RP ����
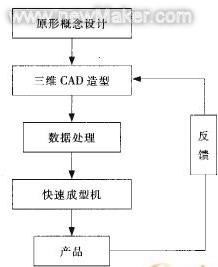
һ������ԭ�η�������ģ�͵���һ���˳�
 ���ߣ�Matthew Phair�������༭��
���ߣ�Matthew Phair�������༭��
1952�������ģ��������Եģ��������־������һ����Ƭ����ӰԺ��������ϯ�����ڴ���һ��һ�̵Ŀ�ֽ�۾��������ζ�����������Ӱ���˺���������ķ�չ��ʹ�ÿ���άͼ���Ϊ���㡣���������˶���ʵ��ģ���Բ��ɻ�ȱ������������Ҫ��Ǯ�ͷ�ʱ��
���һ�������칤ҵ���ձ�Ӧ�õļ�����������������������ո¶ͷ�ǡ�������ζ�š���ӡ������ά��Ƶļ������������Ÿ����ԵĽ�չ��
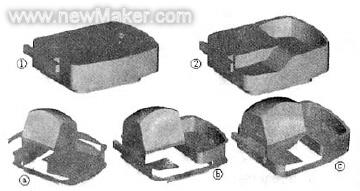
�����Ϊ����ԭ�η���RP���ļ�����������١�ȷ��Ч��ʹ�ù�ȥ��Ҫ�������ڹ����Ĵ����о���ģ�ͣ�ֻ�輸��Сʱ���졣RP������������һ̨��ά��ӡ�������ܹ���һ��������֬�Ͽ̻���������ݵľ�ȷ����άģ�͡�ԭ��һ��ģ�������ߣ��ն�άͼֽ��������������Ҫ����������ڣ������Ѽ�����Բ���������RP������������Сģ�͵ijߴ磬���С��Ϳ�����Աֻ�軨���ٵķ��ã����ܵõ����ǵĸ��Ƽ�ģ�͡�
RP �����ڹ�ҵ����ϵ�Ӧ���ѳ���ʮ�ꡣ���ǽ���һС��������ģ�͵Ĺ�˾�ó�Ϊ����ʦ��������Ա�滮��Ա��������ԭ�η�ģ�͡�
����������Minturn�ļ����ͼ���쳧(LGM)����������һ�ҷ�����ҵ�����Ľ���ģ�ͳ��䣬����������Ϊ�����г��ṩ�˴ֵ�����
������ǰ��������һ̨����ԭ�η���ӡ��, �� ����Charles Overy ˵������̨������ʹ��������֬�Զ��ؿ̻�ģ�͡�
LGM����������ģ�ͺͿ���Ӧ���ж�ʹ�����ֻ��������ڽ�����Ƶ��κν�ʹ��RP����������Overy�����ڼƻ������ڽ�ʹ����Ϊ��Ч��
�����ȵ���Ҫ�ı���Ʒ�����ʱ��RP�൱���Ļ�CAD���ݵ�����������ģ�͵Ŀ����뾫ȷ�����ṩ�ķ�����Ե÷dz��ɹ�Overy˵������������������ƹ��̵�һ���֡���
�������ʦ������һ����ά���ݣ�LGM��Ϊ�������ṩ�����Ŀ���ԭ�η����֡�LGM�����Ŀͻ�������ϣ���֤�����ύ�ļ����ͼ�Σ���ֱ�Ӵ����RP��ӡ��������ͻ�û���ύ��ά���ݣ�LGM�ܹ����ֻ�ͼֽ����ӡͼֽ��CAD���ݣ�������ά�ļ����ģ��ͼ��
------------
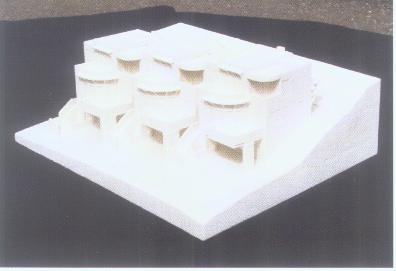
ͼע���ڹ�ҵ���ҵ�й㷺ʹ�õĿ���ԭ�η���RP���������ѽ��뽨��ģ���г��������ʹ�ù�ȥ��Ҫ�������ڹ����Ĵ����о���ģ�ͣ�����Ϊ����Сʱ������RP�����ij���ס���Ŀ���ģ��(����ͼ) ��ֻ����һ�����磬������һǧ��Ԫ����ͼƬ��LGM�ṩ��
----------
���LGM����Ҫ�ͻ��������Կ���������Eagle�Ľ���ʦԼ����G����������������Ƶ�һ�����ס����ʹ�������ַ�������AutoDesk Architectural Desktop 2004�������������Ҫ�����ij���ס������άͼ�����ļ�e-mail��LGM��
Overy˵�������������ڶ������յ����ݣ������������糿���õ��˿ɹ��ĵ�ģ�͡���
��������˵�������˲���һǧ��Ԫ�����ڼ�Сʱ����û��˷dz��õ�ģ�͡���
������֧�ּ���
������LGM������������������RPһ��ģ�ͣ�����������������Ŀ��������ع滮����Ŀ�С�
�������κܴ�ĵ�òģ�ͣ�4��8Ӣ��������Ǿ���ʹ������ϳ�������졣Overy˵�������Dz�ȡ��άVisual Nature Studio����Form Z�ļ����ͼ���Ұ��ر��������趨���ߵ�ϳ����;������
���߰������ָ��ϳ����鰱����������۱���ϩ��ĭ���ϣ��������ǹ�ҵ���ա�LGMȻ���ý���ģ���ϵ�RP��������ϳ���ĵ�ò��̬������һ���ļӹ���
���������������Pasadena��Jacobs���̹�˾��LGMǩ����ͬ��Ϊ��˾�����������ݲ��������Ϸ��о�������Ŀ�����켸����ͬ�Ĵ���ģ�͡���ֱ������Jacobs��˾����άCAD���ݵļ���ͼ��Ϊ���ݣ�����LGM���ڲ�RP������ϳ�������������졣
����ı���Ϊ1Ӣ�����45Ӣ�ߣ��깤ʱģ�͵IJ�����СΪ48Ӣ���48Ӣ�硣LGM�����Jacobs��˾��Ŀ�꣬ģ�͵���۵�������ԭ�����ƺ��������⣬����һ�ж����ڲ��������ڵ�ʱ������ɵġ�
Overyָ���������ּ�������һ��ʹ�÷����������������ֲ��ܹ����ƶ���������ܹ�������ǿ��Ŀ�Ľ�����Ϣ��
������һֱѰ��һ�ָ������洦���������ܹ����۴�ӡ�����������ģ�ͣ����������ʹ�ֲ���������ص���ƶ���ij�Ա����Overy˵�����������˲�Ų�������ܼ�����ͬ��ʵ��ģ�͡���
��ӡģ�͵�����
RP����ʹ�ý������ݵ��ѵ㣬Ϊ�Ƿ��������ش�ӡ�������͵�ͼ�����������DZ�����ɵĸ����ԣ��������ģ�ʹ�ӡ��ʧ�ܡ����磬������Сʱ��ǽ��ĺ�Ȼ�dz�֮����
����Overy�ļ��⣬�������RP��ҵΪ���¹�ҵ��ƵĿͻ�������ֻ�м���������ҵ�˽����Ϊ������ƹ�˾�����ܲ��ң����е�ijЩ��ҵ�������Ա�������ܹ���ӡ���ݣ���ʵ����ȴ�ɡ����RP�ڽ����ϵ�Ӧ�ã���������Ӱ��
Overy���͵��������ڶ����磬һλ����߽������������д��ļ������ͼ��������ҵ����ϣ�������������ÿͻ�����ģ�ͣ�Ȼ���������������糿����ͻ�֮ǰ��ȴ�������ͼ������ӡ����
Ϊ�˽�������������Ƶ����⣬LGM��������Ҫ��������˾һ���о�������CADȫ����Ӱ�������λ����ת��������һ������ΪRP��ӡ����άCAD�ļ���LGM��˾�����Ѿ�������һ����Ϊ�ͻ�����Ԥ�Ƶ�����ɳ��۸�������
Overy˵������һ������Ʒ��ʹ�������ݵĿ���ԭ�η��Ƚϸ�Ϊ���ס���
չ��δ����RP��ģ������������������ڷ��棬���轨��ʦ������ʦ�ͽ��������ߺܴ�İ�����ͬ��Ҳ��Ϊ��ҵ��ƹ���ʦ�ṩ��������������ݶ�����ƥ�䣬���ߴ������������е������Overy˵���������һ��Ҳ�����ͻ������١���
��ö�������ԡ�Building Design & Construction��Nov. 2004�� P15��16
�����й���е����ѧ���Ƚ����켼��ϵ����ѵ�������� - ��۾���
2006 ��4��18-22����������������أ����й���е����ѧ�����졢ŵά�ػ�е��ѧ�������ijа���2006���Ƚ����켼��ϵ����ѵ�ࡣ�����ѵ���ص����� ����ԭ�͡�������ģ���������켼����Ӧ�� ��������ȫ�����ص� 36��ѧԱ�μ���ѧϰ����ѵ�����й���е����ѧ����֯���´�������ά�����֡�
����ԭ�ͣ� RP����������ģ��RT�����������죨RM�����������ִ� CAD/CAM ���������⼼������������������ؼ�������ý�弼���������ŷ����������Լ��²��ϼ����Ļ����ϼ��ɷ�չ�����ĸ��¼�����Ҳ�ǵ��������Ϸ�չ�������켼����RP��RT��RM����������ҵ��ҵ���²�Ʒ������е�Ӧ�ã��ܴ�������²�Ʒ���з����ں��²�Ʒ������һ�γɹ����Ӷ���������˲�Ʒ���г��ϵľ���������ҵ���г��Ŀ�����Ӧ������
|
��������ҹ�����ҵ�ձ���ڵIJ�Ʒ��������������㡢�²�Ʒ�Ŀ����������ڹ�������������Ч�ʲ��ߵ����⣬�й���е����ѧ������ 5��ֱ������ݡ����������ݡ����ϵȵؾٰ�RPMר�⽲����ѵ�ࡣּ��Ϊ��ҵ�ṩ���ԵĿ������췽�������ߺͼ��ɻ�ϵͳ������ҹ�������ҵ�IJ�Ʒ���������������������ۼƽ������˴βμӹ���ѵ�� |

|
������ѵ������ۿ���ʵ���������Ρ����ۿ������ڽ��У����������߲��ר���ڿΣ�����ѧԱ����潻�����ۡ���ѵ�����ǣ� 1�����ٳ��ε�Ӧ�úͷ�չ�����廪��ѧ��е����ѧԺ����������ڣ�2�����ٳ���Ӧ���������ģ�������пƼ���ѧ����ѧԺĪ�������ڣ�3���²�Ʒ���ٿ�����������������ͨ��ѧ�Ƚ����켼���о�����һƽ���ڣ�4��������ѹ���ڳ������ٳ���ϵͳ����ά��ӡ��������ͬ�ô�ѧ��е����ѧԺ���⸻���ڣ�5����������Ŀ��ٳ��ͼ�����������¡Դ�Զ�����ϵͳ����˾�����ܾ�����6��������ģ�Ϳ������������Ϻ����ƻ���Ƽ�����˾����ʰ�ܾ�����7���������죺һ�������ĸ�����������ʱMaterialise�Ϻ��������½���ϯ������8��ѡ�������ۻ����ٳ���ϵͳ�����������о���������������ѧ����ϵ����ǿ���ڡ�


|
��ѵ��ĵڶ���Ϊ�ϻ�����ʵ���Σ������������ѧ��ҵ���Ľ��С���ҵ���ĸ��ܼ�����ꡢ������ʦ������������ʦ��������ѧԱȫ��������������ѧ�������ҵ���ķ�չ��������״���Լ����ٲ�Ʒ�������������������ѧ��ҵ���Ŀ��ٲ�Ʒ��������ȫ�棬����ԭ�ͼ��������� SLA��FDM��DMLS�������ս����ά��ӡ���ڿ��ٹ�ģ�����й轺ģ����֬ģ��ʯ��ģ���������ؼӹ�������������������иMasterCAM�ȶ��������������ܽ������п������죬�����⡢��ơ�����������ȱ��洦��������� |
|
Ʒ�����ѧԱ������ȫ��ֱ���˽��������빤��ʦ�ǽ������ϻ�ʵϰ����ɹ涨���ݺ�ÿ�˻���������������Ʒ�� |
|
�й���е����ѧ�ḱ���³������鳤���컢ר�̵����Ϊ��ѵ��ѧԱ�����������ѧ��ҵ����ʦ��������Ϊ������ҵ��չ�ļ���ս��˼�����ı��棬�ܵ������������һ�ӭ�����컢�����³�ǿ���� ���DZ��������������ѵ���ʶ�������������ǹ��ó����ȶ������ij־ö��������ƽ��ҹ���е��ҵ��չ�����˵���Ҫ��֤������ǰ�ظ����Ͳ�ҵ���ļ��������г��ǻ������ģ��ý�ǮҲ�����ģ�ֻ��ͨ�������������������ĺ������ģ�������չ�������²��ܵõ�������ҵ�Ǽ���������Ϊ��Ծ����ҵ�� |
|
|
���������� 1963�굽2000�꽫��40���ͳ�Ʊ���������ҵ�������ר����������ռȫ��ר����������90%��Ϊ�ˣ���Ծ������ҵ��������һ�ߵĿƼ���ԱҪ�縺���������µ����Ρ� |
�� RP/RM/RT��ѵ����Ҫ����ܣ�
����• ����ԭ�ͺͿ�����������չ��Ӧ�õ�����
�����������廪��ѧ��е����ѧԺ�����������
����• ������ĵ����ص��㽥�����μ���
�������������пƼ���ѧ����ѧԺĪ��������
����• �²�Ʒ���ٿ�������
���������� ������ͨ��ѧ�Ƚ����켼���о�����һƽ����
����• ������ѹ���ڳ������ٳ���ϵͳ����ά��ӡ����
����������ͬ�ô�ѧ��е����ѧԺ���⸻����
����• ���÷����������Ŀ�������
��������������¡Դ�Զ�����ϵͳ����˾�����ܾ���
����• ������ģ�Ϳ�������
�����������Ϻ����ƻ���Ƽ�����˾����ʰ�ܾ�����
����• Materialise �������
��������������ʱ Materialise �Ϻ��������½���ϯ����
����• ��������ѡ�������ۻ��� SLM�����ٳ��ͼ���
��������������������ѧ����ϵ����ǿ����
����ѧԱС� ������ѧ��е����ѧԺ ������
����ѧԱ��ѵС��ժ¼
����ԭ�ͺͿ�����������չ��Ӧ�õ�����
�廪��ѧ ������ 2006.4
�ݹ۵�ǰ���ٳ��μ�����չ��״�������Կ������·�չ��Ӧ�����ƣ�
���ڴ�����ԭ���Է�����������С��ҵ��������ǵ��������������ٳ����豸��Ϊ�������һ����Ҫ�����οռ��С���۸�ϵ͡��ɿ��Ը��ߡ������������������ѵ�����Ϻ����зѱ��˳�Ϊ������С��ҵӦ�õ�RP�豸���ر���������Ϊ�ˣ���������ҪRP�豸���칫˾����Ƴ����豸�����Ƿֱ���Z Corporation��˾�� Z310 plus��Stratasys ��˾��Dimensionϵ�к�Prodigy plus������̫��ʱ����˾��̫�� Print 3D��̫��mini Print 3D�ȡ���̫��mini Print 3D�����οռ�Ϊ130��130��130mm3��ʹ�ò���ΪABS���ϣ���ɫ���֣���ס��졢�Ƶȣ���ǿ�ȸߡ����Ժá��������;һ����ӡ��������ѵ;�IJĽ�Ϊ�����1/2;�豸С�����ۣ�����������Ⱦ�����ڰ칫��ʹ��;����֧�ţ�֧���װ���;����ModelWizard����ǿ��
�������ܽ������Ϲؼ�����ֱ�ӿ��������ǿ��ٳ��μ�����չ����һ��Ҫ���ƣ�����������1�����β���Ϊ�������ܽ������ϣ��ѡ��ټ����ºϽ𣩣���2��ֱ�ӵõ������������3����ҪӦ���ں��졢������ҽ�Ƶ������η��������֣���1������ѡ���ս���ۻ�������SLS��SLM������2�������۸��������켼����LENS��DMD��LAM��DLF�ȣ�����3��������ѡ���ۻ�������EBSM��EBM���������ս�ij��μ�ǿ�Ȳ����ߣ��������۸���ǿ�ȸߣ������ʴ�2KW����������ѡ���ۻ������������������ʸߡ��ɳ��β��Ϲ㷺����ջ�������Ⱦ�������ٶȿ���ص㣬���ܵ�����Ĺ�ע���о���
���ӹ�����Ϊ����������������ձ������ѧ�ҹ�ѧ�߽�˫�����������̻�RP���ϣ��÷����Է�������˳ߴ�С�ڹ�ѧ�������ޣ��ﵽ120nm���ṹ�������������ţ��������University of Illinois����������RP���ϣ�������״��ά�ṹ��˿��Ϊ0.5��5.0��m �廪��ѧ���ü��Ⲷ�����ӻ���ϸ������RP���ϣ��������ṹ�ѻ����͡�
���칤ҵ�ǿ������췢չ������������ɼ��ķᡣĿǰ��Ҫ�л����������RP��������ͻ��ڼ�������RP�������������࣬ǰ�ߵ��о���λ���廪��ѧ�ͷ�ɽ�廪��˾����ľģ�������켼����PCM��������ProMetal��˾�Ŀ����������켼����RST����������Ҫ���ҹ����пƼ���ѧ�ͱ���¡Դ��˾���¹�EOS��˾�ĸ�Ĥɰ����ѡ���սἼ����Direct Cast����PCM�����ɱ��͡�����ľģ���͡�оͬʱ���Ρ�����ģб�ȡ��������캬��������Ĵ������ͣ���1500mm������Direct Cast�״ﵽ�ϸߵľ��ȣ����ͳߴ�С��һ��С��500mm�����ɱ��ϸߣ���������Ч�ʵ͡�
�����������������ڳ�Ϊ��������Ӧ�õ���Ҫ������ʱ����ʹ����Ƽ�����˾����CXM-I�����ʯ��ģ�Ͳ����豸��Auro-350��̻��豸��������˾���죩�������ι��̼�������������������ϵͳ��OrthoDS���廪��ѧ������ٳ������Ŀ���������з�����Ͷ����Ӫ��
������Ͽ��������Ƿ�չ�����RP�������廪��ѧ�����ĵ��³�������LDM���ս����ٳ��ε���ɢ-�ѻ�ԭ������������뷨������ɾ��о�ϸ�ּ��ṹ����֯����֧�ܵ����³��Σ�������������ϵĻ��ԡ�����LDM��������˿�϶�ʴ�90���ľ���-����ƹ�֧�ܣ�����ľ�ҽ��ѧ�����������˴�ιǵ��������ʹ���˹����յ�������伹���ں������֧���Ѫ��֧���о��Ľ�չҲ���������RP���μ����ijɾ�֮һ��
����RP���գ��廪��ѧ��2003��2005��ֱ���ɵ�һ���͵ڶ���ϸ����ά�ܿ���װ�����������͵�ϸ������������ʲ����ڼ���������£�����ƵĽṹ���Ų���һ������ģ����ʵģ��ռ�ṹ���γ�����֯ǰ�壬�������������ɾ����ض���������������ѧ���ܵ���֯��ϸ����ά�ܿ���װ�������ǹ���������֯���١����ﴫ����������ϵͳ����Ҫǰ�ؼ�����
������ĵ����ص��㽥�����μ���
����������ѧ Ī����
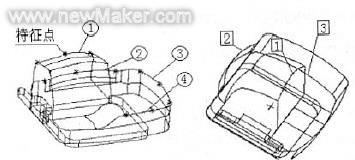
����������ѵ�ི�ε��������ڽ�����ĵ����ص��㽥�����μ������ü�����ù�����Ȼ��ѧ�����������Ƽ����Ƽ�����С��ҵ���»����������������й�����ר����
�ü�����һ����ģ�߳��η����������ԭ����������ٳ������켼�����ֲ����죨Layered Manufacturing������˼�룬�����ӵ���ά����ģ���ظ߶ȷ���ֲ㣬�γ�һϵ�ж����ά���ݣ���������Щ�����������ݣ��Ӷ��㿪ʼ����Ľ��оֲ������Լӹ����ӹ������ǣ��ڼ���������£���װ���������������س��λ����ϵij���ѹͷ�����ߵ�ģ�͵Ķ����趨λ�ã����ӹ��켣����㣬���ѹ���趨��ѹ������Ȼ���յ�һ��������������ߵȸ��ߵķ�ʽ�����ʩ�н������Լӹ�����ģ�Ͷ�����ļӹ����γɵ�һ�������������ѹͷ��ѹ��һ���趨�߶ȣ��صڶ�����������˶������γɵڶ����������档����ظ�ֱ����������������ϣ�ͼ1����
���ֳ��μ������ʺ������³��Ϳ���ʱ�����ڿ����������ĸ��Ǽ���Ҳ�ʺϺ���ҵ�з������Ŀ��������죻�������μ��Ŀ������졣ͼ2��3��4���øü����ӹ��Ĺ�����
������ѹ���ڳ������ٳ���ϵͳ����ά��ӡ����
ͬ�ô�ѧ��е����ѧԺ ���⸻
������ѹ���ڳ������ٳ���ϵͳ
����ԭ����������ѹ��ͷ�ڼ�����Ŀ����£��ɸ��ݽ�����������Ϣ����X-Yƽ���˶��߶�Z������˶���˿״�������ɹ��ֹ�˿��������������ѹ�����������ݸ�������ͷ��������ͷ�м���������̬��Ȼ��ѡ���Ե�Ϳ���ڹ���̨�ϵ��Ƽ������ϣ�������ȴ���γɽ���������һ�������ɺ���ͷ����һ�����߶ȣ��ٽ�����һ���Ϳ�������ѭ���������γ���ά��Ʒ��˿�ľ���������ѹ���̣���ѹ�����������Ҿ��ȡ�Ŀǰ����ҵ������������������ͨ�ͺ���ǿ�������ͺš���Ʒ�ڹ����Ѿ����ۼ�ʮ̨����Զ���ձ����¼��µȶ����
������ѹ���ڳ������ٳ���ϵͳ��ͬ������ϵͳ��ȣ��������ŵ㣺
��1�����μ��ߴ��280mm��250mm��300mm
��2���������γߴ�С��600mm��640mm��800mm
��3�����������75kg
��4�������ޱ����ҳ��Σ����������з�������˿�ϣ���������С�����ԣ��������ñ��³����ң������˻����Ľṹ���������㡣
��5�����赥����ҵ���Ƽ���������蹤ҵ���Ƽ�������ƣ�ֻҪ�����λ��ϵ�R232�ӿ����ⲿ��ͨPC��������������ɹ�����
��6�����ø�ѹ�ݸ˼�ѹ���ϣ����μ�����ʵ�ȸߡ�
��7��֧�����ڰ��룺�����˶��ص�֧�Žṹ�������������ˣ����ز���˫����Ͱ����ˮ��֧�Ų��ϣ�����ʮ�ַ���شӳ��μ���ȥ��֧�š�
��8�����ڰ칫�һ�����ʹ�ã����С�������ᡢ����С���������豣���ң����ԣ����ڰ칫�һ�����ʹ�ã���ͬ��ͨ��ӡ�������ֱ��������ü����������
��9�����λ��ۼۡ�˿�ϱ��ˣ��ۼۣ�18��22��Ԫ/̨��˿�ϣ�440Ԫ/kg�����к�ά�����õ͡�
��ά��ӡ����
�����������ٳ��μ����ڹ����������µķ�չ���ر������е���ά��ӡʽ���Σ���������ķ�ĩΪԭ���ϣ�����������ͷѡ���Ե����䲻ͬ��Һ�壬�Ӷ����ɹ�����һϵ�ж�ά���棬��������ճ�����ά��������ά��ӡʽ���ٳ����ǿ��ٳ��μ�������Ҫ��չ����
ͬ�ô�ѧ����ҵ������������������ѳ����������ٳ���ϵͳ����ϵͳ����ά��ӡʽ���ٳ��μ���Ϊ���ģ�ƽ���ؽڻ����˼гֿ��ٿɸ�����ͷ��X-Yƽ���˶���ʵ�ֹ�Һϵͳѡ���Ե��������Һ�壬���̷ۻ�������ķ�ĩ����ѡ���Ե�ճ���������ڳ���˽����������������۲ijɷ֡�Һ��ɷ֡��ݶȷֲ����ɵ�֮���ϵ�Ļ����ϣ��Ϳ���������ظı�����ķ۲ĺ������Һ�壬���ٳ���������֯������ά��֧�ܡ��ɿػ���ҩ����ӵ���������ģ�ͣ��Լ����ж������ܡ��ڳɷֻ�ṹ���в�ͬ�ݶȵ����⸴�����������������칤�̡�����ҽѧ���̺����칤�̵�������Ҫ��������⣬�ر���������ҽѧ����ʹ��������ϵͳ������Щ�ض����ʵ��ѳ�������������Ψһ��ѡ��
��ά��ӡ���ۼۣ�20��Ԫ/̨��
��ϵ�绰�� 021-69589610��gfuliu@sina.com
Materialise�������
Materialise�й����Ϻ�����ϯ�����½� 2006.4
����ʱMaterialise��˾������1990������Ϊ��ʱ��һ��ŷ���ٳ��ͼ����������֮һ����������Materialiseһֱ������RP�����Ŀ������о��Լ��ƹ�������������ٳ��ͼ�����ǰ�ء�����Materialise�ѷ�չ��Ϊȫ��RP���ٳ���/RT����ģ��/RM����������������һ��Ӧ�̣�����һ������쵼�ߡ���˾�ṩ�Ľ����������RPǰ����������Magics RP����ģ�߱��ۣ�Tooling Expert������ơ��ӹ����������ֻ�CAD (3Matic)�����������
Materialise��˾��������ľ�������
RP���ٳ���/RT����ģ��/RM���������ר��֪ʶ
���ֻ�CAD(STL��ʽ)�Զ������
����ҽѧ��Ӱ����
 Materialise��������ľ��������Ǵ��������ƻ���Ʒ����Ҫ�Ĺؼ��������ֽ�RP/M�����Ѿ��ӵ�����RP��������֤���������������з�չ���죬�Ӷ��ƶ��˶��ƻ���Ʒ�г���Materialise��˾��90���RP��������ʱ���Ϳ�ʼ��չ�ⷽ����о���Ӧ��:
Materialise��������ľ��������Ǵ��������ƻ���Ʒ����Ҫ�Ĺؼ��������ֽ�RP/M�����Ѿ��ӵ�����RP��������֤���������������з�չ���죬�Ӷ��ƶ��˶��ƻ���Ʒ�г���Materialise��˾��90���RP��������ʱ���Ϳ�ʼ��չ�ⷽ����о���Ӧ��:
Ψһ��רҵ��RP����
���̸��3Matic���ֻ�CAD��Ʒ���Ƴ�
����������RP���ͻ�����Mammoth SLA 2100x650x780��
��ҵ��Ƽ�����RM����߶˵ƾߵ�Ӧ��
RP for Baghdad����RPҽѧԮ����Ŀwww.rp4baghdad.org
��ֲ������������RP��������
ŷ������ȫ��������RP���������һ���ط�ӵ������36̨RP����,ƽ��ÿ�칤ҵ����������RP/M�����ǧ��������������ˡ����١����͵��ص�
ͨ���������Ͽ��Կ���ʮ�����Materialise���ϵ��ƶ�RP/M�����ķ�չ��������RP����RP������ҽѧӰ������������ҵ��Ƶ������IJ��Žṹ�����ⷽ������˷ḻ�ľ�����֪ʶ, ��������ҵ����̫������ҽѧӰ���������ƻ���ҵҽѧ��Ʒ��ƣ���ҵ��Ƶȸ����������Ź㷺��Ӧ�ã�
Materialise��˾�IJ�Ʒ�߹ᴩ�������ֻ����̵������Щǰ�ص����Ӧ�ð��������Ļ�Ա�Ǻ���ĸ��ܣ�Materialise�������������ѧMaterialise��ѵӦ��������ϣ��û�Ա������������Magics������RPǰ�������Զ���ݵ�ǿ���ܡ�




Magics RP 3Matic Mimics Simplant
Materialise�й����Ϻ���������
�Ϻ����ֶ���������·800�ű�������1606��200122
Tel: 021-58312406 Fax: 021-58312405
Email:software@materialise.com.cn
���÷����������Ŀ�������
����
����¡Դ�Զ�����ϵͳ����˾
1������
����������Ʒ���»�������ļӿ죬��������������Ʒ���з��ٶ�Ҫ��Խ��Խ�ߡ�
�г���������������Ҳ���ȵ�Ҫ���̺������̶���ɱ�������������Ч�عܿأ���Ͱ��������ٵ������ᵽ���켼�����Ƚ��Ĺ��������������������Ľṹʮ�ָ��ӣ������������ӵ���������ѹ���ȵȣ��ڷ������Ŀ��������и������ģ�ߵ����춼��������������������Ļ���֮һ�����һ��������Ƹ��ı��������ģ������������ģ�ߣ���ʹ��һ���·��������Ƴ��������ںܳ���
���ڣ��ܶ���������������ÿ��ٳ��ͷ����������������������ַ���ʡ��������ģ�ߵĹ���ʹ���������������ڴ�����̣�һ����������Ҫ�������������塢��ͷ���������ܵ��ڼ����ھͿ�������ɣ����ں��ڵ������о�����������Ҫ���ģ�ֻ�����CAD���ݣ��ں̵ܶ�ʱ���ھͿ��������ĺ����������н�һ��������������
2�����ٳ��ͼ���
���ٳ��ͣ�Rapid Prototyping,���RP�������ǽ�������չ������ֱ�Ӹ���CADģ�Ϳ�����������������ij��鼼���ܳƣ��봫ͳ���췽����ͬ�����ٳ��ʹ������CAD����ģ�ͳ�����ͨ�������ֲ���ɢ�����ݳ���ϵͳ���ü��������������������϶ѻ����γ�ʵ��������������Ѹ��ӵ���ά����ת��Ϊһϵ�ж�ά����ĵ��ӣ���������ڲ���ģ�ߺ��ߵ����������ɼ������⸴�ӵ��㲿������������������Ч�ʺ��������ԡ�
���ٳ��͵Ļ���ԭ������ɢ�������죬һ��������������κ���ǻ�Ƕ�ô���ӣ���������һ��ƽ��ƽ��ȥ�ظ�������õ�һϵ���㹻������Ƭ����Щ����Ƭ���Խ��ƵĿ�����ά���ģ�ͣ��ò�ͬ��ʹ�ܼ�������Щ����Ƭ���������ͬʱʹ��Щ��Ƭ����һ���Ĺ���ѻ������Ϳ��Եõ�һ�������������Ŀǰ����Ŀ��ٳ��ͼ����кܶ࣬��������������ڷ���������������ѡ�������սᣨ���SLS��������
ѡ�������ս�(Selective Laser Sintering��SLS)�����ú��⼤��������ṩ�������ۻ������Բ������γ���ά�����
ѡ�������ս��ԭ����ͼ1��ʾ���ӹ���ʼʱ�Ƚ�һ��ܱ�(100��m��250��m)�������Է�ĩ���ȵ����ڹ���ƽ̨�ϣ���������װ�ý�����ȵ��۵����µ��¶ȣ��ھ��ȵķ�ĩ���棬��������Ƽ��ⰴ�������ǰ�����Ϣɨ�裬����ɨ�赽�ĵط���ĩ�ս��γɹ��壬����δɨ�赽�ĵط����Ƿ�ĩ��������Ϊ��һ���֧�Ų����ڳ�����ɺ�ȥ������һ��������Ϻ���ͻ����½�һ�㣬���ۻ������������̷۹�Ͳ������ӹ��ۻ����Ƶ����ͻ�������������ƽ��ɨ����һ�㡣�����ظ�������ۺ�ѡ���ս����ֱ�����һ�㣬һ����άʵ������������ˡ�
 ѡ�������ս������ص�һ���dz������븴�ӳ̶��أ�����ر��ʺ����ڲ��ṹ���临�ӵķ��������塢�ǡ��������ܵȲ�������һ����Ҫ���ص��dz��Ͳ��Ϲ㷺���ر��ǿ������������֬ɰ�Ϳ���ʧ��ģ���ϳ��ͣ���ˣ�����ͨ�������켼����ϣ�����������������IJ�����
ѡ�������ս������ص�һ���dz������븴�ӳ̶��أ�����ر��ʺ����ڲ��ṹ���临�ӵķ��������塢�ǡ��������ܵȲ�������һ����Ҫ���ص��dz��Ͳ��Ϲ㷺���ر��ǿ������������֬ɰ�Ϳ���ʧ��ģ���ϳ��ͣ���ˣ�����ͨ�������켼����ϣ�����������������IJ�����
3�� �������켼��
���ܿ��ٳ��ͼ�����Ч�Ľ���˸�������ij������⣬�����ڿ��ٳ��ͱ������ճ��Ͳ��ϵ����ƣ�ʹ��ͨ�����ٳ��͵õ������������ʵ����������IJ���һ�¡�������ĸ�������ָ�귽��Ҳ���ﵽ���������Ҫ�����ֱ��ͨ��RP�����õ�����άʵ��һ��ֻ����Ϊ����ģ�ͺ�װ��ģ�ͣ���������Ϊ�����������и��ֲ��Ժ�ʹ�ü��顣
�������죨Quick Casting �� Rapid Casting�������ǽ����ٳ����봫ͳ���켼����Ч��Ͽ������츴�ӽ�������ļ������������ĸ��塢��ͷһ�㶼�������Ʒ�����ÿ������켼�������ںܶ�ʱ���ڵõ������ղ�Ʒ����һ�¡����ܽӽ��ķ�������Ʒ����������顣

��������Ĺ���������ͼ2��ʾ������ѡ�������ս�ʵ�ֿ��������;���ж�����һ����ͨ������ֱ���ս��������ȹ̻���֬ɰ����ͨ��ɰ������õ���������һ�ַ������ü���ֱ���ս����ʧ����֬��ĩ�����ۣ���ͨ���������칤�յõ������������ַ����Ĺ�ͬ�ص㶼��ʡ����ģ�����졣��ˣ�������ڵ�����С�������������������ڴ�������ˡ�
 �ÿ��ٳ��͵ķ�������ɰ�ͣ�����Ҫ�����������άCADë��ģ����Ƴ����ɰ��ģ�͡�Ϊ��������������������տ�����ɰ��ģ��Ӧ������ͨ��ģ��������ɰ��ģ�ͱ���һ�£���ɰ��ģ�͵ĸ����־��������ķֲ㴦��ת��Ϊ���ٳ����豸�ļӹ��ļ����Ϳ��Խ��м����ս�����ˡ�
�ÿ��ٳ��͵ķ�������ɰ�ͣ�����Ҫ�����������άCADë��ģ����Ƴ����ɰ��ģ�͡�Ϊ��������������������տ�����ɰ��ģ��Ӧ������ͨ��ģ��������ɰ��ģ�ͱ���һ�£���ɰ��ģ�͵ĸ����־��������ķֲ㴦��ת��Ϊ���ٳ����豸�ļӹ��ļ����Ϳ��Խ��м����ս�����ˡ�
ͼ3�Ǽ����ս���͵�һ������ɰ�͡������õ���֬ɰ��ͨ��ʹ�õ��ȹ̻���֬ɰ��Ϊ���ƣ�ֻ������ɰ�������ֲ�����̬����֬�ɷּ����洦���ȷ����и��ϸ��ָ�ꡣ����ʱ�IJ��һ��Ϊ0.2mm�����ȿɿ�������0.25mm���ڡ����ڼ���ɨ����ٶȺܿ죬��֬�ڳ���ʱ���ܴﵽ��ȫ�̻������ͺ�δ�ս�ĸ�ɰ�����ɰ��һ��Ҫ�ŵ��������н��ж��ι̻��������ι̻����ɰ�Ϳɴﵽ����о���Ƶõ�ɰ����ͬ�����ܡ����ڷ������IJ���������ɰ�����죬��˿���ɰ�������ѳ�Ϊ�������������Ƶ���ú�����Ч�ķ�����
 ������ģ��������ķ�������50��80��m�Ŀ���ʧ��֬��ĩ������Ϊԭ�ϣ����������άCADë��ģ��ֱ�ӽ��зֲ㴦�����ü��⽫��ĩֱ������ս�������ë��һ�µľ�����ģ���ٽ���ģֱ��ͨ��ʯ���ͻ��մ��Ϳ�����õ�����Ҫ�����������ÿ��پ�������������������������ã����ȸߣ�����Ҫ���ɰ��ģ�͵Ȳ��裬���չ�����Լ�ͬʱ�������ë�����������С��ɰ�͵�����������SLSֱ�ӳ�����ģ��֮����ɰ���ٶȸ��죬�ɱ���Ը��͡�������ģ����һ��Ƚ��ʺ��ڱ�����������ں�������������ȴ�ٶ������³������ɵ�����ȱ�ݣ�������ַ����ڷ�����������������һ�����ڽ������ܵ���Աں�ϱ��������ͼ4���ÿ���ʧ��֬��ֱ���ս���͵ķ����������ܵ�������ģ��
������ģ��������ķ�������50��80��m�Ŀ���ʧ��֬��ĩ������Ϊԭ�ϣ����������άCADë��ģ��ֱ�ӽ��зֲ㴦�����ü��⽫��ĩֱ������ս�������ë��һ�µľ�����ģ���ٽ���ģֱ��ͨ��ʯ���ͻ��մ��Ϳ�����õ�����Ҫ�����������ÿ��پ�������������������������ã����ȸߣ�����Ҫ���ɰ��ģ�͵Ȳ��裬���չ�����Լ�ͬʱ�������ë�����������С��ɰ�͵�����������SLSֱ�ӳ�����ģ��֮����ɰ���ٶȸ��죬�ɱ���Ը��͡�������ģ����һ��Ƚ��ʺ��ڱ�����������ں�������������ȴ�ٶ������³������ɵ�����ȱ�ݣ�������ַ����ڷ�����������������һ�����ڽ������ܵ���Աں�ϱ��������ͼ4���ÿ���ʧ��֬��ֱ���ս���͵ķ����������ܵ�������ģ��
4��  Ӧ�ð���
Ӧ�ð���
 ͼ5���ÿ��پ������췽����������Ͻ��������������յ��������άCAD���ݵ�ë����ɽ�10��ʱ�䣬���������ģ�Ŀ��ٳ���1�죬��ģ����7�죬��������������2�졣�������Ƿ�����������Ҫ����ɲ��֣��ɸ��ӵ��������湹�ɣ�������߽���Ч�ʣ�����ȼ�չ�����ʮ����Ҫ��Ӱ�졣�ڷ���������ƹ����У���Ҫ�Բ�ͬ�Ľ��������������������顣��ͳ�ķ����Ǽӹ���ʮ������ʮ�����������ľģ��ʯ��ģ���ٷ��Ƴ�ɰģ��������������������������ҳ������Ҫ������ģ�͡���˷�������ʱ���������Ҿ������Ա�֤�����ÿ��ٳ��ͷ�������һ���Ե��ṩһ�鲻ͬ�����CAD���ݣ�ͨ���������죬ͬʱ�õ�һ�������������������ԣ��õ�һ�鲻ͬ�����ṹ��ȫ������ݣ��Ӷ�ɸѡ����ѵ������������������ӿ��������ٶȡ�
ͼ5���ÿ��پ������췽����������Ͻ��������������յ��������άCAD���ݵ�ë����ɽ�10��ʱ�䣬���������ģ�Ŀ��ٳ���1�죬��ģ����7�죬��������������2�졣�������Ƿ�����������Ҫ����ɲ��֣��ɸ��ӵ��������湹�ɣ�������߽���Ч�ʣ�����ȼ�չ�����ʮ����Ҫ��Ӱ�졣�ڷ���������ƹ����У���Ҫ�Բ�ͬ�Ľ��������������������顣��ͳ�ķ����Ǽӹ���ʮ������ʮ�����������ľģ��ʯ��ģ���ٷ��Ƴ�ɰģ��������������������������ҳ������Ҫ������ģ�͡���˷�������ʱ���������Ҿ������Ա�֤�����ÿ��ٳ��ͷ�������һ���Ե��ṩһ�鲻ͬ�����CAD���ݣ�ͨ���������죬ͬʱ�õ�һ�������������������ԣ��õ�һ�鲻ͬ�����ṹ��ȫ������ݣ��Ӷ�ɸѡ����ѵ������������������ӿ��������ٶȡ�
��������������ܣ��������ĸ���ǽṹ��Ϊ���ӣ����ǿ��ٳ��͵�����ŵ�����븴�ӳ̶��أ�Խ���ӵ����Խ�ʺϿ��ٳ������������ڸ��塢�ǵ��ڲ��ṹ�����ұں���ԽϺ�������Щ�������ѷ����ǿ���ɰ�����졣ͼ6��ͼ7���ÿ���ɰ�������
 �õ�һ�����ǵ��������������������������ƽ��Լ2-3�ܡ��������칤���������������ռ������������ijߴ羫�Ⱥͻ�е���������ղ�Ʒ������к�ǿ�Ŀɱ��ԡ���ˣ�����ɰ������ĸ���ǿ�ֱ�����ڷ������ĸ����������飬�����������������������ˮ��������ȴ���ܲ��ԡ�
�õ�һ�����ǵ��������������������������ƽ��Լ2-3�ܡ��������칤���������������ռ������������ijߴ羫�Ⱥͻ�е���������ղ�Ʒ������к�ǿ�Ŀɱ��ԡ���ˣ�����ɰ������ĸ���ǿ�ֱ�����ڷ������ĸ����������飬�����������������������ˮ��������ȴ���ܲ��ԡ�
5������
���ٳ��������켼����ϣ��������������켼�����乤�������Ǽ�ݡ�ȷ���ɿ��;�����չ�ԣ�����Ч��Ӧ���ڷ�������ƿ������������Ŀ������졣���ʺϵ�����С�������ƺ��������ص㣬��Ѹ����Ӧ�г����ṩС������Ʒ���м������飬�����ڱ�֤��Ʒ�����ٶȡ�������չ��̵Ŀɿ��ԣ�������ƿ����εͳɱ��ؼ�ʱ�ģ��Ա������ƻ��ṩװ��ģ�͡���������߲�Ʒ�Ŀ�������������ٳ���ԭ���ϵض�Ԫ�ԣ�Ϊ��Ʒ�������ṩ�˲�ͬ�ع�����ϣ�����SLSԭ���ϵĹ������ͳ����տ��봫ͳ�����л���ϣ������ڽ��Ϳ����ɱ�������Ϲ��յĿ���ԣ�֧�ֲ�Ʒ���»���Ƶ�ε���ߣ��������ƶ���Ʒ���ս����г���
��������ѡ�������ۻ���SLM�����ٳ��ͼ���
����������ѧ��е����ѧԺ�����о��� ����ǿ
1.ѡ�������ۻ�����ԭ��
���ٳ�����RP - Rapid Prototype��������Щ������չ������һ���Ƚ����켼��������CAD�����ء�������²��ϵ�ѧ�Ƶļ��ɡ����Զ���ԭ�Ϳ������켼����������CADģ��ֱ�Ӿ���������������������������״��άʵ������ļ����ܳơ�
ѡ�������ۻ���SLM -Selective Laser Melting����һ�ֽ�����ֱ�ӳ��ͷ������ǿ��ٳ��ͼ��������·�չ���ü������ڿ��ٳ��͵������˼�룬��������ӷ�ʽ����CAD����ֱ�ӳ��;����ض�������״��������������н�����ĩ��ȫ�ۻ�������ұ���ϡ��ü���ͻ���˴�ͳ�ӹ�����ȥ�����͵ĸ���������Ӳ��ϵķ�����������������ڲ���ȥ�����˷����⣻�����̲���������ӳ̶ȵ����ƣ�������кܴ�����ԣ��ر��ʺ��ڵ���С������Ʒ����ҽѧֲ��������졣SLM������Ҫ�߹����ܶȼ��������ۼ�����ʮ�״�С�Ĺ�ߣ����ڲ�����������һ��CO2��������������Ҫ��Nd:YAG���������ڹ���ģʽ��Ҳ���ѴﵽҪ������SLM������Ҫʹ�ù��������Ϻõİ뵼�����YAG����������˼�������������100W���ң����Դﵽ30��50��m�ľۼ���ߣ������ܶȴﵽ5��106W/cm2 ���ϡ�
2.ѡ�������ۻ���SLM�������ص㼰����ָ��
���ַ�������ѡ�������սᣨSLS�������Ϸ�չ�����ģ�����������ѡ�������սἼ�����ؼ������ص����������¼������棺
l ֱ���Ƴ��ն˽�����Ʒ��ʡ���м���ɻ��ڣ�
l �ɵõ�ұ���ϵĽ���ʵ�壬�ܶȽӽ�100%��
l SLM����Ĺ����иߵ�����ǿ�ȣ��ϵ͵Ĵֲڶȣ�Rz30-50mm��,�ߵijߴ羫�ȣ�<0.1 mm��
l �ʺϸ��ָ�����״�Ĺ����������ʺ��ڲ��и������ͽṹ�����ǻ�����ô�ͳ����������ĸ��ӹ�����
l �ʺϵ�����С����ģ�ߺ������ٳ��͡�
3.ѡ�������ۻ���SLM��������;
ѡ�������ۻ����ٳ��μ�����ģ����������һ�γ��μ�����Ҳ�Ǽ��м价�ڵ��ն˼������Ǽ�����ٳ��η�չ�ı�Ȼ���ơ��������Ĺ����������洦����ֱ����ģ�ߡ�������ҽѧ����ֲ����ʹ�á��ü�������ҪӦ����ģ�߲�Ʒ�����ٿ���Ӧ����ԭ�͵Ŀ�����ƺ��Զ����챣֤�˹��ߵĿ������졣��������ϳ���������ӹ��������κ�ר�ù�װ���ߣ�ֱ�Ӹ���ԭ�Ͷ������ӵĹ��ߺ���ǻ���������һ����˵������ѡ�������ۻ����ٳ��μ�����ģ�ߵ�����ʱ��ͳɱ���Ϊ��ͳ��������1/3�����Ҹü����ڸ��ϲ��ϡ��ݶȲ��ϵĹ���ʵ������Ҳ�кܺõķ�չDZ����
4��֪ʶ��Ȩ״��
�ѻ��ʵ������ר��ZL200420094739.5
5��ѡ�������ۻ����ٳ���ϵͳ��������ָ�꼰��Ƭ
|
������ |
���� |
�뵼�����YAG������ |
������ |
���ͳߴ� |
240��240��440 mm |
|
���� |
1��06mm |
�ֲ��� |
0.02-0.3 mm |
|
����� |
200 W |
�����ݻ� |
45 L |
|
���ʿ��� |
�����ɵ� |
���Ͳ��� |
������ĩ |
|
������ȴ |
ˮѭ�� |
��ȴװ�� |
������ |
5000BTU/h |
|
��·��ɨ��ϵͳ |
��ƽ���� |
50��100mm |
ˮ���� |
36 L/min |
|
ͬ��·ָʾ |
�뵼�弤�� |
�����豸
�ߴ� |
���� |
136��169��72 cm |
|
����ϵͳ |
���ػ� |
P4 |
���ƹ� |
188��60��80 cm |
|
�������� |
AFSWin2.0 |
ˮ���� |
53��86��75 cm |
|
�������� |
���� |
|
��Դ |
380V���������ߣ�6 KVA |
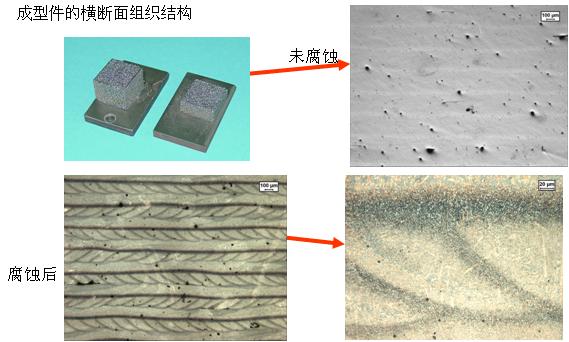
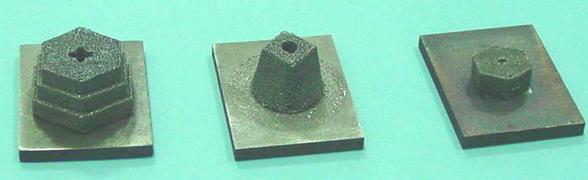
 6��SLM���ٳ��ͽ������ʵ����Ƭ
6��SLM���ٳ��ͽ������ʵ����Ƭ

