҪС��������ӡ����۲��ܹ��࣬ӡ����ȫ�������ӡ������ӡ�����������Բ���ӡǰ������ӡ��ӡ�ϱ�����һ���ɫ���Ա�ʹ��ӡ��ǧǧ��ճ������ī�ϡ���ӡʱ��Ҫѡ����ʵ���ӡ�¶ȡ�ѹ�����ٶȣ��̽��Ҫ��ͭ�棬���䴫�����ܺã���ѹ��ĥ�����ױ��Σ�ͼ�IJ�����հײ��ֵĸߵͲ�Ҫ����������ʹ֮����Ƭ����档
�̰�ӡˢ����ӡ�ӹ�
������ӡ������װ��ҵ�ķ��ٷ�չ���绯���̽��Ӧ��Խ��Խ�㷺���磺ͼ������̽���Ʒ���̽𣬷�װ���̱�ͺе��̽𣬺ؿ���������ʵ��̽�ȣ����������̰�ӡˢ�����У��̽��ո��DZ��㷺ʹ�á���ӡ�Ļ��İ���һ��ֽ�ţ�����ī����īӡˢֽ������(PE��PP��PVC���������ϵ�)��Ƥ�ľ�ĵ�������ϡ�
 �����绯����ӡ����Ҫ�Dz��ü��Ⱥͼ�ѹ�İ취����ͼ��������ת�Ƶ�����ӡ���ϱ��档�������գ���Ҫһ̨��ӡ��������ר�����ֻ�ͼ����ģ��(�磺п�桢ͭ���)����������Ҫ���¶ȡ�ת����Ҫ��ѹ����������Ӧ��ʱ�䡣��Ҫע����ǣ�����ӡ��ͬ����ʱ��Ӧѡ�ú����ͺŵĵ绯������ѡ����ʵ��¶ȡ�ѹ������ӡʱ�䣬�Դﵽ�������ӡЧ���� �����绯����ӡ����Ҫ�Dz��ü��Ⱥͼ�ѹ�İ취����ͼ��������ת�Ƶ�����ӡ���ϱ��档�������գ���Ҫһ̨��ӡ��������ר�����ֻ�ͼ����ģ��(�磺п�桢ͭ���)����������Ҫ���¶ȡ�ת����Ҫ��ѹ����������Ӧ��ʱ�䡣��Ҫע����ǣ�����ӡ��ͬ����ʱ��Ӧѡ�ú����ͺŵĵ绯������ѡ����ʵ��¶ȡ�ѹ������ӡʱ�䣬�Դﵽ�������ӡЧ����
�̽���ص㣺
����ͼ�����������ۣ�ɫ������Ŀ����ĥ���ͺ�Ŀǰӡ���̱��ϵ��̽���Ӧ��ռ85�����ϣ���ƽ������ϣ��̽���������㾦��ͻɽ�����������ã��ر��������̱ꡢע�����ϡ�
��Ʒ��Ӧ�ã�
����1���̽�ê�����ӡ�������ھ��������Ʒ��������������ê�俨���������ϵ���ӡ����Ӧ�ý�Ϊ�ձ飬�������Ѷ�Ҳ��С��
���� 2����λȫϢ�̽�ȫϢ����绯���������������Ĺ���Ӧ�ã�������Ӧ�ķ�αͼ�������� �����߲�Ʒ�ķ�α������ͬʱ������߲�Ʒ�ĵ��� �����߲�Ʒ�ķ�α������ͬʱ������߲�Ʒ�ĵ���
����3���绯���ڹ����ϵ��ر�Ӧ�á����̺�ӡ���̱������ӡˢ��ҵ���´��⡣�ù��յ�Ӧ�öԵ绯����Ҫ��ܸߣ���Ҫ�ﵽ�̽�λ��ȷ������ƽ��������ѹ��ƽ�⡢���ȣ������ݡ��������Ҫ���⣬���ر�Ҫ���̽�ͼ����Ե����������ѹ�ۣ��̽�绯������ӡ����Ҫ�����õĸ��������Լ������Բ������˵�����Ҷ�֪�����̽����ʵ���Ͼ���һ��ֽ�����Ⱥ���ѹ�Ĺ��̡����ڰ�����������˵���ر�Ҫע����Ʒ�ı���������������Ҫ��������ֽ�ű��εĸ��ֲ������أ��������̽�����˳�����У���Ʒ�ϸ��ʵ�����кܴ������
���� ���̽��յ�Ӧ���ϣ������������������߹���Ч�ʵ����⡣�ر��Ƕ������Ʒ�Ĺ��ոĽ��dz��б�Ҫ���þ�Ʒ����������������С���̱��ӡˢ��˵��ԭ������������Ҫ��ӡ�����̽𡪡����ͣ������²��Ϻ�Ϳ���������ӡ������һ����ɣ�Ȼ�����̽������Ϳ����ڽ�ӡ�м���һ�����������ֽ��ģ�б�ɫ����(����һ���������������Ӱ��)���ڲ�Ӱ���̽����������е�ǰ���£�������������Ч�ʣ������˷�Ʒ�ʣ����ܼ��ٶ�������Ʒ�����IJ���Ӱ�졣
 ���� ��UV��������ֱ���̽����乤�ձ�����UV���ͺ��̽�绯����Ҫ���൱�ߡ��ڹ���Ϳ��ʱ��Ҫע����������Ĵ�С��������֤������Ʒ����Ϳ��������ȶ��������Ͳ�Ҫ����ƽ������������ӡ�ĵ绯����˵��Ҫ���������£��кܺõĸ�������������кܺõ��̽�����(��������ʹ�õ���֬�������̽�绯���е����۽���ƥ��)�������еIJ�Ʒ�У����ֹ���Ӧ�õķ�Χ��С�����⣬�绯���ڽ���ī���������̽�Ҳ���̽������̽�绯���кܸߵ�Ҫ������̽������ī�����ϴ�����ֲڣ�����ֱ��Ӱ���̽���������С� ���� ��UV��������ֱ���̽����乤�ձ�����UV���ͺ��̽�绯����Ҫ���൱�ߡ��ڹ���Ϳ��ʱ��Ҫע����������Ĵ�С��������֤������Ʒ����Ϳ��������ȶ��������Ͳ�Ҫ����ƽ������������ӡ�ĵ绯����˵��Ҫ���������£��кܺõĸ�������������кܺõ��̽�����(��������ʹ�õ���֬�������̽�绯���е����۽���ƥ��)�������еIJ�Ʒ�У����ֹ���Ӧ�õķ�Χ��С�����⣬�绯���ڽ���ī���������̽�Ҳ���̽������̽�绯���кܸߵ�Ҫ������̽������ī�����ϴ�����ֲڣ�����ֱ��Ӱ���̽���������С�
Ӧ��ע������
1��������ݱ�����IJ�ͬƷ�֣�ѡ����ʵ���ӡ������ӡʱ�������պ��¶ȡ�ѹ������ӡ�ٶȵ�������ϣ���������ӡ���ϡ���ӡ����IJ�ͬ����������
2���и�ʱӦ���պó������ٶȺͷ���
3���绯����ӡ��Ӧѡ�������ʺϵ�ֽ�š���ī(�ر��Ǻ���ī)�����͡����ϵĽ�ˮ����ӡ��
���뱣�ָ����������̽�����������ˡ�
4��һ��İ�װΪ��0��64m*l20mһ����ÿ10��һ�С�Ҳ�ɶ��ƿ���Ϊ0.64m������Ϊ240m��360m�Ĵ��������������Ĺ��
5������ʱҪ��ѹ�����������ȡ���ɹ����������ͨ�紦��
ֽ�а�װӡˢ����ӡ�ӹ� �ڼ��ҵ��г� ���� �У�Ϊ�����Ӳ�Ʒ�ĸ���ֵ������Ч�ؽ��а�װ ��α ��Խ��Խ��İ�װ ֽ�� ������ӡ���ա���ӡ����ͨ��ӡ������ӡ������ӡ��ȫϢ��ӡ�ȷ�ʽ���õ���ͨ��ӡ������ƽѹƽ��ӡ��Բѹƽ��ӡ������Բѹƽ��ӡΪ�߽Ӵ���������ӡ���ij��������ڴ������ӡ����ӡ���ȸߵ��ص㣬Ӧ�ñȽϹ㷺��
���� ����ӡ����ʹ�ü��Ⱥ�Ľ���ӡ�棬�������� ӡˢ ճ�ϼ� �ķ���ת�ƽ�����������ӡ���ճɱ��ͣ���ʡ��Դ������Ч�ʸߣ���һ�ֺ��з�չǰ;���¹��ա�
��������ӡ��Ҳ����ά��ӡ�����������ִ���̼��� ���� ������ϵ���ģ����ģ����ӡ��ѹ������һ����ɣ����������Ч�ʡ�����������ģ������������ɣ��ﵽһ�㸯ʴ��������ģ������ʵ�ֵ����帡��Ч��������ӡ�ij��֣�ʹ��ӡ��ѹ������ͬʱ��ɣ������˹��������ӡ���������ķ�Ʒ��
���� ȫϢ��ʶ���ü���������ı��դ�ķ��ȼ�Ƶ�ʣ�ʹ��Ч�����������ͼ���IJ�ɫ���ӹ��ޣ�������������������ȫϢ��ʶ��Ϊԭ�忽������������ȫϢ��ʧ���Ӷ��ﵽ��α��Ŀ�ġ�ȫϢ��ʶ�������Ծ��зdz��õķ�α���ܣ�Ҳ���Ը��ݿͻ���Ҫ������������������ȫϢ��ʶ�У��ڸߵ�ֽ�а�װ�ϵ�Ӧ��Խ��Խ�㷺��
ˮ��ֽ����ӡ�ӹ�
�����꣬�ߵ����̵IJ����Ƴ�ʹ��ˮ��ֽ��ӡ��Ӧ������㷺�������������ƣ�����ϳ��¾��̳�����ɫӲ������ܽ������Ʒ���人���̳��ĺ�������ƺ�¥ϵ�в�Ʒ����ɳ���̳��ġ��ں͡�ϵ�в�Ʒ�ȡ�
 �������̰���ӡ������ȣ�ˮ��ֽ��ӡ������ijЩ�����Ѷ�Ҫ����һЩ��ˮ��ֽ���ھ�Ͳ����ϣ�����ȡԲѹԲ��ӡ��ʽ����������ӡ��Ҳ�е�����ӡ����ӡ�豸�Թ����豸Ϊ�������㽭�����ڴ��ǿ��������ţ���豸��Ҳ�н����豸���Է����а�Ϊ���͡����ȷ�ʽ���õ���ͼ��ȡ���ӡ���ͲΪ����棬�������̰��������ֲ��棬����Ϊͭ�֣�ͭ�ĵĵ������ܺã��ֲĵ���ӡ���ߣ��� �������̰���ӡ������ȣ�ˮ��ֽ��ӡ������ijЩ�����Ѷ�Ҫ����һЩ��ˮ��ֽ���ھ�Ͳ����ϣ�����ȡԲѹԲ��ӡ��ʽ����������ӡ��Ҳ�е�����ӡ����ӡ�豸�Թ����豸Ϊ�������㽭�����ڴ��ǿ��������ţ���豸��Ҳ�н����豸���Է����а�Ϊ���͡����ȷ�ʽ���õ���ͼ��ȡ���ӡ���ͲΪ����棬�������̰��������ֲ��棬����Ϊͭ�֣�ͭ�ĵĵ������ܺã��ֲĵ���ӡ���ߣ���
��������ˮ��ֽ��Ʒ�Ķ����ϵͣ�һ��Ϊ40g/m2���ң���˶Գ�����¡�ʪ��Ҫ��ϸߣ�����ܹ����ֺ��¡���ʪ��ͬʱ��ѹӡ��Ͳ��Ӳ�ȡ�����Ҳ�кܸߵ�Ҫ����ˮ��ֽ��ӡ�����У�Ӱ���Ʒ������ ������Ҫ�����¼������档
1.�绯����Ӱ��
������ˮ��ֽ��Ʒ����ӡ�����У��绯����������ӡ����ϢϢ��ء���绯���ɽ��Ȳ�����̫�ɺ�̫ ������������ӡ��ʵ�����۽����¶Ȳ�����������ӡ����������ʱ�绯���Ĺ̻�ʱ���������̡�����������С��ɫ������ȷ���ȶ���Ҳ��ֱ��Ӱ�쵽��Ʒ�������㽭����̩����������ʨ���㶫�Ļ�̫���ȹ�˾������ˮ��ֽ��ӡ�õ绯�����������Ƚ��ȶ�����ij�̶ֳ���˵�����պõ绯�����������൱�ڿ��ƺ��˲�Ʒ������һ�롣 ������������ӡ��ʵ�����۽����¶Ȳ�����������ӡ����������ʱ�绯���Ĺ̻�ʱ���������̡�����������С��ɫ������ȷ���ȶ���Ҳ��ֱ��Ӱ�쵽��Ʒ�������㽭����̩����������ʨ���㶫�Ļ�̫���ȹ�˾������ˮ��ֽ��ӡ�õ绯�����������Ƚ��ȶ�����ij�̶ֳ���˵�����պõ绯�����������൱�ڿ��ƺ��˲�Ʒ������һ�롣
2.���̲��ϵ�Ӱ��
�������̲��϶�ˮ��ֽ��Ʒ��ӡ������Ӱ����Ҫ�����ڳ��̲��ϱ����ī���ϡ�����ī����Ϊ�嵭���İ�ī����������ᷴ���绯����������ӡ��ʵ�����⣬ī����������ܺͺ̶�Ҳ��Ӱ����ӡ��Ʒ�������ر����ڲ��������īӡˢʱ��Ҫע�⡣
3.��ӡ�ٶȵ�Ӱ��
������ӡ�ٶȹ�������ӡͼ����������������Ҫ��IJ�Ʒ���⣩�������ٶȵ���ߣ��绯�������ܺ���ӡ�¶ȡ���ӡѹ���ﵽ���״̬����Ʒ�ϵ�ͼ�������֡������ͱ��������ˮ��ֽ��ӡ�Ļ��پ��������40��/��������Ϊ�ˣ���Ӧ��ͼ���ĸ��ӳ̶ȡ����ֵĴ�С�������Ĵ�ϸ���е�����
4.��ӡ�¶ȵ�Ӱ��
������ӡ�¶ȵĸߵͶԲ�Ʒ�������Źؼ������ã���ӡ�¶ȹ��ߣ���������ͼ���������¶ȹ��ͣ�����������ӡ���ϡ������ͻ����ȵķ�ʽ��ѡ��ͭ��������ĵ���ӡ�����¶ȿ�����Ҳ�кܴ���һ������䱸�¶ȼ���ǣ���Ҫ���ڼ����ӡ������ʵ���¶ȡ�
 5.��ӡѹ����Ӱ�� 5.��ӡѹ����Ӱ��
������ӡѹ����Ҫָ��ѹ������ӡ���ѹ��������ˮ��ֽ��ӡ��Ҳ�����൱��Ҫ�����á�ѹ����С��������ӡ���ϣ�����ᵼ�º��棬���п�������ˮ��ֽ��Ʒ���ߡ��̽���ʹ���������̡�����ѹ��ʱ��Ӧ��С���������ӡ�
����������ӡ�����ķ�չ�������������̰��ϵ�����ӡ�����̺�ӡ����Ҳ��Ӧ�õ�ˮ��ֽ�ϡ�����ˮ��ֽ��ӡ������ҵ��˵��Ӧ�����̰���չ�IJ��������¶�λ�����ڽ��ľ��������ڲ���֮�ء�
����ӡ��������ӡ�豸
�ڼ��ҵ��г������У�Ϊ��ͻ�Բ�Ʒ��װ�ľ��������Ӳ�Ʒ�ĸ���ֵ�Լ�����Ч�ؽ��а���α��Խ��Խ��IJ�Ʒ��װ��������ӡ�豸Ҫ�߱����٣���ȷ�ȼ��������㣬���÷�Χ����ص㡣
 �����г�����ӡ�豸�������������ӡ�豸�������ҵIJ��ϸ��´��졣����ڶ���豸���쳧�̺��ͷ���ӡ�豸��ӡˢ���Ҷ���ӡ�豸�������ص�ѡ�ͼ��������Ե�������Ҫ�� �����г�����ӡ�豸�������������ӡ�豸�������ҵIJ��ϸ��´��졣����ڶ���豸���쳧�̺��ͷ���ӡ�豸��ӡˢ���Ҷ���ӡ�豸�������ص�ѡ�ͼ��������Ե�������Ҫ��
����Ŀǰ����ӡ���տɷ�Ϊ��ͨ��ӡ����ӡѹ��һ����ɣ�ȫϢͼ�̱���ӡ������Ҫ��ʽ��
һ����ͨ��ӡ
���������绯�����ϵIJ�ͬ����ͨ��ӡ�ַ�Ϊ��ͨ�绯�����������ղ�ͬ���ʴ����������绯������ӡ�а����Ϊ���ѵ��������ӳ������Ϊ�绯����ӡ��ʵ�����벻��ȫ�������̲��ϵİߵ㣬��ʱӦ�����Ϲ�Ӧ����ϵ��������ӡ���ģ���ӡ���ϣ��ʵ��ɹ�Ӧ���ṩ��Ϊ�ʺϵĵ绯�����ϣ�������ͨ�绯����ӡ�У���Ҫ���ݲ�ͬ�绯���������·���Ҫ������ӡʱѡ����ǡ�����¶ȡ��ٶȼ�ѹ������ʵ����ӡ�����Ч����
�������õ���ӡ������Բѹƽ��ӡ��ƽѹƽ��ӡ������Բѹƽ��ӡ�������߽Ӵ��������������֮����
1����ӡ���Ĺ㷺
������ͬ����ӡ���ĶԵ绯������ӡ�豸�в�ͬ��Ҫ�����ڵ绯������ӡ������һ��������Ҫ���ڲ�ͬ�Ļ��ı��������ӡǰ������Ӧ��绯�������̲�ѯӦ���ڲ�ͬ�����ϵ��ǻ����ͺţ����ڰ�ֽ��ī�㡢UV��ī���ϱ�Ĥ����ӡ������ĵ绯�������в�ͬ�����⣬��Բ�ͬ����ӡ���ģ�ѡ����ʵ��豸Ҳ��Ϊ��Ҫ�������ڸ�Ĥ���ֽ������ӡʱ����Ҫ��绯���뱡�����ȽӴ�ʱ�䲻�ܹ���������Ҫ��֤�绯��������ת�ƣ����ڲ���ͬ�ָ�Ĥ�õ绯���������ֻ��Բѹƽ����ӡ��ʽ����ʤ�Σ���Բѹƽ��ӡ��ʽΪ�߽Ӵ�������ֽ��ѹʱ��ϳ��������ȷֲ���ÿһ���ϵĽӴ�ʱ��̣ܶ��Ӷ������ƻ���Ĥ�㣬���¶Ⱦ��ȣ��������ֳ���ӡ�绯��������Ч����
2�����ڴ������ӡ
��������ӡ������绯������ʵ�أ�ͨ��������ʱ��Բѹƽ��ӡ��ʽҲ����ƽѹƽ��ӡ��ʽ����ΪԲӲ��ƽ���߽Ӵ���ʽ�����ڵ绯�����뼰�����ij����ų�����Ч�ؽ����ƽѹƽ��ӡ�г����ֵ���ӡ��ʵ�����������
����Ϊ�˴ﵽ��α�������Ʒ����ֵ��Ŀ�ģ��ִ���ӡ�дֲ�ƷΪ����ӡ���Ҿ���Ҫ��dz��ߡ��к㹫˾MKϵ��Բѹƽ�̽������ԭ���±�ӡ���Ļ����ϸ����ģ���������������ӡˢ������Խ���ܣ��������º��ظ���ӡ���ȿɴﵽ������ɫӡˢ��Ҫ��Ϊ��ӡ�ṩ�˼�ǿ�ı�֤���ظ�������ӡ���ȿɴﵽ����0.02mm���ڡ��������豸������²����ף�Ҳ�Ѵﵽ��˵ľ���Ҫ��
����ƽѹƽ�̽����Ȼ�ڽ����ӡ���������ϴ��ڽϴ����ѣ�����ӡ�ٶȿ죬���ڼӹ��������ij���
����Ŀǰ������ƽѹƽ��ӡ�豸�ܲ��ʼ��ȴ����������ޣ������ظ���ӡ���Ȼ��д���ߣ����߾��ȵIJ�˹���̽���ּ۸��к㹫˾�����������Ƚ��������ؼ����ϣ�Ԫ�����Ļ������Ƴ���ƽѹƽ��ӡ�����������ӡ���ȿɴﵽ����0.085mm�����������˿ͻ�����ӡ��Ҫ��ͬʱ�˷���Բѹƽ��ӡ���ĵ������⣬�����ӡ�ٶȿɴ�5000��/Сʱ��
��������Ϊƽѹƽ�̽�Բѹƽ�̽���ں�ֽ��ӡ�������ȱ�㡣�ڱ�ֽ����ʱӦѡ��ӡ�������ȱ�㡣�ڱ�ֽ����ʱӦѡ��Բѹ�̽������Ϊƽѹƽ�豸�ܽṹ�������������п��Ʊ�ֽ����ֽƽ���ԣ��ڴ���������ʱ����ƽѹƽ�豸��ӡ��ֽ����дΪ�ϴ�ķ�Ʒ�ʣ��Ӷ�����ٶԵ֣��ò���ʧ��
������ӡ��ѹ��һ�����
������ʵ����80��������ҹ����в��ٳ��̽�����һ�������ӡ��ѹ�����ԣ�������ֻͣ���ھ��Ȳ��ߵ��ڿհ״����ֵ�ˮƽ����������Խ��Խ��ij���Ҫ���ڲ�Ʒ��һ��������̣���Ҫ����ӡ��������ͼ�ġ��˹��չؼ������ư棬��ͨ��ӡ�澭��ʴ��ͼ�IJ���Ϊֱ������������ӡ��ѹ��һ�γ�����ӡ��Ҫ��ͼ�IJ���ΪԲ���ߣ����ԣ�������ӡ��ѹ��һ�γ��͵���ӡ��Ҫ�ڸ�ʴ�������δ����������ھ�ͨ�˹��յ�������������٣�ʹ�ô˹����ܵ����ޡ������ѣ����೧��ֻ�õ�����ȥ�ư档����֪�����ư湫˾��������ȹ�˾�����Ƚ��ĵ����������ӡ��ѹ��һ�γ�����ӡ�澫�ȸߣ���۸���ӡЧ��ʮ�־�����
�����˹�����ѡ���豸����һ��Ҫѡ�ȸߵ���ӡ������Ϊ�˹�����Ҫ������ģ�棬һ���������Ȳ������ͻ����ģ��Բѹƽ��ӡ�豸������ߣ��������ѶȽϸߣ����ر�ע���Ͳ���ĵĺ�ȼ��°�̨�ĸ߶ȣ��Ա�֤�豸���������ٶ�һ�£�����������ٶȲ�һ����ɸϰ��������ƽѹƽ�̽����Ϊ�������⣬�����ϰ���λ��䶯��Ҳ���������ģ�����к㹫˾���Ƴ���MKϵ��A��Բѹƽ�̽������ר����Ƶ�������̨װ�ã���Ч�ؽ�����������⣬Ŀǰ�������ƹ��С���������к�ƽѹƽ�̽�����������Բѹƽ�̽������һЩ�����˹������۲��ú����豸�����辫�ĵ�У��
����ȫϢ��ӡ
��������ȫ��ӡ������һ�����͵ļ����α�������������ڽ�ֻ�м����ʱ�䣬���ڹ����ѵõ��˹� ����ʹ�ã���Ҫ���ڸ���Ʊ֤�����ÿ������գ���Ʊ���̱ꡢ��װ�ȵķ�α������ȫϢͼ��ӡ��ʶ���ص㣬ȫϢ��ӡ�ַ�Ϊ����ͼ����ӡ�Ͷ����̱���ӡ�� ����ʹ�ã���Ҫ���ڸ���Ʊ֤�����ÿ������գ���Ʊ���̱ꡢ��װ�ȵķ�α������ȫϢͼ��ӡ��ʶ���ص㣬ȫϢ��ӡ�ַ�Ϊ����ͼ����ӡ�Ͷ����̱���ӡ��
��������ȫϢ��ʶ�ڵ绯���ϳ��й��ɵ��������У�ÿ����ӡʱ���Ǽ������ֻ�ͼ����Ϊһ��������ӡ�����ղ�Ʒ������ӡ������̫��Ҫ������ӡ���豸��Ҫ�߳ʰ���ӡˢ�豸������ɣ����豸��ѡ��������ͨ�绯�����ػ�̫�����𣬿˱�ֻ���ڴ���绯�����������ղ������գ������豸Ͷ�ʽϸߡ��߽�ȫϢ��ʶ��ӡ����ͨ����ȫϢ��ӡ�Ļ�����Ʒ��ע����ͨ����ȫϢ����Ŀǰ�����ڲ��ɽ���ǩ����
�����ߵ���ƷΪ��ʹȫϢ��ʶ��ӡ�ܲ������Һõķ�αЧ������������ö���ͼ��ȫϢ��ʶ��ӡ�������绯���ϵ�ȫϢ��ʶ�Ƴ�һ�����������̱�ͼ��������ÿͼ�����ж�λ��ǣ���Ͷ���ӡ�豸�Ĺ����뾫������˽ϸߵ�Ҫ��Ҫ���豸���ж�λʶ��ϵͳ����Ҫ��λ��ӡ�����ܴﵽ����0.5mm���ڣ������������̿�����Ƶı��ĸ߱�ͼ����������ӡ����ȫ��ƫ���������´ﵽ��ֹ��ð��Ч�������Ӱ�װ�︽�Ӽ�ֵ��Ч���������ͼ��ȫϢ��ʶ��ӡ����ֱ���Ժͼ����Ѷȸߵ��ص㣬��ĿǰΪֹ����һ����õİ�װ��α�ֶΡ�
�����к㹫˾������ʽ����ӡ�豸�����ڹ��������Ƴ��˴�������Ҿ������θĽ�֮��Ŀǰ��λ��ӡ���ȿɴﵽ����0.22mm���ڣ��ǹ����豸�еij����Ʒ��ѡ���к㹫˾����ӡ�������豸ѡ��ʱֻ�迼����ӡ�����С����ʱ�ǽ�ȫϢ��ʶ��ӡ���̱��С���ϣ�Ӧѡ��ƽѹƽ��ӡ�豸������ƽ��ƽ��ӡʱ�ٿɴﵽ4000��5000��/Сʱ���ҿ�����С��ӡ�����Ҫ�����������������ӡ����ϴ��ȫϢͼ����Ҫ�����ѹ�����¶Ȳ���̫�ߣ���Ӧѡ��Բѹƽ��ӡ�豸���硰ܽ�������������С�
��������������������ӡ�����IJ��Ϸ�չ������ӡ�豸������ҲԽ��Խ�ߣ�������Բѹƽ��ӡ����ƽѹƽ��ӡ�����д����Ե����Ƽ�����֮���������ǽ��컹�ǽ������������䷢�����Ƶ�����֮��������ӡ����ӡ����ӡ��˿ӡ��һ�����κ�һ����ʽ�������������һ�۷�ʽ��ֻ�Ǹ��Զ���������ӡ�����ķ�չ�����ϸ��ƣ������㲻ͬ��Ʒ��������Ҫ��
��ӡ�������г���չ����
�̶�����ǰ���г����̲�������Խ�����У����������ӡ�̶���Ը�������ǵ���ӡ��������תʽ��ӡ���顣ԭ��������һ��Ӧ���̲������ӡˢ�������ٶȣ����ӡˢ�̶���Ϊ��ֵ�á��������귢������ӡ����Ӧ���̲����˷Ѵ������ϣ��ӳɱ���������������Լ��͡�����װ����תʽ��ӡ����ɱ���Ϊ�߰����Ǵ���ӡˢ�߾���������
�������˽��գ��Ƚ��ļ���ʹ��ӡ����ø�Ϊ�ռ��������һ��ʹ�������������еļ��������ǩ�����ٶ����죭ʹ��ӡ�̶���תʽ�̲���Ŀ�������ӡ����������˵����Ͳʽ��ӡ���г�������DZ�����ʲ����������ѻ����������Ը�Ч�ʴ������������ṩ���ʵ�����ѹӡЧ����
������������ǰ�����ӡˢ���ڱ�ǩӡˢ�в�����תʽ�̲���ӡˢ�ٶ����ֻ��150fpm���ҡ���Ŀǰ���ٶ��ѽ�����ǰ��3��4�������⣬��ʡ�����ļ�������תʽ�̲�ϵͳ��������ʹ������һ���֣���˿ɼ����˷�������ʹ������60%��70%��
��������߳ɱ��Ѵ���½���Ŀǰ�ܸ���Ч�ʼ��Խϵͳɱ���ɻ�ͭ��תʽʴ��(Brassrotaryengravings)�����⣬�г���������ѡ������о�Ĵ��Թ�Ͳ���˿�ʹ�õ����̲�ģ�ߡ�
�϶��г�
���������߲�Ʒ��ǩʹ����������ѹӡԤ�ڳ��������������Ա���������ҵ�Լ����ѾƼ��Ҿ�ҵΪ���������¼۲�Ʒ�ʼ��������ӡˢ���ǩ��������Ҳ�����һ������������
����λ����������(Sarasota)������תʽ��ӡ�豸�����ߵľ����ܽ����������������I.KELACo.���ܾ���PeterKuschnitzky��ʾ����������תʽ�豸������ˮƽ���߳�Ԥ��֮�⡣���в������ڽ������¼۲�Ʒ�����̶������������������¡���
����Ϊʲô�г����������ĸı䣿Kuschnitzky�����������ڹ�ȥ����ľ��÷Ż��������ض���ҵ�������ģή�������磬��2002������ϴ���������۶�����2000����Ԫ�������տ��ܽ���1700����Ԫ����ζ�������г�����ή�����Ȳ�Ʒ�г��ƹ���Ա�������������ή�����г�����ȡ������г�ռ���ʣ����Dz��ò�����ȫ�±�ǩ����װ��ά�֣������������г�ռ���ʡ�
 ��������ʹ�ø�ѹ���ϳ���������������ӡ��ӡˢ�̲���ǩ���������������������ѾƼ��ҾƱ�ǩΪ������ʡNewburyport������תʽ��ӡ�豸�����ߵľ����ܽ����������������Foilmark�������۾���ChrisCorbett��ʾ�������ø�ѹ��ǩ�ɱ��ϵ��ҷ��㴦�������Բ������ѾƼ��Ҿ������̷ײ��ø�ѹ���ϡ��̶��������ٴ��õ����͵ı�ǩתΪխ����ʽ���� ��������ʹ�ø�ѹ���ϳ���������������ӡ��ӡˢ�̲���ǩ���������������������ѾƼ��ҾƱ�ǩΪ������ʡNewburyport������תʽ��ӡ�豸�����ߵľ����ܽ����������������Foilmark�������۾���ChrisCorbett��ʾ�������ø�ѹ��ǩ�ɱ��ϵ��ҷ��㴦�������Բ������ѾƼ��Ҿ������̷ײ��ø�ѹ���ϡ��̶��������ٴ��õ����͵ı�ǩתΪխ����ʽ����
����������������ǩ����ҵ�ʼ�������ø�ѹ���ϵ����ƣ������Ա��������ݲ�ƷΪ�����õȱ�ǩ����������ѹ���ϡ����ڽ���ǩ�����ԵĽ��ۼ�����������ǩ��Ϊ��ѹ�����ǽ�𤡣
����תתʽ�̲��г�����һ�����������ķֲ��˲������������ӡˢ��ǩ�����ڶƲ���������ɫӡˢ�������˽�Ϊ���е�ѡ�������ӡ�������̽����תʽ�̲���������ӡˢ�����˻��β��λ����������(Sarasota)����ת��ͭ�̲�ģ��������PrecisionHotStampInc.�ܲ�MichaelSee��ʾ������ǩ�����������У����ȴ����̲����֣�֮����Ϳ�������ӡī��������ӡˢ��ֻ�账��һ���������ܴ������ɫ����Ч�������˷����������߱�ǩ��Ӧ�����Ѽ�Ϊ�ձ顣
���������߲�Ʒ����������ѹӡԽ���ռ����������ѾƼ��ҾƱ�ǩ����Ϊ�ռ�����ҵ֮һ��
�����
����խ�����ӡˢ���������������ѿ��һ���г���Խ��Խ��۲�Ʒ��ǩ��С��ֽ��ӡˢ����������豸���̶������д����ʹ������������ѹӡ�ĸ۲�Ʒ��ǩĿǰ������խ��ӡˢ������������
�������⣬���յ����ӡˢ�����ܴ������ص�ֽ�м��ϳ���ֽͲ����ǰֻ�д��ʽ��ƽ��ӡˢ��(��������ӡˢ��)���ܴ���������ֽ��ӡˢ����������խ�������ɴ����������Ĺ����п���Ϊխ�������㷺�����̲�����ѹӡ��������������
����������תʽ�̲������������ƣ����ҳɱ�����½������г��ڲ��ý���Ӧ�ò�����̭��תʽ�̲���λ�ڿ���˹��OverlandPark����תʽ��ͭ�̲�ģ��������UniversalEngravingInc���ܲ�JimHutchison��ʾ��������תʽ����Ӧ�������Ĺؼ����ڸ��¿��ڻ�����һ�˷���ԭ���ϣ�����һ�˼��ɵõ��Ƴɵı�ǩ��ֽ�С���Ӧ����˳������תʽ������Ϊһ�ڱ�ǩ��ֽ�еIJ���ѡ�� |