��ϵ�绰�� 020��87111036��020��87114484
Email: meyqyang@scut.edu.cn
�������ٳ��ͼ���ģ������Ӧ��
|
������������˾ |
|
|
|
������֪�����ҵ���ҵ�ҵ���й��Ѿ������˾������صĵ�λ���й���ߵij������ܴ�ȫ��75%����߶����й����������㶫ʡ�����й�������߲��ء����ҵһ�����¡�����Ѹ�١��������ߡ�������ÿÿҪ��ʱ�����ܡ�Ϊ�˱��ⳤ�ڵ�ƣ�ڱ����������̿�ʼѰ���ʽ�������������Ч�ʵļ�������һ���棬�ҵ�ҵ��������й����Ƚ�����������ҵ�ˡ��ҵ�Ʒ������20��ǰ�ͳ��ڵ����⡣�ڹ�ģ������������֮�£��ҵ���ҵ֮��ľ����Ѿ���Խ�˼IJ�Ʒ��ƴ�������ڳɱ������Ƽ��ȷ���չ������ݵ��г���Ӧ��ǿ������������������ijɱ����ơ�Ѹ�ٵIJ�Ʒ������������������������IJ�Ʒ����뼼����Ӧ�ã����ڲ�ͬ�Ƕ��������ҵ�ľ���������������֧����ҵ�У�������Ϊ���ڱ�֤��������Ƶ�ǰ���£���߿����ٶȣ����̿������ڣ���Լ��ͬ�ؽ���ע��������ԭ�����ģ�������ְ�������ϡ�
�ְ죨GARAGE KIT����Ҳ���װ���ְ档һ��������������������ԭ����Ƶģ����Բ���������һ���ְ�ģ��һ��ֻ������20��25����Ʒ���ң������Ҫ��������Ҫ���¿�ģ���ְ��ԭ�ϴ��ʹ����֬�����������ʣ���ԭ�������İ�ģ�ְ��зdz��õ��ָУ���Ʒ���������ݡ���ģ��ɫ�Dz��ᷢ�Ʒ�����Ҳ����̫�����dz��⻬����pvc����������Щ���ڴ�ĥ��ʱ��Ҳ���ᷢ�����ŵ���ζ�����⣬�ְ�һ�㶼�������Ʒ�����������ɲ��Լ����ϷѵĹ�ϵ�������ڿ�ģ�ĸ��Ӷ������źܸߵ��Ѷȣ������ͨ������ģ�Ͱ������࣬��װ��ͿװҲ��Ҫ�൱���ɡ�

ͼΪ��ע��Ʒ���ƵĴ�����ɫ�ĸ���(����)
Ȼ��������ֻ�Ƕ��ְ��dz�Ľ��ܣ����ְ����;���dz��̹�ע���ص㡣���ҵ���ְ챾������һ�ָ߸���ֵ����Ʒ���ڼҵ�ҵ�У��ְ������ֱ�Ӿ��������ղ�Ʒ��ѡ�ͣ���ν�����ڼ硣�����¼����IJ��ã��ְ��������ʽҲ����Ȼ�����Ÿı䡣������ٳ��ͼ������ڶ�ʱ���������ְ죬����������������ʵ�ȸߣ���Э����������Ч���̲�Ʒ�������ڣ���߾����������ڣ������Ǵ��ж����ְ����쾭��������������켼������˾,���˽�һ���ְ���¼������Լ������й����ҵ���ҵ�ҵ��Ӧ�����ơ�

������ѡ��֮ѡ���Լ����ս�ϵͳ: 2500 plus

�������������Ƴɵ�SLS �ְ�
��ͳ�ְ�������ʽ
һ�㴫ͳ������ְ�����������ڻ�ò�ͼ�����ְ�ʦ�������ְ졣���ͻ�ȷ�Ϻӽṹ�����Լ���������Ҫ�ؼ����������о������������Ŀ����ԡ������������ʱ�����շ��������Ƶ��ˣ���һ�㿪����ֻ��1��2���£����������������κ�ƫ���ֱ��Ӱ���������ȣ�������˵�����Dz������ķ�չģʽ��
���ڼҵ��ְ죬���ڼ��������ϵ����ƣ���ͳ��ʽ������ְ�ֻ������۷������������̵�Ҫ���ڹ��ܲ��Է����ṩ����ʵ����ȴ�dz����ޡ�������˽��Ʒ��ʵ�ʹ��ܼ���ȫ�Ȳ��㡣�������ְ��ʱ�䷽�棬�ҵ�ҵ�����ҵһ����Ҳ����ְ�����ʱ����������⡣
���ٳ��ͼ���
Ŀǰ�����������кܶ���ά����ȥЭ����Ʒ���������Ƚ��ռ�����SLS��Selective Laser Sintering ѡ���Լ����սἼ������SLA��Stereo Lithography Apparatus��̻�����ɨ�輼���������ٳ��ͼ��������̲�Ʒ�������ڼ�����Զ���������ʱ���ǽӶ����Ĺؼ��⣬�ְ����ʵ�м�����Ҳ��һ��Ӱ��ͻ��¶�������Ҫ���أ���Ϊ���μ���ɫ����������߲�Ʒ����ꡣ
�Լҵ��ְ���ԣ�������ʵ�м������⣬��ṹ��ϼ��ܷ��ṩ���ܲ���Ҳ����Ҫ�Ļ��ڡ��ҵ��ְ�ṹҪȷ���ܰ�װ��ʵ����������ܲ��ԣ������¶ȡ�ǿ�ȡ����ԵȲ��ԣ��Ա�֤��Ʒ�İ�ȫ��
��ģ�����Ƴɱ����ְ�
��ģҲ�DZȽ��ռ����ְ����켼����Ŀǰ�㷺Ӧ������������ҵ��ְ졣��ģ���ŵ��Dz��±��λ������ṩ����20�ֲ�ͬ������ (PVC��ABS�� PMMA��PP��PE��)��������͵��������ߣ��ʺ���С���������IJ�Ʒ����5��300������ʵ��֮�߿�����ע�ܼ��� �����ڶ�ݸ���賧��, �������ʿ��ٳ���ϵͳ������ḻ��רҵ��ʦר���з������ظ�ģ���������ݲ�Ʒ�ĸ��Ӷȼ���С�������ְ������ʱ��Ϊ3��4�졣���ڼҵ�ijߴ�һ������Ҫ�����������ְ��ʱ��Ҳ�᳤һ�㡣�ܵ���˵������ʹ�õļ�����Դ�ͳ���ְ����췽ʽҪ�̣������Ϳ��Ը���Ч�ĶԲ�Ʒ����ۡ����ܡ������ԡ���ɫ����ϸ�������������Ӷ��������������ⶩ��Ʒ�ķ�չ�������г����ԡ�

���ж���ѵ�����ɫ��ɫ��, �Թ��ͻ�ѡ��
���⣬���ְ���ɫ����ʵҲ�������¿����������з�����ɫ/���Ƶĸ�ģ������SLS��SLA����ģ���������ͬ�������⣬�����ְ�һ����û����ɫ�ġ����������ҶԸ�������ʵ��ȴ�кܸߵ�Ҫ���м��ڴˣ�������רҵ��ʦ�з���һ�ָ����صĸ�ģ������������ɫ/���Ƹ�ģ����(Self Color��Self Texture)�����ּ��������ù轺ģ�߸���ע����Ʒ������Ч����ģ�͡�Ϊ�˱��ָ���֮��ʵ��, �����ĸ��������Ǹ����������ɫ�����Ǻ�ע�ܼ�һ��ԭɫ�����������ɫ����ע��ǰ���ݿͻ���Ҫ����ã�����Ч�������й��桢������Ƶȶ�Ԫ��ѡ��

�������Ҳ���Դ���ɫ�ĸ���(������)
����Ҳ�������ְ����ҪԪ��֮һ�����轺������轺ģ����Ҫ���ϡ� ��Ϊ�ɱ�����, һ���ְ칫˾�����ýϱ��˵IJ���������轺ģ, ������������ĸ�ģ���DZ��Σ����dzߴ粻�����������ã��ﲻ�����������෬���Լ����ϱȽ�, �������Ǿ�����������ŷ��AXSON��˾���ְ���ϡ�

Ϊ������ͻ��������������۵�Ҫ������������ṩ�ֹ���̼��������ʦ�����ճ����ṩ�Ķ�ά������άͼ���������еİ���ߵ�̳�������Ҫ��ʱ��ȿ��ٳ��ͼ���ģ����Ҫ��һ�㣨�Ӹ��ӳ̶ȶ��������Ҫ3��7�죩��������ʵ�зdz��ߡ����Ϸ�����Ҫʹ�����ࡣ��̳��������ģ�Ϳ���ͨ����ģ�ļ�����С����������

ͼΪ�����͵�����Ϸ�����

���ʦ�����ճ����ṩ�Ķ�ά������άͼ����������ְ��̳���
���ҵ���ְ��Ҫ������ۼ���ʵ�У����ҵ�ҵ����������⣬���ְ�Ľṹ�����ܲ���Ҳ�dz����ӡ�Ŀǰ�����ְ��кü��ַ�ʽ����ÿ����ʽ���������ŵ㼰ȱ�㡣��ˣ���ƹ���ʦ�dz����˽��Ƴɾ������ְ��������µ����������⣬�������˽��Լ�����Ҫ��ѡ������ʵķ�ʽ�����ְ졣
�й����Ἧ�ż�������������˾
������1967 ���������Ҫ���»�������ز�Ʒ���Լ����������豸��ó����װ��������һֱ��ȫ�������Ĺ����̽����ȹ̹�ϵ���ṩһϵ�й㷺�IJ�Ʒ����ֵ��������������������˾������(����)����˾��ȫ�ʸ�����˾�������ṩ�����ع��ܼ�����ְ졣������Ϊ�����������ҵ��������ṩ��ɫ�����Ƶĸ���������������ּ��Ϊ�������ڲ�Ʒ�������ṩһվʽ���ְ���� (http://www.newmaker.com) |
�ġ�3D��ɫ��ӡ����
|
Mr. Tom Clay, Z Corporation CEO |
|
|
|
�ܼ���һ��3D��ӡ������Z Corporation����ʷ��
����1994�꣬����MIT�Ŀ��кͼ���ר�ҷ�����3D��ӡ������1997�깫˾��ʽ��������Ҳ���Ҽ��빫˾��ʱ��1998�꿪ʼ����������ҵ���۵����ڣ���˾�Ѿ��ﵽ4000������������۶����Inc. Magazines����������500�ҷ�չ����˽Ӫ��˾������
Mr. Tom Clay
̸����ν3D��ӡ���кܶ���ʵ�ּ�����Z corp.�ļ���������һ�������ͨ�����ǶԴ�ӡ���������3D���ͼ�������ԭ�����ǽ���Ʒһ��һ��ش�ӡ������3D��ӡ���û���Ҫ����CAD������ʹ���ߡ�����ͨ��ϣ�������ܿ������������������ģ�ͣ����������ʱ���ڿ�����ʵ��ģ��ʵ������Z Corp.���ڵ����塣�ں̵ܶ�ʱ���ԭ���ͻ���ӡ��ֽ�ϵ�ͼ���úܵ͵ijɱ��ͱ�������ڵIJ�ɫʵ��ģ�͡���Ȼ����������Ҳ�ṩ����3D��ӡҵ���ϸ�������˵������Ϊ���������ṩ���ṩ�IJ�ƷӦ���ڸ��ָ��µĿ��ٳ��ͼ�������z corp.�Ĵ�ӡ�����б�������

3D��ӡ����Ӧ�õ�λ���������ٳ��ͻ�Ҳ�����𣬿ͻ���������ʹ�ÿ��ٳ��ͼ�������Ƶ���������һ�����յij�Ʒģ�͡�������Ƴ��ڣ���ֻ��һ������1/10��ʱ��ͳɱ���3D��ӡ������ӡģ�����ۺ����ơ��ܶ������ODM��ҵ����ʹ�����������й�̨�������ĺ����HTC����˾����Ϊ�����Ϻܶ��������ֻ�Ʒ����Ʋ�Ʒ���ڸ����Ʒ����Ʒ�У��ڲ��Ĺ�����Ʋ�û��������������������Ƶ����Ρ���ɫ����ʽ�ȡ�����dz�������������Ĵ����ͻ�����Щ��Ƶ�����ȣ�������ʹ��z corp.��3D��ӡ����������Ʒ��Ӧ��˵3D��ӡ������һ����������ƽ����ļ���������ӡʱ���ҲΪ��Ʒ�����ļ���˫���ṩ�˶��������ƵĿռ䡣
Z Corp. ��������������Shingo��������һ��ʲô���Ľ����أ�
Shingo��������ȫ���Ե��йؾ�������Ľ��Z corp.�DZ�������ĸ�����֮һ����Ȼ����Щ������վ�ڲ�ͬ�ĽǶȣ�ͨ�������ļ�����Ϊ��Ч��ʵ�־��������ṩ���������ʹ��������������Ч����ȫ��ֱ�ӺͿ��ٽ�����
���Ƿ���Ϊδ��ijһ�죬3D��ӡ������������ͨ�Ĵ�ӡ��һ���ռ��������ڹ�������������
��ġ�Z Corp.�����ڸı�������Ʋ�Ʒ�ͽ����ķ�ʽ������ͳɱ���ī��ӡ���ͼ����ӡ���ı������ǵİ칫��ʽһ�����ȻҪ�и����̡���������ֽ���ʴ�ӡһ������ʼ�ӵ���ʽ��չ����īʽ���ڵ����ڵļ����ӡ����ɫҲ�Ǵӿ�ʼ�ĵ�ɫ��ӡ�����ڵIJ�ɫ��ӡ�����г���3D��ӡ��Ӧ������dz��㷺�����˲�Ʒ�����⣬��Ӱ�����������������ҽ������ȶ����ò�ɫ��3D��ӡ������ģ�͡�ɳ�̵ȡ�3D��ӡ���ķ�չǰ���ܺã����ǹ�˾�ij���50�����ϵĸ������ʾ���˵�����⡣
���ֿ��ٵ�3D��ӡ�����Ƿ���죿��˾��δ��������Щ������������أ�
��Ȼ���ڻ�û��һ�ҳ�������z corp.һ���ṩ��ɫ��3D��ӡ���������Ŀǰ�Ѿ��ܳ����ˡ����ٶȡ��ͳɱ���24λȫɫ��ӡ��֧��600x540dpi�Ĵ�ӡ���ȡ����⣬����ͻ�����NASA��������Ҫ��ӡ����IJ�Ʒģ�ͣ����ǿ����ṩ�ֽ��ӡ���ٽ���Ʒ����ƴ�ӡ�����û��Ĵ��ͼ��кܶ����ϡ���װ�������Ա�����ڴ�ӡǰԤ��ƴͼ�ṹ�����ڳ�Ʒ��ƴ�ӡ����⣬��ӡģ�͵���ɫ��ֻ�DZ����һ�㣬�������ɲ㣬���м䲿���ֿ���ѡ����ͳɱ�����ɫԭ�ϣ������Ȳ��õ��ı������ɫ���䣬�ֽ�ʡ��ɫԭ�ϡ�
������������չһ����3D��ӡ��ʹ���쵫��Ȼ�������ռ䡣��ͷ�����������ֻ���ṩ��ɫ��ӡ������Ҳû����ô�ߣ�������һ�ж�����ͬ�ն����ˡ�����ȷ����δ���������ɻ��ھ��ȡ�ɫ�ʷ��治�ϵش��¡�������
�IJ��Ƿ����Ƿ�������
���еĴ�ӡ�IJĶ��ǻ����ġ�δʹ�õIJ��Ͼ��ɻ��գ��ɽ�һ�����Ͳ��ϳɱ����й��û����Դ����ǵĹ�Ӧ�̴����ֺIJģ�Ҳ����������ֱ�Ӷ����� (http://www.newmaker.com) |
�塢�������μ����Ŀ�����ģ�����Ż������о�
��� �½��� ������
����
������ģ��һ�ֻ��ڿ��ٳ���(RP)��������ģ�����췽�������ɷ�Ϊ��RPϵͳ��ֱ����ģ������RPԭ�ͼ������ģ2�ַ����������ģ����������ģ��������֬ģ�ȡ����ʹ��ͻ�����֬Ŀǰ�����൱����IJ��ϣ��ڴ������һ�ֿ����������ͼ����ģ�������ģ�����߷ֲ�ʵ������(LOM)�ӹ�ԭ�ͼ��ٶȵ��Ż�������
1 ���μ���˼��
��LOMԭ�ͼ�����������ģʱ����ͳ����ģ�����ǽ�LOMԭ�ͼ�ֱ�ӷ��ڽ�Ϊ�������ǻ�У��������ߵ��м䲿�������ģ���ϡ��������β������ԭ�ͼ��ͱ���ԭ�ͼ�������������ģ��������ɳ��Ͳ��ϵļ����˷ѡ������ǻ�Ǹ���RPԭ�ͼ�����Χ��״���ƶ��ɵģ���ô�������õ��ij��Ͳ��Ͼͻ���٣����ͳɱ�������Ƚ��͡��ɴ����һ��˼·:��ʹ��RP�豸�ӹ�RPԭ�ͼ���ͬʱ�������һ����֮��������ǻ������ǻ��RPԭ��֮������һ���ļ�϶�Ա������ģ���ϣ����ڱ��Ǽ�����ԭ�ͼ��д��ڴ�����������������LOMԭ�ͼ���ʱ����ԭ�ͼ���ǻ������һ����С���������飬���鲻��ԭ�ͼ��Ӵ�������һ���ļ�϶���ڳ���ʱ����������Ӧ�Ŀ��С��������Ͳ��Ͻ�����ȼ��٣����Խ�ʡ����Ĺ��������������ӵ������������������ԭ�ͼ���Ϊһ��������LOM�豸��ͬʱ�ӹ��ģ������������Ӷ��������ɱ��������������������鲻��Ҫ������������������LOM�л��������ʱ�䣬����˼ӹ��ٶȣ����Ҽ����˼���������ġ�
�������ϵĽ��������������ʵ���ƫ�ã��ڻ���ƫ�����ƫ����ƫ�û����ӵ����������У�Ȼ���ȥ�Խ����Ӷ��õ����������������飬�Ƿֲ�ʵ�������һ�����η��������ַ�������ȫ�Զ���������������Ƽ���״������һ�㣬�Զ����ɵ���������������dz����ӣ�Ӱ��ӹ��ٶȣ�����LOMԭ�ͼ����dz�����ȡ��������˲���һ�ֽ���ʽCAD�������������������ķ��������������⡣
2 ����CAD�����ؼ�����
HRPCAD�ǻ��пƼ���ѧ�Ƴ���HRPϵ�п��ٳ��������е�����������������ר��������������STLʵ��ģ�ͣ�Ȼ��ʹ���˻������ķ�ʽ������ģ�͵���״ѡ�����ŵļӹ�����Ȼ�����ɲ�����Ա�����Լ���֪ʶ�;����������������ʵ������������Ĵ������������ɼ���������Զ�������Ϲ�˳�������������������������STLģ�͡�HRPCADʹ��VisualC++ƽ̨������3Dͼ�ν���(������άģ����ʾ���������ʰȡ�Ȳ���)����OpenGL����ʵ�֣��˻�����������Ҫʹ��ְ����ģʽ������ģʽʵ�֡�
2.1 �����������
�������ɹ���������ȷ�����ĸ�������(���İ�ģ��б�ȣ����ǰ뾶��)��ȷ���ӹ�������ģ�ͱ任��Ȼ������������״�����������ǻ����������ģ�͡��ڶ���һ������ʱ������ȷ��ԭ�͵��������������LOM����ʱ����������Ȼ���ڴ˷�����������HRPCAD���õķ�����������ʵ��ģ����ѡ��3����ȷ��һ��ƽ�棬���Դ�ƽ��ķ���ʸ����Ϊ��������
Ϊ�����û��������������������HRPCAD����ʹ���ݴ���Ƭ�㷨���ʵ��ģ�͵���Ƭ���������Զ���ȡ������Χ��������ʹ�ü����߰뾶�����㷨���������ƫ�ò���˳�����Ӷ���òο��������������û������������ͨ������������ķ�ʽ�����ģ�Ҳ�ɸ��ݾ��������������������������ٰ���ָ��������������������ƫ��һ���ľ�����γ��±����������������������������������ֺ���γ����������
2.2 ��������
���ǻ��ֵĻ��������������жϻ��Ƶ��������ķ��������˳ʱ��Ͳ��䣬�������Ϊ˳ʱ�룬������ڻ���������ĵ�K1��K2��������˫���Edge(K1��K2)��Edge(K2��K1)ʹ���Ϊһ�����Ȼ�����������������ּ��ɡ�
ƽ�����������γ��㷨�ж��֣��Ϻõ�һ���Dz���ƽ���ϵ��н������Delaunay�����ʷַ��γ�����������Delaunay�����ʷַ��㷨�ܶ���Ͱ����Զ��ؽ����������������������ν��Ωһ������������ȶ��ɿ����ŵ㣬����Ч�ضԸ������н��������������������ʵ��Ӧ���У�Ҳ�ɲ��û���ת�Ƿ��������������㷨:��������һ��Ti��������ǰ��2��Ti-1��Ti+1�γɱ�ʸ��TiTi+1��TiTi-1�����㲢�ҵ�ǰ��2���н�С��180���Ķ��㣬����ǰ����2����õ���������Σ��ж��Ƿ���PiPi-1Pi+1��PiPi-1Pi-2����Pi-1Pi+1Pi��Pi+2Pi+1Pi�������ǣ�����������β�ɾ���ö��㣬���ҵ���һ������ǰ��2���н�С��180���Ķ���;���ǣ���ڵ����ơ��ظ��������̣�ֱ�����㴦����ϡ�
�������������ڲ�����Ҫ��һ����б�ȣ��ϱ���������������±������������һ����ƫ��ֵ����2����������Ȼ�����ƣ������±����е��ڻ��ϵ�ĸ�����һ���࣬���Բ���ֱ�ӰѶ�Ӧ�ĵ�������������������HRPCAD������̶Խ��߷������ǻ����棬����ѡ�����������Ͼ������нǵĵ���Ϊ������㣬�������������ҵ���õ�����ĵ���Ϊ��ʼ�ߣ�Ȼ������������̵ķ����ҵ���һ���㽫������������Ρ�
2.3 �Զ�����������
����������Ҫ�����ԭ�ͼ����п��ĵط�������Ҫ������LOMԭ�ͼ��������ܺ�����ȡ����������Ҫ�����ܵؽ�ʡ��������2�������Լ�ġ�Ҫ����ȡ�����������ε�����Ҫ���������С�����ɵĿ龡����Ҫ�����ܵ�ʡ���������ɵ��Զ����御������������������ǻ��״һ�¡���һ���CAD����������ת�ͷ������͵Ĺ��ܣ���ת�������ɵ����鲻һ����������Щб������������ķ������ɵ����鲻�ܱ�֤�����С��HRPCADϵͳ�����2�����ͷ������������飬�û���ʹ�ý���ʽ�ķ���ȷ������Ļ�ƽ�棬����������ĸ�ߺ��������ߵ���Ϣ��Ȼ����������������������������ģ�͡�
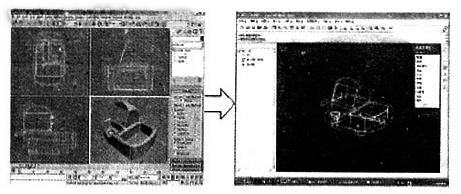
����ͼ1a��ʾ������ģ�ͣ�ʹ��HRPCAD��������5min����Ƴ���ͼ1b��ʾ��������� ���Զ������飬Ȼ��Ϳ�����STLģ���ļ�������HRPϵͳ�������мӹ���

(a)�������STLģ�� (b)������ģ��������
ͼ1 HRP-CADʾ��
3 ������
ʹ�ø��Ż�������������Ƚ����˰���Ĺ������ģ������������������Զ������������LOM����Ļ��֣�ʵ�ʼӹ��ٶȿ������10%���ң�����������LOM���ϵİ��빤������������������Ժܷ����һ����ȡ������ͼ1a��ʾ��ģ�Ͱ��ճ��淽ʽ�ӹ�������һ����Ҫ2h������ɰ��빤���������ñ������Ż��������ʱ���������1h���ڡ�
��������ľ�۵Ŀ��ٳ��ͷ���
�¾� ������
���Զ�������Ϣ���߶ȷ�չ���ִ���ᣬ���ǶԲ�Ʒ��������������������Ʒ�����г��ľ���Խ��Խ���ң�Ҫ����µ�����ҲԽ��Խ�̣����Ҫ������߲����ܸ����г���Ҫ������²�Ʒ���������ھ����̵ܶ�ʱ���������ԭ�ͣ��Ա���б�Ҫ�����ܲ��ԣ�ͬʱ�������û�����Ļ�����������Ӧ���ģ�����γ���Ͷ���г��Ķ��Ͳ�Ʒ���������ڼ��ҵ��г�������ռ���Ȼ���ץס������Ӯ�ÿͻ�����ͳ�����췽���Dz��ò���ȥ����˼������ԭ��������һϵ�еij���ϳ���١�ĥ�ȼӹ�������ɣ���������������ԭ���ɱ��ߡ����ڳ����Ѳ�����Ӧ����������г��ı仯�������ٳ��ͼ����ڱ����ϸı�����һ��ͳ������˼�룬�������Ӳ��ϵļӹ�������������˼���ϵõ��˽�ţ���һ�����͵���άģ�����췽����ֻ������άCADϵͳ��ģ�����ɲ�Ʒ����ά�����ͼ�Σ��ٽ��зֲ㴦����ͨ���Գ��ͻ��Ŀ��Ƽ��ɾ�ȷ���������Ϊ���ӵĹ�������һ�ž���ǿ�����������¼�����
1 ���ٳ��ͼ���Ŀǰ���ڵIJ���
���ٳ��;��п����ԡ��������һ�廯�����ɳ������졢�߶����ԡ����ϵĹ㷺�ԡ������ĸ߶ȼ��ɵ��ŵ㡣���κ�һ���¼����IJ���һ������Ҫ���������ƵĹ��̣����ٳ��ͼ���Ŀǰ��������һ�ؼ��Σ�������һЩ���㡣��Ҫ���������������ϣ�
1��1���ϳɱ���
����ǰ���еļ��ֿ��ٳ��ͼ����������ձ���ڲ��ϳɱ��ߵ����⣬���зֲ���������(LOM)�IJ�������ˣ�9.63��17.08��Ԫ��kg�����ϼ۸�����������ƽ��ӡˢ�豸(SLA)���ۻ�����(FDM)��250-458��Ԫ��kg��ѡ���Լ����ս�(SLS)�IJ��ϼ۸���С�
�廪��ѧ�������Ƶĵ��±��Ϳ��ٳ��ͷ�������ˮΪԭ�ϣ��۸����������ԭ���ľ���Ҳ�ã���ͬʱ�ܵ����µ����ƣ��������ڸ�����㷺��ʹ�á�
1��2 �豸�۸��ϵͳ���гɱ���
Ŀǰһ̨���ٳ����豸��30��50����Ԫ����������ϵͳ����ʱ����ı������塢ˮ�綯�������ݡ�������ά�����ã��Լ��豸�۾ɷѵȡ����ڲ��ü���������Դ��RPϵͳ���������ؿ��Ǽ������ı�֤ʹ��������ά�۸����磺���⼤�����ı�֤ʹ������Ϊ2000h�����⼤��ܵļ۸��������Ԫ�����⣬���ڳ���ԭ������ǿ�ȡ�������������������Щ����»����㲻��Ӧ�õ�Ҫ��Ϊ���ֲ�ֱ�ӳ��������һЩ����֮������������Ͷ��������������������б�Ҫ�ĺ�������߳��ͼ���ǿ�Ⱥͱ�����̶ȡ�
����Ŀǰ���ٳ����豸�Ͳ��ϴ��ڵ��������⣬�������һ���µĿ��ٳ��ͷ�����������ľ�۵Ŀ��ٳ��ͷ��������豸���治���ü۸���ʹ�������̵ļ����������Dz��ü۸����ʹ���������Ļ�е��ͷ�����ϲ��õ���ľ�ۣ�ȡ�Ĺ㷺�����������ٳ��Ͳ�����ȳɱ����ͣ��������������⡣����ԭ�������ľ�����ƣ�����Ӳľ���ص㣬ǿ�ȸߡ����ױ��Ρ���������ȫ������ijЩ����������е����Ϻ���֬ģ�ͣ���Ϊ����ԭ�͡����ܲ��Ե�ԭ�͡�ģ�ߺ������ʹ�á�
2 ����ľ�۵Ŀ��ٳ��ͷ���
2��1 ����ľ�۵Ŀ��ٳ��ͻ�ԭ��

ͼ1 ����ľ�۵Ŀ��ٳ��ͻ�ԭ��
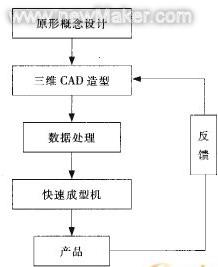
RP���ּ����ij��Ͷ��DZ�����ɢ�Ͷѻ��Ļ���˼�롣���½��ͼ1˵������ľ�۵Ŀ��ٳ��͵ij���ԭ�����������������°��ӹ�������ֲ�������״�˶����ڹ���̨����Һ̬�����������һ�ͷ۵�С�������н��ı�������ľ�ۡ�ѹʵ���Ӷ��γ�һ���̻��IJ��档��һ����ɺ�δ���罺�ĵط����Ƿ�ĩ״��ľ�ۡ�Ȼ������̨�����������½�һ��߶ȣ����Ž��еڶ����罺���¹̻���һ���ι̵�ճ��ǰһ���ϣ�����ظ�ֱ���������������ϡ�
2��2 ����ľ�۵Ŀ��ٳ��ͻ��Ĺ�������
������CAD�������������ʵ��ģ�ͣ�Ȼ��CADģ��ת����STL�ļ���ʽ������Ԥ������������STLģ�ͻ��һ��һ���ƽ����Ϣ���ֲ��ȿ��Ե��ڣ����ò�Ƭ��Ϣ�������죬��ɽ�����Ϳ���������ɿ��ٳ��ͻ��Ĺ��ۺ��̷�ϵͳ����̷ۡ�ѹʵ�ȶ��������ѭ��������ԭ�ͼ������Ϊ������ʵ������ͼ���Ҫ������Ҫ��ԭ�ͼ����ж��ι̻������б�Ҫ�������ȡ�
����ľ�۵Ŀ��ٳ���ϵͳ�Ĺ���������ͼ2��ʾ��
ͼ2 ����ľ�۵Ŀ��ٳ���ϵͳ�Ĺ�������
2��3 ����ľ�۵Ŀ��ٳ��ͻ��Ĺ��ۼ��̷�ϵͳ
�������ԭ�εĸ�����ƣ������CAD��ģ��������Ƭ������ɢ��ת��Ϊ���ٳ��ͼ���ִ�е���Ϣ�Ļ����ϣ����dz��ͻ�Ҫ��ɵĶ�������ʼ�ͷۺ��̷ۡ�
2��3��1���ۼ��̷�ϵͳ�����
���ۺ��̷�ϵͳ�ɴ��������۸ס����ס��̷۹�Ͳ����ɡ��ɹ��۸IJ����������˿��ʹ���۸Ļ��������ƶ�������ľ�۲����ʵ�ָ߶ȷ���Ķ�ֵ�������������ɷֲ�ĺ�Ⱦ�����ÿ���һ����ͣ����ױ��½�һ��߶ȡ�ͬʱ�ͷ۸������һ��߶ȡ�ͼ3�ǹ��ۼ��̷۵Ĺ������̡�
2��3��2�̷۹�Ͳ���˶�
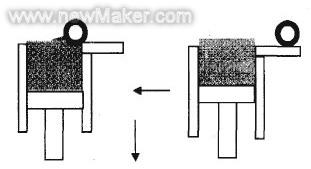

(b) ľ���������� (a)���۸�������
(c)�̸�ľ��
ͼ3
�̷۹�Ͳ�������˶���һ������ˮƽ�������������ƽ����һ����������ת���������й�Ͳ��ƽ���ٶȺ�������ת���ٶȶ�����ԭ�����ܶȶ��кܴ��Ӱ�죬����Ҫ����ʵ�������ľ�۵����Ƚ��е��⡣��Ͳ���������ǹ�Ͳ�ڴ�ֱ�ڷ�ĩ�����ķ����ؾ�������Ϊ���ƻ�ľ�ۿ����Ĺ���ЧӦ����߷�ĩ����ܶȡ�
����ľ�۵Ŀ��ٳ��ͷ��������гɱ���������ɫ�������ŵ㡣��һ���̶����ֲ������п��ٳ����豸�Ͳ��ϵļ۸�����⣬�������õķ�չǰ�������ᱻ�㷺��Ӧ�õ�����������ִ�������ĸ�������Ϊ�����ҹ��ҵ硢��Ϣ��������������е������ҽҩ�������ҵ�²�Ʒ���������˻��������á�
�����
[1] Kruth��J��P��Material Increase Manufacturing by Rapid Prototyping Techniques��CIRP ANNALS��1991��40(2)��
[2] Jacobs P�� Rapid Prototyping & Manufacturing��Society of Manufacturing Engineers��Califomia��1992��
[3]���ȣ����ۿ��ٳ��ͼ������䷢չ���ԣ����칤ѧԺ��ú���е��
[4]��ռҢ�ȣ��ۿ��ٳ��ͼ����ķ�չ����������ͨ��ѧ�Ƚ����켼���о�������������Ӧ�ã�2002-1��
[5]�������ٳ��ͼ�����չ�����ƣ����ݿƼ��鱨�����й��Ƽ���Ϣ��2005-9��
[6]̷������FDM ���ٳ���֦������Ӧ�ã��������չ����о������������켼����2000-1��
[7]�������ȣ����ٳ������켼����Ӧ���ÿ����ص㣮�������̼�����ѧ��е����ѧԺ���������̼�����ѧѧ����2005��4��
[8]���õȣ�һ�����͵�ʯ������������ٳ������о� �й���ѧ������ѧ���������⣬2003-7
[9]��������һ���µĿ��ٳ��ͷ�������ֲ�̻��ҽ�����������豸�о��� �������켼����2000-2
[10]�����ȣ����ֿ��ٳ��������ľ����������˹����������ȱ���ʵ���о��Ͼ�����������ҽԺ �л������־��2005-4��
�ߡ����������������3DMAX���Ϳ��ٳ��͵��о� �춫��
ժҪ��ͨ����������������ϴ�豸�Ͽ����3DMAX �������͵���PRO / E ��ά�����������������ߡ������ع����������, �Լ����ÿ��ٳ�������MAGICS ���������Ƭ�Ϳ��ټӹ����͵Ĺ��̣�������һ��������������������ֱ�ӶԽӿ��ٳ��ͻ�����·����������������������������������ظ����Ͷ��ࡢ�����������ڳ������⡣
�ؼ��ʣ�������ƣ�������ƣ����ٳ���
1 ǰ��
����������ƵIJ�Ʒ����Ч��ͼһ���õ����߲��Ͽɣ�����������PRO / E ����ά������������Ч��ͼ���з�����ƣ�������Ϊ3DMAX ��Ⱦ������Ȼǿ��ȴ��ȱ������Լ���;���ֵ�����������ٳ��ͻ������ֻ��ӹ��豸���ܡ������½��з�������ֽ����ǰ�ڴ������Ͷ����˷ѡ�����������ε������������ڵ��ӳ���
����ܽ�3DMAX ����������IGES ��ʽ������ά�������������PRO / E �У�����������Ʒ��������������������ع�������STL ��ʽ������ٳ��͵�MAGICS ��������Ƭ, ����ƶ������ٳ��ͻ���ARPS ·���ļ��������п��ٳ��ͼӹ�������������Ч�˷�����ȱ�㣬Ϊ��ҵ�²�ƷӪ��Ӯ�ñ����ʱ�䡣
2 ������Ʒ���
2. 1 �����ع�
ͼ1 ��ʾ, 3DMAX ������������NURBS ���߽�����ƵĹ��ܣ���ˣ��������������ʱ����B �������ߵ�������Ϣ��ͨ��IGES ת������������PRO / E �����С�
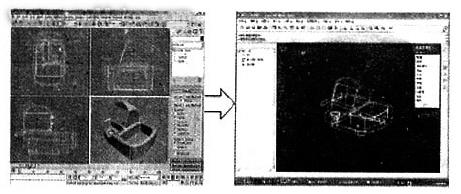
ͼ1 3DMAX ������IGES ��ʽ����PRO / E
�ڶ�3DMAX ���ͽ���������ƵĹ����У�Ϊ�ﵽ��ԭ����ľ�ȷ���Σ����ԭ����������б�ʶ�������ݱ�ʶ�����������г�ʼ���֣��ֿ飩����ʹÿƬ���涼���нϺõ�������ԡ��ڶ�������άģ�ͷ��������ʱ���������������ֵ����ϵķ������ɻ����ߡ���ȷ��ԭ����������b0, b1, ��bi, i = 0, 1, 2��n ���ٹ���⻬��NURBS ���ߣ�ʹ֮��ֵ����Щ�ռ������㣬������
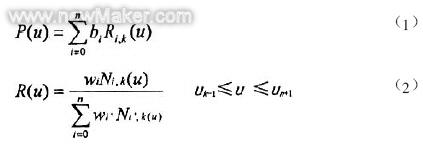
ʽ�У�Ni, k ( u) ΪB ������������Ri, k ( u) Ϊk �ף� k - 1 �Σ�����B ������������wi ��Ӧ��������bi Ȩ���ӡ�
ͼ2 ��ʾ��Ϊ�����Ͽ���Ŀռ��������ֵ����ϵ���������ʻ����ߡ�NURBS ���Ծ�ȷ�ر�ʾ���ι������棬����Bezier ��B �������ߡ�������ƹ���ʽ��ΪʹPRO / E ������NURBS ����ͨ��һ��B �����������ݵ�bi ( i = 0, 1, ����, n) ,����ʹ������β�˵�ֱ�����ĩ���ݵ��Ӧ����ʹ���ߵķֶ�����������NURBS ���߶������ڵĽڵ����Ӧ��ʵ���ϣ����ݵ������������Ŀ��ƶ����������ֵ�Ѿ�ȷ����һ����ƶ�������Ӧ����m - k + 1������m �������������ݵ�����k �����ߵĴ������������������̻��⣩��Ϊ�������ݴ洢���ͼ��㹤������һ�����ȡ���������Ŀ��ƶ�������
ͼ2 �Ͽ�������ıʻ�����
2. 2 �����ع�
Ϊ����Bezier ����ƴ���Ͽ���������ƬNURBS �����ʾ��ͼ��������߽���ϵ�ѡ��ֱ��ɿ��ƶ���Pij ��Qij ���塣
�䷽��Ϊ��

ʽ�У�Pij Ϊ( n + 1 ) �� ( m + 1 ) ���ռ���У�ʵ��Ӧ���У�n��m ������4������Ҫ��������Ƭ�ظù����߽�ﵽG1 ������������Ƭ�ڸñ߽���Ӧ�й�����ƽ�棬�䷽��ʽΪ��

��������ʽ�����ȡ��У�

�������ã�7��ʽ��������Ƭ�ı߽����ʱ���֣���Ȼu �����ȽϹ⻬�������ұȽ������ơ������ڸ��ӵ�����Ƭ���б߽����ʱ, ��ʽ���ֳ��ϴ�ľ����ԡ�Ϊ��, ���ǻ������÷��̣�

�����㣨6��ʽ��ʽ�У����� v����v ���������Ժ�������Ҫ��Qu(0, v) λ��Pu (1, v) ��Pv ( 1, v) ���ڵ�ͬһ��ƽ���ڣ�Ҳ��������ƬP( u, v) �߽�����Ӧ�㴦����ƽ�棬���������˽ϴ������ԣ������������ԣ���
ͼ3 ��ʾ��Ϊ�����ı������湹��������Bezier ����ƴ�ӷ���������Ƭ�ƽ���ϡ�����ɨ�衢����ȶ��ַ�����ԭ3DMAX�Ͽ������ͽ��������ع��IJ��ֹ���ʾ��ͼ������ɶ��Ͽ��������������ع�������������PRO / E �������ޱߡ��������ɵȳ��ù��ܽ���ϸ�������������Ϳɵõ�������ع����档

ͼ3 �Ͽ��������ع�ͼ
3 ���ٳ��ͷ���
ͼ4 ��ʾ��ΪPRO / E ����Ͽ���ģ�͵�������ƺ��趨ģ����Ƭ������ָʾ���ٳ��ͻ��ӹ�·����ʾ��ͼ�����������PRO / E �ع����Ͽ��彫��STL ��ʽ����MAGICS �У������趨����������������һϵ��Ƭ�㣬ͬʱ��������CLI �ļ������ٳ��ͼӹ�֮ǰ���뽫ģ������ƽ̨����Z �����2mm���Ա㽨��֧�������Ϊ���̼ӹ�ʱ�䣬����X ����ʱ����ת90 �ȣ�ͬʱ����AFI �ļ��������ARPS �ļ�ָʾ�ӹ�·�����ɴˣ����ٳ��ͻ����ò������ӷ����ν�ÿһ���и�����������Ӹ��㣬ֱ��������������ij��ͼӹ���
ͼ4 ������Ƭ�����Ϳ��ٳ��ͻ��ӹ�·��
�о��з��֣�MAGICS �������ṩ�˾������ߣ���������ܶ�ʱ��������Ч�ġ���ʱ����ü��STL ԭ�ļ��Ƿ�����ڡ��������ȱ�桢����ߵ��ȴ����Լ��ļ������ת�����Ƿ��ж�ʧ��������ȡ��ڶ�STL ԭ�ļ������������ٴν�����Ƭ��������ָ���ӹ�·�������������Ŀ��ٳ��ͼӹ���
4 ����
ͨ������ϴ�豸�Ͽ����3DMAX �������ͽ���PRO / E��������Լ����ٳ��ͼӹ��Ĺ��̱�����������������������ٳ��ͻ�ֱ�ӶԽӵķ����ǿ��еġ���Ŀǰ���õ�ʵ�����������������ɨ�衢�ع���������Ʒ����Ļ����ϣ��÷�����Ϊ��Ʒ������ƿ�����һ���µ�;���������˶�ԭ���������������е��ظ��Թ�����������������ơ����ͼӹ������ڣ�����˷��ξ��ȣ���ʡ��������������Դ�������Ը�����ٶȽ���Ʒ�����г���
�����
1 ��ӭ��. Pro / ENGINEER2001 �������. 2002 150 �� 217.
2 ��ӭ����������. Pro / ENGINEER2002 ��ҵ�������. �廪��ѧ�����磬2002.
3 ���������ѧ��. ���ڽ�NURBS ������G ��������. ���ִ�ѧѧ����1��.2002 19 �� 40.
4 賰��࣬�����. �����ͼ��ѧ. �������ӿƼ���ѧ�����磬2003 129 �� 180.
5 Charrot P, Gregory J A. Apentagonal surface patch for computer aided geometric design, Computer Adid Geometric Design, 1984.
6 Saeid M. Review of Reverse Engineering Approaches. Computers Industry Engineering. 1998, 35 (1 ) .
�ˡ�����עģ����ٳ��ͣ�һ�������Ŀ���������
Joseph Ogando
���к͵ȴ�������һ�����������������dz����õ����ԡ��������뾡�콫��ƷͶ���г���Ȼ����Ϊ�˵õ�����������С���������������㽫���ò��ȴ����㽫�ü����������ܵ�ʱ����ܴӹ�Ӧ������õ�ȷ�ı��ۡ��㽫�ȴ���Щ��Ӧ������Ŀ������ԵĽ��顣�㽫�ȴ����ܻ��µ�ʱ�䣬������ܵ��
���ڣ����������ɡ���ȴ������Ӿ�Ҫ�����ˡ����ڸ��ֳ���һ�ֿ������칩Ӧ�̣�����ʹ��ö�������Ĺ��̱����������Щ��Ӧ�����IJ����������������ʱ�䡣�����е�һЩ�����ڼ������ڸ�����ȷ�ı��ۡ�����������ֻ��3��5�������գ������ṩ��֤��Ʒ������עģ���������ͳ�Ĺ�Ӧ�̣�������Ҫʮ���������ܵ�ʱ�䡣����һЩͬʱ���ṩ�ӹ����������ֻ��Ҫ�ü���ʱ�䡣ͨ����ֻ�е���������Ƽ�������һ�������������ij����кܺõĹ�ϵ���������������������ʱ�䷶Χ����ɡ���Ӧ����Ϊ�˵õ���õļ�Ǯ��ʹ��Щ��������ͽ�����������ʱ������ӳ������ܻ����ܡ���ʹ��ˣ����DZȴ�ͳ��������Ҫ��öࡣ

�����������ܹ�ʹ���۹����Զ���������������Ȼʹ�ô�ͳ���켼������ʵ�������
����CNC ��������������Ƭ�ṩ��Protomold ��˾��
���ڵĿ������������Ӧ���ò�ͬ�ķ�������ǿ���ǵ�������̡�����һЩ��չ��Ϊ���ٳ��ͷ��������Terry Wohlers��һλ�о����ٳ��ͼ����Ϳ�������Ĺ��ʣ�����������ȫ���Լ��400�������ķ����������˵���������еĶ���������һ���ֿ������졣�� ����һЩ�������������Դ�ͳ�ļӹ����䣬����ͨ��ѧϰʹ����������ø����滯����Ӧ�ٶȸ��졣Wohlers��˵�����ڿ������췽�棬���ٳ��ͷ�������ʹ�ͳ��������֮����һЩ�ص��ĵط�����
Ȼ�����������������칩Ӧ���봫ͳ��������֮����ܴ��������������ڲ�ͬ����Ҫ��������һ�������о����˻�������ļ��������ʹ��ͬ�̶ȵ���Ʒ��������ۺͶ����Զ��������������Ҳͬʱ����ʹ�ô�ͳ�����췽������ʹ���ǵ�����ܹ���ʵ��ģ���������洫ͳ�����������
���߳���
������������̹���һ��ָ��ԭ���ڱ��ۺͶ���������ͳ�������������Ϳ��Խ�ʡ������ʱ�䡣��ͳ�ı���ͨ����Ҫ��ijЩ���治�ϵ������������߽��й�ͨ�����Ǵ�绰���������ʼ�������̽��CAD�ļ�������������Ʒ��������е���Щ���裬�������͵û��Ѽ�����ܵ�ʱ�䡣
��ͬ�Ŀ����������ڱ��ۺͶ������н�Ȼ��ͬ��ʽ������һ���������̵�dz������ơ�eMachineShop���ܲò�������Jim Lewis˵�������ǰ��Լ����������������ҵ�е�Amazon������ѷ�������������߽�����վ������ Jim Lewis������Ψһ�Ŀ���������ʵ�����߽��ס�
Ϊ��ʹ�����������ҵ����������ҵ����������ר����Ͷ���Զ��ı������������������ܹ����ͷ������ص��ۺ�Ӱ�졣��Щ��֪ʶΪ������ϵͳ���Ǵ������CADͼ��ʼ�ġ������ܹ��Զ��ط�������ļ��ι��ɣ����ۺ���������ҵ��Ҫ���������磬�������ͺš����ӹ�ѡ��ȵȡ�֮�������ڼ����ӵ���ʮ��Сʱ�ڷ�������ı��ۡ��������ۺͶ����Ĺ��̿���������ɻ���ͨ����������͵�����ϵ�������

��������������칩Ӧ��רע������ϳ���ӹ���Ȼ����
eMachineShop �ṩ�ĸ��࣬
������������������и�ͳ�ѹ�ȡ�
�����ǻ�����Щϵͳ�ձ�Ĺ۵㡣Ȼ����ʵ���ϣ���ͬ�Ĺ�Ӧ���ṩ��ͬ�̶ȵ��Զ��������Ƚ���ϵͳ��������ʱ��ֻ��Ҫ���ʼ���û��ṩCAD�ļ���ѡ��������ز������Ʒ����������ʱ�������ѡ�֮��Ͳ���Ҫ�˹����롣�������עģ��������Protomold���о�����һ�ֻ�������������������������������ơ�����б�Ҫ��������ġ��������ۣ����ҽ�����������Ϣ����һ�����ϵĽ���ʽ����������Щ��������һ������������ɡ�����ʦ������Щ�����ͳ�ȥ֮ǰ���и��飬����ͨ��ֻ����ʽ�ϵġ�ʵ���ϣ�Protomold���ܲ�Brad Cleveland˵�Զ������˸��죬����Ч������˱��۵�ȷ���Լ�һ���ԡ���˵�������������������ָ�����Զ����������Ǹ��١���
eMachineShopͬ��ʹ����ȫ�Զ����̣�ʹ�����ϵĸ��������С������eMachineShop��˾�������Ѳ���ʵ�ʵļӹ�������Ϊ�������۹��̵�һ���֣�����Ȼ�����ڼ������ڷ��ر��ۡ��������Ĺ�Ӧ�̲�ͬ��eMachineShopҪ���û�����������ļ��ι����Լ�����ѡ������ר�õĶ�άCAD��������������Ǹù�˾��ѷַ��ġ�

����עģ��������ԭ�ͼ�. FKI LogistexӦ�����ּ�����������
���IJֿ��Զ���ϵͳ�е������
QuickParts��˾ͬʱ�����ַ���ʵ�ֱ��۵��Զ�����QuickQuote�Ǹù�˾�������Զ�����ϵͳ�����û��ύCAD�ļ�������֮����ܹ�������ϸ�ı��ۡ�����һЩ���ӵ���ƻ���Щ������ת�Ļ�����Ŀǰ������ʹ������ʵʱ��ϵͳ��QuickParts��˾����һ�ְ��Զ��ķ��������ַ����ɹ���ʦ�ǽ����ڲ���Ʒ��������ͱ������������û���CAD�ļ��������������У��û���������24Сʱ�ڻ�����ǵ���ϸ���ۡ���Ϊ������ѡ��QuickParts��˾��Ϊ��Щ���ܻ�Ը�������ύ������Ƶ�CAD�ļ����û��ṩ���������������������ѡ��������һ��ʱ�䣬����ͬʱ��QuickParts��˾�ڼ����о�ʵʱ���Զ����۵�ѡ����ݹ�˾����Ӫ���ܲ�Michael Maurice����˼�����ǹ�˾�����о���ԭ��������Ϊ���ٶȣ�����Ϊ�˱��۵���������˵�������ǵļ����ڱ������봫ͳ����������Ⱦ��и��õ�һ���ԡ���
�������������̶��������Զ��ķ������ۣ����Ҳ����������˹��IJ��롣Take Toolroom Express����һ�����ӣ��������עģ�����̽��������ʼ��Ӫ�����Ĺ���ʦ��ʹ���ڲ������ۺ������ó����ۡ�Ȼ����24Сʱ�ڷ��ر��ۡ��ù�˾�ܲ�Rick Haddock�������ڼ��ٹ�˾�ı��۹��̣�������ˣ�����Ȼ��������ٹ���ʦ�ǵĽ�ɫ����˵��������Ϊ�����ǵ�ϵͳ�����Ժ��ܹ��ڼ���Сʱ���ṩȷ�ı��ۡ����ǣ���ģ��עģ̫���ӣ�����Ϊ������ʵ����ȫ�Զ�����������ơ���
����ģ��
��Щ�ִ��Ĺ�˾����һ��̫��ʱ���������豸���ܹ����������ٶ��ϵ����ƣ��Ǹ��������˵��뷨�����ٳ���ϵͳ�ڿ��������а�����Խ��Խ��Ҫ�Ľ�ɫ�����缤��̻����ٳ��ͺ�ѡ���Լ����ս���ٳ��͡�
Ȼ�������ڴ�ͳ�����췽����Ȼͳ���ſ������졣��������������˴�������������ͬʱҲ���������ڿ���עģ�İ�ģ�ߣ�������Щ���ն���ʹ�ô�ͳ�Ļ�����
����ʲô���췽������Щ��������������в�ͬ�ķ�������ʵ��������졣����һЩ��˾������Protomold��ToolRoom Express�������Լ��������е������������һЩ��˾������QuickParts��eMachineShop���ǽ����ǵ��������������������Ӧ�̡���QuickPartsһ�ҹ�˾���ڱ����г���30�ҵĹ�Ӧ��Ϊ��������eMachineShopΪ�˱�����͵ļ۸����ǽ����Ĵ����������͵��鲼���Ĺ�Ӧ�̡�
���ַ����������Ǹ��Ե��ŵ㡣��������������Щ��Ӧ���ܹ��ṩ�������������������磬eMachineShop�ڻ�е�ӹ�����ռ���൱�ķݶ��ͬʱ�����ܹ��ṩ�ķ����а�������������и��ɰģ���졣
��һ���棬�Լ��������еIJ�Ʒ���;���Cleveland��ν����רע��ģ����רע����˼�ǹ�˾�ܹ������������������̼������ԸĽ��ͼ��������ۺ�ϳ���ӹ������ӹ���עģ��������ģ����˼�ǹ�˾���κ�ʱ���ܹ��е������������������õ���������Ӧ�̵������������⡣��˵Protomold��˾������������ʱ��Ϊһ���ͻ�������90�������

Protomold��˾���Զ���Ʒ���ϵͳ�ܹ����ٱ�dz���Щ����
��������
ʹ����빫˾�Ŀ���ע��ģϵͳ��ƥ������ѡ�
�ӿͻ��ĽǶȿ������Ƕ����������췽ʽ������ʹ�����Ƕ��������췽ʽ����������ʱ���Ƕ��ߵĽ��棬���ݲ�ͬ�Ŀͻ����в�ͬ�������е�һλ�����Ϊ�����������빦������û������Xerox Corp.��˾��������Ϲ���ʦKurt Jenkins�������������Ӫ���ˡ��������˼ӹ��������������Щ�ÿ��ٳ��ͻ���������������Ҫ�Ĺ��ܲ��������Ƕ���ѧ�����У���������û��עģ����õ�ԭ��עģ������ֳ�ɫ��ԭ��������עģ���̱�����������Ӧ���ͱ������ԣ���ʹ������ԭ�Ͳ�����֮��ȡ���ˣ�Xerox��˾Jenkin��С���ڹ�ȥ�������н�����100�������Protomold������˵�����������õ�����ʵ�����������ʵ�����ʱ�����Dz��ܹ��ҳ����������⡣��
����һ�ֿͻ�ָ���ɿ�������������ʵ�ʵ���������磬FKI Logistex���ͷ�������һֱ����Quick-Parts��עģ�������������Division���о��������ܲ� Mark Hein����˵�������������QuickParts����������õ�һЩ����һ�ҹ�˾�ֿ���Զ�����Ʒ�еķ�����ֺ��ڸ���ĩ�˸ǵļ���Һ̬��֬�̻���SLA��ԭ�͡������ߵõ�ʵʱ���۵��������յ���Щԭ�͡���˵�������������������̵�ӡ�������ǣ�����ʼ�����ù�Ӧ�̵Ŀ���עģ����������ʵ�ʵ�������������������㲿���������Ĵ�ԭ�ͼ�ת��Ϊʵ�ʵ�ģ�ߡ�Hein˵�������QuickQuote��˾���ύ�ƽ����������̡���ֻ�ύ��һ������CAD�ļ���QuickParts��������ļ���������ԭ�ͼ���עģģ�ߡ��������Դ�ͬһ�ͻ�����ܾ��д����ԣ�������ģ�߽���ʼԭ��ת��ΪС�����IJ�Ʒ�����ֽ�IJ�Ʒ���춼��ʹ�ö�ģѨģ�ߣ���������50,000��/�ꡣ�����¶�����Hein˵�����õ�עģ���������û���κ��¡�������ģ�ķ��ñȹ�ȥ������֮��FKI��Ҳ���ر��ȹ���ģ���ˡ�
ͨ��ת��������칩Ӧ�������������FKI�ڻ����������ϲ���������������ԵIJ��ԡ�Hein�������ֿ���������ʵ����Ϊ��������ָ������FKI����������ڼ��νṹ�������ԡ����Ϻ���Ƶ����۽Ƕȶ���Լ�Hein˵�������Dz����κηdz����ӵ������������˵����������£��ӻ��ѵĽǶȿ��������IJ��Զ�С�������������̺������塣
����������ͬ��Ҳʹ�ÿ������췽�������ڻ�е����ͽ������������������칩Ӧ��ֻ�������ǵļ۸����ʱ�䡢��������ͼ��������Ļ����ϣ�һ��һ������ɡ�����ЩҪ��ܶ����ʱ��Ķ��ڹ�����ȣ���Щ��Ӧ�̳�ŵ�����и���õ�ѡ��QuickPart��Maurice��eMachineShop��Lewis�������ڴ��͵��������������ǵ�����ģ�����ṩ��͵ļ۸�Maurice���ͣ������ǵ����췽��û�г�Խ��ͳ�Ļ�е���쳵�䣬�������ǵĹ�Ӧ�������ۺ��г���Ҳû�г�Խ����

QuickParts �����������������Ѿ��������˿ͻ����Ƽӹ�Ѱ��ϵͳ������
ʹԭ����Ҫ��������һ�ܵ�ʱ�����̵����������ӡ�
�������칩Ӧ������ȱ��������ǶԽ�������ӹ����������ơ���ʹeMachineShop�����˽�����������һЩ�����������ӹ�������Щ�ӹ�Ŀǰ���������������Ϊ������һ��Ҳ�����˾��档Maurice˵������������Ӧ���о��������ϳ���ӹ����������������Ҫ��̵����ʱ�䣬������Ҫʹ���������������ӹ���EDM��������ĥ����ô�㽫����ô�����ˡ���ѹ��ģ������������������ͬ���Կ��������̵�һ������Ϣ���ǿ�������ϵͳ���о����ڽ����У������ǽ�������Ļ�����������ġ����磬QuickParts�����о���ѹ��ģ������������������ǵ�QuickQuoteϵͳ��
��eMachineShop ��������Ҫ�����IJ��衣���ظù�˾��ѵ�
CAD �����ͱ���������������������Ϣ�������Ҫ�������
��ˣ�����㿴�����Լ���������ô��ͷ����Ǻ�ֵ�õġ��������֪�����������Ƿ��ܺܺõ���Ӧ���Ӧ�ã���һ���Ľ����������һ����������ϵͳһ���������������ص�ʲô���������Ҫ��������ʱ��ĵȴ���
ԭ�ء�DESIGN NEWS China��
�š����ֳ������ٳ�������ȱ��Ƚ�
������ƴ���ٳ��ͿƼ�����˾
�ڿ���������һֱվ������λ���ٳ�������Ҫ������FDM��SLA��SLS��LOM�ȹ��գ����⼸�ֹ����ָ���ǧ�������������Ҫ��һ���⼸�ֹ��յ���ȱ��Ƚϣ�
FDM
˿״����ѡ�����۸���Fused Deposition Modeling������ԭ������һ�ֲ�����������Ϊ������Դ����������˿�ģ��繤������ABS����̼����PC�ȣ������ۻ������ѻ����ͷ��������FDM��
˿״����ѡ�����۸���ԭ�����£�������ͷ�ڼ�����Ŀ����£����ݲ�Ʒ����Ľ���������Ϣ����X-Yƽ���˶���������˿״�����ɹ�˿��������������ͷ��������ͷ�м��Ⱥ��ۻ��ɰ�Һ̬��Ȼ��ѹ��������ѡ���Ե�Ϳ���ڹ���̨�ϣ�������ȴ���γ�һ���Լ0.127mm��ı�Ƭ������һ����������ɺ���̨�½�һ���߶ȣ��ٽ�����һ����۸�������һ���"����"�������������ѭ���������γ���ά��Ʒ�����
���ֹ��շ���ͬ���ж��ֲ��Ͽɹ�ѡ�ã��繤������ABS����̼����PC����������PPSF�Լ�ABS��PC�Ļ���ϵȡ����ֹ��ոɾ������ڲ��������������������ɰ�ȫ�����ڰ칫������û�в��������ͻ�ѧ��Ⱦ��Σ�ա��ʺ��ڲ�Ʒ��Ƶĸ��ģ�Լ���Ʒ����״�����ܲ��ԡ�ר�ſ��������ҽ�õIJ���ABS-i����Ϊ��������õĻ�ѧ�ȶ��ԣ��ɲ���٤����������ҽ�÷�ʽ�������ر��ʺ���ҽ�á�
FDM����ԭ�ͼ������ŵ��ǣ�
1�� ����ϵͳ�����ڰ칫������û�ж�����ѧ���ʵ���Ⱦ��
2�� һ�γ��͡����ڲ����Ҳ�����������
3�� ���е�ˮ����֧�ż�����ʹ��ȥ��֧�Žṹ�����У��ɿ��ٹ���ƿ״���п�����Լ�һ�γ��͵�װ��ṹ����
4�� ԭ�����Բ��Ͼ�����ʽ�ṩ�����ڰ��˺Ϳ��ٸ�����
5�� ��ѡ�ö��ֲ��ϣ������ɫ�ʵĹ�������ABS��PC��PPSF�Լ�ҽ��ABS�ȡ�
FDM����ԭ�ͼ�����ȱ���ǣ�
1�� ���;�����Թ����Ƚ���SLA���սϵͣ���߾���0.127mm
2�����ͱ�����Ȳ�������Ƚ���SLA���գ�
3�������ٶ���Խ���
SLA
������֬ѡ���Թ̻��Dz��������̣�Stereolithography��ԭ����һ�ֹ��գ����SLA����������ֵ�һ�ֿ��ٳ��ͼ�����
����֬����ʢ��Һ̬������֬���������⼤�����������»���ٹ̻��������̿�ʼʱ���������Ĺ���̨����Һ����һ��������ĸ߶ȣ��۽���ļ��������ڼ�����Ŀ����£����ս���������Ҫ����Һ�����ɨ�裬ʹ��ɨ���������֬�̻����Ӷ��õ��ý�����������֬��Ƭ��Ȼ����̨�½�һ�㱡Ƭ�ĸ߶ȣ��Թ̻�����֬��Ƭ�ͱ�һ���µ�Һ̬��֬�����ǣ��Ա���еڶ��㼤��ɨ��̻����¹̻���һ����ճ����ǰһ���ϣ�����ظ����ѣ�ֱ��������Ʒ������ϡ��������̨����Һ����֬���棬ȡ��������������ϴ��ȥ��֧�š����ι̻��Լ������ദ���ȡ�
������֬ѡ���Թ̻����ٳ��ͼ����ʺ���������С�ι�������ֱ�ӵõ���֬�����ƹ������ϵIJ�Ʒ����Ҫ���ڸ���ģ�͵�ԭ������������������װ�������չ滮��
SLA����ԭ�ͼ������ŵ��ǣ�
1�����������Ϻã�
2�����;��Ƚϸߣ�������0.1mm������SLA������0.1��0.3mm֮�䣬���Ҵ��ںܴ�IJ����ԣ���
3�� ϵͳ�ֱ��ʽϸߡ�
SLA����ԭ�͵ļ���ȱ�㣺
1����Ҫר�õ�ʵ���һ��������ͼ���Ҫ���������磺���ι̻������������ȹ���
2���ߴ��ȶ��Բ����ʱ�����ƣ���֬�����տ����е�ˮ�֣������������ֵ��������Σ����������Ӱ����ͼ�������ߴ羫�ȣ�
3����-�Ӽ���ܵ�������3000Сʱ���۸�ϰ���������������������ɨ��̻�������ʱ��ϳ�����������ɱ���Խϸߡ�
4�� ��ѡ��IJ����������ޣ������ǹ�����֬����������֬�ƳɵĹ����ڴ��������¶����ܽ����;��Ժ����������飬�ҹ�����֬�Ի�������Ⱦ��ʹƤ��������
5�� ��Ҫ��ƹ�����֧�Žṹ���Ա�ȷ���ڳ�������������ÿһ���ṹ��λ���ܿɿ���λ��֧�Žṹ����δ��ȫ�̻�ʱ�ֹ�ȥ���������ƻ����ͼ���
SLS
��ĩ����ѡ�����սᣨSelected Laser Sintering����һ�ֿ���ԭ���գ����SLS��
��ĩ����ѡ�����ս���ö�����̼�������Է�ĩ���ϣ����Ϸ۵���ճ����Ļ�Ϸۣ�����ѡ�����սᣬ��һ������ɢ��һ���Ѽ�����άʵ��Ŀ��ٳ��ͷ�����
��ĩ����ѡ�����ս���ö�����̼�������Է�ĩ���ϣ����Ϸۡ��մ���ճ����Ļ�Ϸۡ�������ճ����Ļ�Ϸ۵ȣ�����ѡ�����սᣬ��һ������ɢ��һ���Լ�����άʵ��Ĺ��շ�����
�ڿ�ʼ�ӹ�֮ǰ���Ƚ����е����Ĺ��������£��������ڷ�ĩ���۵�һ�¡�����ʱ������Ͳ�������̷۹�Ͳ�ƶ������ڹ���ƽ̨����һ���ĩ���ϣ�Ȼ�����ڼ���������°��ս���������ʵ�IJ������ڵķ�ĩ�����սᣬʹ��ĩ�ܻ��̶��γ�һ�������������һ���ս���ɺ���̨�½�һ�����ĸ߶ȣ�������һ���ĩ��������һ���սᣬ���ѭ�����γ���ά��ԭ����������5-10Сʱ��ȴ�����ɴӷ�ĩ����ȡ�������δ���ս�ķ�ĩ�ܳ��������ս�Ĺ��������սṤ����ɺ�ȡ���������ĩ����ѡ�����սṤ���ʺϳ�����С������ֱ�ӵĵ����ϡ��մɻ���������������������α�Һ̬������֬ѡ���Թ̻�����ҪС�������ֹ�������������������ɨ����սᣬ���Ϲ�������Ҫ���º���ȴ������ʱ��ϳ������⣬�����ܵ���ĩ������С�����������ƣ�����ı���һ��ʶ���ԡ����ս��մɡ�������ճ����Ļ�Ϸ۲��õ�ԭ��������뽫�����ڼ���¯�У��յ����е�ճ��������ڿ�϶������������������ӡ�
��ĩ����ѡ�����ս����ԭ�����ʺ��ڲ�Ʒ��ƵĿ��ӻ����ֺ��������ܲ���������������ɲ��ø��ֲ�ͬ�ɷֵĽ�����ĩ�����սᡢ������ͭ�Ⱥ�����������ƳɵIJ�Ʒ�ɾ���������������Ļ�е���ܣ������ڳ��ͱ���ϴֲڣ���ͭ�ȹ��ո��ӣ������д���һ����ߡ�
SLS����ԭ�ͼ������ŵ��ǣ�
1�� ������������ȣ���������Ӳ��ģ�ߡ�
2�� ���Բ��ö���ԭ�ϣ�����������ϡ������������մɵȡ�
3�� ����Ĺ���ʱ��϶̣��ɴﵽ1in/h�߶ȡ�
4�� ������ƺ���֧�š�
SLS����ԭ�ͼ���ȱ���ǣ�
1���м�����ģ�����Ҫר��ʵ���һ�����ʹ�ü�ά�����ø߰���
2����ҪԤ�Ⱥ���ȴ�������鷳��
3�� ���ͱ���ֲڶ�ף����ܷ�ĩ������С�������ߵ����ơ�
4�� ��Ҫ�Լӹ��Ҳ��ϳ䵪����ȷ���ս���̵İ�ȫ�ԣ��ӹ��ɱ��ߡ�
5�� �����̲����ж�����ͷ۳�����Ⱦ������
LOM
���ĵ���ʵ��������Laminated Object Manufacturing������ԭ�ͼ����DZ�Ƭ���ϵ��ӹ��գ����LOM��
���ĵ���ʵ�������Ǹ�����άCADģ��ÿ������������ߣ��ڼ���������£��������Ƽ����и�ϵͳ��ָ�ʹ�и�ͷ��X��Y������ƶ������ϻ���������Ϳ�����ܽ��IJ��ģ���Ϳ��ֽ��Ϳ���մɲ��������������ϲ��ģ�һ�ζε���������̨���Ϸ��������и�ϵͳ���ռ������ȡ�ĺ���������ö�����̼�������Բ����������߽�����̨�ϵ�ֽ��������ߣ�����ֽ�����������и��С��Ƭ��
Ȼ������ѹ������һ���ֽѹ����ճ����һ�𡣿���������̨֧�����ڳ��͵Ĺ���������ÿ�����֮����һ��ֽ���Ա��ͽ���ճ�Ϻ��и��µ�һ��ֽ������γ�������С���Ͽ��Χ����άԭ�������Ȼ��ȡ����������ķ���С���������ջ����ά��Ʒ��
����ʵ����������ԭ�����ʺ�����������ԭ�ͼ����������ν�С������ʱ��϶̣�������ʹ�����������Ƴɼ������õĻ�е���ܣ��ʺ��ڲ�Ʒ��Ƶĸ��ģ�����Բ���������������Ƴɵ��������ľ�����ԣ��ر��ʺ���ֱ������ɰ������ģ��
LOM����ԭ�ͼ������ŵ��ǣ�
1�������ٶȽϿ죬����ֻ��Ҫʹ������������������������и����ɨ���������棬���Գ����ٶȺܿ죬��������ڼӹ��ڲ��ṹ�Ĵ��������
2��������ƺ���֧�Žṹ��
LOM����ԭ�ͼ�����ȱ���ǣ�
1���м�����ģ�����Ҫר��ʵ���һ�����ά�����ø߰���
2����ʵ��Ӧ�õ�ԭ����������٣����ܿ�ѡ������ԭ���ϣ�����ֽ�����ϡ������Լ��ϳɲ��ϣ���Ŀǰ���õ�ֻ��ֽ�����������������ƿ����У�
3��������з���������ֽ�������������ʪ���Σ����Գ��ͺ��������������֬��������Ϳ���Ⱥ�
4�����Թ�����״��ϸ�������������������ڽṹ�������
5������ȥ�����ѣ����Ըù��ղ��˹����ڲ��ṹ���ӵ������
6�����ӹ��ҵ��¶ȹ���ʱ���л��ַ�������ˣ�������������Ҫרְ��Աְ�ء�
��ϸ���ϼ����������������վwww.chinafdm.com���µ�����010-65026277
ʮ�����ٳ��ι��յĺ���ѡ��
������ԭ�����켼���������ٽ����� ����
���ٳ��Σ����¼��RP�������ǽ�ʮ��������� һ���¼������������������ڳ������ۡ����� ���ա��豸������Ӧ�ü����ȷ���ȡ����������չ������ҵ�ĽǶ����������ȫ������ҵ�г����ҵľ�����Ϊ����������ͱ��벻�ϵؽ����²�Ʒ�Ŀ��������ƣ����²�Ʒ��������������ӡ������������ɱ��ĸߵ�,�Լ�Ͷ���г��Ŀ�����Ϊ��Խ�������ֵĹؼ����ء�Ŀǰ���߶ȷ���ļ����������CAD/CAM�����Ĺ㷺Ӧ�ã�ʹ��RP��������ҵ���²�Ʒ���������л��ؽ����һ��ͨ��RP������Ӧ�ã��ɽ�����ߵĸ�����ƿ��ٱ��ʵ�������������ڿ���ʵ���²�Ʒ�������顢װ����֤��������֤���г�Ӫ�����Ӷ�����Ƚ����²�Ʒ�Ŀ������Ƴɱ���Ͷ�ʷ��գ����������²�Ʒ���������ڣ�ȷ���²�Ʒ������ʱ�䡣
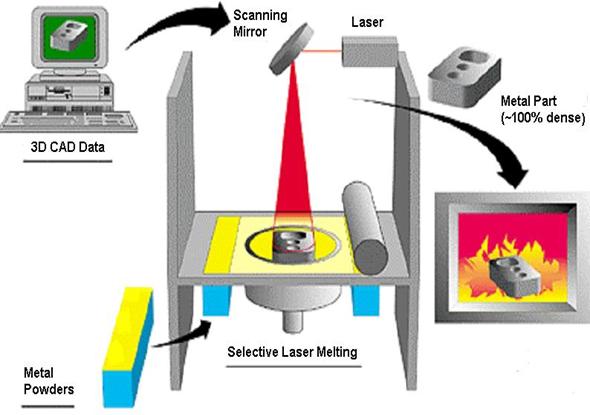
���ٳ��λ���ԭ��
RP���������ִ�CAD/CAM���������⼼������������ؼ����������ŷ����������Լ��²��ϼ����Ļ����ϼ��ɷ�չ�����ġ���ͬ����Ŀ��ٳ���ϵͳ�����ó��β��ϲ�ͬ������ԭ����ϵͳ�ص�Ҳ���в�ͬ�����ǻ���ԭ������һ���ģ��Ǿ������ֲ����죬������������������ѧ�ϵĻ��ֹ��̡�����ؽ������ٳ���ϵͳ������һ̨�������ӡ������
�乤���Ļ���ԭ���ǣ���������ڵ���ά����ģ�ͽ��зֲ���Ƭ�õ����������������ݣ�������ݴ���Ϣ���Ƽ������������죩��ѡ���Ե��ս�һ���һ��ķ�ĩ���ϣ����߹̻�һ����һ���Һ̬������֬�������и�һ����һ���Ƭ״���ϣ���������һ����һ������۲��ϻ�ճ�ϼ����γ�һϵ�о���һ��С��ȵĵ�Ƭ״ʵ�壬�ٲ����۽ᡢ�ۺϡ�ճ����ֶ�ʹ�����ѻ���һ�壬��������������Ƶ��²�Ʒ������ģ�ͻ�ģ�ߡ�
RP��������Խ���Զ��� �����������������κ�ģ�ߡ����ߺ�װ���ߵ�����£�ֱ�ӽ��ܲ�Ʒ��ƣ�CAD�����ݣ�����������²�Ʒ��������ģ��ģ�͡���ˣ�RP�������ƹ�Ӧ�ÿ��Դ�������²�Ʒ�������ڡ����Ϳ����ɱ�����߿����������ɴ�ͳ����ȥ�����������������������������ģ���쵽��ģ���죬�����RP����������ҵ�����ĸ��������塣
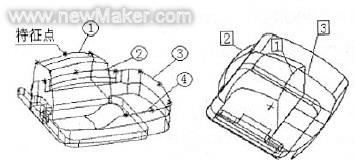
���ֳ��ι��յĺ���ѡ��
Ŀǰ��Ӧ�ñȽϹ㷺��RP ���ι����У�������֬�̻����ι���(Stereo Lithography Apparatus�����SLA)������ѡ���ս���ĩ�ս�(Selective Laser Sintering�� ���SLS)�������������ֽ���ι���(Laminated Object Manufacture �� ���LOM)�ȡ�RP������Ӧ������ܹ㣬��е��������������Ϣ�����õ��������պ��졢ҽ����е�����Ρ���ߵ���ҵ����������ҪRP������Ҳ����˵���������²�Ʒ�����������ҪRP���������ǣ���Щ�����еIJ�Ʒ�Ӵ�С���ṹ����Ȼ���죬���ף�С�������ף��б���״�ģ���ʵ�ĵģ��еĽṹ��Ϊ���ӣ�����������Ŀ�IJ�ͬ�����쾫�Ⱥ�����ɱ���Ҫ��Ҳ��ͬ�������Ҫ���ݲ�ͬ�IJ�Ʒ�ṹ������Ҫ����ѡ����ѵ�RP�����ˡ�
���ۣ�Ӧ���ݲ�Ʒ�Ľṹ�ص�;���Ҫ����ѡ����ѵ�RP���ι���
Ӧ�ð�������
���ֳ��ι��տ���ʹ�ͻ��ڳ��β��ϡ��Ƽ����ȡ������ںͳɱ����и����ѡ����أ��Ӷ��������鵽RP������ݡ�ȷ��ʵ�õļ������ƣ�����ͨ���������ͽṹ��Ʒ��Ӧ�ð������з�����
�� ���Ӽ�ͨѶ���Ʒ
ͨ�����Ӽ�ͨѶ���Ʒ�ߴ粻��Ʒ���ζ�Ϊ���ϱ��ǽṹ�����Բ�Ʒ�ijߴ羫�Ⱥͱ������Ҫ��ܸߣ��ڶ�������»�Ҫ��Ϊ����������ģ�����õ�ĸģ��ʵ��������С�����������졣
�������ֹ��նԱȣ������ֻ����DZ��д�С�Ŀ��壬SLA�����ڲ������ܡ��ߴ羫�ȡ�����������װ��Ч���ȷ��������Ե����� ����Ȼ����ɱ�����Ըߣ��������������ߴ��������С�����������ɱ������ߡ���˲���SLA����������Ϊ������Ӧ��Ч����ѡ�
������Ʒ���ֻ����ߴ磨mm��104��40��8 (��ͼ1��ʾ)��
������;�����μ��ṹ��֤��װ����֤�����������ȣ�Ҫ��ߴ羫�Ⱥͱ�����ȸߣ���װ��Ҫ��
��ѹ��գ�SLA
�� ��е����ͨ��ṹ����
��е����ͨ���Ʒͨ���ߴ�ϴ��Ƽ��ľ��Ⱥͱ�������Ҫ���Եͣ�����ԭ��������Ŀ�Ķ����ڲ�Ʒ����ۡ��ṹ�Լ����ܵ���֤�����ڳߴ���ԽϴȽ�ע�ؿ��Ʋ�Ʒ������ɱ���
ͨ�����ֹ��յĶԱȣ����ƽ�����ܡ�������������ȳߴ�ϴ�Ŀ�������� Ӧ��SLA��SLS����ʵ�������Ӧ��Ч������������SLA��������ɱ��ϸߣ��ʲ���SLS����������Ϊ���������ܼ۸����ѡ�
�� ���ض�Ҫ��IJ�Ʒ����
ijЩ��Ʒ����������ʱ���Բ��ϵ������������ض���Ҫ����ǿ�ȡ������ԡ��ܷ��ԡ����Եȡ�����ͨ�����Ӧ�ò�ͬ��RP ���ա�������ģ���պͳ��β�����ʵ�֡�
�� ������ģ�;������췽���Ӧ��
������Ʒ��������ܣ��ߴ�(mm) 300��230��400(��ͼ2��ʾ)��������;��������֤���ṹ��֤��������֤��

��ѹ��գ�SLS

���ٳ����Ƽ��ʺ��ڵ������죬���Ƽ�����Ϊ���չ涨��ר�ò��ϣ�����Ƽ��IJ���������һ���ľ����ԡ���RP���������ע�ͼ����������켼���������Ӧ�ã��������������Ʒ��ƶ��ض����ʵ�Ҫ���ҿ��Կ���ʵ���²�Ʒ��С����������Ӧ��RP���轺ģ�����ע���տ���ʵ��С�������ϼ��Ŀ������죬���ֻ�����Ӳ�Ʒ��ǵ�С����������ͼ3���øù��տ��������С�������ϵ��ӿ���������RP�뾫�����칤�ս��Ӧ�ã�����ʵ�ֽ��������Ŀ������죬ͼ4��ʾ���øù��տ�������Ľ���������


RP�������Ŀ�Ϊ�û��ṩȫ��λ�ļ�������
Ŀǰ��RP�豸�IJɹ��ɱ�������ά���ɱ����ϸߡ���ˣ��������ձ���ý���RP�������ĵ�ģʽ�ƹ�Ӧ��RP������RP������������ӵ�ж��������Ƚ���RP�豸���Լ���ҵ��ơ���άCADʵ�彨ģ�����̺Ϳ�����ģ����������֧�֣�����Ϊ��ҵ�ṩ���������ͳɱ������ٺ淶���ķ���
��ҵͨ��RP���������������²�Ʒ�������������Եõ��������ķ���ʵ����ѵ�Ӧ��Ч�������ҿ���������Լ����ɱ���
���ٳ��μ�����Ϊһ���Ƚ����켼�������ƹ�Ӧ�õ���ʵ�����ش����û��IJ�Ʒ�ص�;���Ҫ����ѡ��RP���������²�Ʒ��������������ȵ������û�����Լ�ɱ���
ʮһ�����ڿ��ٳ��μ����Ŀ���ģ�����켼��
������ƴ���ٳ��ͿƼ�����˾
һ������
��10����������ҵ�г����������˾�ı仯��Ѹ�ٽ���Ʒ�����г��ѳ�Ϊ�����̰����г��Ȼ�����Ҫ���ϡ���ˣ���Ʒ�Ŀ��ٿ�����������ΪӮ��21��������ҵ�г��Ĺؼ���
���ٳ��μ���(���¼��RP)��һ�ּ������������ơ����ܻ�е�Ͳ���ѧΪһ������˼�������������ɢ�ѻ�ԭ����������������CADģ��ת����ʵ������������RP�������ý���ά����ת��Ϊ��άƽ��ֲ������ԭ���������幹�ɸ����Բ����У��������Խ����Խ������������Խ�ԡ�
��RPΪ����֧�ŵĿ���ģ������RT(Rapid Tooling)Ҳ����Ϊ�������²�Ʒ�������ڣ��������г��Ƴ�������·�ġ����ͻ���ͼ���ƵĶ�Ʒ�֡�С������Ʒ����չ�������������켼�������ڲ�Ʒ���������켼���Ľ������Լ���������ӱ�����ء������г����ѵ���ʹ�ò�Ʒ(����������Ʒ)����������Խ��Խ���ѳ�Ϊ��������ʵ�����磬�������ҵ硢������Ȳ�Ʒ�����ÿ���ģ�����켼����ģ����������Ϊ��ͳģ�������1/3��1/10�������ɱ���Ϊ1/3��1/5�����ԣ���ҵ��������ѽ�RP/RT��Ϊ���̲�Ʒ����ʱ�估ģ���������ڵ���Ҫ�о����������ҵ���ļ���֮һ���ҹ�Ҳ�ѿ�ʼ�˿�������ҵ���о��뿪��Ӧ�ù�����
��������RPM�Ŀ���ģ�����췽��
ģ��������ҵ�ز����ٵ��ֶΣ������õ���������ģ��ע��ģ����ѹģ�Ͷ�ģ�ȡ���ͳ����ģ�ߵķ����ǣ���ľ�Ļ����ë�����г���ϳ���١��ꡢĥ����ʴ�ȼӹ����õ�����ģ�ߵ���״�ͳߴ硣���ַ����ȷ�ʱ�ַ�Ǯ���ر���������Ħ�г��ͼҵ������һЩ����ģ�ߣ����������ʮ��Ԫ���ϣ��������ڳ�����������һ�ꡣ������RPM������RTֱ�ӻ�������ģ�ߣ�ʹģ�ߵ�����ʱ�������̶��ɱ�ȴ��͡�
1. �ÿ��ٳ��λ�ֱ������ģ�� ����һЩ���ٳ��λ������Ĺ����нϺõĻ�еǿ�Ⱥ��ȶ��ԣ���˿��ٳ��μ���ֱ������ģ�ߡ����磬Stratasys��˾TITAN���ٳ��λ���PPSF�Ƽ�����Ӳľ���ɳ���300�����£������洦��(����Ϳ���ᣬ�߷��Ӳ��ϻ����)�������ɰ������ľģ�����۵�Ͻ�����ģ��������ע��ģ�Լ���ģ�����ѹ�͡�������ɰ�������ľģʱ�����������ظ�����50��100��ɰ�͡���Ϊ��ģ�ij���ģʱ�����������ظ�ע��100�����ϵ���ģ����FDM���ٳ��λ���ABS������ѡ���Ե��ںϰ���������ճ����Ľ����ۣ�����ģ�ߵİ��Ʒ���ս�����۲��ڿ�϶����ڶ��ֽ����������Ӷ������ɽ���ģ��
2.�ÿ��ٳ��μ���ĸģ��������ģ��(Soft tooling) �ÿ��ٳ��μ���ĸģ���ɽ�ע��������������֬���۰�֬�������ϣ�������ģ�ߣ����Ƚ�ע����������֬ģ(����ģ��ѹ��)���ٽ�ע��ģ�����У���ģ��������ģ���죬������ģ��������֬ģ�ȿ�����������ע��ģ����۵�Ͻ�����ģ��
3.�ÿ��ٳ��μ���ĸģ������Ӳģ��(Iron tooling) �ÿ��ٳ��μ���ĸģ������临�Ƶ���ģ�ߣ��ɽ�ע(��Ϳ��)ʯ�ࡢ�մɡ��������ϳɲ��ϡ�����������Ӳģ��(���������ģ��ע��ģ����ģ��ѹ�͡�����ģ)���Ӷ������������ϼ��������������ģ�������õĻ�е�ӹ����ܣ��ɽ��оֲ������ӹ����Ա��ø��ߵľ��ȣ�������Ƕ�顢��ȴϵͳ����עϵͳ�ȡ��ý������ϳɲ��Ͻ�ע�ɵ���ģ��ѹ�ͣ���ģ�������ɴ�1000��10000����
4. �ÿ��ٳ���ϵͳ��������������õ缫 �ÿ��ٳ��ͼ���ĸ�壬ͨ����ƻ�Ϳ����������ĩұ�𡢾������졢��עʯī�ۻ�������ĥ�������������缫��ʯī�缫��
��������RP�Ŀ���ģ�������Ӧ��
1. ���ù���ģ(Silicon Rubber Mold)������ͷ����Ȧ
�����кܺõĵ��Ժ������ܣ�����������ģ�߿ɲ����ǰ�ģб�ȣ���������Ӱ��ߴ羫�ȣ��������ֲ����кܺõ��и����ܣ��ñ�Ƭ�Ϳ����ؽ����п��������dz����ϣ��������������ģ��ʱ�����Ȳ�������ģ�����彽ע����ģ������Ԥ���ķ�ģ�潫���п���ȡ��ĸģ�����ɵõ�����������ģ��
(1)�������豸�Ͳ��� ���õ��豸��Stratasys��Titan���ٳ��λ���HVC-1���ע�ͻ��ͺ����䡣���õIJ��ϣ��ղ�KE-1310ST�������ղ�CAT-1310�̻���(��עʱ��KE-1310ST��CAT-1310��100��10���)��PX215���ע��Ӳ�ƾ۰�֬��֬(������֬����Ԫ��1��1���)��
(2)��ģ����·�� ʹ�� UG��PRO-E��Solid Edge ������������άʵ�����ͣ���STL�ļ���ʽ���棻���ļ�������ٳ��λ������Ƽ�ԭ�ͣ���������Ϊ����ĸģ�����ģ����̻����Ļ���スע�ڿ��У�ͨ��������ݡ��̻�������ȡ��ĸ�����ù轺ģ����������ע�ͻ��н�ע�����������������ģ������ͼ1��ʾ��
CAD����������
��
STL�ļ�
��
FDM���ٳ�������ĸ��
��
����ģ��
��
��ע�轺�̻����Ļ����
��
�̻�
��
��ģ
��
��֬��ע
ͼ1 ��ģ����·��
(3)�����轺ģ��ʱ��ע������ �Լӳ������ԣ���Ҫ�������¹̻�������40����60�����¹̻�����ģ���ѡȡһ��Ҫע�⽫����泯�£����ڹ���ĺ���λ���Ϸ��ý������������е����������ڹ轺ģ����45���пڣ���ע�ⲻҪ��ϣ���һЩ��֬�������������Ǵ���һ��Ҫ�����ף��Բ������з�ģ��ԭ�ͼ����������������ͼ���
���⣬����״����(������б��ܶ�)������ģ��������ģ�������������ģʱ���Խ�����ģ���ʿ�����������������Ҫע�⣬�ڽ�ע���ϼ���ʱ���ģӦ��ȷ���������ģ�ߵĴ�λ���ģ������Ӱ�콽עƷ�ľ��ȡ�
(4)Ӧ��ͼ�� ͼ2��ͼ3�ֱ������������ķ�ͷ����Ȧģ�ߵ���Ƭ��

ͼ2 ��ͷģ��

ͼ3 ��Ȧģ��
2. ���õ缫(electroforming)�������쾫���ڸ�
ע��ģ�ȶ���ģ�ߵ���ǻ�����õ�����ӹ�����(EDM)�������������õ������(����)��Һ������зŵ�ʱ�ĵ縯ʴ�������Խ�������(��ǻ)���мӹ��ģ�ԭ����4��ʾ��
 ͼ4 ������ӹ�ԭ��ͼ
ͼ4 ������ӹ�ԭ��ͼ
(1)�����ڸ������������� ��ͼ5��ʾ���ڴ˰ڸ����������У��缫�������ǹؼ������������ÿ��ٳ��λ�������ĸ�������������н�����ƹ���ͭ�缫���壬Ȼ��ȡ���缫���壬�ڵ缫����ı���ע�价����֬���õ缫�̶�����缫�������ӹ���ͭ�缫�������������ڸ˵缫����������ˡ�
FDM���ٳ��ͻ�����ĸ��
��
������Ʒ���ĸ�������ϡ�����״�缫
��
ͨ����ʴ�ӹ����ڸ��ϡ���ģǻ
��
������ģ
��
������ģ��������
ͼ5 �ڸ�������������
(2)ע������
1)���ַ�������ͨ���缫�ĵ����ϴ������������ȣ����ɢ�Ȳ����ã��Ʋ��ĸ�����룬���µ缫�Ʋ���䡢���ѣ��Ӿ���ġ�Ϊ�ˣ����ڵ缫��������Ӧ����ȴ�������ڿ����Ʋ㴦�������Ƕ�������Ƶ��ȡ�
2)�ڵ�����ӹ������У��缫�뱻�ӹ�����֮��ļ�϶Ӧ���С��������ѹ���ܻ���������ʣ��Ӷ����ܲ����ŵ磬��С������·��
3)�ӹ�����������ڽϸ߾�Եǿ�ȵ�Һ������н��С�ͨ�����ñú�����ʹ����Һѭ�����ˡ�
4)���ӹ��缫����Ӧ�����ܹ�࣬�Ա����ģǻ����ĺ�����������
(3)Ӧ��ͼ�� ��ͼ6��ʾ��������������Ϊ����ԭ�ͼ����ϰ���״�缫��ģ�ߡ��°���״�缫��ģ�ߡ���ģ��

ͼ6 ��ë���ڸ�
�ġ�������
������������п��Կ��������ٳ��ͼ���������Ϊ�����Ŀ�����ģ��������ҵ�²�Ʒ������������Ҫ���á������Լ��������²�Ʒ�Ŀ������ڣ����Ϳ����εijɱ�����������ա���21���ͣ��²�Ʒ�Ŀ��ٿ�����Ϊ��ҵ�����뷢չ����ʱ��������ؽ��õ��㷺Ӧ���뷢չ��
��ϸ���ϼ����������������վwww.chinafdm.com���µ�����010-65026277��
ʮ����FDM���ٳ��ͻ���������
������ƴ���ٳ��ͿƼ�����˾
1�����̲���ABS / PC / PPSF�Ŀ���ѧ�������Լ��ͳ������,�ʺ��з��Ŷ����ڿ���������ԭ�͵IJ��ԡ�


2�����̲��ϵ����Ժ�,�ʺϽ��ж��μӹ�����������װ����˿����ג��⣬�Լ������Ƶȡ�




3��FDMϵͳ������ʵISO9000�IJ�Ʒ�����֤�������Դ�����Ͳ�Ʒ�������ڵ�ģ�ߴ������ʡ�

4��FDMϵͳ��ģ�Ϳ���������Ʊ��ʱ�䣬��ֱ�����ڲ�Ʒ��֤���ԡ��Լ�Ӧ����ͬ�������оߡ���ߣ����̲�Ʒ��������40%-50%��


5��FDMϵͳ������������ɫ�ʵ�ԭ�ͣ��ҷ����²�Ʒ��Ƶ����ϱ������ԡ�


6��FDMϵͳ��ԭ�ͳߴ��ȶ��Ըߣ������������������������ܳ����Σ��ʺ���װ�����ơ�


7��FDMϵͳ�����Ҳ�������ζ���۳�����������Ⱦ�����û�Ǯ������ά��ר�ó��أ��ʺ��ڰ칫����ƻ���ʹ�á�

8��FDMϵͳ֧��ˮ����֧�ţ�����֮�������㣬����Ҫ��ѧ�ܼ���ϴ�Լ�רҵ�����Դ���䣬�ʺ��ڸ�����ϸС�����Ľ�����


9��FDMϵͳ���гɱ�������
FDM���������죺
P-classƽ̨ (Dimension ProdigyPlus)ά������Ѹ�����
T-classƽ̨ (Vantage ��Titan) �Լ�Maxumÿ�����,���ֳߴ磬ÿ��150��Ԫ
SLA�����ļ�����(ÿ������5000Сʱ)��
ÿ��20000��Ԫ����
�ⲻ��������֬���ڵĴ�����֬���ã�200�������ϣ�
��ϴģ�͵Ļ�ѧ�ܼ����������߷���
ר�ų��صĸ��乤����ͨ�繤�̷���
ר�ų��صĺ��¡���ʪ������ά������
������Ա�Ľ����������뱣�շ���
10��FDM������������������������ղ�Ʒ�������Ʒ��������������

11��FDMϵͳ��������㣬������3D��ӡ��������Ҫ���ڲ������飬����ָ��ר�˸����������������Ա�������ͣ����������õ������Լ����ϰ칫����ƻ����Ĺ����ȫ���������Ա�����롣
�ۺ����ϱ����֪�� FDMϵͳ���ڹ�ҵ��Ƶ������ɱ��⡣����Stratasys�ܹ�ʵ��������ơ�
��ϸ���ϼ����������������վwww.chinafdm.com���µ�����010-65026277��
ʮ������FDM��ABS����ԭ�ͼ�������ģ����
���������¿Ƽ�����˾
1������
��ģ������һ�־��õ������������������ijЩ�����������Ψһ�ķ��������磺�ڰ������ڻ�������������ĸ��ӽṹ��С��������ʱ��ģ���첻����һ���Ǻܳ�����ʱ��߰�����ģ������á���Ϊ�����Ĵ���Ʒ�����ٳ��ͼ�����Ϊ����ʡ������ʱ��ͷ��á�
һ��6�����쳧�Ҳ���������ּ��������Stratasys ��˾������ABS���ٳ�������������ģ����IJ��ԡ�ABS�������������ͨ��ģ��������������ģ����Щ��������ʹ�ò�ͬ���տ��ٳ��ͼ��ľ��顣����ʵ��Ŀ����Ա�����9����ǰ��ɵģ����ǽ�����3��������
2��Ŀ��
����ϣ��ͨ���������ΪFDM�û������쳧�ṩ�ò�ͬ������ģ����Ļ������ϡ�
����ϣ��ʹ��FDM������ģ������û�����ݱ����ṩ��һЩ����ԭ��˵����
�����о�������쳧��˵�������������������˽ABS�������Ŀ��ٳ��ͼ��绷����֬��ֽ������������ȵ���Խ�ԡ�
�������һ�������ȫû�о�������쳧��������潫��ʾ��ģ����Ĺ����Լ�ʹ��ABS��ģ������Ҫע��ķ��档
3��ABSͬ�����ıȽ�
��ͳ����ģ����ʹ�õ�������ͨ����ģ�����ģ����������ע�����ƣ���ͨ��ʹ�õ�ģ��Ϊ��ģ�����죬���ֹ����Ѿ����㷺������ͽ��ܡ�
Stratsys�ṩ����һ��ģʽ������ģʽ����Ҫʹ����ģ��
�����ṩ�����ʺ�����յIJ��ϣ�����ABS�����Ŀ�������FDM1600��FDM1650��FDM2000��ABS������FDM1600��1650��2000��8000��FDM QUANTUM��
4���Ƚ��ԺͲ���㣺
ʹ���⼸�ֲ��ϵ���ȱ����ο���1�����ֲ��Ϸֱ���FDM ABS��FDM ������ģ����������
��1. ԭ����FDM ��ABS��FDM �����ʹ�ͳ��ģ��ȱ��Ա�
5�����ٳ��ͼ�����ģ����
һ����ͨ��ģ�������
����ģ������Ĵ�ͳ���������У�ÿ����ģ�����������ӵĽ��ںͳ����ڸ��������ϣ�һ����������Щ��װ�������Ϊ�������ü����մɲ�ɿǣ���ʼ�ù轺�̶���
���� ���ٳ��ͼ�������ģ����
���ʹ�ÿ���ԭ�����������Ȱ������ƵĽ�ð�ں������ܣ�Ȼ��Ϳ���մɽ�����Щ��������ͨ��ģ��������ͬ�ġ�֮������Ҫ��ABS���ŵ��ܹ����µ�1093�����ϵ���¯��������������ɺ���������ҽ����Ҽ��ģ���Ƿ����ѷ졣
֮��Ĺ�������ͨ��ģ������ȫ��ͬ��
��������
���±���������ABS�IJ������ԣ�ͼ��2����ͨABS�õ��Ľ����ͼ��3��Stratasys ABS�Ľ����


7��ʵ���Ҳ���
��Щ���Ե���ҪĿ���ǵõ���ȷ��ABS��������ģ���췽��ĵ��Ͳ�����ʵ����3����ͬʵ���ҽ��У���Щ�������������Ͳ��ԣ��ȷֽ���ԣ��ҽ�������
8�������Ͳ���
�����Ͳ��Ա�����Ransom and Randolphʵ�����ṩ�ġ���Щ�����������˽�ABS����ͬ�¶ȵĹ�ϵ������ʱ����ʹ����Orton�¶ȼƣ������¶ȴﵽ��2912���϶ȣ�1600���϶ȣ���
��Щװ��Ϊ�����ṩ�������������ʡ�
ABS������FDM2000����ģ������ļ�����״Ϊ0.7��0.5Ӣ��ֱ��������2Ӣ���Բ���塣��ͬ���ͷ��������һ����ˮƽ/��ֱ����
��1���֣�0.75Ӣ��ֱ����2Ӣ�糤�ȣ���ֱ�ӹ�����
��2���֣�0.5Ӣ��ֱ����2Ӣ�糤�ȣ���ֱ�ӹ�����
��3���֣�0.5Ӣ��ֱ����2Ӣ�糤�ȣ�ˮƽ�ӹ�����
���Խ�����4��ʾ��
����A��ϸ��������Щ���Եõ�������,������Щ����,���ǵõ����½���:
1��ƽ����������������0.24%����0.0024Ӣ��/Ӣ��
2����2����������������0.24%
3����3�������������¶�����������Ϊ0.19%
4�����DZȽϵ�2�ֺ͵�3������ʱ���ߴ���ȫһ�������ͷ���ͬ����������в�ͬ
����ͬʱ��ʾ����105��178��֮�䣬ABS�����ʼ���������ҿ�ʼ�ȶ����������͡���Ҳ֤����ABS�������źܵ͵��������ʡ�
9��ͬ��������֬��SLS���ò��ϣ��ıȽ�
����ABS���ϵ���������ԶС�ڻ�������֬����Щ������ʾƽ����������Ϊ0.24%��������¶�ʱΪ0.35%������������֬������������ֱ�������ģ���250�����Ҵﵽ3.5%�������Ϊʲô�û�������֬��ģ����ʱ�����ڿղ���һ��Ҫ��ȫ��������ܱ��ա�
10���ȷֽ�ʵ��
���±�������Schenectady Materials and Processesʵ�����ṩ�ģ�Ŀ���Dz��Բ�ȷ������ABS�ı����¶ȡ�ͬʱ���Դ����ʹ���������ʱ������
����ʹ��TGA��ʽ�������¶�����ʱ�����ļ��٣�TGA�����������ٵ���Ҫ�����ڿ���ȷȷ����ȫ�ֽ�����Ҫ���¶ȡ������¶ȷ�ΧΪ0-1000���϶���TGA�����Ľ���μ�����B�������ǽ�ʾ���¼��㣺
1�� ����������ȶ������廷���ܹ����ø��õ�Ч����
2�� ����������ȶ������廷���ܹ��ڽϵ͵��¶��±��ȷֽ⡣
3�� ��1000��ʱ�����ֲ�ͬ���������Ļҽ�����������ͬ��
ͼ��5�ܽ���TGA���ԵĽ�����о�������������������95%�IJ�����300�ȵ�400��֮����յ��ˣ�ʣ��IJ�����575�ȵ�ʱ����ʧ���ڶ������廷���£�87%�IJ�����450��ʱ����ʧ��2%��575�ȱ���ʧ����1000��ʱ��ȫ������ʧ��û���κοɼ������������ʾ����1%ʣ�����ʡ������������4��˾������ʣ�����ʵĶ����ӽ���0��

11�������ҽ�
���ǻ�����һ���ҽ��������IJ��ԣ�������������Howmet Research Company �ṩ�ģ�
һ�����ߴ�����4��˾��ABS������800�ȱ���1��Сʱ������Ϊ0.021%��������ݵ�����ģ������Ҫ���0.05%����
12���ҽ���̬
����ͬʱ��Schenectady Materials and Processes Laboratory Incorporated�Իҽ���̬���˲��ԣ�ʵ��ʹ��40���ص�ABS���������մ����������һ����550�ȣ������õ��Ļҽ��в���ճ�����������ϣ�����������ȥ����������ʾ�ҽ�Ϊ�ֺ�ɫ����ɫ�����ҽṹ�ȶ�������ϸ�����Խ����ο�����C��
13��������Ŀ
�˲����漰�����������쳧�Ҷ���ʵ��ʹ��ABS����ģ����ijɹ�Ӧ����
14��������
��������β���ʵ������쳧�ң��ܸ�л�����ṩ�˴����������Ϻͽ��飬�Ӷ�ȷ���������Ŀ�ijɹ�������֮�е��κ�һ�Ҷ�������ABS��������ģ������豸��ʵ���������쳧����ϸ������ο�����D��
Aurora Casting and Engineering�����︣�����ݣ�����
BarroncCast��Inc ��Ъ���ݣ�����
High Tech Castings��Inc �������ݣ�����
Nu-Cast��Inc���տ���Ӣ��
Shellcast Foudries��Inc�����ˣ����ô�
Solidform��Inc �¿���˹������
15������ƻ�
�˲��ְ��������Ρ�
��һ
��һ����Ҫ��������Ѱ����ѡ���ʵ����쳧������εIJ��Լƻ�����Ҫ�������¼���Ҫ�����ѡ��
һ�� �˴�ʵ��֮ǰ�Կ��ٳ��ͼ��ľ���
���� �Ƿ�����Ȥ���о���������Ͷ��
���� �����
������Щ����������ѡ�������鳧�ң��ֱ�ʹ�ú������Ϻͷ����������ϡ�Ϊ�˷���ͬ�������ٳ��ͼ�����Ƚϣ����Dz���һ����ҵ��ģ����Ϊ�������һ�εIJ���������Ҫ����������⣺
һ�� ���ֹ����Ƿ���У�
���� �Ƿ��ܹ��õ����������
���� ��ʲô��Ҫ�Ľ���
���ڴ��������ʵ��ij��Ҷ��й�ʹ�ÿ��ٳ��ͼ���ģ����ľ��飬���Ҷ�������Ϊ�����ɻ������мܵ��������������Ǿ������������мܿ�ʼ��
ÿ�������ƻ�������������ʵ���������ܹ�27�����μ���ͼ1��

�������Խ��
���Ŵ������ң�
Sloidform-����High Tech Castings-����High Tech Castings-ͭ��Aurora Cast-�����
���Ŵ�������
Nu-Cast-����ABS����Barroncast-̼��
�ζ�
�ζ�����Ҫ����������Ʋ�����2�����������2������Ҫ��������ֿͻ�����ʵ����ͨ������������ͳһ��Э�����쳧�Ĺ�����ʹ�����Ƕ�ABS��ģ�����и������⡣
���ڲ��Լ���
��һ�����Լ�ͬ��Ҳ�ǹ�ҵ�����Լ�����Ϊ�����ڼ���THINWALL PART����������������Բ���FDM�������ڼ��ıں�һ���ԣ�ͬʱҲ�������쳧�Ƿ������챡�ڼ������������Ƿֱ�����˱ں�Ϊ0.025, 0.035, 0.045, 0.05, 0.07 ��0.1 Ӣ���IJ�ͬ�ߴ�����������ABS��������Ҫ�ڿգ����ԣ��ں���û���κ����ơ�ÿһ������϶������˳��ҵ����֣��������ǵõ��������Ϳ�����Ϊչʾ����
5������һ������19����Ʒ��������Σ���һ�ҹ��������������κβ��Լ���ϣ���ܹ�ֱ�ӽ���������������죬����6�ҹ�����ֻ5�Ҳ������ʵ�顣
ͼƬ2չʾ�˹��������Ľ���������Щ����֤�����������ڼ�����ȫ���еġ�ֵ��һ����ǣ�����ҵ�ò��Եı��ڼ����Ϊ0.06Ӣ����

Ш�β��Լ�
�ڶ������Լ��Dz�����β��Ե�����һ�����쳧����ģ���ע�������쳧�����й�˾���������������ۣ����������ʵĿף��νǡ��������Ҳ����ͬʱ���Ը������ҵ������ʡ��μ�ͼƬ3��

�ڲ��������Ƿ����ν������ȥ��ʱֻ�м����о���ij��������ɹ�������������ÿ�����������Գɹ����졣������Ϊ�ν�����ģ��������һ��������ս����Ŀ����������һ���ܺõIJ�����ƣ��ڽ���ʵ��ʹ�ù����У�����Ӧ�þ��������ν���ơ��μ�ͼƬ4��
��β������ǻ��õ��������ʵĽ�������Ʋ��ϵ�ƽ�������ʸ������Ҿ��в�ͬ����1.10%, 0.63%, 0.76%��0.71%����һ��������ǰ���Ǿ��Ѿ�Ԥ��������Ҫ������������ɣ�����ϵͳ���������ڣ���ð����ơ����쳧����ͳ������ϸ����������Ϣ����ο�����E��
���쳧����
�����½�������Solidform��˾��д���ʾ�������е����ݡ�
��ABS����ģ����Ӧ�÷�����һ�������IJ��ϣ�û�����Ϳ�������һ��ҽ��������ȼ�պ�Ļҽ����Ժ����Ĵ�������
��ABS����������ٳ����յõ������������������쳧�ĽǶȣ��кܶ��ŵ㣬������
1�� �ڲ�ͬʪ�ȵĻ����¿ռ�ߴ���ȶ�
2�� �ڲ�ͬʪ�Ȼ����±��ڲ������
3�� ������ǰ����Ҫ�ر�ı�����ǿ����
4�� ���������������ڣ���Ҫ��ָ�����������в������ͿDZ������»ҽ�����������һ�����ڴ�������ٳ��͵�������
������ˣ���ABS����ģ���컹����һ��ȱ�㣬�õ����Ƽ������кܶ����ʱ���µ���·����������·����ɰֽ��ABSԭ�μ���ȥ����
�ͻ����
�����������ɹ�Ӧ��ABS����İ�����
Biomet Inc
Biomet inc ��һ��λ��ӡ�ذ����ݵ�ҽҩ��˾����Ƽ���������ϥ�ؽڣ��Źؽڵȵȡ����Ǵ�1997��2������ʼ��ABS������ģ����������������������ƽ��ÿ������50��������������ܸ��Ͻ�17-4����֡���Щ�������乫˾������һ�����쳧��ɵġ�
Ӧ������գ�ʹ������������������������������ܣ���ƽ����ʡ�ʽ�120000��Բ��ͼƬ5��6�����в���������


Hydro Quebec��һ��λ�ڼ��ô�����˵ĵ�����˾�����Ǵ�1997��3���ȿ�ʼ������ģ���칤�����첿���������������ӣ���Ƭ7��8������ABS����������ģ����õ������Ͻ����һ��6����

��Ƭ7.ABS����

��Ƭ8.��ABS��ģ����õ������Ͻ��
�˲��ֽ��������쳧�ҵ�ʵ�ʼӹ����̡�ʵ���ϣ�ÿһ�����쳧��Ӧ�õĹ��ն��Dz�ͬ�ģ�����Ҫ���������ؾ������豸�����������飬������������Ա��
������
��90%����ߺ�����������ƾ�����ABS��������ȥ�����ռ����ա������ܽ��ͨ������������࣬���ǿ���ʹABS���������Բ��Ƽ�ʹ�á�
���ý�ð�ڼ�������
����ABS�����������ϣ�������ý�ð�ڼ�������Ҳ�Ƿdz���Ҫ�ģ���Ҫ��ȷ���ò��ܱ�֤���㹻�Ŀ���֧����ȫȼ�ա�ͬʱ��ð�ڼ�������Ҳ�������ҽ������á�
�Ϳ�
������ʵ��������ʾ��ABS������������100���϶�ʱΪ0.35%���˺��ȶ���125��ʱ��ʼҺ�������ԣ��Ϳ��ͻ����һ��Ҫ���ڴ�Ҫ��
����
���յij���������Ҳ�����ͬ��ͨ��������Ƚ���¯Ԥ�ȵ�871���϶���Ȼ������ͿDZ��ա�Ȼ�����µ�1066-1120�ȱ���50���ӵ�2Сʱ��
��6�����Ҳ�ͬ���쳧���յ����ݣ�
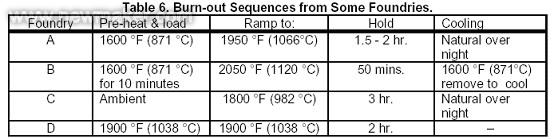
����������������ABS������ģ����Ĺ�˾��
���ͼ�����
�˲��ֽ�˵���������ABS������ʧ�����죬ͨ������Ҳʹ���пռ������ڼ����˷��������������ַ������Ը�����õ�������
�����ƣ�
���е��������Ҫ���õ�������ƣ�����ͬ���쳧��Э������ijߴ磬�ں���С�����ߴ磬���ӽ�ȵȡ�
�����ʣ�
������ABS����ʱ���DZ��뿼�ǽ������ϵ�������Ȼ���ʵ��Ŵ�ߴ����졣�����쳧�ṩ��ϸ����������ֵ����������Ӱ�����ս������Ҫ���ء�
��ģ����Ҫ��������ı�����ȣ�ϸ�ڸ���������ͬʱҲ��������˼����ʧ������Ҫ��������������棬��Ϊͨ����һ��Ϳ������ղ�ƷӰ�����
�Զ������κο��ٳ��ͼ��ı�����ȶ�������ģ����������������ԣ���Ϊ�����DZز����ٵġ����ǿ���ͨ����估��ĥ�ķ�����߱������������ڴ˵㣬Stratasys��˾�Ѿ���������Ϊģ�ʹ�ĥ���������ϡ���������κη�ʽ�����������������ͻ��IJ�����ò�Ҫʹ�ã������ȥ��ʱ�IJ��㡣
�����ͼƬ��������ABS�����ü��ֲ�ͬ�İ취�����������ģ�����Ľ��������Ӧ�õķ����У���ĥ������䣬����ɰ��

��Ƭ9�����洦�� ��� Aurora Cast ��˾ ����ְ� �ұ� Solidform ��˾ ����
��ģ���칤����Ҫ���ǵ��������أ�
�˲������ṩ��������ҵ�û�������ʹ����ģ����ij��ҡ�
��һ��������ѡ�����Ҫ����ģ��Ȼ��ͬ���쳧�����۲���������뷨��ͨ�����쳧�һ�ѯ����������ϸ���ϡ���������п��Դ�STL�������������磺SOLID VIEW�� MAGICS��IMAGEWARE����ô�����ֱ�Ӱ�STL�ļ�ͨ�����紫�����������������Դ���2άͼֽ�����ǣ� ��Ĵ���Ҫ�����������ݣ�����ͼ���ߴ磬����Ҫ�������Ҫ��
�������е��������ܹ����ɹ�����ġ�ͨ�������������Ӱ������ɹ��ʵ���Ҫ���ء����쳧�ṩ���ۣ�ģ����ƺ�������ģ�� ����Щ�DZ�֤��������ԵĻ���Ҫ�ء� ���ٳ�������ʹ������̼����Ӷ���ʡ��ʱ��ͳɱ������������쳧����˵�������������ʦ�Dz��˽�������ҵ���������ԣ�ֻ��һ���ԵĹ��ձ��������쳧�Ĺ������ܽ�����ǵ����⡣
Ŀǰֻ���嵥������D�����г��ij���������֤����ʵ�����������ܶ೧ֻ�ǿ�����������������ԣ����������ԭ������ѡ�����칤�����������ϣ�����λ�ã�������ͬ���쳧�Ĺ�ϵ��
���㿪ʼ��Э���ʱ�����쳧���������ṩ�����ʡ�����������ABS������ʱ��һ��Ҫ���������ʣ� ����һ����Ҫע���������ͬ���쳧����С�ӹ������⣬���쳧���������������������Сֱ��������ﲻ�����Ҫ�������ѡ�������ЩС��������һ��������Ϊ���������ݡ�
�������Ҫ�ṩABS���������쳧��ȥ�����������Ƿ���ȷ���Լ��ۻ����õ����ܼ������ڵľ��顣
���ۣ�
ABS�����ʺ���ģ����IJ���֮һ���˴β���ʵ���ÿһ����ɰ������ABS��������ģ���춼�õ������������
��ʹ��ABS����ģ��������������ٳ����ջ����������ŵ㣺��ȫ�������ߴ羫�ȱ����Ըߣ�ģ�����������ס�
ģ�͵ı��洦�������ĺû���Ӱ�����������Ʒ�ʵ���Ҫ���ء�
�˴β���ʹ�õĽ��������У�����֣������ܸ��Ͻ𣬻�ͭ����ͭ��
Stratasys ��˾�ڴ˸�л���в�����Ե����쳧�ң����Խ����ͼƬ�DZ���������Ҫ�IJ���
ʮ�ġ�FDM���ٳ��ͼ�������
������ƴ���ٳ��ͿƼ�����˾
FDM��������Stratasys��˾����������죬��Ӧ����һϵ�е�ϵͳ�С���ЩϵͳΪFDM Maxum��FDM Titan��FDM Vantage, PlusProdigy Plus�Լ�Dimension��FDM��������ABS��polycarbonate(PC)��polyphenylsulfone (PPSF)�Լ��������ϡ���Щ�����Բ����ܵ���ѹ��Ϊ������״̬��ϸ˿���ɳ����ڲ���ջ�����ϵķ�ʽ����3D CAD����ֱ�ӽ���ԭ�͡��ü���ͨ��Ӧ�������ͣ�װ�䣬�����Բ����Լ�������ơ����⣬FDM��������Ӧ���ڴ�����������졣

FDM ����
WaterWorks(ˮ����֧��)�� ���Էֽ��ڼ���ˮ�ܼ��Ŀ��ܽ���֧�Žṹ�� Break Away Support Structure (BASS) (�װ�����֧��)�� ˮ����֧�ŵ�ǰ������Ҫ�ֶ����빤�������֧�š�Tip(����)�� ��ѹ�����õ����졣�����ṩ���ֲ�ͬ�Ŀ���ʹ����ѡ�� Road(�߲�)��������ĵ�һ·��������ѹ���͵IJ��ϡ���������ߴ�����Ͻ����ʿ��ơ�
��������
����ԭ��Ӧ�õ������������ѡ�����ԭ�ͼ���������Ҫ���ء�����ԭ�͵��������Խ���������Ʒ�ʲ����������Ӧ�óɰܡ�
���̲�������
��ѯ�ʵ���Ҫ�Ե�������ԭ�͵�ʹ����ͨ����������������������Ҫ�Ŀ��ǡ������ڹ�ҵ��������ЩԤ�����������IJ��ϵIJ��������Ǻ���Ҫ�ġ�������FDM��������Ҫ��ǿ��֮һ����Stratasys��˾��������FDM���������в��ϣ�ÿһ��Ǵ���ҵ�Ͽ��õ���������֬��������
ABS�� ���е�FDMϵ�в�Ʒ���ṩABS��Ϊ����ѡ����ӽ�90%��FDMԭ�Ͷ��������ֲ������졣ʹ���߱���˵ABS��ԭ�Ϳ��Դﵽע��ABS����ǿ�ȵ�80%�����������ԣ������������뿹��ѧ�ԣ�Ҳ�ǽ��ƻ����൱��ע�ܳ��͵Ĺ����������ȶ�Ϊ����93.3�ȡ�����ABS��Ϊ�����Բ���Ӧ�õĹ㷺ʹ�ò��ϡ�
Polycarbonate�� ������Titan������ʹ�õ�һ����ʽRP����--polycarbonate �C���ڿ��ٳɳ�������ǿ�ȵ�polycarbonate��ABS����������ԭ�������������븺�ء�����ʹ�������Ÿò���������ԭ�Ϳ��Դﵽע��ABS���͵�ǿ�����ԣ������ȶ�Ϊ����125�ȡ�
�������ϣ� FDM��������������ר�ò��ϡ���Щ����polyphenylsulfone�������Լ����ġ����������������������ԵĹ�����ԭ�͡��������ر���������������������Ʒ�����ĵ�������FDM����Ʒ�������������������쳧�еĴ�ͳ��ģ��Polyphenylsulfone��һ��Ӧ����Titan���͵��¹��̲��ϣ��ṩ���������뿹��ѧ���Լ�ǿ����Ӳ�ȣ������ȶ�Ϊ����207.2�ȡ�
ͼ2 PPSF���¹��̲���Ӧ���ڿ��Ⱥ����
Stratasys�����Ѿ����FDM����ԭ��ϵͳTitan����PPSF���ϡ��ڸ��ֿ���ԭ�Ͳ���֮�У�PPSF (���dz�Ϊ polyphenylsulfone)������ߵ�ǿ���ԡ������ԡ��Լ�����ѧ�ԡ�
���칤ҵ��������ҵ�Լ�ҽ�Ʋ�Ʒҵ�������������ǵ�һ���ڴ�ʹ������PPSF���ϵ��û�������ҵ����ϲ���ò��ϵ���ȼ���ԣ���������ҵҲ�dz���Ӧ���俹��ѧ���Լ���400�����ϻ��ܳ�����������������ҽ�Ʋ�Ʒ�����̽���PPSF���ʵ�ԭ�Ϳ��Խ��������������е���Ȥ��
���Ե�λ��Parker Hannifin��װ��һ��PPSF����ģ�͵����������С��������һ����Ϊcrankcase vapor coalescer�Ĺ�������װ��һ��V8���沢��40 Сʱ�IJ����Ծ���������ý���Ч�ܡ�������ռ���ȼ��������160�ȵ����ͣ�ȼ�ϣ����̣��Լ�����ȼ�յĻ�ѧ��Ӧ�����Parker Hannifin��Russ Jensen˵������װ�����û�в�����©��������չ�ֳ����һ��װ��ʱ��ͬ��ǿ�������ԡ������൱�������ı��֡���
���Ե�λ��MSOE (Milwaukee School of Engineering)�IJ�������Sheku Kamara��ͬ���غ�������²��ϡ������ڲ������ڵ�450��ʱ���ڸ��ֿ���ԭ�Ͳ���֮�У�PPSF���ϻ�ӵ���ų��˽���֮����ߵIJ����¶��Լ���Ӳ�ȣ�����˵������ճ�ż������ڼ䣬PPSFԭ������������¶ȴ�14�ȵ�392�ȵĿ�������Ȼ������������
��ɫ
������õ��İ�ɫ��ABS�ṩ���ֲ�����ɫ��ɫ�ʵ�ѡ�������ɫ����ɫ����ɫ����ɫ���ɫ��ҽѧ�ȼ���ABSi �ṩ����ڰ�����Ӧ�ã������������Ƶ�����ɫ���ǻ�ɫ��


ͼ3��4 ��ɫģ��װ���
�����ȶ���
����SLA�Լ�PolyJet����֬��FDM���ϵIJ������Բ�������ʱ���뻷����ɹ���ı䡣������ע�ܳ��͵ĸ�������Щ���ϼ������κλ����¶��ᱣ�����ǵ�ǿ�ȣ�Ӳ���Լ�ɫ�ʡ�
����
����ԭ�͵ijߴ羫��ȡ�����������أ����������ܻ���Ϊÿ���������Dz�ͬ���ڶ���ЩС�仯����Ҫ���ǵ�������������֪�����������������ʱ�䷶Χ�������������Լ���������ɹ��Maxum��Titan�Լ�Prodigy Plus���������������һ�����Ȳ��Թ�����ͼ5��6��ʾ����ÿһ̨�����о��ò��0.18 mm���������γ�Ŀǰ�ľ������ϡ�
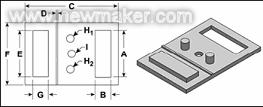
ͼ5 ͼ��Ĺ����������ȽϾ���

ͼ6 ��ʾ�IJ��Թ������������ߴ羫�ȼ�����ʱ��������ù�������FDM Titan�ڲ��0.18mmʱ�����ġ�
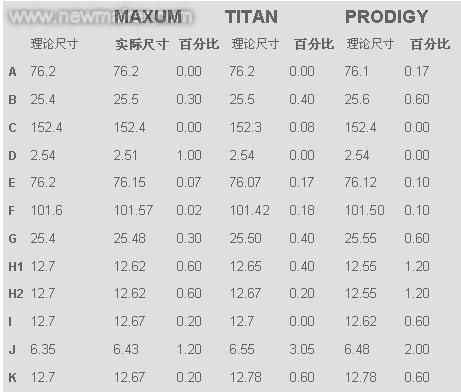
��1ΪMaxum��Titan�Լ�Prodigy Plus�ijߴ羫�����ϡ�
���еIJ���������ò��0.18mm��������(��λ��mm)
��������
һ����ԣ�FDM�������ṩ��ȷ��ͨ����Ȼ�������SLA�����Լ�PolyJet��������ȷ������SLS������Ȼ�������ھ�����ȡ������������أ�����ì�ܵĽ����ᷢ���ڸ����ԭ���ϡ�FDM�����ľ����ܵ����ٵı���Ӱ�졣��SLA��SLS�Լ�PolyJet�������ߴ羫�Ի���Ӱ��������л�����У���������ļ��ɣ������ij��ͷ�����λ�ã����ϵ������Լ����ʵ������ʡ�
Z��
�Ⲣ��һ������������Z������DZ�֤��ȷ����С�ġ�������ǰ�����۵ı仯֮�⣬ԭ�͵ĸ߶ȿ������ڲ�����������ı䡣�����е�RPϵͳ���Զ��������ġ��κ������ı��涥�˻��ǵ��������Ϊһ��ʱ���������е��в��㷨�Ὣ�ߴ�����������ӽ��IJ����������������£�һ�˵ı�����������������һ�����ϣ��߶ȿ���ƫ��һ������ڵ��͵�FDM����������ܻ�������������Ϊ0.127mm��
�ȶ���
�ߴ���ȶ�����FDMԭ�͵Ĺؼ����ƣ���ͬSLS������ʱ���뻷������ɹ������ı乤���ijߴ��������������һ��ԭ�ʹ�FDMϵͳ���룬�����ﵽ�����¶Ⱥߴ��ǹ̶�����ġ�����¶ȶ����������SLA ����PolyJet�����������������Ρ�
ͼ7 �������ijߴ��ȶ�
�������
����RP������Ҫ�ֹ���ɹ����Ĺ⻬�ԡ����磬SLA��Ҫ�ӹ��������ֶ��Ƴ�֧�Žṹ���ҹ���������ҪһЩ�ֹ���ĥ�����ʾ�����ľ��Բ���ֻ���ܵ�ϵͳ���ȵ����á����������ܵ�������ʦ�ļ����ȼ������ơ� �������ͣ�װ���Լ�������ԭ�ͣ�������ʹ���߷���FDM�����ı��澫���ǿ��Խ��ܵġ���ô���������ˮ����֧���Լ��װ���֧�ţ���ʾFDMԭ�͵ľ��Բ����ܵ��ֹ��ĸı䡣��Ȼ�������Ҫ���轺ģ�û��������õı��澫�ȣ�FDM��������Ҫ��������ͬ�����ļ���һ������Ȼ����������������ʦ�ļ����ڿ���������ԭ�;����ϰ�����һ���ؼ��Ľ�ɫ��
ͼ8 ģ�Ϳɿ��� ͼ9 ģ�Ϳ�����յ��
�����깤����
�ܵ�ʹ������Stratasys��˾˫���Ĺ��ϣ�FDM���������Ե����ƾ��DZ����깤���ȡ������ǰ�����״̬���ϼ��Ƴ��ͣ������깤�����ܵ�Ӱ�죬��SLS�������¡����ɽ�С���߲Ŀ�����ϱ��IJ�����Ľ������깤����ʱ����Ȼ�����ڶ��ˣ����棬�Լ���ǽ����������ѹ����ĵȸ��������뽨�����2���е�ΪMaxum��Titan�ı����깤���ȡ�Ϊ�˸��Ʊ����깤���ȣ�Maxum��Titan���ڶ��ṩ0.127 mm���
ʹ���߷��ֹ����ij��ͷ��������㿼�DZ����깤����������ЩҪ��ϸ��깤���ȵı���ͨ���Դ�ֱ������͡��ϲ���Ҫ�ı���ͨ����ˮƽ������ͣ������ǵ˻��Ƕ��˵ı��档��ͬ�������������μӹ�(�������)��������ʹ֮��ͬ����ABS��polycarbonate���ϵ�Ӳ���ô�ĥ�ķ�������Stratasys��˾�ṩ��Ѵ�ĥ��ѵ����ʹ����ͨ��ʹ���ܼ�������ճ�����ɻ���Ԥ���ô�ĥ����ҵ�Ͽ��õ���Щ���ʰ������۽ӣ�ABS��ɽ���Acetone �Լ�two-part epoxies��Ҫ�����㹻�ľ��ȣ�FDM�����뾺�����ֵIJ�Ʒ�������ṩ���轺ģ�û��������õı��档��ؼ��IJ�����Ҫ���Ѷ���ʱ����ܴﵽҪ��Ľ����
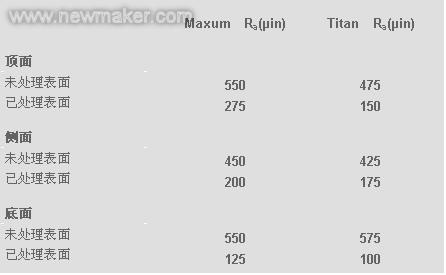
��2��Maxum��Titan�ı��澫�����ϡ����еIJ���������ò��0.18mm��������
��������
���ܸ߽�FDMϵͳ����������С�������������FDMԭ�͵���С�����ߴ������������߲Ŀ��ȡ�û��ʹ���ߵĽ��룬FDM����ʹ�õ���closed path��ѡ���������С�����ߴ�Ϊ������ѹ��������Ŀ��ȡ�����һ�������뽨��������ԣ���С�����ߴ緶Χ��0.4�� 0.6 mm�����ܴ���SLA��PolyJet����С�����ߴ磬���Ǹ÷�Χ������Щ�����Ŀ�����С�����ߴ���ͬ��
����SLA�������Խ���С��0.08 (Viper si2����)��0.25 mm (���л���)���Լ�PolyJet�������Խ���С��0.04mm����������ԭ�ͻ��õ���Щ��Сֵ������������С��ϸ�ڡ����ǵ��������ԣ�ͨ������SLA������PolyJet������ԭ�ͳ�����С�����ߴ�Ϊ0.5mm��FDM��������С�����ߴ�����ڻ�������SLS������0.6�� 0.8 mm�����ڲ�������������ע�ܳ��͵�ABS����polycarbonate��FDM�������Ը��蹦���������ߴ���0.4�� 0.6 mm��Χ�С�
�����ֿ���
FDMԭ���ṩ�IJ������������������Բ��ϡ�������˻������뻯ѧ����ɹ����ABS���϶��ԣ�ʹ���߿���ʵ�����ǵ�ԭ����93�ȵ��¶����Լ�����ʯ�ͣ������Լ�����ijЩ����ȵĻ�ѧý�顣һ�ؼ��Ŀ���Ϊˮ������ɹ��������û��ʪ����SLA������PolyJet����ʹ�õĹ�����֬���ڳ�ʪˮ�������һ��ܵ��˺�����ɹ��ˮ�л���ʪ���в�ֻ��Ӱ��ԭ�͵Ļ�е���ԣ�Ҳ��Ӱ��ߴ羫�ȡ���������֬��ԭ��������ˮ��֮�����ǽ��Ὺʼ�������ұ���е��������������ң��������������������͵������������Ӱ��ߴ�ľ��ȡ�FDM������ԭ�ͣ��Լ�SLS������ԭ�ͣ�������ʪ��Ӱ�죬�������ǿ��Ա���ԭ�еĻ�е�����Լ��ߴ羫�ȡ�
��е�ӹ�
FDMԭ�Ϳ��Խ���ϳ���ӹ�����ף���ĥ�������ӹ��ȡ�Ϊ�˲������澫�Ȳ��㲢��ǿ����ϸ�ڣ����������Ʒ������ʱ��ʹ����ͨ������ж��μӹ�������ԭ�͵�ϸ�ڡ�

ͼ10 ԭ���Ͽɽ��мӹ�������������˿
�����ϵĿ���
�ڿ���ԭ�͵���������֮��ע����Ӧ��ת���������IJ����ϡ������������Ӱ�쵽ԭ����Ԥ��Ӧ���ϵ�ʹ�á�
�����ߴ�
����ijЩ����ԭ�ͼ����������FDM�����Ľ��췶Χ�������Ĺ����ߴ硣�ڼ���ϵ�в�Ʒ�У�FDM�����ṩ�˹㷺�Ľ��췶Χ��Maxum������ͣ����ṩ�Ĺ����ߴ�ɴ�600 x 500 x 600 mm�������Ľ��췶Χ������͵�SLAϵͳ��ͬ��Titan�����ṩ���Ĺ����ߴ�Ϊ406 x 355 x 406 mm�������Ľ��췶Χ������SLS Sinterstationsϵͳ��ProdigyPlus���칫�������ͣ�ӵ�еĽ��췶ΧΪ203 x 203 x 305 mm���óߴ�������PolyJetϵͳ�Լ���С�͵�SLAϵͳ����ʹ�þ߾����Եļ���ʱ������ԭ�ͳ������췶Χ�IJ���ͨ���ֶν���Ȼ����ճ�ᡣʹ����ҵ�Ͽ���ABS��ɽ���FDM������ճ��ǿ�ȿ������㹦���Բ��Ե�Ӧ�á����⣬FDM��������ʹ�ó������۽ӣ�����ѡ����ʹ����SLA�Լ�PolyJet����Ϊ���Dz���ʹ�������Բ��ϡ�
֧�Žṹ
��FDM�����У���Ҫ֧�Žṹ���γɻ���������������֧���κγ������ҵ��������ڹ����Ľӿڣ�֧�Ų��ϵļ�̶Ѳ��Ѿ����¡������̶Ѳ��£��߲�Ϊ0.5mm���ڼ��Ϊ3.8mm�³�����FDM�����ṩ�������͵�֧��--���ڰ���֧�Žṹ(BASS)�Լ�ˮ����֧�Žṹ(WaterWorks)��BASS֧�������ֹ���֧�Ŵӹ�������������Ƴ��������Dz����������棬���ǵ��DZ���Ҫ��������ӽ�ϸС������
ˮ����֧��(WaterWorks)��ʹ��ˮ���Բ��ϣ��ɷֽ��ڼ���ˮ�ܼ��Ľ�����������������ڰ���֧��(BASS)����֧�ſ������������ڹ������Ƕ��ʽ�������ǽӴ���ϸС��������Ϊ��еʽ���Ƴ���ʽ�ǿ��Բ��ӿ��ǵġ����⣬ˮ����֧�ſ��Ա���ϸС�������������Ŀ���ԭ�ͼ����У�����Ҫ����Ƴ�֧�Ŷ��������������һ�����ս��
һ����͵�װ���
����ˮ����֧�ŵij��֣�FDM�����ṩ��һ����صĽ������--��������ת��һ�����װ�������Ϊˮ����֧�ſ��Խ��зֽ⣬һ�������װ���������һ�λ�е��ת�н�����ɡ��������װ���������SLS����PolyJet��ʵ��ʱ��ҪС�ĵؿ��ǵ�������ԭ��֮��IJ��ϡ�������˵����ͼ3��ʾ��FDM���������ͳ����飬���Բ����ֹ��Ͷ�������ɲ���һЩʱ����ܽ�ˮ����֧�Ž��зֽ⡣��SLS��������������ͬ�Ĺ�����������Ҫһ��Сʱ���ϵ��ֹ��Ͷ���������������֮���ķ�ĩ������ˮ����֧�ţ�����װ�����CAD���Ͽ��Ե���һ������������ͬ���أ�Ҳ����Ҫ�ֹ��Ͷ�����ʱ����й�����װ�䡣
ͼ11 ���ͳ�������ˮ����֧����һ����͵ķ�ʽ���������ÿ����ֶ��Ƴ�֧��
����ʱ��
����ʱ����FDM�����Ƴ������Ե�ȡ���ڲ�ͬ�����ء������ṩ���й��������е�����ʱ��Ƚϱ��Dz����ܵġ�Ȼ����һ����˵��FDM����������ʱ�����SLA������SLS��������Ҫ�Ծ�һЩ��ʱ�䣬����PolyJet�����Ƚ����������ơ���3��ʾ����ʱ����������ͼ1�����ľ��Բ��Թ������м�¼�����й�������0.25 mm�����������

��3��ʾ����ʱ��
FDM����������ʱ�����ɹ����IJ����ݻ��Լ�֧�Žṹ�����塣����SLA��SLS ���� PolyJet��Z��߶ȶ���Ӱ��ʱ�䡣�����IJ����ܶ�����ϳ����ʶ��Ǿ���FDM��������ʱ�����Ҫ���ء����ϳ�����������ߴ磬�߲Ŀ����Լ��������á���С�IJ�������콫����������ϸ��������깤���ȣ�������ʱ������ӡ�����Ŀ�����FDM����������ʱ�䲻����ϲ�ͬ���б仯��������SLA������SLS����������ʱ����ȡ���ڲ������ಢ�һ���20%���ϵı仯��Ϊ�˼�������ʱ�䣬FDMϵͳ�ṩ����ϡ�������(����������)��ѡ�����ѡ�����ͻὨ��ʵ��״����Χ��Ǽ�״���ڲ����߲ĵļ��Ϊ3.8 mm����ÿһ��ύ���߲ĵķ������Բ��ϵ��ܶ��뽨��ʱ�䶼����١�
��ȻFDM����������ʱ�䶼����Z��߶�Ӱ�죬�����κζ���֧�Ų���֮�⣬�����ij��ͷ������Ϊ����ѵ�Ʒ�ʶ������ʱ����ʧ��������ÿһ���֮�У�ͨ��ʱ����Ʒ�����߲��ɼ�ã�����Z��Ϊ��͵ij��ͷ���ʱ���Լ��ٽ���ʱ�䣬����������Ʒ�ʽϲ
������Ҫ���ǵ���FDM��������Ҫ������ʱ��ȥů���������¶Ȼ���ȥ����ɵĹ�����ȴ����SLS��SLA�����Ƴ��У�ϵͳÿ����һ�ε�Ԥ��ů���������ȴ����Ҫ����2��4��Сʱ��������SLA�����Ƴ��У�����������ԭ�μ���Ҫ�þƾ����ͪ��ϴ�������Һ����֬��Ȼ��ŵ������̻����н��ж��ι̻�����SLS�����Ƴ��У�����������ԭ�μ���Ҫ�������������������������Щ��ʱ�������ĺ�������FDM������Ҫ��
Ӧ�÷�Χ
����ģ��
����FDM������ʹ���߰Ѹü���������Ƶ��ܱߡ��ͱ������ԣ�Ϊ�����Ƴ����ھ��������ȷ����Ƹ���ü����Ѿ������һ����CADϵͳ���Ტ�����Ĺ��ߡ�����������Ӧ�ã�FDM����������Ϊ����ģ����������ش������澫���븴�ӵ���ơ���FDM�������Ӹ���ģ�����ṩԤ�ڵ��ٶȣ����ṩ�˽�ϸ���ģ�����Ӿ�Ӧ�õ����ơ���Щǿ���������ԣ��������ԣ�ɫ���Լ������ֶ��������������ܲ���ǿ����Ӳ�Ȳ��Ǹ���ģ�͵Ĺؼ���������ͨ��ֵ�ù�ע����Ϊ������ģ��ͨ������ʵ���ʱ�����ѡ�FDM������ģ��ҲӦ���������������������ڲ����ⲿ�����ڣ�FDM������ԭ���������������Ŷӣ������ײ��Լ�����Ա���ڿ�ʼ����֮ǰ��һ�۲�Ʒ���ࡣ���⣬ԭ���������ڲ�Ʒ����Ʒ��֮ǰ����Ԥ�ڿͻ����˷�����Ȥ��
���ͣ�װ���Լ�������ģ��
�����༼�����ԣ�����ԭ�͵�Ӧ�������ͣ�װ���Լ������Է�������ʱ��Ҫ��ijЩ���������������SLA������PolyJet�����ṩ�Ϻõ�ϸ�ڣ����������ӹ����ȣ������������ṩ��Ҫ��ǿ����Ӳ�ȡ�ͬ���أ�SLS�����ṩǿ�ȶ�����������ϸ�ڡ�����FDM������ʹ��ABS�� polycarbonate���ϣ��ṩ����ϸ�ڣ�������ɼӹ��Եļ��ԭ�ͣ��Խ���ע�ܳ������Ϲ����Ĺ����Է���������δ�������Ĺ���Ҳ��û��������Ʒһ��ı��澫�ȣ�������������ܴ˷�����Ӧ�á����ߣ�����ӹ����������������������ߴ��ȶ��ԣ��������뿹��ѧ�Զ��ԣ�ͨ���DZȽϴ�Ҫ�ġ�

ͼ12 FDMԭ����װ����
������Ʒ
����ԭ�Ϳ���������Ϊ����ģ�ߵ���Ʒ��������������ԭ�ͼ�����FDM�������Գɹ�������������Ʒ��Ȼ�������뿼�DZ���ӹ������빤��������������Ϊĸģ����ʱ�䡣������������Ʒ�Ķ�����;����Ʒ�������������Լ���������ɰ��ģ֮��ȼ�����ĵ���FDM�����Ƴ�����������ģ��ABSģ����֤ʵ�ʺ�Ӧ������ɰ��ģ֮��ȼ�����ĵı��������̡�
��������(��������)
����ԭ�ͼ�����ڶ����������Ȥ�������ٵ�ֻ��һ����λ�Ķ������ܺ��㡣������Ӧ����Ҫ���������������Ϲ����Թ����FDM�����ľ�����������Զ��ǿ���֮�ʣ��������������ڸ�Ӧ�õļ���֮һ������δ�������ӹ����ε�FDM������������ʹ���ڿ��ӻ���װ�ε�Ӧ�ã������ܷ�����ȥ��Ϊ�ڲ������������Щ����Ҫ��������������;�����ڿ��������Ӧ�ã�����ʱ�佫���Ϊһ����Ҫ�Ŀ��ǡ�Ȼ��������λʹ���ߵ�֤����Ϊ������Ĺ�������ʱ�������Ե���������ģ�����Ʒ����Ҫ����ʱ�䡣
�ܽ�
��ÿ���ԭ�ͼ�����ǿ����������Ϣ��������Ǿ���ĵ�һ��������Ŀǰ����Ϣʮ��������Ҳ�����ܰ�������Ӧ�õ�����������һ��������Ӧ�õı�Ҫ�����Լ�������������Դ��ȡ����Ϣ��Ҫ�ǵã�û���κμ��������ʺϸ��ִ���������ѡ������ʵĹ����������ֱߵĹ�����
��ϸ���ϼ����������������վwww.chinafdm.com���µ�����010-65026277��
ʮ�塢������ģ������Ӧ��һ��
ͬ�ô�ѧ��е����ѧԺ ��С��
һ������
����ȫ��һ�廯���γɣ�����ҵ����ʮ�ּ��ң���������������ڣ����ͳɱ��ͳ�������ҵ���Ŀ�꣬��˱�����߲�Ʒ�������ٶȺ����켼��Ӧ�õ�����ԡ�
�Կ���ԭ�ͷ���Ϊ���еĿ���ģ�����켼����RT��������Ӧ�����г������ܿ�ݡ�������������ߺ�ģ�ߵ�һ�����ͼ������Կ��ٳ��μ���Ϊ�����Ŀ�����ģ��������20����80������ڷ�չ���������˼������Ǵ�ͳ����ģ��������ٳ��μ������ϵIJ���봫ͳ������ȣ�������ģ�����Ӳ�Ʒ�Ŀ�����Ƶ�ԭ�ͼ�ģ�͵�������ֱ����Ʒģ�ߵ����졢��Ʒ����������ʾ�����ޱȵ���Խ�ԡ��ӹŴ����ֹ�������������CAD��ͼ���ٵ����ڵ�RT�����ķ�չҲ���γ���һ���ۺϵ�����ϵͳ��ͼ1��������ϵͳ��RT�ķ�չ�����칤������ͼ��

�������ƿǵĹ轺��ģ
���ڿ���ԭ�ͼ����Ŀ�����ģ������Ϊֱ��ģ�߿�������ͼ��ģ�߿����������֣�����ӿ���ģ�������ַ�Ϊ����ģ�������Ӳ��ģ�����졣��ս��������ǿ���ԭ��/������ģ���������н��µļ���������������ģ�����졣����ͽ�������ս������������쳵�ƿǹ轺ģ�Ĺ��̡�
1. �����豸
�����豸����MK-Mini��ս�������̫���ܵ�����ƽ��������ѹ������ģ���ߺͺIJġ�ģ�����������ù轺T2��Ӳ������һ�㰴10:1�ı������ƣ���
2. �轺ģ����������
(1)ԭ�ͱ��洦��
��һ��Ŀ���ԭ�ͳ��η��������ij���ԭ�ͼ�����������֮��һ�㳣���ڷ�϶����ƽ��̨���ƣ�ͨ����Ҫ���з���������ǿ�����������ԭ�͵Ŀ�ʪ�ԡ������Ժͳߴ��ȶ��ԡ�ͬʱ��Ҫ��ԭ�ͱ�������������߱���Ĺ⻬�̶ȣ�ֻ��ԭ�ͱ����㹻�⻬�����ܱ�֤�����Ĺ轺ģ��ǻ�Ĺ��ȣ�����ȷ�����ƵIJ�Ʒ���нϸߵı��������ͱ��ڴӹ轺ģ��ȡ����
(2)�轺�̻�����������ϲ������
��������ԭ�ͼ������ƿǣ��ijߴ����״����ԭ�ͼ���������ټ�����������������������������轺����������ݹ轺���ܶȼ���轺��������Ӳ���������������߱���ԼΪ10:1����Ȼ���ϲ�����MK-Mini��ս����������գ�����Ҫ�dz�ȥ���Ͻ���ʱ����Ŀ��������ַ�Ӧ����������������Ҫע��������ݹ��Ƶ�ԭ�ͼ��������ȡ�轺ʱҪ�������������ȡ�ù�С�����Խ��轺��������ʡ��ģ�ɱ������ǻ�Ӱ��轺��ʹ��Ч���Ҳ����ڹ轺ģ�Ľ�ע���Ӷ�ʹ������ģ�ߴ���ȱ�ݣ����ȡ�ù����˷ѹ轺���ӳɱ�Ҳ�����˴ӹ轺ģ��ȡ����Ʒ���Ѷȡ�
(3)ѡȡ�����桢����ֽ����������
������ս�ע����ԭ���ϲ��ܶิ�ӵ�������������఼��������ܳ��Σ��ؼ���������Ҫ��ȷ����ȷ��ȷ���������λ�ã���Ϊ��ֱ��Ӱ���Ž�ע��Ʒ�ܷ�˳����ģ�Լ���Ʒ��ע�����ĺû�����ע�ڵĶ�λӦ��ʹ����֬�������������Ե��·��������ͬ�����������ڽ�ע�������п���ʡ����ð�ڡ�
��ע��ͨ��λ�õĹ̶�������ù⻬��Բ�ˣ�ͨ��ʹ�ù轺�������ڸó��ƿ�ѡȡ�±���Ϊ�����棬���ڷ����������Ͻ�ֽ��Ȼ���ù轺���������ڡ�����λ��ֻ��ѡȡ����λ�ã�����ѡ���±��棬��Ϊ������Ӱ�쳵�Ƶı�����Ⱥ�ѧ���ܣ��Ӷ�Ӱ��������
(4)�轺��ע�ٳ���չ̻������
���������Ĺ轺С�ĵشӲ��浹�����䣬�轺����һ�����ڽ������䣬ֱ��ԭ�ͼ�ȫ��û��轺�ڡ���������� MK-Miniϵͳ�У��ٴν��г���գ�Ŀ����Ҫ����ȥ�ڽ�עʱ���������ܶ���д��ڽ����е����ݡ���Щ���ݶ�ģ�������м����Ӱ�죬�ѳ���������ģ�߱����������ȱ�ݡ��Դ��������е�ʱ���Լ50���ӣ����轺���������ȡ���ſ����к�ɣ��Թ轺���м���Ӳ����
(5)��ģ
�ڹ轺Ӳ����ģ�߾Ϳɴ��ˡ��ڴ�֮ǰͨ����ע��ͨ��ѹ��������ʹ��ģ����ԭ�ͼ��ֿ���������һ����ģ��
�����ñ��ڷ����滭�������ߵķָ��ߣ�����С�����������п��轺ģ�����ڹ轺�����ԣ�С���и�Ĺ��̿��Ժ�����ؿ���������Ҫע��С���ھ����ܵض��ŷ����棬�Է��п��Ľ�������������̫Զ��Ϊ��ֹ��עʱģ�ߵĴ�λ���и�ģ��ʱ���п�Ӧ�гɾ��״��Ȼ��������ģ���߽�ԭ�ͼ�ȡ�����轺�ϲ����Ľ����轺мȥ�����Ӷ����ƵĹ轺ģ�߾����������ˡ�
�������ģ�߾Ϳ�������������ɫ������״��ͬ�ij��ƿDz�Ʒ�ˡ���ʵ���������Ĺ轺ģ��ͼ����ͼ2��ʾ��
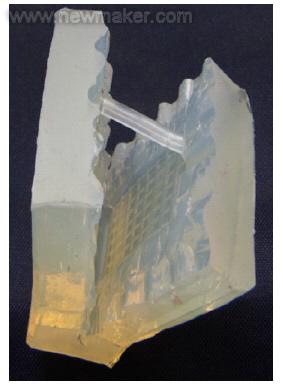
ͼ2 ��ս������������Ĺ轺ģ��
3. ��Ʒ������
�������õ�����轺Ĥ�߸��ϲ��ö���̶����ȳ����Ȼ���ٷ�����ս�ע���У�ʹ��ע�ڶ�©���죬�Ѳ�Ʒ���Ϸ���Mini��ע���ı��У�������ͨ��������ע�����ȡ��ģ�߽��к�ɣ����̻�����ȡ��ģ�߿�ģ��������Ʒ�ͱ���������ˡ���Ʒ���Ը�����Ҫѡ��ͬ����ɫ����Ʒ��ԭ�ͼ����Ƽ���ͼ3��ʾ����ʵ���п�֪���������ֿ�����ģ���������IJ�Ʒ��������������ʽ�������DZ��澫�ȣ���ԭ�ͼ���ȶ��ò�ѷɫ����ȫ���������������Ҫ��
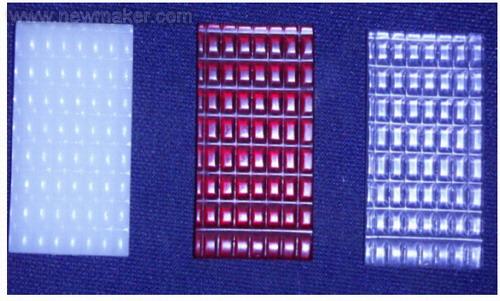
ͼ3 ����ԭ�ͼ���ͨ����ս�ע��������IJ�Ʒ
����������
��ʵ�ʹ��������֪�����ÿ�����ģ��������Ʒ��ƿ����졢�ɱ��ͣ��ʺ�������������Ʒ����������ԭ�ͺͿ�����ģ������ȣ�������ģ�ŵ���ࡣ���ô˹��տ�������������������ʺ���ʵ�е���������С��������������Ӧ�г��Ķ���������ھ��Ⱥ��������������ض��Ĺ�����Ҫ���봫ͳ������ȣ���RT�����ɽ�Լ��1/2��ʱ�䣬���ҹ��ռ������ƹ㡣
ԭ�ء�CAD/CAM������ҵ��Ϣ������־
ʮ�������ü���������Ŀ��ٳ��ͻ�
����������ѧ ���� ��־�� ������
0���� ��
����ԭ�ͼ����ٳ���RP(rapid prototyping)��ָ����CADģ��(����ģ��)������ʵ��ԭ�͵����켼��������չ��20����80������ڣ��ǻ�е���̡�CAD�����ؼ��������⼼�������Ͽ�ѧ�ļ������ɣ��������Զ���Ѹ�ٵ�ֱ����CADģ��������άʵ�壬������Ҫ��е�ӹ����κ�ģ�ߡ�������˵����ԭ�ͼ����ǰ���CADϵͳ�Ͻ�������άʵ��ģ����ɢ������ʵ��ģ�͵ĸ߶ȷ����ϰ�������״�仯�ֳɲ�ͬ��ȵı��㣬����Щ��ͬ�߶ȵIJ�����Ϣ�����Ƴ����豸���в���ӹ�������Щ����ѻ���������õ��ӹ��������ά���͡�
1������ֱ����������Ŀ���ԭ�ͻ�����
Ŀǰ���ٳ������켼���ľ��幤�ղ���30���֣���Ϊ�������4��[1]�������ڳ�������FDM(fused deposition modeling)������ӡˢ����SLA(stereo lithography apparatus)�����ʵ������LOM(laminated object manufacturing)��ѡ���ս�SLS(selective lasers intering)�ȡ����������������ֿ���ԭ�ͻ�����Ȼ���ù��ղ�ͬ���������е�������ֺͷֲ�����ԭ��ȴ�Ǵ�����ͬ����ֱͨ����������Ŀ���ԭ�ͻ��ڼӹ�Բ���������ʱ��������һЩȱ�㡣���ȴ�ֱ�������е������������У�����������Stratasys��˾������˫��ͷFDMΪ�������˶���XYZ3������3������ʵ�֡�Z����ʵ������IJ���ת�������μӹ�������㡣����ƽ��ֱ����������ͷ��X��Y����ƶ���ʵ�ֽ���ӹ�������ֱ����������Ŀ���ԭ�ͻ��ӹ���ת����������������ڲ�ʱ����ͷ��Բ���˶��켣����ֱ�߶δ��档��ͼ1��ʾ����ͷ��ԭʼλ����O�㣬��ͼ����ʾ�Ĺ켣�˶�����A�㵽B�㿪ʼ���ϣ�Ȼ����BC-CD-DE-EF��ֱ���ӹ�����������档Բ����BC�ڼӹ�����������ֱ�߶�BC����ģ����ң�ͼ�п�����б�߶�CD��EFʵ�����Ǵ�ֱ��X��ġ����ԣ����������������ʧ�����������DZ�������������һ����Բ����������Բ����Բ�İ뾶����Ҫ��õ���Ϊ��ȷ��������Կ���ԭ���豸�ľ���Ҫ��ͺܸߡ������Ͻ���ֻҪԲ��BC�ʹ��߶�CD�㹻�̣�Ҳ����˵������ͷ��ֱ���㹻С������X��Y���˶������������㹻��ȷ(��Ҫ�ǿ���������X��Y��ͬʱ�˶�)���Ϳ��Ի�ԭ���������ʵ���������ǣ��ⲻ���Լ���������˽ϸߵ�Ҫ���ҳɱ��ϸߣ��۸Ӹ����Ͻ�����ͷ��ֱ�����Ǵ��ڵģ����ӹ�������������Ȼ�ǽ��Ƴ����ġ����ԣ��ڼӹ�����ΪԲ��(����Բ�뾶����)�ı������ʱ������XYֱ���������Ӹ����Ͻ����һ���⡣
��Σ�����ͨ����ԭ�ͻ��ķֲ���������������ԭ����������������ԭ�����Dz��÷ֲ��ۼӷ�������CAD���ͣ�����STL�ļ����ֲ���Ƭ�Ȳ���������ݴ�����������������Ƴ��ͻ���ɲ��ϵ��������졣�ֵķֲ�����������STL�ļ���ʽ�Ļ����Ͻ��еģ���ˣ�Ҫ��ģ�ͽ��б������绯��������������ƽ��Ƭ������ԭ���������ƽ�档�����ļ���ʽ���зֲ㣬���õ���������������С���߶����Ӷ��ɡ����ԣ��ڼӹ�Բ���������ʱ�������ֲ����õ��IJ�Ƭ�߽��Ƕ���ζ���Բ�Ρ��Դ���Ϊ�ӹ����߱�Ȼ�ò���������ʵ��״��
Ϊ�˽��������������������������ü�����ԭ������ƿ���ԭ�ͻ���˼�룬�����ڴ˻������������ֲ������ļ������������
2�����ڼ��������ԭ�ͻ��Ļ�������
���ü���������Ŀ���ԭ�ͻ���������ʾ��ͼ��ͼ2��ʾ�����1���ƹ���̨������(z��)���ɴ˶�ʵ����������ӹ����ɵ��2�������첿�ֵ���ת(����ת����)���ɵ��3���������첿�ֵľ����˶�(r��)��
����ͨ��ֱ������ϵ�Ŀ���ԭ�ͻ���ȣ����ô��ֻ����Ŀ��ٳ��ͻ��ڼӹ���ת�屡��������������Զ����ģ���Ҫ���������¼������棺
a����ͷ�˶��켣����ʵ��Բ���������ǽ��ƵĶ���Ρ�
b���ӹ�ʱ�����������һ����ɣ��Ӷ����̼ӹ����ڡ�
c�����Ƶ����ת�IJ���ֻ�����ý���İ뾶����ת�ĽǶȣ����������ƽ�Ϊ��
d�����ô��ֻ������ƿ�������һ�־����͵�С�Ϳ���ԭ�ͻ����ʺϽ�ѧ�о�ʹ�á�
3�����ڼ������������ԭ�ͻ��ķֲ������������
��CAD��RP����ת���ķ�����2�֣�һ���Ƕ�STL�ļ����зֲ㴦�������������ļ���ʽ��Ҫ��ģ�ͽ��б������绯��������������ƽ��Ƭ������ԭ���������ƽ�档STL�ļ���¼ÿ��������ƽ��Ƭ�Ķ�������ͷ���ʸ��������������Կ�����ʹ��STL�ļ�������������������������ƽ�����ģ�͵ľ��ȡ���ȻĿǰSTL��ʽ�ļ��Ѿ���Ϊ��ʵ�ϵĹ�ҵ������������������ȱ�㣬Ѱ����ֺ��ʵ����ݸ�ʽ(��IGES��STEP��CFL��)��ΪCAD��RP�Ľӿ��ǽ������о����ȵ�[2]����һ������CADģ�͵Ļ�����ֱ�ӽ��зֲ㴦��[3]���������Ա��������������������Ҳ��������н���ļ�ת����ʽ�������ǻ���ֱ���������������ֱ�Ӷ�CADģ�ͷֲ�ķ�ʽ��Ҫ��Ϊ���ӵ��㷨�����ڼ���������Ļ����ϣ�����ֱ�ӷֲ�ȴ��������Ҫ���ӵ��㷨��
�����CAD�����У�AutoCAD����������ά���͵����漸�����ݻ�ȡ��Ҫ��[4]������AutoCAD��UCS���ܺͻ�ȡ����������Ժܷ���ĵõ���άʵ���������漸�����ݡ�
3��1Բ������ӹ��������ɷ���
���ڱ�����ת������������ĸ߶ȷ����ϵ����������ΪԲ���Ρ����ڿ���ԭ��������ʹ�õ�����Ӧ��Բ�������ɨ������Ϊ�ӹ����ߡ�����ڵõ��˽�����Ϣ������AutoCAD�Ļ���Բ������Circle��Բ�������ڲ�����Բ���Դ���Ϊ�ӹ����ߣ���Ϊͬ��Բ������ЩԲ�İ뾶Ӧ��Բ��������Բ�뾶֮�䡣�����Ƶ����Բ�İ뾶Ӧ��ΪԲ��������Բ�뾶��ȥ�����ֱ��������СԲ�İ뾶ӦΪԲ��������Բ�뾶��������ֱ�������磬ijһԲ���������Բ�뾶ΪR����Բ�뾶r����ͷ�İ뾶Rj���������Ƶ����Բ�뾶Rmax����СԲ�뾶Rmin�����¹�ʽȷ����
Rmax=R-Rj(1)
Rmin=r+Rj(2)
������ͬ��Բ�ĸ�������������Ƶ����Բ�뾶Rmax����СԲ�뾶Rmin�Լ�����������Ҫ���������������ͬ��Բ�뾶֮��ΪU��U�Ĵ�С��ӳ�˹�����������UԽС�������ܶȸߣ�ǿ�ȽϺá�����U����С����ͷֱ��������������档ͬ��Բ�ĸ���M�������¹�ʽȷ����
M=(Rmax-Rmin)��U+1(3)
��ͬ��Բ�뾶����Ϊ��
Ri=Rmin+iU��Ri=Rmax-iU��i=0��5(4)
������AutoCAD����Բ��˳�������˼ӹ�˳�����ԣ�Ϊ����ӹ�������ͬ��Բʱ�ӿ�����Բ�IJ��ֿ�ʼ���ơ�ֻҪͨ�������ĵ���CADģ�߶ȷ����ϸ������漸�����ݣ����Ž������ݴ���������ͬ��Բ��Ȼ����ȡͬ��Բ��������Ϣ�����ɷ����ת���ɿɿ��Ƶ����ת�Ĵ��룬��ɷֲ��Ҫ����ķֲ�����������������ͼ3��ʾ��
��ͼ4��ʾ����ʱ��ͷ���˶��켣��O�����������A�����ͷ��ʼ���ϣ�����Բ1�˶�һ��(Ӧ����С��360��)��Ȼ����A����ֱ�߶�AB�˶���B�㣬�����Բ2�˶�һ�ܣ��Դ����ƣ�ֱ����ɼӹ�Ҫ�����������õ��ĸ������棬�ڻ�����ͬ��Բ֮������Ϣ����Բ������������������Ƶ����Բ���ڲ���ͬ��Բ����ʵ�ʵĿ��������˶��ļӹ���������Щͬ��Բ�����Ӧ�ð�ͬ��Բ���ں�Բ��������ͬ��ͼ���ϣ�ͨ��dxfout������DXF�ļ���ʽ���棬Ϊ���ɵ������ָ���������������õ��ļӹ����߾�ΪԲ�Σ����ԣ����ü�����������������Ƶ������ת����ֻҪ�а뾶�Ϳ��Եõ���
��������˼�룬�÷ֲ���������Windows2000�£�ͨ��ObjectARX��AutoCAD2002���ж��ο������������ʹ��VC++ 6.0��ObjectARX��Autodesk��˾���AutoCAD(13��0�����ϰ汾)ƽ̨�ϵĶ��ο������Ƴ���һ����������������֧�����������[5]��
3��2�ں�Ϻ�ı�������ֲ㷽��
���ڿ���ԭ�ͼ����ǻ�����ɢ/�ѻ��ķֲ�����˼�룬���Բ������ճ�ϵĺû�ֱ��Ӱ�쵽��Ʒ������������ԭ�ͼ������Խ����ɨ�輣����Ϊ�ӹ��켣�ģ�����ֱ��������Ŀ���ԭ�ͻ���Ϊ����߲������ճ�϶ȣ��������ɨ�跽��Ӧ�ǻ��ഹֱ�ģ���������ʹ�ӹ���ͬ��ʱ����ͷ�˶��켣��֯���У����ճ��ǿ�ȽϺá���������ӹ�ʱ�ӹ����߾���Բ�Σ�������ʹ���ڲ���ճ��ǿ�Ƚ��͡���������ıں�ϱ�ʱ�����ּӹ��������ǿ�ȡ�ġ����Աں�Ϻ�ı�������ֲ�ӹ��켣������������һ�ַ�����ʵ�֡�
�ڻ��ijһ����ͼ�κ���������ͼ5��ʾ�Ĺ켣�ߡ��������õ��������Բֱ��Ϊ2R����Բֱ��Ϊ2r����ͷ�뾶ΪRj�����Կ�����ͷ���˶��켣��O���������A�㿪ʼ���ϣ�����ֱ�߶�AB���پ���Բ��BC����C�㣬�����ֱ�߶�CD��D�㣬�������پ�Բ��DE��E�㣬���ν�����ȥ�����ջص�A�㡣ֱ�߶�AB��CD���ذ뾶����ָ��Բ�ġ�����Բ��BC�İ뾶ΪRmax������ʽ(1)ȷ������Բ��DE�İ뾶ΪRmin����ʽ(2)ȷ��������������ɨ���ߵķ�����ΪԲ���뾶������ò����ڵ������������棬���Կ�����ͬ��Բ���ó���ͷ�˶��켣�����ַ���������У����ɵõ�������ά���͵ĸ�������ɨ���ߡ��ڽ��н������ݴ���ʱ��ҲӦ������ֱ�߶�AB-Բ��BC-ֱ�߶�CD-Բ��DE��ֱ���ص�A��Ĺ켣���ں�����Բ���治ͬ��ͼ���ϣ�������DXF�ļ��洢��Ϊ��һ����������ָ��������
ʹ�ô��ַ��������Կ�������֮��ӹ���֯���У�����������˲������ճ��ǿ�ȡ������ַ�����ֱ����������Ŀ���ԭ�ͻ���ȣ���������Ȼ���ڣ������˶��켣�����һ���֤���ڲ�����������Բ�����ԡ����ǣ�����Բ���뾶������켣�ķ�����Ϊ���������ʹ�ó���ı��ƽ�Ϊ���ӡ����⣬��ͼ��Ҳ���Կ�����ֱ�߶�AB��CD����ָ��Բ�ģ�����Բ�ĵĵط��Ƚ��ܼ������Ե������ȽϺ�ʱ����ͷ���׳��ָ������⣬���һ���ֿ�����Բ�������Ͻ�ϡ�裬�������IJ������Ͻ��ܼ����ܶȲ��������ǣ��ڼӹ��������ʱ���������ʱ���Ժ��Բ��ƣ��ǿ��еġ�
4��Ӧ��ʵ��
����Ƴ����IJ豭��ά���ͽ��зֲ㴦������ͼ6a��ʾ��������У��������Stratasys��˾������˫��ͷFDM��������ķֲ�����ֱ�ӶԲ豭��STL�ļ����зֲ㣬���õ�ijһ����ļӹ��켣(��ͷ���˶��켣)��ͼ6b��ʾ�����ڲ豭�ڽϱ���ͼ�п������Կ��������ɵľ���μӹ��켣���ڲ������Ͳ����ȵ�������ͻ���ɲ豭�ı��ں�Ȳ����ȡ���һ���棬����ֱ������������������������������ޣ�����Ӱ���Ʒ��������

��ͨ��������������ٳ����豸����ǰ���ķ�������������У��Բ豭����άͼ�ν���ֱ�ӷֲ㣬�ɵ���ijһ����ļӹ��켣��ͼ6c��ʾ�����ڱ��ڽϱ�����ʱ����ͷ�˶��켣��ΪԲ��ͨ�����������Ҳ�ɷ���ʵ�֣����Կ���Ч��ֹ��������ķ�������������˳�Ʒ������
5��������
a�������������е�����Ŀ���ԭ�ͻ�������Ч�Ľ���ڼӹ���ת�屡�����������ʧ�������ڼӹ�����������Բ���͵�������������е����������ʵ�ļӹ�����������
b����������������Ŀ���ԭ�ͻ������ɱ��ϵͣ����ҿ���ϵͳ���ֲ��������������Ϊ��㣬���Է���Ķ�CADģ��ֱ�ӷֲ㣬����STL�ļ�������ɵ���
c�����ķֲ��������Ի���AutoCAD����������ɣ����Ա��ڹ㷺Ӧ�ã��ǿ���ԭ�ͻ�һ�־����͵Ľ�����������������뿪�������ԺܺõĽ����������ļӹ����⡣
d�����ڱں�Ϻ������ӹ�����켣�����������һ�ּĽ�������������ͬ��Բ����Բ���뾶����������ɨ���ߣ����ǻ�������һ����ȱ�㣬�д������ơ�
�ο����ף�
[1]����壬��ܣ�����ԭ�����켼��[M]���������й��Ṥҵ�����磬2001��
[2]���ǣ�ϰ��ͨ�������ܣ��ȣ�����ԭ����CADģ�͵����ݴ�������[M]���й���е���̣�2000��������11��51-55��
[3]GanGKJaacob��ChuaCheeKai��TongMei��Development of a new rapid prototyping interface[J]��Computers inIndustry��1999��39(1)��61-70����
[4]�ĸ������ȣ�AutoCAD2002��Ӧ�ý̳�[M]����������е��ҵ�����磬2003��
[5]���������춫����AutoCAD2000ARX��������[M]���������廪��ѧ�����磬2000��
ʮ�ߡ������������--����ٶȵĹؼ�
Joseph Ogando
���������ڲ������Ϲ�����һ�����������顣����Ҫȷ�����ǵĹ��������⣬��Щ����ͨ�������ϸ�����Ҫ���������ʹ�ÿ��ٳ����豸����������ķ����ǽ���Щ����������ͣ��������ַ����ɱ�̫�ߣ����ҹ��ڷ�ʱ���������������Խ��ܡ��������ң�س���ϵͳ����Կ�����ߵ�Ortech��˾����ҵ���һ�ֿ��١��ͼ۵ķ����������Ƴ�ģ��ģ�͡�
������ù�˾����ʹ��Protomoldϵͳ������ԭ�͡��ù�˾�����ֿ���������ͼ��������������ڽ���άCADģ�ͱ���Ƴ�Ʒ��Protomoldϵͳ�봫ͳ����ģ���췽����Щ��ͬ��Ortech��˾ʹ�ø������ػ�������������о����ǻ������ͨ����ģ��е�������ֹ��������ƳɵIJ���������Щ���Ͽ����ɹ�˾�ṩ��Ҳ�����ɿͻ���Ӧ��
Protomold�ʹ�ͳ����ģ���������ͬ�������ǵ�������Ortech��˾�������Լ��Ļ����������ģ���ϵͳ��������������Ч�ʡ�������Сʱ����������Ϳ��Է����õ���άCADģ�ͣ�����������������͵Ĺ��ڲ����ߴ������ı��档�˱���ͬʱҲ���Ի�ͨ�������ʼ������ͻ�����������ϸ�ı��۵���
һ���ͻ���������һ�������IJ������ù�˾������ϵͳ�ͻ��Զ�����������������ģ�ߵĵ�������·����������ҪԼһ��ʱ�䣬�ɹ���ʦ�˲�CAD�ļ��ͼ��ߡ���Protomold ��ǰ�ζ��³���CEO Brad Cleveland�ƣ�һ�������������ڴ����Ҫ10-15�������ա�����˿�Ը��֧��������õĻ���Protomold������������������������
���ַ����Բ������������κͳߴ绹����һ�����Ƶģ��������������ǣ�������£��������ַ�����������������ͺ����IJ�������Ortech���ԣ��ܵõ���ģ��������˾�����ܴ�ı仯����˾�IJ�Ʒ�з�������Brian Bolton�����˿��ٳ��͵��������������Ҳû�з���һ���ܹ�ͬʱ����Ortech�ߴ�Ҫ������Ҫ������Կ�����߲�������ɫ���ʵ�Ҫ�복�ڵĻ�����ƥ�䡣����ʹ��ԭ�ͣ�����Ҳ���ܽ��ͱ������ͻ��ṩ�������������ý���ճ�����Ķ�������
��������ľ��飬Bolton��ʼ����Ŀǰ��������ͼ�����������ģԭ�Ͳ�����õİ취�����Һܸ��˿�����Protomold����õ���ԭ�Ͳ���ʹ�õIJ�����������������һ��������˵����Ȼ��������Զ��ֻ��Щ��
���ٳ���
��ϵͳ���ٶ�������Ҫ���á�Bolton�������Protomold�ļ���������Saab SUV��ң�س��ż����ϵͳ����Կ�ס����ߵȡ����Կ�״�����Ortech����Կ���źͷ�����������ֹϵͳ���Լ�Ӧ���������һ����״γ��ԡ���Bolton���䣬��ʱOrtechֻ�в���һ���ʱ�俪����ϵͳ��
һ��Ҳ���������ܳ������ظ�����ƺķ��˴���ʱ�䡣Bolton���䵱ʱSaab��ĸ��˾General Motor��˾����ʼҪ��Ortech��˾ʹ����Կ���ź���ǰ�ĵ���龡����Ƴ�����Կ��ʱ���龰����ȥ��Щ��������ͨ��������Կ�����ϣ����Ortech�Ĺ���ʦ��ʼʱ�����Ǻͷ�����������ֹϵͳ��оƬһ����Ƕ����ƬPPE/PA�Ƴɵ�Կ�װ��С����Ⲣ���Ǽ����·�װ������������λ�ú���Ҫ���� Bolton˵����������������غ���Ƭ֮������λ�ü�ʹֻ�仯�˼�ǧ��֮һӢ�磬Ҳ��Ӱ�����ߵ�Ӧ�������������ߵĹ�������
���������Ͷ����ǹ���������⻨����Ortech��˾�ֵ��з�ʱ�䡣Bolton˵����Saab������Ʋ���������Լ���Ҫ��ʱ��GM�����Ortech��άԿ�װ�ģ�͡����ʦ����������˸�������������Կ����Ʒ������������������һЩԿ�װѵ��������ʹ��Ortech�Ĺ���ʦ�Dz����ܽ������������ϵ�һ�𡣾�����η��������ܵ�Э��֮��Saab�����ʦ��Ortech�Ĺ���ʦ�������ҵ�����˫��������ķ���������������������̺ķ����������е�ʱ�䣬�� Bolton˵�����������е���Щ����ʹ��Ortech��˾��û��ԭ�͵�����£�ֻ�������µ�ʱ���������������IJ�Ʒ������Щ���IJ����ܳ�Ϊ�����Ƴٹ���ʱ������ɡ�����ȷ�ϴ�ͳ�ļӹ��������������Ѹ�ٵ��깤������£������������������ҵ���Protomold��
����֮����������IJ���
�����յķ�������̸��֮��Bolton��ʼ��������άCADģ���ϴ���Protomold���籨��ϵͳ��ȥ������һ�ϴ����̷dz������Ҹ�ϵͳ���������Լ������ķDZ�Pro/E�ĵ�����һ��֮��Bolton�鿴���ĵ�������ʱ��������һ��HTML��ʽ�ı��棬���ݰ����ӹ��ı��ۡ��趨�Ͳ���������

ʵ�����ֽ����������Կ���ж�����ij�����͵ĵ�����������Щ�µ�Կ�װ���Ortech��˾Ϊ����������Saab SUV��Ƶģ�������������Կ����ϵͳ�ĵ��������ͷ�����������ֹϵͳ��Ӧ������
�ñ��滹�����˲�������Protomoldϵͳ�ӹ���λ����Ʒ��������磬Ortech�IJ���ģ������һЩ�ӹ���λ��ֱ��С��Protomoldϳ������С�ӹ�ֱ�������ң���ʱProtomoldϵͳ��֧�ֲ���ӹ��������ȷ�Ǹ����⣬��Ϊ��ʵ��������ǰ���еIJ�������ijЩ����ĵ��ۣ�����ĿǰԿ����һ������ԣ�Կ����ǵ�װ����Ҫ�ӹ������ۡ�
���⣬�����Ҫ�ر�ʾ��Protomold�����������������ͼ֮�����������Bolton�Ըñ���ʹ�ò�ͬ��ɫ��"������ͼ"����ע����ģ����������ķ��������˼��ߵ����ۡ�������ͷ����ݱ��棬Bolton��������ԭ�Ͳ�Ʒ��ֱ�����ʵ��ĵ�����ȥ���ۺϹ��ܣ����ý�ˮճ�ͺϵİ취����װ�䡣��ˣ������˶������������µ������10����յ��������IJ�����
����ӹ�
Protomold��˾�Ŀ���������������������ڽ�CADģ��ת��Ϊ��ʵ�IJ������������ٶȾ��ˡ��������ٶȵ���߽����˲�����Ƶ����ɶȡ���˾��CNC�����ػ����������ͻ��ͻ���������ƺ����������ڲ����ߴ缰���ӳ̶��ϵľ����Ѿ����ֳ����ˡ��������������Ҳ�õ��˸��ơ�Protomold ��˾���ܲü�CEO Brad Cleveland˵���������������������ս�����Ҫ�ĸĽ�����
Joseph Ogando�� DESIGN NEWS���༭
�����ʼ���jogando@reedbusiness.com.
ԭ�ء�DESIGN NEWS China��
ʮ�ˡ�����ģ�߿������켼��
���пƼ���ѧ �ź�Ÿ
������ģ(RT)�����������ǿ����������ģ��(RMT)�����ܹ�ʹ�²�Ʒ�����Ѹ��ת��ɸ�Ч���ͳɱ������ʵ�������������ռ�г�����Ȼ����ϳ��������RMT������������ս����RMT������ijЩ�����Ծ��л�е�ӹ��������ɱ�������ơ�
�������������С������������������;��Խ���ģ�ߵĿ������켼���ܵ������ע��Ȼ����Ŀǰ���;��Խ���ģ�ߣ������Ǵ�����ģ�ߵĿ������켼���в����죬���ǿ�����ģ������һ����չ��ȡ�ø���Ч����Ҫ����Ĺؼ����ڡ�
������ģ�����ɷ�Ϊ��RP������ԭ�ͣ�ϵͳ�����Ŀ���ԭ�ͻ��ɲ�Ʒԭ����ģ�ߵļ�ӷ�(IRT)���Լ���RPϵͳ��ģֱ������ģ�ߵ�ֱ�ӷ�(DRT)�����ࡣ��ӷ�ʵ������RP��������֮ǰ���ѳ��֡�����RP�����ĵ�������չ������ֱ�ӷ���������ֱ�ӿ����������ģ�ߵ�RMT����Ȼ�ܵ��߶ȹ�ע����Ŀǰ���ڿɳ��γߴ緶ΧС�����ھ��ȺͲ������ܵĿ��Ʒ����д������ѣ���ʵ�û��̶�Զ���ڼ�ӷ���
������ģ���켼��
RT�����ڹ轺����֬�ȷǽ�������ģ�������췽����ȡ�ó����������ԭ�Ϳ��ٸ���ģ�ߵļ�ӷ��ɱ��͡����ڶ̡���״����С�����ƾ��Ƚϸߣ���������RPԭ�ͱ������ӹ����ɵõ����������ϸߵ�ģ�ߣ�����÷����õ���ࡣ����Ҳ�в���SLA����̻����εķ���������ֱ�ӷ�������֬/�������ϲ���ע��ģ�������ѹ����ģ�ߵȡ�Ȼ������Щ������������ģ��ģ�ߵ����죬ģ�߲��������;��Բ����ȱ�ݣ��������ȴ����Բ��ߣ������ģ�߱����¶ȷֲ������ȣ��Ӷ�����Ӱ�������������ˣ��ۺϻ�е�����������ȴ����Ժü������ȶ��������Ľ���ģ�ߣ��ر�����ĥ����ʴ����ϵ�Ͻ�Ľ���Ӳģ�������켼�����ܵ����ǵĹ�ע��
���ٽ���Ӳģ���켼��
����ģ�ߵļ�ӿ������취Ŀǰ��Ҫ�����졢��ĩ�սᡢ����������ȷ�����������Դ����������о���Ӧ��������
1��������ģ��
���취����ʵ������RP���������ϣ������д����Ե�������3D Systems��˾����Quick Casting�����գ����ص��Dz���SLAԭ�ʹ�����ģ��ʵ���˾������죬���Ƶķ������в���FDM������ģ�ȡ��������Ͻ������취������������ע��ģ����ѹģ������ģ��ѹ��ģ�ȣ��������취�������е�ȱ�ݣ���ʹģ�߱���ͳߴ羫�Ȳ��ߣ������������������ͳߴ羫��Ҫ��ߵ�ע�ܺ�ѹ��ģ�ߡ��ݱ�������������˲���RPԭ�Ͷ�ֱ����������ע�ܺ�ѹ��ģ�ߵļ�����
2����ĩ�սᷨ
3D Systems��˾����Keltool�������Ƿ�ĩ�սᷨ�Ĵ������÷�����ԭ�ͻ�轺ģ��ע�������ĩ���ϼ��Ļ�������̻�����ģ�����սᡢ������֬��ͭ�����Ⱥ�����ģ�ߡ�����Ҫ���ģ�ߵľ��ȣ��ɲ�ȡ����ϸ��״��ĩ�ȴ�ʩ���˷������ŵ����ĩұ�������ƣ�����ʹ�õIJ��������١��䲻��֮���Ǹ��ơ��սᡢ�����ȹ���࣬��ʹ��ģʱ��ͳɱ����ӡ�
������ѧ�д������о���Ұ��ԣ֮��������Powder Casting��������ǰ�ߵ������ǣ��Ƚ���ĩע��轺ģ�ڣ�Ȼ����ע���ϼ�������ѹ���սᡢ��ͭ�ȹ����õ������ģ�ߡ���Ȼ�÷����ľ��ȸ���ǰ�ߣ������շ��ӣ������������ߴ�ģ�ߡ�
3��������ģ��
������ģ����һ�ֽ�����ԭ�ͺʹ�ͳ�����������ϵķ�����Ŀǰ�����ڸ��γ��DZ����ģ�����졣��CEMCOM��˾�Ķ������մɸ��ϲ��ϲ�ǿ(NCC)����Ϊ�������������Ϊ���ȶ�RPԭ�ͱ�����б�Ҫ�ı��澫���紦����Ȼ��ԭ����Ϊĸģ���������÷��ڵ���Һ(����)�У�����Һ�еĽ��������ڵõ���ԭ��ͻ���������ԭ���ϣ��Ӷ��γɵ������壬Ȼ�������մɸ��ϲ��϶Կ�����в�ǿ��֮��ԭ�ͷ���͵õ���ģ����ǻ���ù��յ���Ҫ�ŵ��Ǹ��ƾ��ȸߣ�������ע�ܡ����ܵ�����ģ�ߺ�ѹ��ģ��ģ����ǻ�������Լ�����͵缫�����졣���ǣ��÷���ͬʱҲ�������������ڳ����ɱ��ϸߣ��Լ��������Ⱦ��Һ���д�����ȱ�㡣
ͼ1 ����Ӳģ�������켼���Ļ������գ�����2�ǶԹ���1���Ż���
4��������ģ��
Ϊ�˽�����������ڵ����⣬���˷�ԭ�����䷨����ĵ��۵�Ͻ�ģ���;��ԵIJ��㣬�����ڽ�������䡢���ϲ��ϡ����졢��������ȼ����Ļ����ϣ��ɹ��ؿ�������һ���ɿ���ԭ������������Ȼ���ƵIJ���ֻ�̼���ٺϽ�ע��ģ������������ģ�ߵķ�������������չ�����ͼ1��ʾ������2�ǶԹ���1���Ż������ü����Ĺؼ��ǿ����˿�����ĸ��۵�Ͻ��Լ����ڷ�����մ�������ԭ�͡����з��Ĺ����У����߶Թ���1������һ�����ƺ��Ż�����ù���2��������Ϊ������1����ԭ������RPԭ�;��轺ģ���θ��Ʋ��ܻ�ã����ڹ���϶࣬ʹ���ȿ����Ѷ���������2��ʡȥ��1��2�������ƹ���ֱ����������ԭ�ͣ��Ӷ������������ģ���ڡ������˳ɱ��Լ��������ģ���ȣ��������ڴ����ͽ���ģ�ߵĿ��١��ͳɱ����졣����2����ģ�߱���ʹ�ø��ֲ�ͬӲ�ȵĺϽ𣬸ߵ�Ӳ�ȿɴ�HRc63���Ƴɵ�ģ�߳ߴ羫�ȿɴﵽ0.02%��ƽ���ֲڶ�Ϊ0.2~0.4mm��Ŀǰ���ü����ѻ���ҷ���ר�����������µ��й����ʷ���ר�����ô˼��������ע��ģ�ߺͳ��ͼ���ͼ2��ʾ��


ͼ2 a��bΪ���䷨�����Ħ�г����串�Ǽ������ģ�ߣ�cΪ�ø�ģ��ע�ܵIJ�Ʒ
��2003��9��10~13�վ��еĵ�������ʹ�ģ�ߴ���ϣ�Ӣ��ţ���ѧ���������ع�˾�����˲��õ绡���������������Ǽ���ѹģ����ȡ��ԭ�����ػ��������ӹ���ģ�Ĺ��յ��о��ɹ����������ü�������������һ������ԭ�ͣ�Ȼ�������ȴ���̷����������ͽ�ϼ���Ͻ��Ͻ�ע�������У���-40���½����䶳���̡�����ȥ��ˮ�֡����´����IJ��裬��������ǿ��֮�ͻ�����մ�������ԭ�͡��ü��������˻����˵绡�������·������ȴ���Ʒ�ʽ���ܹ�ʹԭ�ͱ�������ֿǺ��2cm����ģʱ�����̵���ԭ�з�����1/5������ģ����δ��������
������ģ�����ķ�չǰ��
������ģ���������봫ͳ�Ļ�е�ӹ���ģ�����ľ����в�������չ�����ġ���Ȼ����������ϳ�������õ�Ѹ�ٷ�չ����ߴ�10����ת/�ֵ�ϳ���ٶȺ����õı��澫���Ѵ������˻�е�ӹ���ģ�����ľ��������ټ��ϵ�ӹ���������ʹ��е�ӹ���ģ������Ϊ������ģ����ǿ��ľ������֡����ǣ�����������ϸ��״���������ӣ��Լ������ݶȹ��ܲ��ϺͲ�ͬ���ʱ����ģ�ߵȷ��棬������ģ����Ҳ���Ż��ӹ����ɱ�������ơ����⣬������ģ������������Դ����С���ɲ��ʸߡ�������Ⱦ�ٵ��ŵ㡣�������ڻ�е����ȥ���ӹ���ģ�����췽���ǽ�����ȥ������Ҫ����״���˹��̱�Ȼ����һ���ķ��ϣ�������������ȷ��������ģ�߱��渽�������ģ�߲��ϡ�������ֱ�ӿ�����ģ������������ѻ�����Ҫ����״���ɡ���ˣ�������ģ�������кܺõķ�չǰ��������Ϊ��21��������ҵ��Ϊ��ע����ģ����֮һ��
Ŀǰ���ҹ����������ҵ硢����/ͨѶ���Ṥ�������ҵ�²�Ʒ�Ŀ���Խ��Խ�벻��������ģ���������ڸü������ҹ��ķ�չ��������Ϊ�����ǵij�ԶĿ��Ϊ����������ԭ���ԵĶ����̡��߾��ȵĿ�����ģ������²��Ϻ��¹��գ����γɾ����ҹ�����֪ʶ��Ȩ�Ŀ�����ģ���ļ�����������֮�����ǼӴ���ڴ����͡�������״���;��ԡ��߾��Ƚ���ģ�ߵĿ��ټ��ͳɱ������¹��պ��²��ϵĿ������ȡ�
ʮ�š����ڼ�������(FDM)���ٳ��ͼ������
������ƴ���ٳ��ͿƼ�����˾
FDM���ٳ��ͼ�����������Stratasys��˾�������Ƶġ����з�չǰ�����ٳ��ͼ���֮һ��
FDM�����ص㣺
1) ���Ĺ������������ϡ���ABS�����������ɴ��нṹ���ܵ�ģ�͡�
2) ����ʹ�����ֲ��ϣ���ѡդ��ṹ�䵱��ա�
3) ���Ⱥ������������ϸ˿������һ���������м�����
4) ���������ϵ���ϵ��¶ȵĹ�������ƽ���Ѹ����ȴ�̻���
5) ��������չѸ�٣������û�������

���ڼ�������(FDM)--�����ܵĿ��ٳ�����
�� ���ڼ�������(FDM)���յIJ���һ���������Բ��ϣ�������ABS��PC�������ȣ���˿״���ϡ���������ͷ�ڱ������ۻ�����ͷ������������������켣�˶���ͬʱ���ۻ��IJ��ϼ���������Ѹ�ٹ̻���������Χ�IJ���ճ�ᡣÿһ����Ƭ��������һ���϶ѻ����ɣ���һ��Ե�ǰ����λ��֧�ŵ����á����Ÿ߶ȵ����ӣ���Ƭ�������������״���ᷢ���仯������״�����ϴ�ı仯ʱ���ϲ������Ͳ��ܸ���ǰ���ṩ��ֵĶ�λ��֧�����ã������Ҫ���һЩ�����ṹ����֧�������Ժ������ṩ��λ��֧�ţ��Ա�֤���ι��̵�˳��ʵ�֡�
�� ���ֹ��ղ��ü��⣬ʹ�á�ά�����ɱ��ϵ͡��������ε����ԭ�ͣ�����ֱ������ʧ�����졣��ABS�����ԭ������нϸ�ǿ�ȶ��ڲ�Ʒ��ơ������������ȷ���õ��㷺Ӧ�á��������ֿ�����PC��PC/ABS��PPSF�ȸ���ǿ�ȵij��β��ϣ�ʹ�øù����п���ֱ�����칦����������������ֹ��վ���һЩ�����ŵ㣬�ù��շ�չ��ΪѸ�٣�ĿǰFDMϵͳ��ȫ���Ѱ�װ���ٳ���ϵͳ�еķݶ��ԼΪ30����
������ά��ӡ�����ص�
�� ��ʹ�ü��⣬ά�����ɱ��ͣ��۸��dz������Ƿ�������ά��ӡ��һ����Ҫ���ء������ڸ�����Ƶ���ά��ӡ����ԭ�;��Ⱥ�������ѧ����Ҫ�ߣ����˵ļ۸������ܷ��ƹ㿪���ľ��������ء�
�� ����˿�ģ���࣬�������ף�������ʹ�÷�ĩ��Һ̬���ϵĹ�����ȣ�˿�ĸ�����࣬���ڸ��������棬�������豸�л��γɷ�ĩ��Һ����Ⱦ��
�� ����������Ҫ�����ӵ�һ���ӵ�ʱ�����֧�ź�ԭ�ͼ���ʹ�á�������Ӧ�ý϶��SL��SLS��3DP�ȹ��վ�������������Һ��ͷ�ĩ�IJ��裬������Ҫ���к�̻���������Ҫ����ĸ����豸����Щ����ĺ�������һ��������ɷ�ĩ��Һ����Ⱦ�����������˼���Сʱ��ʱ�䣬�����ڳ�����ɺ�����ʹ�á�
�� �����ٶȽϿ죺һ��������FDM���������SL��SLS��3DP������˵���ٶ��DZȽ����ġ��������ά��ӡӦ�ã���Ҳ��һ�������ơ����ȣ�SL��SLS��3DP���в����̣��̷�/Һ����ƽ�����������һ�γ��Ͷ��ԭ�����ٶȺܿ죬����3DP��������һСʱ����25mm���Ҹ߶ȵ�ԭ�͡���ά��ӡ�����Ϳռ�С��һ�ζ����1��2��ԭ�ͣ�������������ǵ��ٶ��ŵ�Ͳ��������ˡ������ά��ӡ����ԭ��ǿ��Ҫ�ߣ�����FDM���տ�ͨ����Сԭ����ʵ�̶ȵķ�����߳����ٶȡ�ͨ�����ǵ����飬����ijЩ�ṹ�ص��ģ�ͣ���߳����ٶ��Ѿ����Դﵽ60��������/Сʱ��ͨ�������Ż�����������������Ԥ�ƿ��Դﵽ200��������/Сʱ�ĸ��ٶȡ�
���������������
�� ��������һֱ��FDM���յ���Ҫ�ŵ㣬��ABSԭ��ǿ�ȿ��Դﵽע�����������֮һ���������ַ�չ��PC��PC/ABS��PPSF�Ȳ��ϣ�ǿ���Ѿ��ӽ�����ͨע�����������ijЩ�ض����ϣ����ã�ά�ޣ���ʱ�滻�ȣ���ֱ��ʹ�á���Ȼֱ�ӽ���������ͣ������������о�������˾���ڽ����ⷽ����о����ǵ������ԭ�������һ���о��ȵ㣩�IJ������ܸ��ã����������������FDM������һ�ַdz����˵Ŀ������췽ʽ�����Ų������ܺ���ˮƽ�Ľ�һ����ߣ��������ţ����и����FDMԭ���ڸ��ֳ���ֱ��ʹ�á�
Stratasys��˾�����ܴ�����������ƴ���ٳ��ͿƼ�����˾
��ʮ�������սἼ��������ҵ�е�Ӧ��
Dr. Christof M. Stotko
���ӻ�������ζ�ſ���ֱ�Ӵ���άCAD���������п��١�����һ����������
���ҵ�������Ų�Ʒ�������ڲ��ϱ�̶���������ȴ�������������⡣���⣬�ͻ��ǿ�ʼҪ���Ʒ����������ǵ�Ҫ�������������������Ĺ�˾�ڿͻ�Ҫ��ij��Ʒʱ����δ����Ҫ��������Ϊ�˱������ֲ�����������˾�����ǵ�ҵ���м������൱һ���������IJ�Ʒ��������͵������г�����û������������²�Ʒ���������������۵ĸ�����ȴ�����ˡ�������Ͷ���г���ÿ����Ʒ��Ӯ��ʱ��ͱ���ˡ�
һ�����ܵĽ���������Dz����µ��ֶν��в�Ʒ�Ŀ��������������ۡ���Щ�ֶι�ͬ�ص�����������������ڿͻ����뵽��˾���Ӹ���ֵ�Ļ����С����˵����������ν��������ʽ�������������ͻ��빫˾����һ������/���Լ��ļ������¡�Ȼ����������ʽ����������Ҫ��һ�ֿ���֧��ֱ�۵IJ�Ʒ��Ƶ������ֶΡ������ս��������һ�����������ֱ�Ӵ�CAD�����ݽ�����������������������������ƣ���Ϊ��Ʒ��Ʋ�����ڼӹ��Ĵ�ͳ��ƹ��������ܵ����ơ�
�����ս�����ι�����
�ԴӶ�ʮ���;�ʮ������ڣ������ս�ͳ�Ϊ��Ʒ������һ��ɹ��Ĺ��ߡ���Ϊ����ԭ���������ļ������������������άCAD�������ܹ��ڼ����ھ͵õ�������ȫ��ԭ�ͣ�ģ��ģ�ͣ������ڴ�����Ͷ���г���ʱ�䡣�ü����ĸĽ������֪ʶ�����Ӵ����������������ʹ�÷�Χ��Ŀǰ�������ս��ǵ��ӻ�����Ĺؼ���������ֱ�Ӵ�CAD�ļ����п��١����ͻ����������
�����ս���һ��ֲ�ӹ����켼�����������ǰ�����������ά���ݿ��á�������ά��������ת��Ϊһ������Ƭ��ÿ����Ƭ������ȷ���߶ȵ��������档�����ս����ͨ������Щ��Ƭһ��һ����ۻ��������Ӷ��õ���Ҫ����������ÿһ�㣬�������������ڽ���ĩ�ۻ���������ɨ��װ�ã���������������ӡ������ĩ���ϣ������Ͳ�����һ���̻��IJ㣬�ò�����Ϊ�깤�����һ���֡���һ�����ڵ�һ������������ӹ���һֱ�������ӹ�������ɡ�
��������ļӹ�
��������ҵǿ�ҵ�Ҫ�����Ʒ�ܹ����ж��ơ���Ϊ�ɹ���������Ʒ���ص����������Զ�������ѧ���Ե���Ӧ���ù�ҵ�����ṩ�κδ��ģ����IJ�Ʒ��
���ü����ս������������豸�Ĺ������£�
1. ������������һ������������ĸ��Ƽ���
2. ��ɨ����ɨ��������������õ���ά���ݡ�
3. ����ά�����м���һ����ʶ�룬�ڼ����ս���̺��������������ʶ�õ�����������ǡ�
4. �����ս���ǡ�
5. �������ս����Ǻ͵���Ԫ�����������
�������豸��ҵ�������ս��Ѿ���Ϊ������̵�ѡ��
���������ͬ����Ч�ʹ�������������һ����ͬ�IJ�Ʒ���Dz�ͬ�ģ�һ��д���ԣ���Ʒ�������ս�ϵͳ�����Ͱ����п��Է��ü��ٸ���������ǣ�����һ�����Ͼ����������ٸ���Ʒ�����ӻ�����������������DZ������û������һ�������������£�����ֱ��������άCAD���ݽ������������ʮ�ֹؼ��Ĺ��ܡ��ڲ�Ʒ�����ĺ��ڣ������ݿ��Ա��ظ�ʹ����������ԭ�����νṹһ���ı�����ÿ������������ڶ���һ�����кţ���Ϊ����ʹ�õı���롣
�ڼ����սἼ��������ˮ�ϣ�ÿ̨���ϼ����ս����ÿ����Բ���100,000����������ǡ�
Hammtronic���ݸ���Hi-Drive����������
FIT��˾�ɹ���Ӧ����ֱ�ӽ��������սἼ����DMLS�������ҵ����Ϊһ���ṩ��ʩ�������ṩ�˴��¡����ӵIJ��ݸ�ת��ϵͳ�Ŀ��ٿ����;��õ�С�������������ݸ���ˮ�߰�����15���������������������������еװ�úͿ��ء�����Ҫ��������ڿ��̵�ʩ���ֳ��еĸ߿ɿ��ԣ����ӵļ���װ��Ҫ�����ϲ����и߾��ȣ���������Ҫ�μ�չ�ᣬҪ��Ŀ������ں̡ܶ�
FIT��˾��������DMLS����������14��ߡ����ü����սṤ�������˳���70,000��ע����ģ�������������һ�����ֱ�����������ϵļ����սἼ����������תʱ���Ǿ��ܣ����л�����Ϊ�ͻ�����ϵı䶯���������ܵ����ӡ�ͨ��ѡ���սἼ����Ϊ�����ֶΣ�FIT��˾�ܹ�������Ŀ�ijɱ����봫ͳ������Ƚ�����50%��
���ü����ս������е��ӻ����������ͬ�Ĺ�ҵ�Ѿ���Ϊ���еķ�������Ҫǿ�����ص��ǣ��ü��������ڿ��ٳ��ͻ�������У������ڶ�Ʒ�ֵĸ��Ӳ�Ʒ��һϵ��������Ҳ�ǿ��еġ�����Щ��Ʒ����ͨ�������սἼ�����н����������������������ӻ������Ӱ�����ͨ������ӹ�������ʱ��ͳɱ������ģ����ü����ս�Ŀ���Ʒʹ��ijЩ��ҵ�뾺����ҵ��ȣ��������Ƶõ���ߡ�
����������Ӧ��ʵ���������ս�ͨ���ṩ���ٵ��ṩ���ʹ��ߣ����Դٽ�����Ч�档�����Ҫ��Ĺ��߸��ӶȺܸߣ���������Գ������ơ���Hammtronic���ݸ˵����ӿ��Կ��������ü����ս����������߿��Խ��Ϳ������̵ı���ʱ�䡣
�����ս����һ�����ڿ��ٳ��͵���Ч���ߣ����������Ϊ��Щ��Դ�����ͬ���Ӳ�Ʒ�Ĺ�ҵ�����칤�յ�ѡ��
FIT��˾��������DMLS����������14��ߡ����ü����սṤ�������˳���70,000��ע����ģ�������������һ�����ֱ�����������ϵļ����սἼ����������תʱ���Ǿ��ܣ����л�����Ϊ�ͻ�����ϵı䶯���������ܵ����ӡ�ͨ��ѡ���սἼ����Ϊ�����ֶΣ�FIT��˾�ܹ�������Ŀ�ijɱ����봫ͳ������Ƚ�����50%��
���ü����ս������е��ӻ����������ͬ�Ĺ�ҵ�Ѿ���Ϊ���еķ�������Ҫǿ�����ص��ǣ��ü��������ڿ��ٳ��ͻ�������У������ڶ�Ʒ�ֵĸ��Ӳ�Ʒ��һϵ��������Ҳ�ǿ��еġ�����Щ��Ʒ����ͨ�������սἼ�����н����������������������ӻ������Ӱ�����ͨ������ӹ�������ʱ��ͳɱ������ģ����ü����ս�Ŀ���Ʒʹ��ijЩ��ҵ�뾺����ҵ��ȣ��������Ƶõ���ߡ�
����������Ӧ��ʵ���������ս�ͨ���ṩ���ٵ��ṩ���ʹ��ߣ����Դٽ�����Ч�档�����Ҫ��Ĺ��߸��ӶȺܸߣ���������Գ������ơ���Hammtronic���ݸ˵����ӿ��Կ��������ü����ս����������߿��Խ��Ϳ������̵ı���ʱ�䡣
�����ս����һ�����ڿ��ٳ��͵���Ч���ߣ����������Ϊ��Щ��Դ�����ͬ���Ӳ�Ʒ�Ĺ�ҵ�����칤�յ�ѡ��
��ʮһ�����ٳ��ͼ����������е�Ӧ��
������������˾���������о�Ժ ����
���ٳ������켼����Ŀǰ�����ϳ������б��ܹ�ע�Ľ��㡣������Ϊһ�ͳ�Ĺ��գ�����ɱ��͡���������Դ��Ի�ø�����״�ʹ��͵���������ַ������ߵ��ص�����ƣ��������²�Ʒ������ȡ�ÿ۵ľ���Ч�档
���ٳ������켼���ֳ�Ϊ����ԭ�����켼�� (Rapid Prototyping Manufacturing�����RPM)����һ��߿Ƽ��ɹ���������SLS��SLA��SLM�ȳ��ͷ���,������CAD���������ؼ��������⼼���Ͳ��ϼ������ִ��Ƽ��ɹ������Ƚ����켼������Ҫ��ɲ��֡��봫ͳ���췽����ͬ�����ٳ��ʹ������CAD����ģ�ͳ�����ͨ�������ֲ���ɢ�����س���ϵͳ���ü��������������������϶ѻ����γ�ʵ������������ֳ�Ϊ�����������취(Material Additive Manufacturing �� Material Increase Manufacturing)���������Ѹ��ӵ���ά����ת��Ϊһϵ�ж�ά����ĵ��ӣ���������ڲ���ģ�ߺ��ߵ������¼����ܹ��������⸴����״���㲿������������������Ч�ʺ��������ԡ������ؼӹ������졢��������Ϳ���轺ģ�������ֶ�һ�𣬿����Զ������ѳ�Ϊ�ִ�ģ�͡�ģ�ߺ���������ǿ�����ֶΣ���Ŀǰ�ʺ��ҹ������ʵ�ֽ�������ĵ�����С���������������Ч�������ں��պ��졢����Ħ�г����ҵ������õ��˹㷺Ӧ�á�
���ٳ��ͼ����ܹ���ݵ��ṩ���������������ģ�����ʧ��ģ�Լ�����ɰ�������ľģ��ɰģ������˴�ͳ��������ģ��ľģ���Ʊ����ڳ���Ͷ����������������ȸ��ӹ��������⡣���������켼��������ʯ�������죩��ɰ�����켼�������ҹ��Ƿdz�����ļ����������ּ������л���ϣ�ʵ���������ĵͳɱ���Ч�棬�ﵽ�˿��������Ŀ�ġ�
RPM�������ص�
���ٳ��͵Ĺ�������������һ����Ʒ����άCADʵ��ģ�ͻ�����ģ���ļ�������ת�����ض����ļ���ʽ��������Ӧ���������ļ��������� ���趨��ȵ�һϵ��Ƭ�㣬����ֱ�Ӵ�CAD�ļ��г�һϵ�е�Ƭ�㡣��ЩƬ�㰴�����ۻ���������������������״��Ȼ������ÿһƬ������ϴ��������Զ����ͻ���ȥ���ò������ӷ����Լ���Ϊ����Դ�����ν�ÿһ���ս���۽Ტͬʱ������㣬ֱ�����������������Ͳ���Ϊ���ֿ��ս��ĩ����ʯ�������ϡ����۵������ĩ�����ǵĻ�Ϸ�ĩ��
���ٳ��ͼ����봫ͳ������Ⱦ��ж��ص���Խ�ԣ����ص����£�
1. ��������ƹ��̺�������̵ļ��ɣ����������������ֻ�����CADģ�;���ֱ�ӵĹ����ԣ�������������ã�����ʱ�ġ���ʱ���죬�����˸��ӽṹ���CAD/CAM������CAPP��ƿ�����⡣
2. �ɼӹ���ͳ�������������������ʣ����ݶȲ�����������������ȣ��������²��ϵ���ơ�
3. ���츴�����ë��ģ�ߵ����ںͳɱ���ͣ��ù��̲���ֱ�ӳ��λ�е���ʱ��������Ҫ�������ë������ģ�ߣ�
4. ʵ����ë���Ľ����ͳ��Σ���е�ӹ���������С�������˲��ϵ��˷ѣ���������Դ�����ģ������ڻ����Ϳɳ�����չ��
5. ���ڹ�������ʱ��ͷ��ô����٣�ʹ�õ������ơ�С�������������ںͳɱ���ͣ��ر��������²�Ʒ�Ŀ����͵���С���������������
6. �봫ͳ�������ϣ���ʵ�ֿ������졢����ģ�����졢С������������ȹ��ܣ�Ϊ��ͳ���췽��ע���µĻ�����
RPM�����������е�Ӧ��
1. ��������
�����������������췽�����ȷ��һ�֣�����һ������0.5�����ҿ��ظ��Ժã�����ֻ�������Ļ��ӹ��Ϳ���Ͷ��ʹ�á�������ģ��һ����ʹ�ã�ʹ�������ڲ��ṹ���ӵ������Ϊ�˿��ܣ��������������ӹ�������������������ܾ����������źܶ����Խ�ԣ������������̸������߳���ѹ����ģ����ģ���������临�ӳ̶Ⱥͳߴ��С��һ��Ҫ�����ܵ�������ʱ�䡣�õ���ģ��Ҫ����ʱ����ܵõ��������⼸����Ҫ�����������Ϳǡ����˺�ʱ�⣬�������컹�ܷѹ���50����80���ķ��ö��������˹������⣬С���������е�ģ�߷��÷�̯��ʹ���۰���
���ٳ��ͺ;��������ǻ����ģ������ַ����������ڸ�����״��������졣���û�п����Զ����ͣ���ģ���������Ǿ��������ƿ�����̣�Ȼ��û�о������죬�����Զ����͵�Ӧ��Ҳ����ںܴ�ľ����ԡ����ٳ��ͼ����ھ��������е�Ӧ�ã����Է�Ϊ���֣�һ����ʧ���ͼ���ģ�����̣�����С����������������ֱ���ͿǷ�������С�����������ǿ�����ģģ�����죬���ڴ�����������
ͼ1 ��������ģģ����������ͼ
2. ��������
������ҵ�ر��Ǻ��ա����졢�������������ص���ҵ��������ĺ��IJ���һ���Ϊ��������������൱��Ľ�������ǷǶԳ��Եġ����Ų����������ṹ���Ӷ��ڲ��ֺ��о�ϸ�ṹ���������Щ�����������������������ӹ��ķ������������������в��ÿ��ٳ��ͼ���ĸģ�����ģ�����ƽ������ķ����������������һ�֡�������Ϊ���칤��������������״�������
�����������У�ģ�塢о�С�ѹ���͡�ѹ��ģ�������������û��ӹ��ķ�������ɵģ���ʱ����Ҫǯ���������������ڳ������ʴ�ģ����Ƶ��ӹ�������һ����ڵĸ��ӹ��̣�����ʧ��Ϳ��ܻᵼ��ȫ���������ر��Ƕ�һЩ��״���ӵ���������ҶƬ��Ҷ�֡�����������ǵȣ�ģ�ߵ��������һ���Ѷȷdz���Ĺ��̣���ʹʹ�����ؼӹ����ĵȰ�����豸���ڼӹ������빤�տ����Է����Դ��ںܴ����ѡ�
RPM �����봫ͳ�������ϣ������ﳤ�̣ܶ��յ��°빦����Ч�������ÿ��ٳ��ͼ���ֱ��������ģ����������������迪ģ�ߣ��������ʡ���������ںͷ��á�ͼ2Ϊ���ÿ������췽���������ĸ���������ģ������������ͳ���������������죬ģ����������Լ����꣬���ü�ʮ���ÿ������췽�������ٳ���������ģ3�죬����10�죬ʹ�������������ԭ�ƻ���ǰ��5���¡�
ͼ2 ���ÿ������켼���������ĸ���������ģ
3. ʯ��������
��������ͨ���������ӿ��ٳ��ͼ���������������Ե��۵������������þ�Ͻ����ʯ�������죬Ч�ʸ��ߡ�ͬʱ���������ܵõ���Ч�ı�֤������ɹ��ʽϸߡ���ʯ������������У����ٳ��ͼ���Ȼ�ǿ���ʧģ�ͣ�Ȼ���ɴ˵õ�ʯ��ģ�����õ�����Ҫ�Ľ��������
ʯ��������ĵ�һ�����ÿ��ٳ��ͼ���������ʧģ��Ȼ���ٽ����ٳ�����ʧģ����ʯ�ཬ���еõ�ʯ��ģ���ٽ�ʯ��ģ�Ž�����¯�����ա����������ٳ�����ʧģͨ�����·ֽ⣬������ȫ��ʧ�ɾ���ͬʱʯ��ģ����Ӳ�����������һ��Ҫ�������ҡ������ר�ŵ���ս����豸�ڽ����ܵĽ������Ͻ�ע��ʯ��ģ����ȴ������ʯ��ģ�͵õ��������ˡ����������������ķ����ɱ��ܵͣ�һ��ֻ��ѹ��ģ������2����5�����������ں̣ܶ�һ��ֻ��2��3�ܡ�ʯ��������������Ҳ���뾫������ȣ�����������ջ�����ɽ�ע����������������������ͨ�������졣
ͼ3��ʾΪʹ��ʯ��������õ��ķ������������ϵ�в�Ʒ
(AI��������ҵ)
��ʮ�������ٳ��ͼ����ڷ��������е�Ӧ��
������ѧԺ ����ȫ ������ ������ ������
ժҪ�����������ں������켼�������\�������ϼ�������Ϣ��������һ�ָ�������ʽ�����ڿ��ٳ���(RP)�����ķ������췽����������������״�ͽṹ���������٣���ʹ֮����������ԡ����˹����������С����ֿ��ٳ����յõ���Ӧ����ʵ����
�ؼ��ʣ��������죻���ٳ��ͣ��˹�����
1 ����
�����徭����������ݻ�����ṹ����̬������һ�㶼�ܺ��������������õĻ��������ԡ���ˣ�����Ϊ����̬�����á����Ŀɴ�����չ���о���ģ������ϵͳ�Ľṹ�����ܡ�����ת�������ƻ��ơ�������ʽ�ȸ����������ԣ��ͳ�Ϊһ�ֱ�Ȼ���ơ�
���ڷ����ṹ��״���ӣ����ô�ͳ�ļӹ����������������ѣ��������������������ʵ�֣��Ҳ������ģ��Ӷ��ӳ��������ڣ����ӿ����ɱ������ٳ���(Rapid Prototyping, RP)������20����80������ֵ����ͼ�������������ƣ���Ʒ�����������켼����RP�����ǻ�����ɢ���ѻ�����ԭ�����������ֻ����ͼ����������ڼ�����Ŀ����£����������CADģ�ͣ�ͨ�����ϵľ�ȷ�ѻ�������ԭ�ͻ������RP�����Ļ���ʵ��;����������CAD������Ƴ��������άʵ��ģ�ͣ�Ȼ����άʵ��ģ����һ��������зֲ㣻�ٸ���ÿһ���������Ϣ�������ر�̣�����ڿ��ٳ��ͻ��ϼӹ���һϵ�в�Ƭ������Ƭ�Զ��������������ɵõ���άʵ�塣RP�����Բ��������������������ƣ�����������ߣ�Ӧ�ò��������������С��۳߶��ϣ�RP����Ϊ��ά���ӽṹ���������ṩ�����õ��ֶΡ�
2 ����RP�����ķ�������
��������������������������֮����ڵ�������Ϊ������ģ����Ȼ������ijɳ���ʽ�������졣��ͳ�ķ��������ǻ���DNA��������ҪӦ�����۷������졣
���ڶ�DNA���о�������������û�н��������Ҫ��ȫʵ�ֻ���DNA�ķ������컹�dz����ѡ�����RP�����ķ�����������Բ�Ʒ�ľ���ṹ�����в�Ʒ������������ͣ��������ڲ�ϸ�ṹ������ģ�����Լ������ֲ㡢��֧�ŵȼ����ļӹ��ʹ������ڿ��ٳ��ͻ��ϲ������������άʵ�塣����RP�����ķ������������ͼ1��ʾ��

ͼ1 ����RP�����ķ������칤������
���Ҫ�����������������ԣ������ڿ��ٳ������������ʹ������ɽ�֬���ϣ��ڼӹ���άʵ��ģ��֮��ֲ�������������ӣ��������������ض��ɷݵ�����Һ�У�����һ��ʱ�����άʵ��ģ�;Ϳ���������Ϊ����������ԵIJ�Ʒ��
����RP�����ķ������췽�����������˹��������˹����٣�����ҽ�������̣����������˹����⣬����һ�������������ṹ�Ļ����ˡ���������������Խṹ�Ļ��������������̨������
3 �����˹����������RP����
(1)����ӡˢ����(SLA)���Թ�����֬(���ϩ����֬)Ϊԭ�ϣ����ü���������µ����⼤����Ԥ��ԭ���ֲ���������Ϊ�켣���ɨ�裬ʹ��ɨ��������֬���������ۺϷ�Ӧ��̻����Ӷ��γɵ�һ��������档��һ��̻�������(����)�ƶ�����̨���ڸոչ̻�����֬���沼��һ���µ�Һ̬��֬���ٽ�����һ��ɨ��̻����¹̻���һ���ι̵�ճ����ǰһ���ϣ�����ظ�������ԭ��������ϣ���ͼ2��ʾ���ڿ��ٳ���ʱ��ѡ���������Ҫ�ɷ������ʯ�����⼤����Թ̻��ı�ϩ����֬������Һ��Ϊԭ�ϡ�
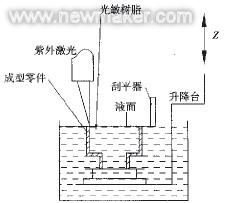
ͼ2 SLA����ʾ��ͼ
(2)�ֲ�ʵ������(LOM)���ղ��ñ�Ƭ���ϣ���ֽ�����ϱ�Ĥ�ȡ���ͼ3��ʾ��Ƭ�ı�������Ϳ����һ�����ܽ����ӹ�ʱ����ѹ����ѹƬ�ģ�ʹ֮�������ѳ��͵Ĺ���ճ�ӣ���CO2�������ڸ�ճ�ӵ��²����и���������������������ڽ������������֮�������������и�����¶�����������и���ɺ���̨�����ѳ��͵Ĺ����½������״Ƭ��(�ϴ�)���룻���ϻ���ת�����������������ϴ��ƶ���ʹ�²��Ƶ��ӹ�������̨�������ӹ�ƽ�棻��ѹ����ѹ�������IJ�������һ�㣬�߶�����һ���Ϻ������²����и������������˷���ֱ����������н���ճ�ӡ��и��꣬�õ��ֲ������ʵ��������������˹�����ʱ����ֽ���ɾ�����ʯ���߲��������ô�ͳ�����ӷ����ֻ���ʯ�����Ƴɱ�Ƭ��Ȼ�����LOM����������CTɨ�貢������CADģ�ͻ�ù�������άʵ��ģ�͡�
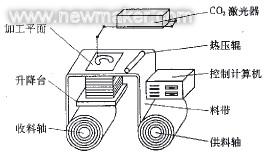
ͼ3 LOM����ʾ��ͼ
(3)ѡ���Լ����ս�(SLS)���������÷�ĩ״���ϳ��͵ģ���ͼ4��ʾ�������Ϸ�ĩ�������ѳ���������ϱ��棬����ƽ���ø�ǿ�ȵ�co2�������ڸ��̵��²���ɨ���������棻���Ϸ�ĩ�ڸ�ǿ�ȵļ��������±��ս���һ�𣬵õ�����Ľ��棬�������漺���͵IJ������ӣ���һ������ս���������µ�һ����Ϸ�ĩ��ѡ����ս��²���档SLS���յ��ص��Dz���������㣬����������������������������մɣ����Ȳ��ϵ�������ر��ǿ�����������������ʹSLS�����ľ�����������SLS���������֧�ţ���Ϊû���ս�ķ�ĩ����֧�ŵ����á��ڿ��ٳ����˹�����ʱ���������ʯ�մ���Ϊ��ĩ���ϣ��ܼӹ�������ֱ����ֲ�Ĺ�����
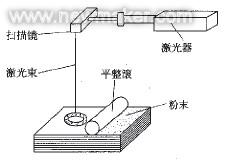
ͼ4 SLS����ʾ��ͼ
(4)��ά��ӡ(3DP)������SLS�������ƣ���ͼ5��ʾ�����÷�ĩ���ϳ��͡�����ͬ���Dz��Ϸ�ĩ����ͨ���ս����������ģ�����ͨ����ͷ��ճ���(��轺)������Ľ�����ӡˢ���ڲ��Ϸ�ĩ���档��ճ���ճ������ǿ�Ƚϵͣ����账�������յ�ճ�����Ȼ���ڸ����²����մɣ�ʹ�˹��������ܻ������ǿ�ȣ�����3DP����������˹���������һ�������ṹ���ܡ�
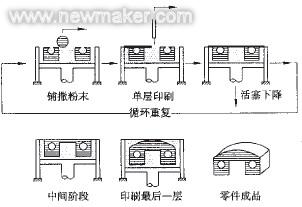
ͼ53DP����ʾ��ͼ
3DP���ղ����˴�ӡ�����е���ī��������ͷ�ڲ�ֱ�ӽӴ���ĩ���������£���ѡ��ؽ�ճ����絽��Ҫ��λ���ϣ��������Ƭ�����ճ��������3DP������Ҫ�������жԿ�϶�ʵĿ����Լ��Կ��ֲ��Ŀ���(��Լ100��m)�����õ����л����ϰ��������ᡢ���Ҵ����Լ����ǵĹ������������Ϊ������ʯ��
4 ����
�������켼���ǽ����ڲ��ϡ���Ϣ����������ӹ���ҽѧ�ȶ�ѧ�ƻ����ϵ�һ���ۺϼ��������ٳ��ͼ������Խ��������������еĴ����ӹ��ϵ����⣬�ر������˹�����������������췽�棬������ʵ�Ŀɲ����ԡ�
����飺����ȫ(1969-)�У������ڣ���ʿ�о�����Ҫ�о�����Ϊ�������켼���������������ƹ��̡�
�����ᣬŮ�����ڣ���ʿ����ʦ��
��ʮ�������ٳ��ͼ��������ڲ�Ʒ�����е�Ӧ��
�a���� ��ˮ�� ��ӱ�� ��ѩ��
ժҪ�������˿��ٳ��ͼ�������Դ���ص㣬���Լ��ֵ��͵Ŀ��ٳ����ս����˱Ƚϡ����������������ٳ��ͼ�����IJ�Ʒ����ģʽ�����ڲ�Ʒ�����е����á�
1 ���ٳ��ͼ����Ļ���ԭ��
��������������������������ܣ��ͳɱ���չ�Ľ��죬����������ҵ��г�����������ҵ�ľ�Ӫս�ԣ���50��60���������ģЧ���һ����70��80��������۸�����һ��ת��Ϊ90��������г���Ӧ�ٶȵ�һ����ʱ�����ر��ᵽ����Ҫ��λ(��ͼ1)��
ͼ1��Ʒ����ı仯
���ٳ��ͼ������������������£�ͨ������������ء�����Ͳ��ϵȸ��¼����ļ��ɶ���չ�����ģ�������ɢ�ѻ�˼���һ���Ƚ����켼��������ָ�ڼ��������������¸������CADģ�ͣ����ò��Ͼ�ȷ�ѻ�(�ɵ�ѻ����棬����ѻ�����άʵ��)�ķ�������ԭ�ͻ�����ļ�������һ�ֻ�����ɢ/�ѻ�����ԭ�����������췽���������ԭ���ͳ��ι�����ͼ2��ʾ������CAD������Ƴ�������ļ������ά�����ʵ��ģ�ͣ�Ȼ��ݹ���Ҫ���佫��һ����Ƚ��зֲ㣬��ԭ������ά����ģ�ͱ�ɶ�άƽ����Ϣ(������״)���ٽ��ֲ��Ķ�ά��Ϣ�������ش��룬��ƽ��ӹ���ʽ��˳��������ӹ���ÿ������ģ�Ͳ�ʹ�����Զ�ճ�Ӷ����Ρ�
ͼ2���ٳ��ͻ���ԭ��
80������ڷ�չ�����Ŀ��ٳ��ͼ���������Ϊ�ǽ�20��������������ش�ͻ�ƣ��������ҵ��Ӱ�����50��60������ؼ�����ȣ�RP���������Զ���ֱ�ӡ����١���ȷ�ؽ����˼��ת��Ϊ����һ������ԭ�ͻ�ֱ������������Ӷ����ԶԲ�Ʒ��ƽ��п����������ĺ����飬������̲�Ʒ�������ڡ�
2 ���ٳ��ͼ������ص�
2.1������
��CAD��Ƶ�ԭ������Ƴɣ�һ��ֻ�輸��Сʱ����ʮ��Сʱ���ٶȱȴ�ͳ�ij��η�����ö࣬ʹ���ٳ��ͼ��������ʺ����²�Ʒ�Ŀ����������
2.2�������һ�廯
����CAPPһֱ��ʵ���������һ�廯�Ľ��ѿ˷���һ���ϰ��������ڿ��ٳ�����˵�����ڲ�������ɢ�ѻ��ļӹ����գ�CAPP�Ѳ������ѵ㣬CAD��CAM�ܹ��ܺõؽ�ϡ�
2.3���ɳ�������
���ɵĺ�����������һ��ָ���Ը����������״������ר�ù��ߵ����ƶ����ɵس��Σ����Դ�������²�Ʒ������ʱ�䣻����ָ���������״���ӳ̶����ơ�
2.4�߶�����
����ı�CADģ�ͣ����µ��������ò���������������ͬ��״�����ģ�͡�
2.5���ϵĹ㷺��
���ٳ��ͼ�������������֬�ࡢ������ԭ�ͣ������������ֽ�ࡢʯ���ࡢ���ϲ����Լ��������Ϻ��մɲ��ϵ�ԭ�͡�
2.6�����ĸ߶ȼ���
RP�����Ǽ���������ݡ����⡢���Ϻͻ�е���ۺϼ��ɣ�ֻ���ڼ�������������ؼ����������������ʿ��Ƽ����߶ȷ�չ�Ľ���ſ��ܵ������ٳ��ͼ�������˿��ٳ��ͼ�������������ʱ��������
����ĸ��ӳ̶Ⱥ���������������ɱ������ء�
3 ���ֵ��͵Ŀ��ٳ����ռ���Ƚ�
3.1���ֵ��͵Ŀ��ٳ�����
(1)��̻���������(SLA-Stereolithography Apparatus)
�ü����Թ�����֬Ϊԭ�ϣ�����������µ����⼤�ⰴԤ��������ֲ���������Ϊ�켣���ɨ�裬ʹ��ɨ��������֬���������ۺϷ�Ӧ���Ӷ��γ������һ��������档��һ��̻���ϣ��ƶ�����̨����ԭ�ȹ̻��ӵ���֬�����ٰ���һ�����µ�Һ̬��֬�Ա�����²�ɨ��̻����¹̻���һ���ι̵�ճ�ϵز��ϣ�����ظ����������ԭ��������ϡ�
(2)�ֲ��������(LOM-laminated Object Manufacturing)
LOM���ս�����Ϳ�����ܽ���ֽƬͨ�����ȹ�����ճ����һ��λ���Ϸ��ļ���������C AD�ֲ�ģ���������ݣ��ü�������ֽ�и���������������������Ȼ���µ�һ��ֽ�ٵ���������ͨ����ѹװ�ú��������и��ճ����һ�𣬼������ٴ��и������������иճ�ϡ��и�����ֱ���������ģ��������ɡ�
(3)ѡ���Լ����ս�(SLS-Selected Laser Sintering)
�ڹ���̨�Ͼ�������һ��ܱ�(100��-200��)�ķ�ĩ�ڼ���������°�������ֲ�������ѡ���Եؽ����սᣬһ����ɺ��ٽ�����һ���սᡣȫ���ս��ȥ������ķ�ĩ���ٽ��д�ĥ����ɵȴ������������Ŀǰ����Ĺ��ղ���Ϊ���ۼ����Ϸۣ��ý����ۻ��մɷ۽���ճ����ս�Ĺ��ջ�����ʵ��Ρ�
(4)���ڳ�������(FDM-Fused Deposition Modeling)
FDM��ͷ��CAD�ֲ����ݿ���ʹ������״̬�IJ����м�ѹ�����������γ�������״�ı���ÿ���ȷ�Χ��0.025��0.762mm��һ���һ������γ��������ģ�͡�
3.2���ֵ��͵Ŀ��ٳ����յıȽ�
���ֵ��͵Ŀ��ٳ����յıȽ����1��ʾ

4 ���ٳ��ͼ����ڲ�Ʒ�����е�Ӧ��
4.1��ͳ�IJ�Ʒ����ģʽ
��ͳ�IJ�Ʒ����ģʽ�Dz�Ʒ��ƿ������������г�����������һ��չ����Ի�����ģʽ(��ͼ3)����ģʽ����Ҫ�����ǿ����������ڵ����⽫ֱ�Ӵ���������������Ӱ�쵽��Ʒ���г��ƹ㼰���ۡ�
ͼ3��ͳ�IJ�Ʒ��������
4.2���ڿ��ٳ��ͼ����IJ�Ʒ����ģʽ
���ٳ��ͼ����ij��֣������˲�Ʒ�����о�����ģʽ��ʹ���ʦ��ǰ��δ��ֱ�۷�ʽ�����Ƶĸо������Զ�Ѹ����֤���������Ʋ�Ʒ�Ľṹ�����Σ��Ӷ�ʹ��ƹ���������һ��ȫ�µľ��磬��������ƹ����е��˻������������˲�Ʒ���������ڣ��ӿ��˲�Ʒ���»������ٶȣ���������ҵУװ�²�Ʒ�ķ��գ���ǿ����ҵ�������ѵ����ȡ�
4.3���ٳ��ͼ����ڲ�Ʒ�����е�����
ͼ4���ڿ��ٳ��ͼ����IJ�Ʒ��������
��ͼ4�п��Կ�������������ٳ��ͼ����IJ�Ʒ����ģʽ�У����ٳ��ͼ����Ѳ����Ʒ�����ļ������л��ڣ�����Ҫ���ñ��������¼������棺
(1)Ϊ���߲��ṩ����ֱ����
һ���²�Ʒ�Ŀ������Ǵ�������ƿ�ʼ�ģ�����Ƿ�����ʵ�����������˸ò�Ʒ�Ƿ��ܹ����г����ܣ���ͳ�������Ǹ������ʦ��˼�룬��������Ч��ͼ���ֹ�ģ�ͣ������߲�������ڽ��к�����ơ������ڶ�άЧ��ͼ�ı���Ч���ܵ��ܴ����ƣ����߹����в���ֱ�ۣ��ֹ�����ģ�ͷ�ʱ���������ֲ�ֹ�ģ�������ʦ����ͼ�����Žϴ�IJ��죬��һ����һֱ���ܹ��õ��Ϻý�������ٳ��ͼ����ܹ�Ѹ�ٵĽ����ʦ�����˼������ά��ʵ��ģ�ͣ����ֹ�������ȣ�������ʡ�˴�����ʱ�䣬���Ҿ�ȷ�����������ʦ��������Ϊ���߲��Ʒ����ľ��߹����ṩ��ֱ��ȷ��ģ�ͣ������˾��߹����еIJ���ȷ���ء�
(2)������Ϊȱ�ݣ�����������
�ڲ�Ʒ�Ŀ�����ƹ����У���������ֶκ�������������ƣ�ÿһ����ƶ��������һЩ��Ϊ�����ȱ�ݣ�������ܼ��緢�֣��ͻ�Ӱ��������Ĺ�������ɲ���Ҫ����ʧ�������ᵼ��������Ƶ�ʧ�ܡ���ˣ�����ط��ֲ��������ȱ�ݱ��ʮ����Ҫ��ʹ�ÿ��ٳ��� �������Խ�������Ϊ��Ӱ����ٵ�����ȡ����ٳ��ͼ������ڳ���ʱ��̣���ȷ�ȸߣ���������Ƶ�ͬʱ����߾��ȵ�ģ�ͣ�ʹ���ʦ�ܹ�����ƽζԲ�Ʒ��������ֲ�����װ����ۺ����ۣ��Ӷ���������ϵ�ȱ���벻�������أ������ϵĸĽ���ơ����ٳ��ͼ�����Ӧ�ÿɰѲ�Ʒ�����ȱ����������ƽΣ�������߲�Ʒ��������������
(3)����������ڣ��ӿ쿪������
���ٳ��ͼ�����Ӧ�ã�����������Ʒ����ƺ�ģ���������У�����һ���Ʒ����Ƶ�ģ��������Ҫһ���൱����ʱ�䣬����ͳ������ֶΣ�ֻ����ģ�����պϸ����ܽ���������װ���Լ����и������ա������������з��ֵ���Ʋ�����֮������Ҫ��ԭ������ƽ����ģ�����Ӧ�Ķ�ģ�߽����ġ������ͻ�������������������ɴ����ظ��ԵĹ�����ʹģ�ߵ��������ڼӳ������յ�����ʱ��Լռ��������ʱ���20%��30%��Ӧ�ÿ��ٳ��ͼ���֮���Գ������ģ����������ʱ�䣬���ÿ��ٳ��͵��Ƽ���������װ��������飬��ʱ��ģ�����Ľ�����Ϣ��������������ģ��һ����ͨ�����գ�����ģ���������������������۲��й��������ӿ��˲�Ʒ�Ŀ������ȣ�Ѹ����ɴ���Ƶ�Ͷ����ת�������⣬���ٳ��ͼ����γɵ�ģ�Ͷ���ģ�ߵ��������������������Ե�ָ�����á����ھ����Ʒ��˵��ģ������ʱ����Դ�����̣�ģ��������������Եõ���ߣ���Ӧ�ĶԲ�Ʒ�����õ����ձ�֤���˻�����Ӱ�졣
(4)�ṩ����
����Ӧ�ÿ��ٳ��ͼ�������������Ʒ�ȶ�άЧ��ͼ����ֱ�ۣ��ȹ���վ�е���άͼ�������ʵ�����Ҿ����ֹ�������ģ����������ľ��ȣ�������������������бȽϴ�����ơ����ÿ��ٳ��ͼ����������������ܹ�ʹ�û��dz�ֱ�۵��˽���δͶ�����������IJ�Ʒ����ۼ������ܲ���ʱ�������ۡ�ʹ�������ܹ������û�������ʱ�Ľ���Ʒ��Ϊ��Ʒ�����۴�������������ͬʱ����������äĿ����������ɵ���ʧ��ͬʱ���ڹ���Ͷ����Ͷ�귽������Ҫ���ṩ��Ʒ��ΪͶ�귽ֱ��ȫ��Ľ��������ṩ���ݣ���Ƹ������ƣ�Ϊ�б괴������������
(5)����ģ������
�Կ��ٳ������ɵ�ʵ��ģ��ģо��ģ�ס���Ͼ�������ĩ�ս��缫��ĥ�������Կ���������ҵ��Ʒ����Ҫ�Ĺ���ģ��װ�豸������������һ��Ϊ��ͳ����������������1/5��1/10�����ɱ���Ϊ��1/3��1/5��ģ�ߵļ��θ��ӳ̶����ߣ�����Ч����������
(6)Ϊ���й��̵�ʵʩ�ṩͳһ���ݺ�����
���й��̽���21���Ϳ����²�Ʒ��������ʽ�������ٳ��ͼ����Dz��й����н��и���ԭ�ͺ�ģ����������Ч�ֶΣ����ṩ���µIJ�Ʒ����ģʽ�����ٳ��ͼ�����һ�����ڷ�չ�����Ƶĸ�������һ������ǰ�����ֳ�����ս���������ֵ�ý�һ�����о���Ӧ�á�
��ʮ�ġ��������������ʽ
MM���ִ����ϡ�
һ���µIJ�ѹ�ӹ���������Ҫ����ѳɱ�-Ч��������������ٹ�������ģ�������̴����˺ܶ����ơ�
ȫ���������ڵļ���������ҵ��Ӱ�����վ�����Ϊ�û������ṩ�²�Ʒ�ı�Ҫ�������ӣ�˭���Ƚ����û���Ҫ���²�Ʒ��˭��������Ļر�������һ��������֪����ʵ��
���ĵ��ص��ǽ���һ���¼����������ֳ���Խ����RTϵͳ�����������ڲ�ѹ�ӹ���������ķ�չ�����Ѿ���Ϊ���㼸����ҵRTҪ���һ�������������ѹ�ӹ���ǰ�ĺܶ��֮���Ѿ����˷�-��ʹ������Ϊ�����ڼ�����ҵ�Ĺ��ա�
����
�����µIJ�ѹ�ӹ�������CAD�ļ�Ϊ���ˣ���������������и�߲����������и��Ͳĵļ���������Ͳ��и�֮�ѻ�����ϲ����Խ������չ��߽ṹ��
�ù��տ�ʼ�ڹ�����ѧ���ݵIJ�������Ҫô��һ����ȫ������ܣ�Ҫô��һ��ʵ��ģ�͡���������ѡ��ʵ��ģ�ͣ�Ψһ��ԭ��������������ͨ�����á��������ڲ�����ѡ��ܹ��Զ������������ݽϲ�Ĵ������϶��
��ϵͳ��һ�ֱպϻ�·���գ��ܹ��ڽ���������������½������ݡ�ʹ��ʵʱ�������������ݼ�Ⲣ�������Բ������Ϻ�ȺϽ�������е�����������������γ������м�����״�����������λ�õľ�ȷ�Ĺ��ߡ��ù���ʹ�ü��ּ����е�һ�ֻ����ּ������ۺ����ܷ�߲���������һ������ʹ����˨�ӡ�ǥ�ӡ�ճ�Ӻ���ͭ�Լ�����ר�����ա�
���ӹ���ͨ����һ����ӹ����۽������Ա�������ѹ��֮��ת��ʱ���ɵ��ݼ��������ݼ��Ļ��ӹ�����������С�ģ���Ϊ�պϻ�·ϵͳ��֤���в����������λ�á�
Ӧ��
�����µIJ�ѹ�ӹ������м���DZ�ڵ���;������һЩĿǰ���ڿ����Σ���һЩ��������������Ŀǰ�Ѿ���ʹ�õ�����ԭ�ͻ��ӹ���/�������ӹ��Ĺ������£�
�� SS ע��ģ��
������ģ��
����Ӧע��ģ�� (RIM)
������ģ��
��ģ�߳����е�����Ӧ�á�
Ŀǰ�ܹ���õ�ԭ�ͻ��������ӹ��Ĺ��ߵ���Ʒ��ͼ1��ͼ2��ͼ3��ʾ��

ͼ1�������˶�Ь��ҵ������ģ��

ͼ2: ����������ҵ��RIM

ͼ3: ����������ҵ�еķ���ģ��
�������͵ļӹ��������ڿ����Ρ���������ճ����ߡ�ģ�߽�ע���ߺ��������ڸ�ͨ�繤�ߵĶ���Ӧ�á���Щ�ӹ�����Ҫô���ڲ�������Ҫô�Ǻ���ѡ����о�����Ҫ��ģ��������һ����
��ʶ����ѹ�ӹ����������мӹ��������÷�����������ʲô�����Dz�ѹ��������ѡ��������о���Ӧ���DZȽ����ѵġ����������ͨ�õģ���ˣ���÷���ÿ�ֹ����������ŵ㡣ͨ����ģ�������̴���������������һ�ֻ��߸��������Ӧ�����Ѿ�ȡ�������Ļر���
�� ���͵�������
�� ���¶ȿ�������Ĺ���
�� Ҫ�������״�Ĺ��ߣ�����������Ҫ������
�� ��ͳ���߽����ʱ��̫��
ͨ����ģ�������̶���Ѱ��һ���ܳ����侺���ߵ����ƣ�������ŵ����������Ϊʲôѡ���ѹ�ӹ�����ѡ���������ա�
�ŵ�
��ѹ�ӹ�����������һ���¸�����ǣ�������յ��Զ����������Ѿ���������һ���µ�ˮƽ��ʹ�����������������������������Ե����ơ��ù��յ��������£�
�ٶ�
ͨ����Ҫ���ܻ�������ʱ��������Ĺ��߿����ڼ���֮�ھͽ����ˡ����ټ��������Զ�װ��ʹ�ù����ܹ��ܿ�ء���Ч�ؽ��졣���߽����ڹ������֮��������ʼ����Ϊ���ý�����Ͽ�汣���������ڲ����ڴ�ͳ���߽����н����������ղ��������ѵ�ʱ���ڣ������Ѿ��кܶ��ѹ���ߵĽ��������ɡ�
�ɱ���
��ͳ�ӹ��Ͳ�ѹ�ӹ���Ƚϣ��ɱ���Լ������;�IJ����кܴ�IJ�ͬ����Լ�������ɴ�40%�����ֻ�������ʺϲ�ѹ���յĹ��ߣ���Լ����20%��40%֮�䡣
��ȷ��
����ͼӹ��ľ�ȷ������Ӧ�ù鹦�����칤����ʹ�õĶ�����������������Ŀ������˼���ʱ�䣬���ܹ��Զ��������Ϻ�ȵı�����ʩ�������н��������ͨ��ʹ��ʵʱ��������Ԫ�����Լӹ�����ͼ������������Ҫ����ڽ��칤�ա���ˣ������ߴӰ��Զ��豸��ȥ��ʱ�������ڵ����в����������ʵ���λ�á����߽���֮���侫ȷ����CNC���Χ֮�ڡ�
�ֺ�������
�ܶ�RT���ղ��øֺ������칤�ߡ����͵�RT����ʹ�û�����֬���ۺϲ��ϻ����������û���������ս�Ͻ���ʶ��������RT����������ú����ǿ�����������ܵľ����Զ����ʺ����������������ԡ�����ǿ�ȡ���ȷ�Ⱥ��¶ȿ��ƿ��ܻ��Ϊ���⡣�漰�������ԡ�ǿ�Ⱥ;�ȷ��ʱ����Щ�µ�ԭ�ͻ������ܹ�ģ�ͳ�ĸֺ������ߵ����ܡ�ͨ������������¶ȿ��ƣ����ǵ�����Ҫ�ȴ�ͳ���ߵ����ܺá���Щ���ߵļӹ������Ҫ�����Ĵ������Ƿ���Ҫ���ִ���������Ҫ���ʴ�Բ��Ͼ�������Ʒ���߿�����CNC����EDM���ӹ��ͺ��ӵĻ��߲��ô�ͳ��������������
�ߴ�����
����ܶ���ټӹ����գ��߳ߴ粻��Ϊ���⡣�ù����Ǿ��й�ģ�ԣ���˿��Խ���ߡ�Ȼ����Ŀǰ�豸���ư�ÿһ�빤�ߵĽ���ߴ����ڴ�Լ1.5ft��4ft��7ft��������Ϊֹ�����������߳ߴ�Ϊ1.3ft��2.5ft��5ft���ϲ����²�ģ�߳ߴ�����������
������ȴ
������ȴ������Ϊ�ڹ����ڽ�����ȴ/���Ƚṹ����������Ҫô������Ϲ��߱���������Ҫô��Ϊ�����ı�/�ֿ��ܾ�������¶ȿ��ƶ����������ƫ���Ŀ��һ�����ò���������ȴ����ȡ�������ȴͨ������ȼ���ѭ��ʱ���ģ�ͼӹ��ṩ�˺ܶ����ơ��������ԵĹ����ɱ���Լ�⣬������ȷ���ŵ�������ߡ��豸�͵ذ�ռ�Ľ�Լ��

ͼ4��Ь��ģ�͵Ľ�����ȴ
������о�������������ȴ���Ѳ��ô�ͳ��ȴ���������ѭ��ʱ�����30%��60%����Լ���ںܴ�̶��������ڼ���ͼ�Ρ���ͳ�����е��¶ȿ���Խ�����ѣ����ñ�����ȴ��ý�Լ�Ļ���Խ��ѹ�ӹ����պ���Ȼ�ص�����ע��ģ���������ӹ������в��ñ�����ȴ�ĵ�·������������ȴ�ṹ���͵�������ͼ4��ʾ�����ͼ����ʾ�Ĺ�����������Ь�ס����ӵ���ȴ�ṹ����ɫ��ʾ�����ô�ͳ�����ˮ�ܣ�ģ�߽ṹ��Ϊע�������Ӷ�λҪ���Ӱ�첻��Ϊ�Լ��ҵ�һ����Ч����ȴ�������¹���ʹ���˽�����ȴ�������ַ����ܹ��dz���Ч����ȴ���ߡ���ȴ���ߵ�ˮ�ӹ���һ����ĸ�λ�ý��벢����������ʱ�ܵ��赲���ӹ�����һ����ĸ�λ�����������ż���ͼ�εı仯�ܹ������İ嵽��֮����ݼ�Ч���Dz�ѹ�ӹ���һ������Ȼ�������������ȴ������ڲ���Ҳ�������ⲿ���ڱ�������Щ�ݼ��������ˡ����ǣ�����Щ�ݼ������������ܹ�����������Ч����ȴ������봫ͳ������ȣ����ֹ��ߵ�����ѭ��ʱ�䱻������45%��
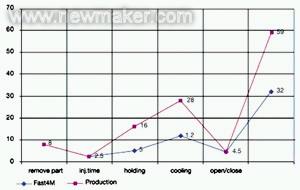
���轨��ԭ�ͻ�
���Dz��ò�ѹ�ӹ�����һ����Լ�ɱ���ʱ������������ԭ�ͻ�������������������������߱�������ѹ���߱�������һ��Ӳ���߸ֺϽ𡣱��澭�����λ��ӹ���ԭ�ͻ����߾ͱ�����������ߡ���������������Ļ��ᣬԭ�ͻ����ֲ�����ֻ�DZ�����Ҫ�ٴμӹ��Ա����������ߡ�Ӧ��ָ�����ǣ��ںܶ�����£�ʹԭ�ͻ������ܹ����������ı����ټӹ����ܲ���Ҫ��������Ҫ�����IJ������ͱ������������Ҫ������ĥ�Եȵȣ�ԭ�ͻ���ѹ���߿��ܱ��������㹻�Ը�������
�ܽ�
���ֿ��ټӹ������кܶ�DZ�ڵ��ŵ㡣�øֻ������칤�ߵķ�ʽ����һ�ֿ��ٵIJ��ҳɱ�Ч�������ķ�ʽ���߶��Զ������մ����˾�ȷ�ļӹ����������ںܶ�ӹ���;��һ������£����ǵ�������Ϊ����˵��¶ȿ������������ڴ�ͳ���ߡ����Ը���Ҫ����������������Ӻ��⡣���ֹ���û�гߴ����ƣ�ֻ�����е��豸�����żӹ��ijߴ硣
��ʮ�塢3D��ӡ�ķ�չ��3D CAD�г���չ��д�� Jon Hirschtick
���� 3D CAD ��ҵ 20 �����������ҷdz���������Ŀ���� 3D CAD �����ӳ��ڿ���������������õ�������չ���̡�
--SolidWorks Corporation ���������ܼ�Z Corporation Jon Hirschtick
�������� Computervision ����������ͷ�չ SolidWorks Corporation����һֱ������̽ѰһЩ�ƶ����� 3D CAD �㷺���ò�ʹ֮��Ϊ��Ʒ������Ҫƽ̨�����ء�3D CAD �� 20 ���� 70 ���ֻ�Ǵ��Գ��ԣ����������뷢չ��������������������ҵ���е����Ӧ���������������ЩӦ�������ѳ�Ϊ��������֮��3D CAD ������Ӿ��ú����ã����ܸ�ǿ������� 2D ���ϵͳ����Ϊ��Ʒ��������ѡ;����20 ���� 80 �����3D CAD ϵͳ�۸��ҷ�ֱ�ۣ���������չ��Ϊ���ʺ�����������ϵͳ�����ͻ���Եķ�չ������20 ���� 90 ���������� 3D CAD ϵͳ�ѳ�Ϊ�䷶���������Ѱ�װ�� CAD ϵͳ��ռ�кܴ�ٷֱȣ�����������ڲ�������������ԭ�ͼ����ķ�չ���̷dz����ƣ��������� 3D ��ӡϵͳ���ﵽ���塣Geoffrey A. Moore ���䳩���顶��Խ�蹵���������˼��������������ڵĸ����Σ���Щ�������������¼��������� 3D ��ӡ�� 3D CAD�����������¼���������һЩ���ڲ����ߺ������û���ǰ�������¼������������ڽ���һ���̶ȵķ��պͻ��ң��Դ�����ȡ�������������DZ�����棬�����߸��ӽ����������ڽ��������������������仯����ɵ�Ӱ��֮�����Ȩ��Ƚϡ����ڲ�����Ӧ�Բ�����ϵͳ�����е����ѣ��������û����ȵ�һ���ij���ȣ���ȷ����֤ʵ����ʵ�ɹ�����һ�����Ϊ����֮ǰ�������Խһϵ�����蹵���������ˡ�ϲ��ӵ�С�ż��ʹ�ã�����֤ʵ�����ʺ���������������ʹ���Լ��ṩȷ�кô���
�Ϳ���ԭ�Ͷ��ԣ�����Ĵ��Գ��Գ����� 20 ���� 80 �������� 90 ��������˵�һ������ʹ�õ�ϵͳ�����ڵĿ���ԭ��ϵͳ��������ƽ���ӡ���������ٶ������۸�ߣ���������������ԭ�͵IJ��Ͼ�����ˣ������һ���Ҫר�ŵIJ��������ͼ��������������� 3D ��ӡ�����ij��֣�������Ա�˷��������谭��ʹ����ԭ�ͼ����õ��㷺���ã����� CAD ��Ӧ�̽�� 3D ���Ӧ�������������Ӧ�õ��ϰ�һ����3D CAD ���ѿ�Խ�蹵����Ϊҵ��䷶��3D ��ӡ����������ͬ�Ĺ��̣�������������ƶ��ü����õ����ģ���õĹؼ����⡣���� 3D ��ӡ�ǿ���ԭ�͵ı�����˸ü���ͨ����������ʱ�䡢�Ľ���Ϣ���ݡ����������ɱ�����߲�Ʒ�����Լ���ǿ���£�ʹ���첿�Ŵ� 3D CAD ��ø������档
�ٶȡ����ú�����
���� 3D ��ӡ���ڴٽ���㷺Ӧ�õĹؼ����ط���������һ����Щ���ؼ����ٶȡ����ú������ԡ����� 3D CAD �����㹻���١����ú����ò���ʹ�����̽��������Ϊ������һ����3D ��ӡ��ǰ����ע���ܡ��ɱ��Ϳ��������⣬��Щ�����谭�˵�һ����ʹ�õĿ���ԭ��ϵͳ�õ��㷺���ã�
�� �ٶ� �C ����ϵͳ����ԭ�͵�ʱ��ͨ����Ҫ���쵽��ҹ������Ȼ������ģ��/�ӹ�ʱ�����ֳ�������������ٶ���Ȼ̫�����������������Ʒ���������л�����ô���Ϊʹ����ԭ������ǰ�ڸ�����ơ������֤������������Ϊ����ʦ�Ǵ������棬��������������ԭ�͵�ʱ�䡣����ʦ����Ҫ�ܹ��ڶ�ʱ���ڿ������մ�����Ƹ��������������������ڡ���������ɱ�����߲�Ʒ�������������¡�ͨ��ʹ�� 3D ��ӡ����Ч�õ�������ߡ���ȥ��Ҫ���죬������ֻҪ����Сʱ������ɣ������� 3D ��ӡ�ٶȻ�Խ��Խ�졣
�� ���� �C ���ڵĿ���ԭ��ϵͳ������ɱ����� 10 ����Ԫ��ϵͳ��ȳɱ��ϵ͡�������ԭ�����õIJ��Ͼ���һ�������Ҽ۸��谭��õ��㷺���ú��ճ�ʹ�á�
���� 3D ��ӡ���ij��֣�ϵͳ�ɱ�������ͣ����������ֻҪͶ�� 3 ����Ԫ���Ҿ���ӵ���ȶ��� 3D ��ӡϵͳ��3D ��ӡ�����ò��ϵļ۸�Ҳ�������ͣ�ʹ����ʦ������ԭ�͵ijɱ�����ÿ�� 10 �� 20 ��Ԫ��
�� ���� �C ���ڵĿ���ԭ��ϵͳ��Ҫ�߶���ѵ��רҵ�������Լ�ר�ŵIJ����������� 3D ��ӡ�������κΰ칫����ʹ�ã�ֻ�辭��������ѵ�������� 3D CAD ϵͳ����Ȼ����豸������ 2D ��ӡ��֧�����ִ����� 2D ��ͼӦ�ó��� 2D �ĵ����������һ����3D ��ӡ��֧�� 3D CAD ģ�͵���������������̲�����Ҫר�ŵ�ʵ���һ������е����������ԭ�ͣ�Ҳ������Ҫ��Ȩ��ԭ��ר�ҡ�ӵ�� 3D ��ӡ��������ʦ���ܸ����ɵز����豸��ֻҪ��ʹ�� 3D CAD ϵͳ����ô���� 3D ��ӡ����ν���ᳵ��·��
���ģ������
��һ���ƶ� 3D ��ӡ�����õ��㷺���õ���Ҫ��չ������ģ�͵����������ڵĿ���ԭ��ϵͳֻ�߱��������ѡ����������ʽ����������С�����ӵ�ϸ�ڣ���˹�˾ֻ�������ͷֱ���ģ�͡��������ͨ���ϲ�Ƚϴ�������������ֻ�ṩ��ɫ�����һ�ο����ڰ� 3D CAD ģ����ʲôʱ��
�������� Z Corporation �ĸ߷ֱ��ʲ�ɫ 3D ��ӡ���ܣ�ģ�������ﵽ����ˮƽ����������Ļ�ϵ� CAD ͼ����ȣ�3D ԭ���ܹ��������о��Լ���ס���������ʦ�Ǵ��ݸ�����Ϣ������ģ��������ɫ����ʦ�Ǽ���ͨ��Ŀ�Ӻʹ������о�������������ԭ�͡��ͻ�е��ƶ��ԣ���ɫ�������ָ�������ĸ�������Ƿdz���Ҫ�ģ���Ҳ�� CAD ϵͳ����ɫ�ʵ�ԭ��3D ��ӡ��ɫ�ʿ�����˾�ȷ������ʦ����Ϊģ���е�ÿ�� 3D �������� 24 λ��ɫ��
�ձ���á���ɫ�����������ĸ���ͼ�Լ�ע��ֻ�Ǹ߷ֱ��ʲ�ɫ 3D ��ӡһЩ�����ŵ㣬�ô�ӡ�������ṩ�ĺô���ԶԶ�������̷�Χ��Ϊ�ֳ����ԡ��ͻ�����������/Ӫ��Ͷ���ṩ������ʱ��������������ߡ��ɱ����͡�ʹ�ø������ʹԭ��ģ�͵������õ��˸Ľ����Ӷ�ʹ 3D ��ӡ�������ĺô���Ϊͻ����ȷ�к�ʵ�ʡ�
�ƶ� CAD �� 2D �� 3D Ǩ��
��Ȥ���ǣ����� 3D ��ӡ��ù㷺��������ѭ�ķ�չ�켣�� 3D CAD ��ͬ��������3D ��ӡ�����������Ҿ��ã�Ϊ 2D CAD �� 3D ���Ӧ������ת���ṩ��ǿ�����Ļ�����������������ּ����ศ��ɡ�
���� 3D CAD ���ŵ��ѵõ�֤ʵ���������������Լ���ʹ�� 2D ϵͳ��ԭ��֮һ�����ಿ�ţ�����ʹ�� 3D CAD �IJ��ţ����������������� 2D ����ͼ��һЩ������ѡ���� 3D����Ϊ���ս�������Ȼ�� 2D ����ͼ������Ч�ʲ��ߣ��������ܴﵽ��ͬĿ�ģ��������ѡ����״���������跨�� 2D Ǩ�Ƶ� 3D��
���3D ��ӡ�����Ѿ����죬���������Ҿ���ʵ�ݣ����õ�֤������������������ʶ�� 3D ��ӡ���ƶ�ת�� 3D CAD���� 2D CAD �û���ʶ�� 3D CAD ϵͳ�������ṩ��ǰ�Ĺ���ͼ�����ҵ��� 3D ��ӡ���ʹ��ʱ������������������ס���������ʹ��������ת�� 3D�������Ǹ���Ȥ�Ŀ����� 3D CAD ��ǿ�Ŀ����Ժ������;���� 3D CAD �� 3D ��ӡ�Ľ�����ɿ�����һ�����������ܵ������硣�����ಿ�Ŷ��ԣ�3D ��ӡ���ֳ�ת�� 3D CAD ������ŵ㡣
3D ��ӡ�ͼ��������Dz���˼��ģ��������˻������Ǽ�����ϵ�е������ƻ���������̫���������⣬3D ��ӡ���㹻���죬�Ѵ�����������Ǻ���ļ�����Խ����������ƽ�ʱ���ľ���֤��������Ӧ��������3D ��ӡ��Ϯ�� 3D CAD ��ͬ�ĵ�·�������Ѿ����ʺ����������������3D ?ӡ���õ��㷺Ӧ�ã�����ʦ���ṩ��ö������Ĺ��ߣ�ʹ�����ܹ����������������������ṩ���������ʹ���ڲ���������ȫ���г�������������λ��
��ʮ����RP/RT�������컷���µ�ģ�߾��ȿ���̽�� ��һƽ ��ӳ� �����
ժҪ����Ҫ����RP������RT�������ص㼰�伯������ϵͳ��̽��RP/RT���컷���¿�������ģ�ߵļ�����·���������ڹ��վ��ȿ��Ʒ���������Ӱ��ģ�����쾫�ȵ����أ��������һ���ջ�ģʽ�������ջ��ڵ��ۻ�������CAD��ƶ�ȥ��ԭʼ������ݣ��Ӷ�������Ϻ�Ҫ���ģ�ߵľ��ȿ���;����
�ؼ��ʣ�����ԭ�����죻�������죻ģ�߾��ȣ��ջ�����
Abstract��The technical features of RP and RT as well as the integrated RP/RT system are briefly introduced. A process route and related accuracy control methods in various processing links of Rapid Tooling under integrated RP/RT manufacturing environment are explored. On the basis of analyzing the influence factors of mold manufacturing accuracy�� the authors present a closed-loop control mode�� through which the accumulated errors during the manufacturing process could be fed back to CAD and the initial design data are modified accordingly�� hence a satisfactory mold meeting the demands will be produced.
Key words: rapid prototyping�� integrated manufacturing�� mold manufacturing�� closed-loop control
1 ����RP�����Ŀ���ģ������
���ٳ���(RP)�����ۺ��˻�е���̡�CAD/CAM�����ؼ��������⼼�������Ͽ�ѧ�¼��������ò����ۼ�ԭ�������赶�ߡ���װ��ͨ������;������ʵ�ִ�CAD���ݵ�3ά����ʵ���ת�����ɲ�ͬ��RP�����Ƴɵ�ԭ��(prototype)��ֱ�ӻ��ӵ�����������������Ʒ��������RP�����ر��ʺ���������״���Ӿ�ϸ�����ԭ�ͣ��ɹ��ؽ����CAD3ά���������ü����������������⣬�Ҿ����������Ը�(ֻ����CAD���ݾͿ�������ͬ��״�����)���������ɶȸ�(�����������һ��)���Լ�����ɱ���������ӳ̶������������ص��ص㣬ʹ�øü������������ҵ硢�Ṥ��ҽ����������Ʒ�Ͷ�ͯ��ߵ���ҵ�õ�����㷺��Ӧ�á��ڹ��ڣ�����һЩ��λ��RP�����������о�����������ȡ����һ���ɹ�[1]��
��20����������ҵ�г������������ش�ı仯���û�����Ķ���������Ի��Լ������г���һ�廯��ʹ�����������ٸ�Ϊ���ҵľ�����Ϊ�ˣ�����ҵ�ڲ���̽���ܹ�������Ӧ�г�������ģʽ�ͼ������ԣ��粢�й��̡��������졢���������Ϳ��ٳ��εȣ�RP����Ҳ�����������ı����·�չ�����ġ���RPΪ����֧�ŵĿ���ģ������(rapid tooling�� RT)Ҳ����Ϊ�˼ӿ��²�Ʒ�������ڣ��������г��Ƴ�������·�ģ����ͻ���ͼ���ƵĶ�Ʒ�֡�С������Ʒ����չ�������������켼��[2��3]��
��RP/RT���ɻ����µ����켼����ʵ����������Ͳ�Ʒ�Ŀ������죬�������ǶԶ����������Ի���ʱ����С�������ִ�����ģʽ��˲Ϣ�����г������ǿ�����ļ���֧�š�RT����ʵ����һ˼��Ĺؼ����ڡ�
����ģ������һ�ּ����ܼ��Ͳ�Ʒ�������������漰���ϡ����ա��豸�ȸ������أ�����ͳ��е�ӹ��������������ڳ����ɱ��ߡ�������RP������RT���ڼ������ɶȸߣ���CAD���ݵ�����ʵ��ת�����̿죬���ͬ��ͳ�����ؼӹ������ӹ�һ��ģ����ȣ��������ڽ�Ϊǰ�ߵ�1/10��1/3�������ɱ���Ϊǰ�ߵ�1/5��1/3�����Թ��ҵ��������ѽ�RP/RT��Ϊ�����²�Ʒ�������ڼ�ģ���������ڵ���Ҫ�о����������ҵ���ļ���֮һ��
����RP������������ģ�ߣ���ģ�߲��Ϻ������ɱ�һ��ɷ�Ϊ����ģ��(�����й����ϳ�֮Ϊsoft tooling��economical tooling)����ģ��(hard tooling)�����ࡣ
������������С(��ʮ����ǧ��)�����������ڲ�Ʒ���������������÷Ǹ�����������ɱ���Խϵ͵ļ���ģ�ߡ�����ģ��һ������RP�����������ԭ�ͣ�Ȼ����ݸ�ԭ�ͷ��Ƴɹ���ģ��������֬ģ��ʯ��ģ�����RPԭ�ͽ��б��洦�����ý�����Ʒ�(metalspraying)����������������(PVD)����һ����۵�Ͻ�(��kirksite�Ͻ�)����������ģ�ߡ�����ģ�ߵ��������ɱ�(��ԱȽ�ֵ)����������ͬ��ģ�ߵıȽϼ���1[4]��
�ӱ�1�п��Կ��������ô�ͳ�Ļ��ӹ�����������ģ�߳ɱ��ߡ����ڳ�����������RP���������ǿ����ýϵ͵ijɱ����̵ܶ�������������ģ������
����RP��������������ģ��Ŀǰ���մ��;��������ʧ�����������Լ���ѧճ��ַ�(һ���Dz���ַ�)�ս���ͭ����ֱ��������ģ��(����RPԭ����ĸģ)������һ��;����������RPԭ������ͭ�缫��ʯī�缫�����õ�ӹ�(EDM)�Ƴɸ�ģ�ߡ�
������[5]����������RP����ֱ������ģ�ߵ������̼���CEMCOM��Dynamic Tooling��Ex-press Tool��Extrude Hone��Rapid Tool�ȣ������������ƽΣ���������ģ�����ȵȼ������ģ�߳ߴ硢����ˮƽ��ʮ�����ޣ�����ȫ��ҵ���̶�����һ�����룬��������ṩ��һ���ϳ������Ƚ�ˮƽ�ļ��û���������Mechanical Engineering��־������Ashley��1998��7�·ݸ���־��һƪ������ָ��������ܳɹ�������RP��������RT����������ȫ�����ֵ����������Ԫ��ģ����ҵ����һ�θ���[6]��
2 RP/RT�������컷���¿���ģ������ľ��ȿ���
��Ϊģ��������ֱ���������ճ�Ʒ(������ռģ����ҵ����������������ҵ硢�Ṥ��Ʒ��ע��ģ)�Ĺ��ߣ���ߴ硢��״���Ⱥͱ�������Ҫ��ܸߡ����RPԭ���������ȡ��������ƹ��չ����о�����ʧ���ص�Ӱ���ѳ�ΪRP/RT�Ĺؼ�������
Ŀǰ�����������RP��RT���о�ֻ�Ǿ����ڸ������幤�ղ���Ŀɿ��Ժ;���������̽���ϣ����ǽ�����RP�����Ŀ���ģ�����쿴��һ��RP/RT����ϵͳ��ȫ��ϵͳ���о���������ڹ��վ��ȵ�������ϵ���Ӱ����ۻ�ϵͳЧӦ������һ���ջ�ģʽ���ۻ�������CAD3ά��������ȥ�����ݣ���ε������Ӷ���������㾫��Ҫ���ģ�߲�Ʒ���ⷽ����о�Ŀǰ�����١�����RP/RT�������컷���¹��ջ��ڶ࣬�����ջ����б��λ���������������ؽ϶�(���Ʋ�����������¶ȶ�����������Ӱ��)������Ը����ղ���ľ��ȿ��ƴ�����һ�������ѡ���ȫ�ջ��ľ��ȿ���ģʽ���Զ��������չ����еľ���Ӱ��������Ϊһ���ۻ�ЧӦ�����п��ƣ�ֱ����CAD���ݣ��Ӷ���֤��RPԭ�ͺ�ģ�߾��нϸߵľ��ȡ�
�����CAD��ƽξ�Ӧ�������������չ����п��ܳ��ֵĸ���Ӱ�쾫�ȵ����ض����ǽ�ȥ��������֬�̻�������ԭ�ͷ��ƹ����е��������Լ��ڼӹ�ʯī�缫ʱ����ĥ�����ȣ��Ӷ����һ���ۺϿ����˼������컷���²�ͬӰ�������Ժ�ıȽϺ�����CAD���ݡ����������������������ԭ�ͼ�ģ�ߵľ��Ƚ�������ߡ�
Ŀǰ����RPԭ�͵���������������˴��������£����о�ԭ�����ﻯ���ʵģ���̽�ּ���ɨ�跽ʽ��[7]���й���3άCADģ�ͷֲ㷽��ģ����й���֧�����÷�ʽ����֬��̻������ģ��ȵȡ�������RP�����Ƴɵ������ֻ��һ��ԭ�ͣ������������չ��̲����Ƴɵ�������Ʒ��Ҳ����˵����Ҫ�����ԭ��Ϊĸ��ȥ���Ƴ����ղ�Ʒ������ʹRPԭ�;��Ⱥܸߣ�Ҳ�����ں��������IJ������ն�����ģ�ߺͲ�Ʒ���ϡ���ˣ�������Ϊ����������ģ����������е������Ӧ��Ϊһ���ջ�ϵͳ�����ǣ���������ջ�ϵͳӦ��˵�ǿɿصġ�
Ŀǰ����RPԭ�͵���������������˴��������£����о�ԭ�����ﻯ���ʵģ���̽�ּ���ɨ�跽ʽ��[7]���й���3άCADģ�ͷֲ㷽��ģ����й���֧�����÷�ʽ����֬��̻������ģ��ȵȡ�������RP�����Ƴɵ������ֻ��һ��ԭ�ͣ������������չ��̲����Ƴɵ�������Ʒ��Ҳ����˵����Ҫ�����ԭ��Ϊĸ��ȥ���Ƴ����ղ�Ʒ������ʹRPԭ�;��Ⱥܸߣ�Ҳ�����ں��������IJ������ն�����ģ�ߺͲ�Ʒ���ϡ���ˣ�������Ϊ����������ģ����������е������Ӧ��Ϊһ���ջ�ϵͳ�����ǣ���������ջ�ϵͳӦ��˵�ǿɿصġ�
���ٳ���ϵͳ��10���֣�Ŀǰ�ϳ�����������֣������Ժܿ�ذ�CAD�����Ƴ���״���ӵ�ԭ�������������ú��ַ�ʽ����ԭ�ͣ�Ҫ��������������õ�ģ��Ҫ�漰������ƹ����и��ֲ�ͬ����(�����ʯ�ࡢ�մ��͡�������֬�ۺ�ʯī�缫��ĥͷ��ճ����ϵ�)�������������ԣ�������ƽ����Ľ��ǿ���Լ������(��ģ��)���ʵ�ѡ���ʯī�缫�ӹ����ȵ�������ص�Ӱ�졣��ÿ�������Ĺ��ղ�����˵����������Ҫ��ȡ����������Ⱥ������Ĵ�ʩ�����Ҫ���ǵ����ڽӹ��ղ����������ȵ��Ӱ����������ϵ�������ܵľ�������������Ƴɵ���������һ������������������CADԭʼ������ݡ�
��ʵ�ʹ����У�������ѡ���ֵ������(��ͬ���ӳ̶�)������ƣ��õ�CAD3άģ�ͣ����ֲ㴦��������RP���λ�����ԭ�͡�ԭ��������Ͼ���ĥ����ͳߴ���(ӦԤ�ȿ��ǵ�����ƹ����е�����������ͬ�ķ��ƹ��̺ͷ��ƴ������������Dz�һ����)���ϸ�����ù��ͽ�����֬�ȷ��Ƴ���ģ�����Ƴ�ʯī�缫�о߲����缫���Ƴ�����������ĥ��ԭ����С���Բ��ƽ�����������������ĥ�ӹ�������������״���о��෴���ߴ���С��3άʯī�缫������ĥ���μӹ������ж�С���Բ��ƽ��������������м�⣬��˼ӹ����ʯī�缫���о���x-yƽ���ϵ�����ͼ�����Ϊ������(��оΪ��-������ǻΪ��+��)���ڵ�ӹ���ģʱ���������ƽ��ͷ��������ĥ��ƽ��̨��ͬ����������������Ӷ����Բ���ʯī�缫��ĥ�ӹ�����������С���Բƽ�����ı�ijߴ硣�ڴ˹����У���ĥ��ƽ��̨��ƽ���͵����ƽ��ͷ��ƽ���γ���һ����ӹ�����˸�ģ�ߴ�õ��˺ܺõIJ�����ģ�ӹ����Ժ���ģ����ģ(��Ҫʱ��������缫)����ʽͶ������(��������ע�ܼ�)����Ʒ�Ƿ�ϸ�ɲ��÷�����(�����������Ϊ��0.03mm)��ȷ��������������ߴ硣��Ϊ��ʱ�ľ���������������յ��ۻ�������������ݸ���������CAD���ݣ�����CADģ�ͺ������һ��ʵ�飬�õ��ջ�ϵͳ���ȿ��ƵĽ��ۡ��Ժ��ʵ�������п��ô˽���Ԥ�ⲻͬ��״ģ�ߵĹ��ձ��β��������貹����������ģ�ߵľ������������������������ģ���÷ǽӴ�ʽ����ɨ�跽��������ʵ����������RPԭ�͵�����ģ�߾��ȿ��Կ�������0.03mm��
��ʮ�ߡ�CNC��RP�Ļ��ӹ����ܱȽ� newmaker
�ڶԿ���ԭ�����죨RP����CNC�ӹ����ص���бȽ�ʱ����˵��硡�RP��CNC����ʵ֧���߶���ǿ������ϲ���ļ����ŵ㣬���������ּ������˽�����ȷѡ��ӹ����ߵĹؼ����ڡ�
�ڹ�ȥ��ʮ�����ԭ����ȡ�����ش�Ľ�չ������������RP�������ٶȷ��������Ե����ƣ������ھ�ȷ�ȺͲ������ܵȷ�������⣬�����˼����Ľ�һ����չ���Դ�RP�����Ժ������ܵ�ijЩ��������в��CNC���ٶȵõ��Ľ���ͬʱ��Ҳ�ܴ���������֪�����档ͬ��RP�ھ�ȷ�ȡ��������ܼ�������ȷ���Ҳ�õ��˸Ľ���
�˽������ּ���������Ϊ����ѡ����ȷ�ļӹ����߶��ԣ���Ϊ��Ҫ�����е�ָ�����������ߵ�ѡ��
����
RP�ܵ�����
���ϵ��о������˺ܳ�һ�ι��̡�����ѡ��ķ�Χ����ˣ�����Ҳ�õ��˱�֤�����ڿ��õIJ����н��������ϡ��մɼ����ϲ��ϵȣ����ϵ�ѡ����Ȼ�ܵ�һЩ���ơ����ң���������ϵ���������ϵļӹ���ģ�Ƽ���ע�ȷ��������Ҳ���Ǻ�ƥ�䡣
CNC�������������
���ӹ����ļ��������еIJ��϶���������������
��������ߴ�
RP�����ߴ�Ϊ600 x 900 x 500mm
�������еĹ�ҵ���豸�����ܼӹ��DZ��̻��ߵ��壬�������е�ԭ�Ϳ��������������������Ʒ��ҵƷ������豸Ҫ���������̫�����������������ɲ��֣�����ٽӺϳ�һ����������������Ҫע����ǣ��ߴ����ʱ����Ӱ�죬����ϴ�������ʱ�ϳ���
CNC���������ɻ����
CNC���ӹ�����������ʵ�������ģ���ijߴ磬С��̨ʽװ�ô���ʽ�豸��������ô˵��CNC�ߴ������Ҳֻ�������õĻ�е���ߡ�
����ĸ�����
RP��������
���һ����Ʒ���������������ģ�ƵĻ�����ô�����ʱ���ɱ����漸�������κ�Ӱ�졣Ѹ�١������������������RP���������֮һ��
CNC�ܵ�����
CNC���ӹ�����Ҫ��������������ϸ��������������ĸ���������ʱ�������豸�����������ߵı仯Ҳ����Ӧ���ӡ����ݺ�ߴ�ȡ���ۡ�������Ƕ���ʹCNC�����豸�ķ�������������������ijЩ�����ܹ��˷���Щ���㣬����������ּ��ײ���ȴҲ�ܲ������⡣
ϸ������
RP�������֮��
RP�ܹ��ӹ���CNC����������һЩϸ�ڡ����磬RP���Լӹ����ڽǣ����Լӹ�������խ��ͨ�����ָ��ֱ���ǽ���Լ�������Щ���ݺ�ߴ�ȵ�������
CNC���䲻֮ͬ��
CNC��������������ʤ��RP������˵��ߡ�ƽ�����ϡ��ɾ��ĵ��ǡ��������йؾ�ȷ�ȼ�����������ϸ��ʱ����Щ��Ϊ��Ҫ��
��ȷ��
RP�ľ�ȷ��Ϊ0.125��0.75mm
RP��ijЩ����ߴ�ľ�ȷ���п��ܳ���0.125mm������һ��ƫ��ķ�ΧΪ0.125��0.75mm����ȷ����RP�豸�ͳߴ��С�IJ�ͬ���仯���ߴ����ӣ���ȷ��Ҳ�Ӵ�
CNC�ľ�ȷ��Ϊ0.0125-0.125mm
������ӹ��豸�õ����侫ȷ���п��ܴﵽ�ܸߣ�ͨ������£�CNC�ľ�ȷ��Ҫ��RP�ĸߣ���ȷ��һ�����豸�ijɱ���ء�
�ظ�����
RP���ظ����ȵ�
RP����Ӱ�������������������غ����У��ڲ�ͬ��ʱ���������������Ҳ���ͬ���¶ȡ�ʪ�ȡ���λ�Լ�����ֻ�ǿ���Ӱ���Ʒ�ظ����Ȳ����еļ�����
CNC���ظ����ȸ�
CNC���ظ�����Ҫ��RP�ĸߵöࡣ������߹켣�����ù������ϲ���Ļ������Ʒ���ظ��Ի���ߡ�������������Ϊ���ػ�Խ������Ӱ�죬����ijЩ���϶��ԣ��¶ȼ�ʪ�Ȼ�Ӱ���������Ϊ������Ӱ�쵽��ʦ�����豸�ľ�ȷ�ԡ�
���澫��
RP��RaֵΪ2.5��15��
���û�����δ�������ʹ����ȫ��������һЩ����ֲܴڡ�RP����ijЩ�����ɰѰ�ĵĺ�ȷ�Χ��ߵ�0.0125��0.025mm�����ǰ�ĵIJ����Ͱ������Ի�Ӱ�����ľ���������������δ����Ļ�����ʹ���ȴﵽ��Ҫ��ˮƽ������������ı�����ߴ�ľ�ȷ�ȡ�ͬʱ����Щ����Ҳ�����Ӷ����ʱ��ͳɱ���
CNC��RaֵΪ0.5��5��
���ӹ���RP��ͬ��������Ϊ������ģ�ͺ͵��������ʺ���������ı����⡣����RP���ԣ����δ�����ɰĥ���⣩�ǿ��ԸĽ�����Ĺ��ȣ���ͬʱҲ��Ӱ�쵽��ȷ�ȡ�ʱ��ͳɱ���
�ɿ���
RP�Ŀɿ��������е�
���ڴ�����������ԣ���Ʒ�Ŀɿ������Ų�Ʒ�IJ��ϳ�������ӡ�RP����ֻ��15�����ʷ������ζ�����Ŀɿ��̶Ȼ��в�ͬ�ĵȼ����ü�������ʱ��̡���Դ�ѷ�����ЩRP������û��̫���ʱ��Ϊ�����ɿ��Զ��Ľ�װ�õ������
CNC�Ŀɿ��������е����ϵ�
CNC���о��뷢չ����30�������ʷ���������һ��ֵ���������ɿ��ļ��������������������ϵļ����Ľ��Ѿ������˲������ٲ�Ʒ�ɿ��Ե��豸Ԫ����
���������Ա
RP����IJ�����Ա����
���β������簲��̨�ܣ����⣬RP�������Ա���١���������֮�ڣ�������Ϊ��������������Ϣ���ϲ���ʼ���졣�������ڼ䣬��Ҫ���ٻ�����������Ա���롣
CNC����IJ�����Ա��
CAM����Ӧ����Ȼ�õ��˸��ƣ����ڴ��������£�������Ȼ���ܸ�����Ա���롣�豸��װ��������Ҫ����ḻ�ļ�ʦ��ģ�������������������Ǽ�Ϊ������
���辭��ḻ�ļ���
RP�������༼������
���ּ�����Ա�����ʵ�Ȼ������ͣ�������ӹ���Ƚϣ�������ľ���ḻ�ļ����������١�����˵���м�������ʵ�ģ���Ϊ�ü��������Ͳ���Ҫʲô���ˡ����⣬RP�����Ľ����������������輼�ա�
CNC��������༼���϶�
���ӹ���Ҫ���ɡ��������ʹ�������ȷ�����������ӵ��߹켣��ơ��ӹ����Ե��и�������أ����ӹ����ɾ���ḻ�ļ�������ɡ����Ź�˾����ļ��٣���ʦ�������½����ܿ��ܻ�ȱ������ģ�������������Դ��
���Ƶ�����
RP��������ڶ̵��е�
RP���������Ա���١����������١�����Ƶĸ����Բ�̫���У����������������ʵ�ʵ��������ڣ�ͬʱ��Ҳ�������������չ��̵�ʱ�䡣����������RP������ʱ����������涼����Ч�ʡ����RP������4��30�յ����ݣ���ô�ڶ������Ͼ�����������Ʒ��������CNC��˵�����û�������������ʱ�䣬��������������Ʒ�ġ����ǣ�����˵RP���������κ�����ļӹ����춼�����ġ�
CNC��������������е�
���ӹ����漰�Ķ����Ƚ϶࣬��Ҫ���������������й켣��װ�õĹ̶����ӹ�ʱ���Լ����ϵȵȡ����������������ѵ�ʱ��Ҫ��RP��ʱ���öࡣ���ǣ������Ƽ�����CNCҲ���������ڣ����ת���ٶȿ죬������ٶ�Ҳ�ܸı䡣
��ʮ�ˡ�ѡ���Լ����ս�����¶ȳ���ֵģ�� �Ž��� ��� �̾�
ժ��Ҫ��Ŀ�ġ��о������ս���̵��¶ȳ���������ѡ���ս�����µ��ս���ȼ��ս���ȡ������������ս���̼������Բ���֮��ı仯��ϵ����������������Ԫģ�ͣ�������Ӧ�ij�������¶ȳ�����ģ�⣻���¶�ֵȷ�����ս���ȼ����ȣ�����ʵ���¶���֤�˼������������ģ������ʵ���������С�����ۿ�����ֵģ�ⷽ�����й��ղ���ѡ��.
�ؼ��ʣ�ѡ���Լ����ս�¶ȳ�����ֵ����
Numerical Simulation of Temperature Field during Selective Laser Sintering Process
DU Jian-hong
(Dept. of Mechatronics Engineering��North China Institute of Technology��Taiyuan 030051��China)
BAI Pei-kang��CHENG Jun
(Dept. of Material Science and Engineering��North China Institute of Technology��Taiyuan 030051��China)
Abstract��Aim��Studying temperature field during select laser sintering and analyzing sintering width and depth under certain selected sintering parameters. Methods��The sintering process and interrelation between thermal properties are analyzed. The adaptable finite element model is established. The code is programmed and used to simulate the temperature field. The result of simulation is used to define the depth and width of sintering. The computed results are verified with experimental temperature measurement. Results��The difference between the results of simulation and the measurement is rather little. Conclusion��The sintering technological parameters can be selected with this numerical simulation method.
Key words��selective laser sintering��temperature field��numerical simulation
1��SLS ����ԭ�����ص�
SLS(Selective Laser Sintering) ����ԭ��[1]������ JY-��A ������ʽ CO2 ������Ϊ����Դ�����Ϳ�ʼʱ�̷۹�Ͳ���۾��ȵ����ڼӹ�ƽ̨�ϣ��������ڼ������������һ���ٶȺ������ܶ�ɨ�裬������ɨ��֮����ĩ�ս��һ����ȵ�ʵ��Ƭ�㣬δɨ���ĵط�������ɢ��ĩ���Ƴɵ�һ������½�һ�����̷ۺ����ͬ�ľ��룬���̵ڶ����ĩ���ظ��ù��̣�һ����άʵ��Ϳ������������SLS ����ϵͳ��ͼ��ͼ1��ʾ��
ͼ1SLS����ϵͳ
Fig.1 Schematic of selective laser sintering process
2����ѧģ��
�йؿ��ٳ����̵���ֵģ�⣬Ŀǰ���еı���Ϊ��ɨ���һά����[2]�������Ƚϴ����߽���Լ����õ���ɨ��ϵͳ��Ϊʹ������ӽ�ʵ�ʣ������˶�ά����Ԫģ�͡�
��ά�Ƕ����ȴ�������ƽ�ⷽ��Ϊ[3,4]
 (1)
(1)
���õ��������Բ���֮��Ĺ�ϵ�����и�ʽ��ʾ[2,4]
��s=��1��1+(1-��1��)(2)
��=(��s-��)/��(3)
cp=w1cp1+(1-w1)cp2(4)
w1=��1��1/����1��1+(1-��1)��2��(5)
k=kg(1-��)/(kg/ks+��)(6)
��=0.193 ��1.854(7)
 (8)
(8)
 (9)
(9)
d/D=1-(1-��1)1/3(10)
ʽ�С�T Ϊ�����¶ȣ�t Ϊʱ�䣻�� Ϊ�۴�ƽ���ܶȣ�cp Ϊ�۴����ȣ�k Ϊ�۴��ȵ��ʣ��� Ϊ���ϵ����x Ϊ�۲��ȷ���y Ϊ����ɨ�跽���� Ϊ��϶�ʣ�w Ϊ����ϵ����d ΪͿ���ȣ�D Ϊ����ֱ�����±� 1 Ϊ��֬��2 Ϊʵ�������s Ϊ���壻g Ϊ��������Ϊ���ʵ�λ.
3���߽�����
��ѡ�õij��ͻ����ܱ�֤���κ���״�IJ�Ʒʵ�ֱ䳤�ߵ������ܶ����롣��ɨ��һ��ʱ�����λ��Ϊ��ĩ����ɨ����λ�ú�Ϊ�̡� Һ�� �ۻ���塣�����ս�����У�Һ�����������Բ�����һ��������ԣ����Գ���ÿ��ֳ�����������ɨ��������Ϊ�����������߽Ӵ�����Ӵ�����Ϊ��ĩ��������Ԫ����Ļ�����ɨ���߿����̷ۺ��Ϊ���Ʋ�������һ��ײ�Ϊ��ĩ�빤��ƽ̨���ȴ�����ɨ�������ĩ�Ӵ��IJ�λΪ�����������룬���ಿλΪ������Ķ�������(����ϵ��Ϊ����������ۺ�ϵ��)�����������ϵ��ս���̣������֮����ȴ����ö����ڲ���Ԫ�ķ�����ʵ�֣���ͼ 2 ��ʾ��ʵ���ϣ��߽������ɼ�Ϊ���ࣺ �� ���������ڷ۲������λ�ò�ͬ�����أ��� ��������������ص�Ԫ��ı߽�֮��Ķ������ȡ�
ͼ2 �ս���̱߽�仯
Fig.2 Boundary condition varying with sintering process
4������������
���¶�ֵ���жϷ�ĩ�Ƿ����̡����ĩ�۵�Ϊ Ts���������¶� T>Ts ʱ��������ĩ�����ڣ��� T
���߸�������������ѧģ�ͣ������˶�ά����Ԫ����[5]������ʵ���Գ����������֤��
��������ѡ��ĩΪ����ϩ������������ ����ﯵĻ�Ϸ�ĩ����ĩ������ܶ�Ϊ58%��ɨ�蹦��Ϊ (15��25) W���߿� 0.4 mm��ɨ���ٶ�4mm/s��Ts=80 �������߶���������¶ȳ���ֵģ�⣬������Ԫģ�ͼ���������ͼ 3 ��ʾ��
ͼ 3���ս�����¶ȵ�ֵ�߷ֲ�(��)
Fig��3��Isoline of temperature during sintering progress
��ͼ3��֪����ѡ�����ս�����£��ս����Ϊ (0.4��1.2) mm������ս����Ϊ 0.15 mm��˵������ѡ����ս�����£���ĩ����ȫ��״̬���ս�ģ������֮��Ĵ�����ã��ս���Ʋ��������ŵġ�
�� WRe5-WRe25 �ȵ�ż�������¶���ʱ��ı仯���ߣ���������ֵ��ʵ��ֵ���˱Ƚϣ������ͼ 4����ͼ 4 �ɿ�������������ʵ��������С(��һ���λ�ڷ۲��м䣬�ڶ����λ�ڲ����Ӵ���)��
ͼ 4��ʵ���¶�������ֵ�Ƚ�
Fig.4��Comparison between tested value and calculated value
5���ᡡ��
������ SLS �ս���̵���ѧģ�ͣ�������߽����������˺����Ĵ�������ģ�ͼ�����ͬ��������������ĩ���ϱ䳤��ɨ�輤���ս�����¶ȳ�����⡣
�Ծ���ϩ������������ ����ﯵĻ�Ϸ�ĩ�ս���̽������¶ȳ���ֵģ�Ⲣ��ʵ��ֵ�����˱Ƚϣ�����ֵ��ʵ��ֵ�����Ǻϡ�
���ü�������ȷ����ƥ����սṤ�ղ��������̷ۺ�ȡ� ɨ���ٶȡ� ɨ�蹦�ʵȡ�
������������Ԥ�л���������Ŀ
�Ž���(1969-)��Ů����ʦ��˶ʿ������רҵ����������.
�Ž���(������ѧԺ ��е���ӹ���ϵ��ɽ�� ̫ԭ 030051)
���(������ѧԺ ���Ϲ���ϵ��ɽ�� ̫ԭ 030051)
�̾�(������ѧԺ ���Ϲ���ϵ��ɽ�� ̫ԭ 030051)
�ο����ף�
[1]�����Σ��ィ���ڹ����ȡ���ѡ���Լ����ս�ʵ�ֿ��پ�������
[2]��Nelson J C��Vail N K��Barlow J W��et al��Select laser sintering of polymer-coated silicon carbide
[3]������ǫ������Ԫ���ڴ���ѧ�е�Ӧ��
[4]��Nelson J C��Xue S��Barlow J W��et al��Model of the selective laser sintering of bisphenol-a polycarbonate
[5]���̾���������������е�Ӧ��
��ʮ�š����ٳ��μ��������������е�Ӧ�� �й�����������
1 ���ٳ��μ���
20����80������ڷ�չ�����Ŀ��ٳ���(Rapid Prototyping�����RP)����������Ϊ�ǽ��������켼�������һ���ش�ͻ�ƣ��������ҵ��Ӱ��������ؼ����ij��������������ٳ��μ�����һ�ֻ�����ɢ�ѻ�����˼������ͳ��μ������Ǽ�����������ء�������²��ϵ����¼�������չ�������Ƚ��IJ�Ʒ�о��뿪��������
2 ���ٳ��μ���ԭ��
���ٳ��μ������Ƚ����켼������Ҫ��֧������������������˼���ʵ�ַ���������ͻ�ƣ�����Ҫ������������������������ܡ���С�������ٶȵȷ��棬Ҳȡ���˺ܴ�Ľ�չ�����ǽ�����CAD/CAM���������⼼�������ؼ����Ͳ��Ͽ�ѧ�Ļ����ϣ�������ɢ/�ѻ�����ԭ���ij��η����������ԭ���ǣ��κ���ά������ɿ����������άƽ����ijһ���귽����Ӷ��ɣ���˿��Ƚ�CADϵͳ����άʵ��ģ����ɢ��һϵ��ƽ�漸����Ϣ������ճ�ӡ��۽ᡢ�ۺ����û�ѧ��Ӧ���ֶΣ������ѡ��ع̻�Һ��(��ճ�ӹ���)���ϣ��Ӷ����ٶѻ���������Ҫ����״���㲿��(��ģ��)�����췽ʽ�Dz��ϵذѲ��ϰ�����Ҫ������δ��ɵĹ����ϣ�ֱ�����������ϡ�����ν��ʹ��������������ȥ�����ϵ��������������ʵ�ֵ�������ͼ1��ʾ��
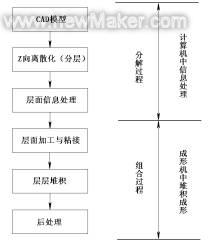
ͼ1 RP����ɢ/�ѻ���������
3 ���͵Ŀ��ٳ��μ���
���ٳ��μ�����ԭ�͵ij��η�ʽ��Ϊ������ӡˢ(SLA)��ѡ���Լ����ս�(SLS)������ʵ������(LOM)���ڻ�����(FDM)����άӡˢ(3DP)�ȡ�
1 ����ӡˢ(SLA) ����ӡˢ(Stereo Lithography Apparatus�����SLA)�ֳ�֮Ϊ�����������ͻ������̡��ǻ���Һ̬������֬�Ĺ�ۺ�ԭ�������ģ�����Һ̬������һ��������ǿ�ȵ���������������Ѹ�ٷ�����ۺϷ�Ӧ������������������Ҳ�ʹ�Һ̬ת��ɹ�̬��SLA����ԭ��ͼ��ͼ2��ʾ��
������CADϵͳ������������������άʵ��������ƣ�����ר�ŵļ������Ƭ��������άCADģ���и�����ɱ���ƽ��ͼ�����ݡ�
ͼ2��ʾ�������У�ʢ��������������¿ɹ̻���Һ̬��֬���绷����֬����ϩ����֬���ϩ����֬����ͬ��֬�����Ļ�е���Բ�ͬ������ӡˢ��ʼʱ������̨ͨ���½�����Һ�治��1mm(�൱��CADģ������һ����Ƭ�ĺ��)�������x-y����ɨ�������ݵ�һ��(������һ��)��Ƭ��ƽ�漸����Ϣ��Һ��ɨ�裬Һ����һ�㱻�������䵽���Dz���Һ̬��֬���ڹ�ۺ����ö��̻�������̨�ϡ���������װ���ִ�������̨ʹ���½��൱�ڵڶ�����Ƭ��ȵĸ߶ȣ�x-y����ɨ�����ٰ��յڶ�����Ƭ��ƽ�漸����Ϣ��Һ��ɨ�裬ʹ��һ��Һ̬��֬�̻�������ճ��ǰһ���ѹ̻�����֬�ϣ�����ظ�����ֱ��������ά���������ɡ�
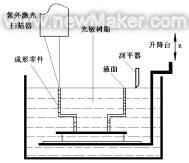
ͼ2 ������װ��ʾ��ͼ
SLA������Ŀǰ���ٳ��μ����������о������ķ�����Ҳ�Ǽ�������Ϊ����ķ�����SLA���ճ��ε�������Ƚϸߣ�������о��Ľ��˽���ɨ�跽ʽ����֬�������ܣ�ʹ�ù��յļӹ������ܴﵽ0.1mm�������ַ���Ҳ�������ľ����ԣ�������Ҫ֧�š���֬�������¾����½����еĹ�̻���֬��һ���Ķ��Եȡ�
2 ѡ���Լ����ս�(SLS) ѡ���Լ����ս�(Selective Laser Sintering�����SLS)���ö�����̼����⼤�����Ԥ��(��δԤ��)�Ľ�����ĩ�������Ϸ�ĩһ����ɨ����ȣ�ʹ��ﵽ�ս��¶ȣ�����ս���ɽ����������Ƴɵ�����ṹ��
ѡ���Լ����ս�������ӡˢ�������������ƣ����Ȼ�����CAD/CAMϵͳ����CADģ������Ƭ��ƽ�漸����Ϣ����x-y�������ڸ����ĩ�ϵ������˶�ָ�����������ͼ3��ʾ�����Ź���̨�ķֲ��½�������ĩһ��һ������ڹ���̨�ϣ�����ƽ��������ĩ��ƽ��ѹʵ��ÿ���ĩ�ĺ�Ⱦ���Ӧ��CADģ�͵���Ƭ��ȡ������Ͼ�����ɨ����ȵķ�ĩ�������������ϣ���δ������ɨ��ķ�ĩ������ԭ����֧�����ã�ֱ���ս�����������
SLS���յ��ص��Dz�����Ӧ��㣬����������������������������մɡ�ʯ���Ȳ��ϵ�������ر��ǿ�����������������ʹSLS�����ľ���������SLS���������֧�ţ���Ϊδ�ս�ķ�ĩ����֧�ŵ����á�
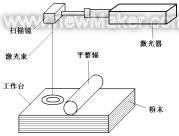
ͼ3 ѡ���Լ����ս�ʾ��ͼ
3 ����ʵ������(LOM) ����ʵ������(Laminated Object Manufacturing�����LOM)�����ֲ�(���ѹ)ʵ�����죬��������������ǰ�����ַ������������Ҫ�ص��Ǹ���CADģ������Ƭ��ƽ�漸����Ϣ�Բ���(ͨ��Ϊֽ)���зֲ�ʵ���и��ͼ4��ʾ��װ���ɹ������������ϴ��Ͳ��ġ�����ʱ������������CO2����������x-y�и��˶�������������̨�ϵ�һ�㲭���г�����һ����Ƭ��ƽ���������������̨�½�һ��߶ȣ����Ĺ�������������ִ����µ�һ�㲭�ģ����ϲ�����ѹ����ѹʹ���ι̵�ճ���ѳ��͵IJ����ϣ��������ٴν����и��˶��г��ڶ���ƽ������������ظ�ֱ��������ά���������ɡ�
LOM����ֻ���ڲ��Ļ���ֽ���и����������������������ɨ���������档��˳��κ��������ٶȽϿ죬��������������������������������֮��Ķ�������ڼӹ�������֧�����ã�����LOM���������֧�š�
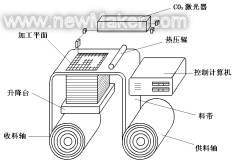
ͼ4 ����ʵ������ʾ��ͼ
4 �ڻ�����(FDM) �ڻ�����(Fused Deposition Modeling�����FDM)������β��Ͽ�������ʯ��������(��������)��ABS���ϼ�ҽ��MABS���ϣ���ʵ�����������ע�ܳ������졣
FDM�ڻ�����ϵͳ����ר����ͷ�����β�����˿״���ϣ���������ͷ�ڱ������ۻ�����ͷֱ���ɼ��������������������������켣�˶���ͬʱ���ۻ��IJ��ϼ���������ʵ�������һ�����㣬����Ѹ�����̣�������Χ�IJ������ᡣ����ģ���ӻ�����ʼ�����¶������ѻ����ɣ���ͼ5��ʾ��

ͼ5 �ڻ�����ʾ��ͼ
FDM���ղ��ü������������ʹ�á�ά�����ɱ��ϵͣ�����ζ�������ȶ��ɿ����ʺϰ칫�һ���ʹ�ã����ϻ���Ҫ����ʯ�����ε����ԭ�ͣ�����ֱ��������ģ���졣��ABS�����ԭ������нϸ�ǿ�ȶ��ڲ�Ʒ��ơ������������ȷ���õ��㷺Ӧ�á�������FDM����Ϊ���������ڲ��϶ѻ����ι��վ���һЩ�����ŵ㣬����շ�չ�dz�Ѹ�١�
5 ��άӡˢ(3DP) ��άӡˢ(Three Dimension Printing�����3DP)������SLS�������ƣ����÷�ĩ���ϳ��Σ����մɷ�ĩ��������ĩ������ͬ���Dz��Ϸ�ĩ����ͨ���ս����������ģ�����ͨ����ͷ��ճ���(��轺)������Ľ�����ӡˢ���ڲ��Ϸ�ĩ���棬��ͼ6��ʾ����ճ���ճ�ӵ����ǿ�Ƚϵͣ�������������յ�ճ�����Ȼ���ڸ��������������ʹ������ܻ������ǿ�ȡ�
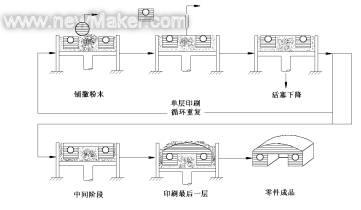
ͼ6 ��άӡˢʾ��ͼ
�ù����ѱ�������Soligen��˾��DSPC(Direct Shell Production Casting)������Ʒ�����������������õ��մɿ����о�ӡ�
4 ���ٳ��μ����������ϵ�Ӧ��
���ٳ������������ϵIJ����ǿ������켼��(Quick Casting�����QC)�����ֿ�������ʹ�ö��ֲ��ϡ��κ���״���ӡ��ڲ��ṹ��ϸ����������������������Ʒ�������ڶ̡����ȸߣ������������ҵ��ȡ�����ľ�������RPΪʵ������Ķ����ڡ���Ʒ�֡��ͳɱ����߾����ṩ��һ��������Ӧ��������ʾ����ǿ����������;��Ӧ��DZ�������ٳ��μ����������ϵ�Ӧ����ͼ7��ʾ��
ͼ7 ���ٳ��μ����������ϵ�Ӧ��
1 ֱ�����취 ֱ�����취��Ҫ��ָ��RP����ֱ��һ�����������õ��Ϳǡ���о���Ϳǡ���о���������ɽ��н�����ע�������������������ڴ�ԭ�͵������������������ת�����ʳ�ֱ�����취������շ���һ�����ڵ�����������������졣
(1)ֱ�ӿ������죺ֱ�ӿ������������ü���ѡ�����ս���Է�Ӧ����֬�������մɷ۽����սᣬ����һ���Ƴ������õ��Ϳǡ���о�ķ�������CAD�����У�ֱ�ӽ����ģ��ת��Ϊ���ͣ������Խ�עϵͳ���Ϳǵĺ�ȿ�ȡ5��10mm���ս�����У���������ֽ����սᣬ����������Ƿ�ĩ���ս���ɺ�ĩ�������پ��̻������ͻ�������õ��Ϳǣ����н�ע���Ƶý���������ô˷�����ʡȥ��ͳ����������ֹ��չ��̣��Ǵ�ͳ������ش����������ŵ����ٶȿ죬����Ҫ�κ�ģ�ߣ��������軭ͼ����ƹ���ʦͨ����������罫�����͵����쳵���ϵͳ�б������Ϳǵ�������������ù��յIJ���֮����Ҫ���������ֲڶ�ֵ�ϸߡ���ؼ��������ͿǺ�ȡ��ͿDZ���ֲڶȼ��̻��������ա�
�����꿪�����Ƶļ�������Զ�����ϵͳ���������������츲Ĥɰֱ�ӽ���ѡ���Լ����սᣬ����������ͺͿ�о��ʹ��һ�����������ϵ�Ӧ�õõ�����һ���ķ�չ��
(2)ֱ����ģ���죺ֱ����ģ����(Direct Shell Production Casting����дΪDSPC)������η������Dz��ü������ѡ�����սᣬ���Dz���ճ�������ѡ����ճ�ӡ���CADģ��ת����ģ�ǣ�Ȼ������������ģ����Ĺ��գ�������������������Ƶ���Ʒ�������ǰ��ֻҪ10�죬�ǽ��������ƺ������ϵ�һ��ͻ�ơ�
ֱ����ģ������Դ����άӡˢ���ٳ��μ���������������ͼ8��ʾ��
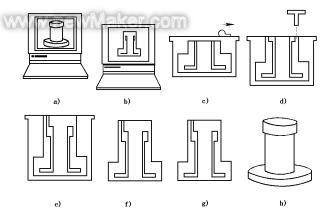
ͼ8 ֱ����ģ����Ĺ���
a) CAD ��ƺõ����ģ�� b) ģ�����װ�ù���ģ����� c) ģ������װ���ϱ�����������մɷ� d) ��īͷ������ճ���
e) �����ظ������еı��� f) ȡ��ģ�Ǵ������ɷ� g) ȼ��ģ��ע�����ڽ��� h) �ֿ�ģ��¶����ɵ����
1)������ԭ��CADģ�������Ϳ����װ�ã��������ڽ�ע�����Ŀ��͵ĵ���ģ��(����������������������Բ�ǡ��ӹ�������������ǻ��Ŀ����עϵͳ��)�����г�������ģ�⣬Ԥ������ʱ���ܳ��ֵĸ������⣬����ģ�Ͳ�ȷ�����ͺͿ�о�ĺ�ȵȳߴ磬��ȷ�������ƿDz��ϵ������Ȳ�������ͼ8a��b��ʾ��
2)�ѵ���ģ������ģ������װ�ã��ɵ���ģ���Ƴɹ������ά�մ�ģ�ǡ�
�� ��ģ������װ���ϱ������һ�㱡����ϸ����ۣ���ƽ����ѹƽ����档
�� �ɰ�ָ����x-yƽ���ƶ�����ͷ�����۲����������ѹ���մ���������ͨ���糡������Ĺ轺Һճ����Σ�ʹ�γ��ͿǺ�ȵĸ���۲�̻���δ��ճ�ӵĸ��������������������֧�š�������������������ֱ������������ά���ͣ���ͼ8c��e��ʾ��
3)ȥ���Ϳ������δ��ճ�ӵķ��ϣ�Ȼ������ģ����һ����ɡ��ս��Ϳǣ���ע����Һ�������ԭ��CADģ����״���ߴ���ͬ����������ͼ8f��h��ʾ��
ֱ����ģ�������Ƶ����������������ͼ9��ʾ��
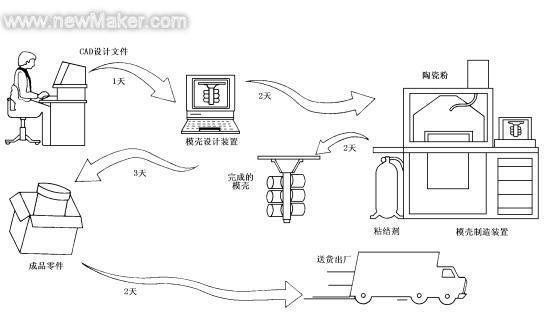
ͼ9 ֱ����ģ���������
ֱ����ģ����ʹ��ģ�����Ϊ�������η����и����������Ĺ��գ���Ϊ����һ�����ԡ��������գ��������еĸ��������Լ�ijЩ���ӵ��ڲ��ṹ����������
�ù��յij��β���Ҳ������������ɰ��ֱ���Ƶ������õ�ɰ�ͣ���ע�ɻ�ý���������÷��������豸���з��õͣ����γߴ���β��ϱ��ˣ��ʺ����ڵ�����������������졣
2 һ��ת�Ʒ� һ��ת�Ʒ���Ҫ��ָ��RP����(��FDM����LOM����SLS����SLA����)�ṩ��ԭ����Ϊĸģ����ֱ������ͨɰ�����졢��ģ���졢��ʧģ�����������������칤�ս�ϣ����������������ڴ�ԭ�͵��������Ҫ����һ��ת�����ʳ�һ��ת�Ʒ�������շ���һ�����ڵ�����С�������������
(1) ��ͨɰ��������ģ���Ŀ��ٳ��� ѡ���ʵ�����֬�����Ƶ�ԭ��ģ�����ٽ��б�����ƣ���������LOM���Ƶ�ԭ�ͣ�Ȼ��ģ��ֱ�Ӱ�װ��ģ�塢о����ʹ�á�������ɰ��������ģ��ʱ���������칤��ר����������ٳ��μ������ϡ����������칤��ר��������Ϊ��������������ϼӹ���������ģб�ȡ�����Բ�ǵȡ����й�����һ��������ٳ��λ��м����Զ����������������ģ�����Ƴɵ�ģ����������ƴװģ�壬Ҳ���Դ��洫ͳľģ�����ֹ�ɰ�����죬�����ģ�����Էֶ�����������ϡ�Ϊ�˽�ʡ��֬���ϻ�ʱ�䣬ģ������ͨ�����Ƴɷ���״�ṹ���������ֽṹ��ʱ�ɽ�ʡ����70%��ģ�������Ⱥͷ���״�ṹ�ľ���ߴ����ģ�����ܵ�ѹ����������Ϊ�����ģ������ĥ�ԣ�������֬ģ��������Ϳ���Ͻ���ط�¡���ϡ������ֹ���������һ��ֱ��445mm����55mm��ģ����������1mm����������״�ṹ��15mm�������֬ɰ��������ʹ��114�κ���淢���ֲ����룬��180�κֲ������Կɼ���ʹ�á���ģ���ߴ羫�ȷ���Ҳ����������ģ�ʹ�ø�ϵͳ�����˽�200��ģ�ߣ�δ����һ�γߴ羫�ȳ�����������ij�γ���ģ����20���ߴ��У�ƫ����-0.62%��+0.9%֮�䡣
LOMֽ��ԭ�;�����ľģͬ��ˮƽ��ǿ�ȣ���ͬ�������ŵ���ĥ���ܣ�����ľģһ��������Ȼ�е�ӹ���Ҳ���Խ��й����ӵ����μӹ�����Ӳ�ȡ�ǿ���������ڱ�1�С���ˣ��Դ˴���ľģ�����������ڵ�����������������Ҳ��������С��������������ʵ��������ʹ��300�������Կɼ���ʹ�õ�ʵ��(���������ǹ�ӵ�)����������������˾��LOM�����쳤685mm����������ģ�����ȷ�3��������Ȼ����ƴװ��ɰ�������õ�ģ�壬�ߴ羫�ȴﵽ��0.13mm��
�� �� Ӳ��/HS ��ѹǿ��/MPa
LOMģ����ֱ��ֽ�� 45 66
LOMģ��ƽ����ֽ�� 17 66
��ģ 40 153
ɼľģ 30 69
��ľģ 20 81
����ľģ 25 -
���⣬���������Խ��ǿ�Ⱥ����;��ȣ��ʻ�������������ľģ�����磬���Ϳ���������������������ģ�������γߴ�Ϊ760mm��600mm��280mm��
�ɼ���ʹ�����ַ�������ģ�������¼����ŵ㣺���������Լ����Ĺ�ʱ����ͣ�����ʵ�����˻�����������Ҫ������ģ�������ɼ���ģ�����ܳ��صȡ�
(2)������������ģ�Ŀ��ٳ��� �������еĿ��ٳ��μ���������ԭ�Ͷ�������Ϊ��ģ�������ʧģ�����ֿ��ٳ��μ��������������ȱ��Ƚϼ���2��
��2 ��Ҫ����ԭ�ͼ��������������ȱ��Ա�
|
�� �� |
����ӡˢ |
ѡ���Լ����ս� |
�ڻ����� |
����ʵ������ |
|
����
��ģ������Ӧ��
���췽��
��(��)ǰ������
��(��)��ʱ��
��(��)�������
����������̶� |
������
�е�/��
ɰ��/�Ϳ�
��
�е�/��
��
�� |
��ϩ��
��
ɰ��/�Ϳ�
��
��
�е�/��
�� |
��ϩ��
��
ɰ��
��
��
�е�/��
�� |
��̼��֬
��
ɰ��/�Ϳ�
�е�/��
��
��
һ�� |
ʯ��
����
ɰ��/�Ϳ�
�ɺ���
��
��
�� |
ʯ��
�е�/��
ɰ��/�Ϳ�
�ɺ���
��
��
�� |
ֽ
�е�/��
ɰ��/�Ϳ�
��
��
��
�� |
|
|
|
|
|
|
|
|
SLA���β����DZ�ϩ��֬������֬���ȹ��Թ�����֬����Щ����ֻ����ʧ�������ܼ����ۻ������Գ�����֬ģ����Ϳ���մ��ͻ���Ϻ��գ���ģ���յ���ʣ���մɿ��壬���ͿǼ��뱳ɰ��ע����Һ����ȴ�ɵý��������÷��������Ƽ������ࡣSLA������ģ�����������������ģ��������������������֬�ۺ���ģ���ڽ�Ǻ���ģȼ��ʱ�����ͻᵼ���Ϳ����ѡ��������ϸĽ���������ר��Ϊ��ģ����������ƵĻ��ͣ���������֬ģ�����пյģ����ñ���1mm������������������������������֧���������������е��пղ��֣�����ڿ����������в�δӲ������֬�ų��������ڽ�Ǻ�ȼ����ģʱ�п�ģ��������������������ʹ�Ϳǿ��ѡ�ר��Ϊ�俪���Ļ�������֬��ճ�ȵͣ��������п�ģ��ʱ�����������ų�������֬ʱ��̣���ʹ���൱���ӵ�ģ��Ҳֻ��2��3min����������֬�������п�ģ���ڿ��Ժܱ�(0.3��0.5mm)�����Ժã�����С��������֬ģ�����ƿDz��Ͻ����Ժã��Ƴɵ��Ϳǽ�ע�������������ࡣ����������֬ȼ�����ܺã�ȼ��1gģ������������Ϊ10��g��
SLS���β��Ͽ�������ģ���������ۡ���̼��֬��������ABS���ϵȡ�ʯ������̼��֬�������Բ��ϣ����Ⱥ����ȫ�ۻ������ʺ�����ģ���졣�������Ƴɵ�ģ����ֱ�ӽ����������ģ���칤��̼��֬ģ�����졢ǿ�ȸߡ�����ֲڶ�ֵ�ͣ��������������ʯ��ģ����̼��֬��ĩ�ս�ɵ��п�ģ��������ģ��������Ҳ����ǰ;������ģ�����¶ȱ仯�����У�ǿ�ȸߣ������������б��κʹ���٣������ȼ�����������в����ҷ��١����ڻ����о�����������ĩ���ϣ���۱���ϩ��PMMA�����ս��¶ȵ͡�ǿ�ȸߡ�ȼ�տ졢�ҷָ��١�
��ѡ���Լ����սṤ���Ƴɵ�ԭ�ͳߴ���ʹ������ʱ�ɴ���(0.13��0.25)mm������ֲڶȾ�����ֵ��3.048��4.064��m֮�䡣ʹ������ʱ��ֱ����ij����ٶ�Ϊ12.7mm/h��ʹ�þ�̼��֬��ĩʱΪ25.4mm/h������SLS��������ֲڶ�ֵ�����������ٳ��μ����Ƽ�������̼��֬��ģ��ͨ���������Ϳ�������ơ���ͳ����30����ģ�����ø÷���ģ���籱������50������쳧���ñ���������ģ����������һ�ҹ�˾��������һ�������ǽ���4��ʱ���12000��Ԫ����������ͨɰ�ͷ������ƣ�������16��ʱ���75000��Ԫ��
FDM��Ҫʹ�������Բ��ϻ�ʯ�����÷���������������ԭ����SLSԭ����ͬ��������������������롣�����Բ��ûҷֺ����ܵ͵Ĺ�ҵ������ʯ�����������ֲڶ�ֵ�ϵͣ����ϱ��ľ�����ģ�����ڲ���ͨ��������ʯ���ɿ��ٴӿ����������������������ֲڶ�ֵ��SLS�Ƽ��ߡ�
LOM��ֽ�ŵ�������ԭ�ͣ�Ҳ����Ϊ��ģ�������ʧģ���������ܳ��������������з�����ζ�����ԭ������Ϊ��ģ����ʹ��ǰҪ���������Ϳһ���𱣻����õľ۰�֬�����ȱ���ʱģ�������������ҷ֣��п��ܻ��������������������⡣
���ر�ָ�����ǣ�DSPC������ֱ����ģ���죬��ͨ������ģ���Ƴɹ������ά�մ�ģ�ǡ��ù�������ģ�����ƿǹ����б��ʲ�ͬ����ֱ�����ü����������Ƶ������Զ������մɿǣ�������ģ��ѹ�ͣ�ʹ��ģ����ʡȥ����ѹ�͡���ģ�Լ�Ϳ��Ϳ�ϵĹ������������ģ�������������ڣ�Ҳ���ÿ�����ģ���ε����ص�Ӱ�졣��ˣ��������Ƶý��������������������пյ������ʹ�ø÷��Ĺ��������յ�������һ���ڿɽ����߾��ȵ�������
(3)ʵ��������ʧģ�Ŀ��ٳ��Σ�����ӡˢSLA������ʵ������LOM���ڻ�����FDM�����ɵ���֬�������Բ���ԭ�;����Բ���ʵ�����칤��ֱ��������������Ϳ���ͻ���ϵij���ģ���������ܷⲢ������ɰ�������У�������п�����ʹɰ�ͽ�ʵ�����ۻ��Ľ���Һͨ������Ľ�ð��ϵͳ����ɰ���У��յ�ģ����ȡ����λ�ö��γɽ���������������յ�ģ��ʱ�������������Ļҷ֣�����ֱ��Ӱ������ı���������
ѡ���Լ����ս����о������۱���ϩ��PMMA��ĩ�����ս��¶ȵ͡�ǿ�ȸߡ�ȼ�տ졢�ҷ��١������ս���ɵľ۱���ϩ��PMMAģ������Ϊʵ���������ʧģ��
3 ����ת�Ʒ�
����ת�Ʒ���Ҫ��ָ��RP����(��FDM����LOM����SLS����SLA����)�ṩ��ԭ����ĸģ���ɽ�ע��������������֬���۰�֬�������ϣ�������ģ�ߣ�������ģ������ģ���졢�մ������졢ʯ���������Ϳ��ת�Ʒ�������������칤�ս�ϣ����������������ڴ�ԭ�͵��������Ҫ�������λ�������Ϲ���ת�����ʳƶ���ת�Ʒ�������շ���һ����������������졣�ü����Ĺؼ���ԭ�ͷ�����ģ�ߵijߴ羫�Ⱥͱ���ֲڶȵı�֤��ģ�ߵĶ�λ��
5 ���ֿ��ٳ��μ�����������Ӧ�õıȽ�
���ٳ��μ��������켼���������������������Ѽ���·�����ʺϵ�������࣬�ɹ���Ϊ��3��
��3 ����������Ѽ���·�����÷�Χ
|
����� |
���������������Ѽ���·�� |
���ʺϵĽ���������� |
|
SLA
LOM
SLS
FDM
DSPC |
SLAԭ��(�����)����ģ����������
LOMԭ��(�����)��ʯ����(���մ���)������
SLSԭ��(�մɿ���)������
FDMԭ��(�����)����ģ����������
��FDMֱ�����ɵ��۵�������
DSPCԭ��(�մɿ��ͻ�ɰ��)������ |
�еȸ��ӳ̶ȵ���С������
���еȸ��ӳ̶ȵĽ���ģ�ߺʹ���������
����������
�еȸ��ӳ̶ȵ���С������
�еȸ��ӳ̶ȵ���С������
������������ |
��SLA��SLS��LOM��FDM����ԭ�������ľ��������Ⱥͱ���ֲڶȽ��бȽϡ�
1 �������ȱȽ� �ⶨ��ͳ�Ʋ�ͬ���ٳ���������xyƽ���ڼ�z�᷽�����������������ȵĹ�ϵ���Լ�����ܶȷֲ�������xyƽ����������������ȵĹ�ϵͼ��ͼ10��ʾ���ۺϷ�������ͼ��֪SLAԭ�����������������С������ܶȼ��С�
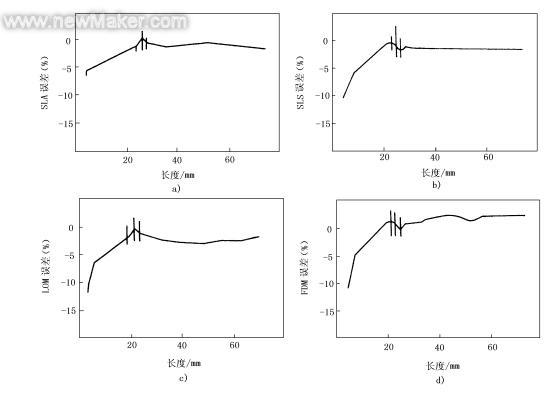
ͼ10 ������xyƽ���ڲ����������ߴ��С�Ĺ�ϵ
a) SLA��� b) SLS��� c) LOM��� d) FDM���
2 ��������ֲڶȱȽ� ���Լ��ϱ��桢б�����ֱ��ı���ֲڶȣ�ͳ�ƽ������4�������ݿ���LOMԭ����������������͵��������ֲڶ�ֵ���������ı���ֲڶ�(Ra)�ֱ�Ϊ1.5��m��2.2��m��1.7��m�������SLAԭ�������ļ��������ֲڶ�ֵ���Ҳ��С��
��4 ���ֲ�ͬ���ٳ���ԭ�����������ı���ֲڶ�Ra (��λ����m)
|
- |
LOM |
SLS |
FDM |
SLA |
|
�ϱ���
�(45��)
��ֱ�� |
1.5
2.2
1.7 |
5.6
4.5
8.2 |
14.5
11.4
9.5 |
0.6
6.9
4.6 |
�ڹ�ҵ�����У�ѡ�����ԭ�ͳ��������ǶԿ��ٽ����������Ⱥͱ���ֲڶȵ�Ӱ���⣬���ÿ�����ɱ������ء���Ŀǰ�������SLAԭ�͵ijɱ��ϸߣ���С��ʱ��ʹ�ã�����������ʱ��LOM��SLSԭ��������ǽϼѵ�ѡ��
6 Ӧ�þ���
1.���ڿ��ٳ��ε���ģ���� ��ģ�����ǿ��ٳ��μ��������켼�����Ͽ���������������ģ����õĹ��գ�SLA��SLS��FDM��LOMԭ�;���������ģ���죬��2�ѶԸ��ֿ��ٳ��ι���������ģ�������ȱ��Աȡ�ͬһ��RPԭ������ģ����Ĺ��շ���Ҳ�ж���ѡ��������LOMԭ��������ͷ��Ϊ�����ж�����ģ���칤�շ����ķ����Աȣ���ͼ11��ʾ��

ͼ11 ������ͷ��Ķ�����ģ���칤�շ���
1��ֽ��2��������3���Ϳ�Ϳ�ϲ�4������Һ5������6��ʯ��ѹ��7��ѹ��
8����ֽ��9�����մ�10��ѹ����11��������֬ѹ��12������Ͻ�ѹ��13�����¹���ѹ��
(1)����a����ֽģ������ģ��ճ�������ڣ�ֱ��Ϳ�Ͻ�ǣ������±��գ��յ�ֽģ�������п��Ϳǽ��н�ע���÷�����ʵʩ������Ҫ��ֽģ��ȼ�ա��������١����������ֽģ�к�����������Ϊ4.93%��5.11%��ˮ�ּ�7.39%��8.00%�Ļҷ֣�����ڱ����У�ֽģ�������������壬�����Ϳ����ѣ����ұ��պ����Ϳ��в����϶�Ļ�������������ɾ������¾���������������ȱ�ݡ�����ÿ�ν�ע��Ҫ��ʧֽģ����ɱ�Ҳ�ϸߡ�
(2)����b����ֽģ��ĸģ������ʯ����ѹ�ͣ���ʯ��ѹ��ѹ����ģ��������ģͿ�Ͻ�ǣ������������յõ��п��Ϳǣ������н�ע����ʯ��ѹ�͵����Բ��ģ�����ٶ����������ʵͣ���ʹ�������ͣ��ʸ÷���ֻ�ʺϵ�����С����������
(3)����c����ֽ��������������մɲ��ϵȱ��洦����Ȼ���þ����洦������ֽ����ѹ�ͣ�����ѹ����Ϳ�Ͻ�ǵȾ������̡����洦�������ֽ���������ĥ�ԣ���ֹֽ���ѽ��ֲ㣬���ͱ���ֲڶ�ֵ�������ѹ������������ģ����������ȱ���������ӱ��洦���豸���ã���״���ӵ�ѹ����ǻ��Ϳ��Ĵ�ĥ��������ѣ�������Ϳ��һ��ϱ����䱳����Ȼ�ǵ����Բ��ֽ�ͣ�Ҳ������ģ�������������ʵ͵�ȱ�㡣
(4)����d����ֽģ���ƻ�����֬ѹ�ͣ�������ѹ������ǵȹ��̡�������֬Ҳ���ڵ����Բ��������һϵ�бײ��������ϻ������Σ�Ӱ��ѹ�ͺ���ģ�ߴ羫�ȣ���Ӧ�ý��١�
(5)����e�� �ð�ֽ����ʯ���ͣ�Ȼ����ʯ�����ϸ���Sn-Bi�Ͻ�ѹ�ͣ�����Sn-Bi�Ͻ�ѹ��ѹ����ģ�����ھ�����������Sn-Bi�Ͻ�ѹ�;��е����Ժã�ѹ������������ǻ����⻬�������Ժõ��ŵ㣬�㷺���ھ������������С����÷����е�ѹ�����ɸ��Ƶ�ʯ�����ٴθ��ƶ��õ��ģ���θ��Ʋ�������ѹ���������ں������ɱ�����ʹѹ�;��Ƚ��͡�
(6)����f���ð�ֽ�������������ͣ�����ע����Sn-Bi�Ͻ�ѹ�ͣ����ھ��������������÷����뷽��e���ƣ����������ijɱ��ϸߡ�
(7)����g����ֽģ��Ϊĸģ��ֱ����Һ̬Sn-Bi�Ͻ�ע�����Ƴ�Sn-Bi�Ͻ�ѹ�͡��뷽��e������f��ȣ��������������ŵ㣬����ʡȥ����ʯ���ͻ�������м���ɸ��Ƶ��м价�ڣ�������������ѹ�͵Ĺ��գ�Ҳ�Ǽ����ѶȽϴ�Ĺ��գ���Ȼֽ��Sn-Bi�Ͻ�Һ�ij�ˢ���������£��в������Ż�ȼ�պ�̼��������ע�¶ȹ���ʱ��ֽ���е�ˮ�ֺ����ܽ�������ϴ�ķ���������ʹֽ�ͷֲ��ѽ���Ӱ����������ֲڶȣ�����ڱ�֤���͵�ǰ���£��������ͽ�ע�¶ȡ����������µIJ�������ԭ�ͣ������յ����õ�Ч����
2. ���ڿ��ٳ��ε��մ������� ���ٳ��μ������մ��;������켼�����ϵķ���Ϊ���ٽ���������������Ч;��֮һ��
(1)���ڿ��ٳ��ε��մ���������ص㡣�����п��ٳ������մ��������˫���ص㣺
1)���������״�����ơ�
2)���������࣬�ߴ羫�ȸߡ�
3)�����ϸ�����ܹ��������ؿ̻�������
4)�մ���������������ܺϽ����ࡢ���������ͳߴ�����ơ��ر��Ƕ����ּ��������������Ǵ������С�����մ������춼�DZȽ�����ķ�����
5)������CAD���ݿ��ƣ�ģ���ķ��㡣
(2)���ڿ��ٳ��ε��մ�������Ĺ��չ��̼�ͼ12��ʾ��
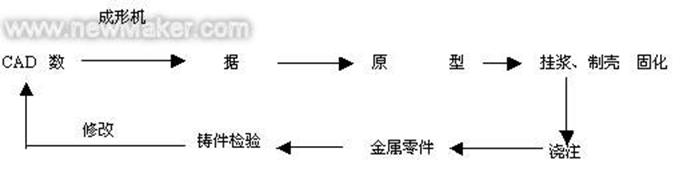
ͼ12 ���ڿ��ٳ��ε��մ�������Ĺ��չ���
1) ����άCAD����ϵͳ�������������άʵ��ģ����ơ�����ģ��STL�ļ���
2) ��ģ����STL�ļ����д������ֲ㡢��֧�š�
3) ���ٳ��λ����ѵõ���ģ���ֲ㡢֧���ļ������������ģ������֬ԭ�͡�
4) ֱ����ԭ���Ϲҽ��������մɿǡ��������·���2h���ң����մɿ���ȡ��ԭ�͡�
5) ���մɿ��ڼ���¯�ڱ���(200��)5h��ȡ������Ȼ��ȴ��
6) ��ע�������õ�������
7) ������������ɰ�Ⱥ������մ������õ�����������
8) ���������гߴ硢��ѧ���ܼ��顣
�����ϸ���CADģ������������
(3)����������������CADģ�Ͷ���ͼ��ͼ13��ʾ�������ߴ�Ϊ125mm��62mm��50mm����Ƿֱ�Ϊ35.5����13.7������������֬ԭ����ͼ14��ʾ��
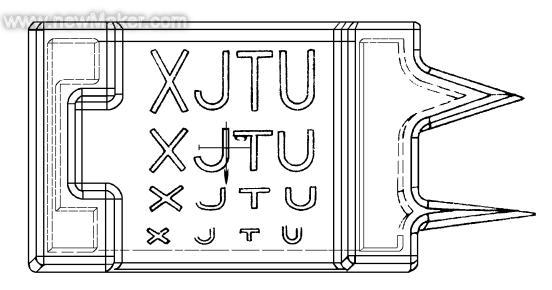
ͼ13 CADģ�Ͷ���ͼ

ͼ14 ��֬ԭ��ͼ
�մ��͵��������£�
1)�ͻ���ϣ�����5��
��5 �ͻ����
|
��ʯ��(��ɰ)100g������ |
|
����/mm
����/g |
0.600��0.300
< 15 |
0.300��0.150
30 |
0.530
55 |
2)ճ�����������֬ˮ��Һ
�� ������֬ˮ��Һ�䷽���������Ϊ��������֬58.1%������ˮ8.75%����ˮ�Ҵ�32.5%����ռ����������0.5%��0.6%��
��(MgO)ռ����������2%��3%��
����Һ�ȣ���ʯ��(g)/ˮ��Һ(mL)=2��3��
�������¶�200��(������)��
3)�̻�������MgOʹӲ��ʱ���ӳ���Լ1h�����������������ǿ�ȣ���������ģ����ע����ѡ��w(C)=0.4%����̼�֣���ע�¶�Ϊ1600����������ɰ������ȴ10h������ɰ�����������ĴֲڶȺͳߴ磬�����ı���ֲڶȴﵽRa=3.2��m���ߴ羫��0.3mm/100mm����������ϸ�������ܹ������ظ��Ƶ������ϣ�������Ƭ��ͼ15��ʾ��

ͼ15 ������Ƭ
3 ���ڿ��ٳ��ε�ʯ�������� ��ij���ڡ����ӽṹ��������װ��(��ͼ16)Ϊ�������ܻ��ڿ��ٳ��ε�ʯ��������Ĺ��չ��̣�
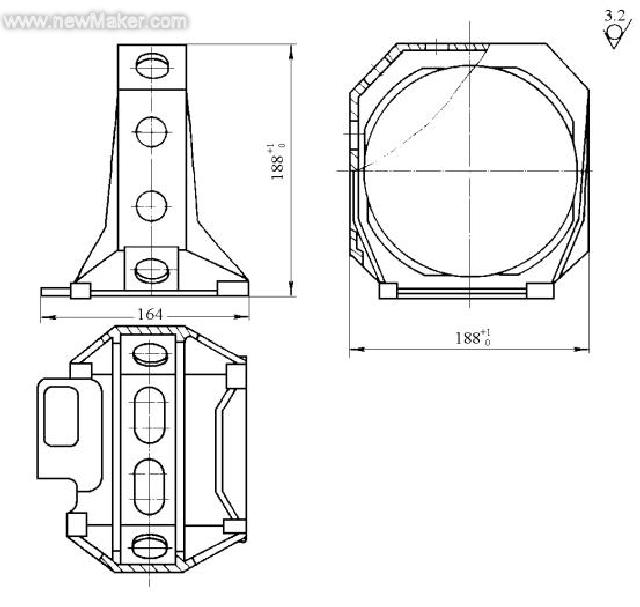
ͼ16 ����ͼ
ѡ���ڻ����μ���FDM��Ϊ��װ�����������ij����ֶΣ����β��ϲ�����ģ����ʯ��ICW04���������¶�Ϊ80������������������ϡ�
1) ����װ������ͼ��ת����CAD���ݣ�����CAD����վ��������ά����ͼ�Σ�Ȼ�����뵽UNIX����վ����FDM������ģ�����ݴ���Ϊˮƽ�ֲ����ݣ����ݸ�FDM���ٳ��λ���
2) ��FDM���ٳ��λ��ڣ�������ʯ����FDM��ͷ�����������γ�һ������(���0.03mm������2.5mm)������ģ���Ӱ�װ�ܵĻ������濪ʼ�����¶���������ɣ���ͼ17��ʾ�������ɹ���ÿ����7h���ҡ�

ͼ17 ������Ƭ
3)�����ĺ������ñ�ͪ��Ϊ��Һ���ֹ�������������ֲڶ�ΪRa=6.4��3.2��m��
4)��������������ͼ��Ҫ��
5)��װ��FDM�������о������շ�����ƣ����麸��ðϵͳ����ͼ18��ʾ��
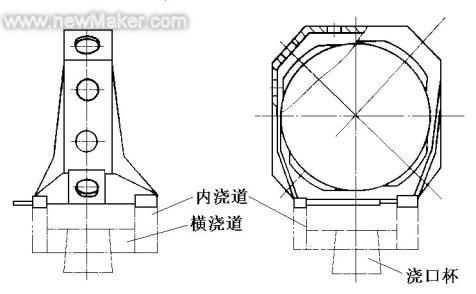
ͼ18 ���շ�����ͼ
6)�������(33.3Pa)������ʯ�ཬ�ϣ�����ʱ��2��3min��
7)ģ���������Է���ˮ�У�ϴ�ӡ����ݡ����ۡ�
8)�̶�ģ�飬����ʯ���ͣ�����ȫ����������½��У�������Ҫ��1min�ڴﵽ20Pa���������Ѹ������գ��������͡����ơ�����Ӧ����1.5h��
9)�ڵ���(88��105��)������(��ģʱ��2��3h)����ѹ(��ģ����ѹ��0.1MPa)�������¶�����������
10)ʯ������Ȼ����2d��
11)�����±��գ������¶�700��������ʱ��16��18h��
12)ʯ����ת��310���ĵ��豣��¯�ڣ�����4��6h���ȴ���ע��
13)�ۻ�ZL101A������������
14)����������½�ע����Ѹ������գ���ѹ����ѹ(0.7MPa)��������ѹ���½ᾧ�����̡�
15)����������У�������䴦����
16)������T7�ȴ�����
FDM������ʯ���;�����������õİ�װ��������Ƭ��ͼ19��ʾ�������ֲڶȡ��ߴ����ͼ��Ҫ�����������������Ҫ��������������40%���ϣ��ɱ�����20%���ϡ�
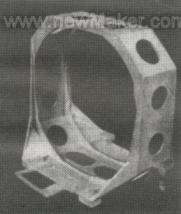
ͼ19 ������Ƭ
4 ���ڿ��ٳ��ε�Ϳ��ת�Ʒ��������� ���ڿ��ٳ��ε�Ϳ��ת�Ʒ��������������RP(LOM��SLA)ԭ�ͻ����ģ��(��RPԭ��Ϊģ�������Ƴ��Ĺ���ԭ��)����Ϳ��Ϳ��(ˢͿ����Ϳ����Ϳ)����Ϳ�㱳��Ѹ�������֬ɰ��ˮ����ɰ��Ϳ����Ժܺõ�ת�Ƶ�ɰ�͡�ɰо���棬����Ϳ����Ժܺõؾ�ȷ���Ƴ�ģ�������λ���ǻ����״������������������ijߴ羫�ȡ�������ɰ�ͺ�ע���½���Һ�����̺��洦���������þ�ȷ���εĽ��������ģ�ߣ��乤��������ͼ20��ʾ��

ͼ20 ���ڿ��ٳ��ε�Ϳ��ת�Ʒ���������ģ���Ĺ�������
(1)���ڿ��ٳ��ε�Ϳ��ת�Ʒ�����������ص�
1)Ϳ�㲻ռ�������ģ�ߵijߴ�ռ䣬����Ҳ��Ϊ���ڿ��ٳ��εķ�ռλͿ��ת�Ʒ��������졣
2)Ϳ�����ι̵ظ�����ɰ��(о)�ϣ��нϴ�ĸ���ǿ�ȣ�����Ϳ����нϸߵ�ǿ�ȡ�Ӳ�ȡ����º�����ʴ���ܣ����������ơ�
3)����ģ������ȣ�û����ģ�ı��Σ�����������������ijߴ羫�ȣ���ʯ���;����Ƚϣ�û��ʯ�����ͺ���������ijߴ�ƫ��ͻ�ȵ͵IJ��㣻���մ��;�����ȣ�û���մ��������������ߴ羫�ȵ͵�ȱ�㡣
4)���β�Ʒ�ߴ羫�ȸߣ����Ի�ýϵ͵ı���ֲڶ�ֵ��
5)��Ӧ��Χ�㣬��������ͭ�����������ּ���
6)�������ڶ̡��ɱ��ͣ�����洦�����Ͽ����ڿ�����������ģ����
(2)���ڿ��ٳ��ε�Ϳ��ת�Ʒ���������Ĺ��չ���
1)����RP(LOM��SLA)ԭ�ͣ�����ԭ�ͷ���������������ģ��
2)��RPԭ�ͻ������ģ�̶�������ƽ���ϡ�
3)����ɰ�䡣
4)ͿĨ���ͼ���
5)��ģ����ˢͿ����ͿͿ��(Ϳ��1��3mm)
6)����֬ɰ��ˮ����ɰ���ͣ��̻���Ϳ���Է���ת������о���棬��ȥģ�����õ��Ϻ�Ϳ�ϵ���о��
7)������о���棬��ȥ�������л��ܼ���ˮ�֡�
8)���͡���ע���������������Ʒ��
(3)���ڿ��ٳ��ε�Ϳ��ת�Ʒ������������ģ��
1)Ϳ�ϵ�������Ϳ�����գ�Ϳ����Ҫ���ͻ���ϡ���Һ��ճ��������Ӽ���ɡ��ͻ������Ҫ�Բ�ͬĿ���Ĺ�ʯ�ۺ�Ī��ʯ��Ϊ�������ô�����������Һ��������֬��ճ�������������������������Ϊ���Ӽ����ƿ��Ϳ�ϡ�
Ϳ�ϵ�Ϳ��������Ҫ��ˢͿ����Ϳ����Ϳ����Ϳ����Ϳ�;����ĩ��Ϳ�ȡ����ڵ�����С��������ķ���������������ˢͿ����Ϳ�������ϣ�Ϳ��Ч���á�
2)���ƹ�����ģ��������״����������ȡģ���������ֱ�ӽ������RPԭ����Ϊĸģ�������ͣ�������״���ӡ���������ȡģ���������RPԭ�ͷ���������������ģ������������ʹ�á���ӡ���ܺá���ʴ��ʹ��������������ȡģ����Ӧ��Χ����ص㣬�㷺����ģ������ģ�����졣
3)���ͺͽ�ע����RPԭ�ͻ�����м������ģ���污��Ϳ��һ����ģ��(�����÷��һ��ʹ���)��Ȼ����ģ������ͿˢͿ�ϣ�Ѹ�������֬ɰ��ˮ����ɰ(��֬��ˮ�����������Ը��ڴ�ͳ����֬ɰ��ˮ����ɰ����)����ʵ�̻���Ϳ���Է���ת������о���棬��ȥģ����õ��Ϻ�Ϳ�ϵ���о�������������о���棬��ȥ�������л��ܼ���ˮ�֡������к��͡���ע�����ɻ�ý��������ģ��������ģ������б��洦����ʹ�������з�ճ����ʴ�������ֹ��ܣ��ɽ�һ�����ģ����������Ч��
���øù��ռ��������IJ�������ģ���������������6������ģ���ﵽ�ľ��ȼ���7��
��6 ����ģ�����������
|
��� |
����ģ������ |
ʹ�õ�λ |
���� |
���� |
|
1
2
3
4
5
6
7 |
Ħ�г�����Ͳ������
����Һѹ���������
ɣ���ɽγ��ƶ�ǯģ��
ɣ���ɽγ��ƶ���ģ��
ɣ���ɽγ�����ģ��
ɣ���ɽγ�����ģ��
V6��������������ģ�� |
�Ϻ�������ҵ�ܹ�˾
�Ϻ�����Һѹ����
�Ϻ�������ҵ�ܹ�˾
�Ϻ�������ҵ�ܹ�˾
�Ϻ�������ҵ�ܹ�˾
�Ϻ�������ҵ�ܹ�˾
����ij������˾ |
3
3
2
2
2
2
2 |
24
24
16
40
40
80
8 |
��7 ����ģ���ﵽ����Ҫ��
|
����ģ���ߴ緶Χ/mm |
����ģ������/mm |
����ֲڶ�Ra/��m |
|
10��200
200��500
500��2000 |
��0.2
��0.3
��0.5 |
3.2
6.3
6.3 |
��������������ģ����ͼ21��ʾ�����������������ؼӹ��ıȽϼ���8���ɼ�����ģ�����ÿ��ٳ��ε�Ϳ��ת�Ʒ��������������������ĸ�������ģ��ʱ�����ر��������ӹ�20��ģ��ֻҪ20d�����������ؼӹ������dz�����������ʹ���õ�ӹ��������������Ϳ������ر��ֻҪ����һ�Σ�����һ��Ҳ��20d���ң��ӹ�20��ģ�����������ʱ�䡣
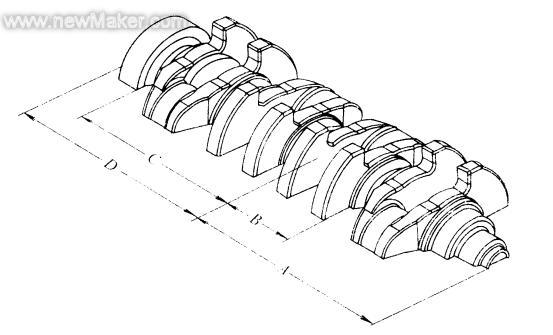
ͼ21 ��������ģ��
ע��A��D�ߴ����9
����ģ���ijߴ羫�ȼ���9����ʵ��������ģ���ľ�����ȫ����Ҫ������ӹ���˵���ӹ�ֻ������Ϊǯ�������ṩһ������Ϳ��Ƶ㣻�������ؼӹ�����Ȼ�ӹ����ȸߣ����ӹ�����Ҫǯ����������������ĵ��ۣ�����ģ��Ҫ���������û��ڿ��ٳ��ε�Ϳ��ת�Ʒ��������죬�������ͺ�ֻҪ�����������ߴ����һ�£����سɶ��������������⻥����
��8 ��������ģ���������ڱȽ�
|
���ؼӹ�(�ӹ�1��) |
���ٳ��ε�Ϳ��ת�Ʒ���������(�ӹ�20��) |
|
�� �� |
ʱ��/d |
�� �� |
ʱ��/d |
|
���ر��
�� ��
�ӹ����ļӹ�
�ֹ����� |
5
2
10
20 |
�� ��
�� ��
�ӹ�(������Ϳ�) |
9
1
10 |
|
�� �� |
37 |
�� �� |
20 |
��9 ����ģ���ijߴ羫��ʵ���� (��λ��mm)
|
ģ����� |
A�ߴ����Ϊ225.1 |
B�ߴ����Ϊ75.1 |
C�ߴ����Ϊ185.8 |
D�ߴ����Ϊ223.0 |
|
ʵ�� ����
�ߴ� ��� |
ʵ�� ����
�ߴ� ��� |
ʵ�� ����
�ߴ� ��� |
ʵ�� ����
�ߴ� ��� |
|
1a
2a
3a
4a
1b
2b
3b
4b |
224.90 �C 0.20
224.95 �C 0.15
225.01 �C 0.09
225.01 �C 0.09
225.01 �C 0.09
224.95 �C 0.15
225.11 0.01
224.99 �C 0.01 |
75.21 0.11
75.29 0.19
75.22 0.12
75.33 0.23
75.19 0.09
75.14 0.04
75.20 0.10
75.25 0.15 |
185.80 0.00
185.70 �C 0.10
185.85 0.05
185.79 �C 0.01
185.71 �C 0.09
185.77 �C 0.03
185.75 �C 0.05
185.64 �C 0.16 |
222.87 �C 0.13
222.90 �C 0.10
222.97 �C 0.03
222.91 �C 0.08
223.04 0.04
222.90 �C 0.10
222.96 �C 0.04
222.94 �C 0.06 |
�ɼ��ù�����Ӧ��ǿ���ظ��Ժã��ӹ����ڶ̡�����ɱ��ͣ��ر����������渴�ӡ����Ͷ�䡢�������������Լӹ�������ģ����о�С������ͺ�ѹ��ģ�ȵ����죬���й�����Ӧ��ǰ����
��ʮ��������ʽѹ��������ͷ�Ŀ��ٶ��� κ��Ӣ ���� ��� ��һƽ ¬����
ժҪ�����������ʽѹ��������ͷ���������ʽװ��ṹ�����ϸ����Թ���������Ӧ�ÿ��ٳ������켼��(RP&M)����ѹ������ʽ��ͷ�����˼�����ת��Ϊ��ͷԭ�ͼ����е�ͷ�ṹ�����֤�������ÿ���ģ����(RT)������ͷ���ٹ轺��ģ���ɿ���ע�ܳ���ͷ�ܼ���װ���ֱ���������������ι�������ֳ�ʵ�飬�Ӷ����ѹ������ʽ��ͷ�Ŀ��ٶ��͡�
�ؼ��ʣ�ѹ������ʽ��ͷ ���ٳ������켼��(RP&M) ����ģ����(RT)
ǰ��
Ŀǰ���������ͷ�о��ķ�չ������Ҫ���������棬һ�ǿ���������������ĵ�ͷ�����ǿ�������ѹ������ʽ��ͷ�����ϵͳ�Ĺ�ˮ�����ԡ�ѹ��������ͷ�Ը��ָ��ӵ�����Ӧ��ǿ��ͬһ֧�ܿ��Բ��õĵ�ͷ�������Դ�����ӣ��Ӷ�����·���ã����Ҷ��¶ȵı仯�����У�������ȶȺ���������ѹ������ʽ��ͷ���������ߣ������Ѷȴ��ѳ�Ϊ�����ι��豸�������̼����ߵ͵���Ҫ��־֮һ���ҹ��ι�ѹ��������ͷ���о�����ͺ������ֹ���ʽѹ��������ͷ�������似�������Ʒ����Ҳ�ϲѹ��������ͷ��ϵͳ�о�������������ҹ��ι��ͷ����������������ˮƽ���ٽ��ҹ��ι༼���Ľ�����չ��������ʽѹ��������ͷ������ˮ�ܺ϶�Ϊһ�γɵι����ͬʱ�������ˮ�͵�ˮ���ܣ���ʵ�������а�װ��ʹ�ö���Ϊ���㣬�����Ϊ���ڵ�ͷ���Ƶ��ȵ㡣
һ���ѹ��������ͷ���Ƶļ���������ҪΪ�����Ҫ������άͼֽ�����ģ����������ͷ��װ����ʵ�������ͣ��Ҵ���Ƶ�����Ҫ������η�������ƿ������ڳ�һ��Ϊ4-5���£��ɱ��ܸߡ�Ӧ�ÿ��ٳ�������RP&M�������������Ƴ���������ѹ��������ͷ�����װ������ʵ����֤����ʵ��ѹ��������ͷ�Ŀ��ٶ��ͣ��Ҵ�ͳɱ����ܾ���Ͷ���ˮ����С����ٳ������켼��(Rapid prototyping & Manufacturing)���赶�ߺͷ����Ĺ��վͿɿ�������άCAD����ֱ�ӳ��ͳ���άʵ��ģ�ͣ�ͨ�����ٳ��ͼ����ڼ�Сʱ��ֱ�ӳ��ͳ�ѹ��������ͷ����(����Ҫģ��)��װ�����ĤƬװ����������ֱ���ڹ�·�Ͻ������飬��ʹѹ��������ͷʵ�������������4/5���ϣ����ý���3/4���ϡ�
1. ѹ��������ͷ���
ѹ��������ͷ�Ĺ���ԭ���������а�װ����ĤƬ����ѹ������ʱ����ĤƬ��ѹ�ڻ�����ʹ���ˮ����ߴ��С���Ӷ��ﵽ�������������á������ѹ��������ͷ������ָ������0��Ҳ���ǵ�ͷ�ij���ˮ������ѹ���仯��Ӱ�졣ʵ�ʵ�ѹ��������ͷ��ˮ�����Բ�����ˣ���������Ҫ���ӵö࣬���油��ԭ���ͽṹ���䡣��ѹ�����������ѹ��P�����ͷ���پ��в������ܣ���С����С����ѹ��P��Сʱ���г�ϴ���ܣ���ԭ���Ǵ�ʱ������ڵĹ�ˮ���������������ɽ��������ϴ����
���ͷ��ѹ��-������ϵʽ�� q=KHx
ʽ�У�q����ͷ����(L/h)��
K������ϵ��(�뼸�γߴ��й�)��
H������ѹ��(��)��
X����ָ̬����
��ͷ��ָ̬��X��ʾ������ѹ�����������г̶ȣ���ѹ��������ϵ���ߵ��¶ȡ���ָ̬������ˮ�ľ�����Ӧ��������Ҫ���ã���һ���dz���Ҫ����ѧ��������X��0ʱ��qnֵ������ˮѹ�صĹ̶�ֵ����˵ó�ѹ��������ͷ����ѧ��ʽΪ ��qΪѹ��������ͷ�������������
��qΪѹ��������ͷ�������������
2. ������ʽѹ��������ͷCAD/RP
2.1 ������ʽѹ��������ͷCAD ����������qn=6L/h��������ʽѹ��������ͷ��Ϊ��֤ѹ��������ͷ��Ҫ���ѹ����Χ�ڴﵽ�����qn����ߵ�ͷ�Ŀ����������ҳ�ˮ�����ȶ��������ǵ�ѹʱ��ˮ�����仯��������ѹ��������ͷ����ˮ����Ʒ���ѹ������ĤƬ��ѹ���������⣬������ι���Բ���������һ���Թ��ͻ�ˮ������ʹë���е�ˮ���ɵ�ͷդ������ͷ���Ƚ����Թ��ͻ�ˮ�����У�ˮѹ�����ٿ��������ͺ��ȶ����ٽ���ѹ����������ʹ��ͷ����ﵽѹ������״̬����֤ѹ��������ͷ�س�ˮ�����ȶ����������ͼ1a������Ӧ�ò�����������������Pro-Engineering���������άCAD���ͣ���ʱΪ��֤ѹ��������ͷ��ע����ͺ�Ŀ���ģ�ԣ�����������Բ����ȷ���������棬��ֱ����������Ϊѹ��������ͷģ�ߵIJ�����ͷ������ŷ��ͷ����ڲ�����������࣬һ�߲���ѹ����������һ�߲����Թ���������ˮ������������������ʽѹ��������ͷ��CADģ����ͼ1b��


(a)������ʽѹ��������ͷ���ͼ (b)������ʽѹ��������ͷCADģ��
ͼ1������ʽѹ��������ͷCAD
2.2 ѹ��������ͷ�Ŀ��ٳ���(RP&M)
���ٳ������켼��(RP&M)�ܰ������Ա��ͼֽ��CADģ���ڼ�Сʱ������ת��Ϊ��ʵ�ɴ�����ģ�ͺ���������ģ���û��������̽��й�ͨ��ȷ�ϡ�RPԭ�͵�ʹ�ÿ��Ա����ͼֽ��Ϣ����IJ�һ���ԡ����ҿɶԲ�Ʒ���ģ�ͽ������������Ժ��ģ����ɽ��й���ʵ�鼰װ��ʵ�飬��������²�Ʒ�Ŀ����������ڡ����ͳɱ���ʹ��ҵ������Ӧ�г������������г�������������
���ڵ�ͷԲ�����Ų��ž�ϸ���ӵ��Թ����������ߴ�С��Ҫ����������ߣ���Ϊ����С�ijߴ�仯���������ͷ����������̬�Ľϴ�仯����˲��ó��ξ��ȸߡ����ͱ�������������������״�ر�������Ĺ�̻���������(SL)����������ѹ��������ͷԭ�ͼ���������ѹ��������ͷ�Ŀ��ٳ�������������£�

ѹ��������ͷCADģ�������ɺ�������ת�������̻����ٳ���ϵͳ�У����ͳ���ͷ���ԭ����ͼ2 ��ʾ��ͨ��ˮ����ʵ�����ݶ�ѹ������ʽ��ͷ��ά�ṹ��ƽ�����������ʵ��ѹ������ʽ��ͷ�Ŀ��ٶ��͡�

ͼ2 ѹ��������ͷԭ�� (a)ѹ��������ͷ�轺ģ�� (b) ѹ��������ͷʵ������
ͼ3 ѹ��������ͷRT
Ҫ����ѹ������ʽ��ͷ���ֳ���ˮʵ�飬��Ҫ����ˮë���������ϣ���װ��õ�ѹ������ʽ��ͷѹ��ë�����Ƴɵι�ܣ���������ģ���¶�Ϊ107��C�������ι�ܻ���һ����������ˮ��ʱ��ͷҪ���ܴܺ�ij����������ͷ����ԭ�����Թ�����֬�����Ƴɣ�����Ӳ�࣬70��C��������������ʵ��֤����ѹ��ë���е�25����ͷ��һ�������������Σ�ʣ�µ��ڴ��ʱ�ʹ����ˡ��ڴ˾�Ҫ�о��������ܺõ����Ͻ���ʵ�飬���ǵ�Ӧ�ÿ���ģ�����켼�������ɱ��͡���ݵĿ���ģ��(Rapid Tooling)�����ͳ���ͷ�ܼ�������ʵ���Һ��ֳ�ʵ�顣
3. ������ʽѹ��������ͷ����ģ��
(RT)���� Ӧ�ÿ��ٳ������켼������ģ��������������ģ������(RT��Rapid Tooling)��Ϊ�²�Ʒ������Ҫ�ֶ�, RTʡȥ�˼Ⱥ�ʱ�ַѳɱ���CNC�ӹ�������ͨ���봫ͳ���칤�����ϵķ������ɷ�����ٵ������ģ�ߣ�����ʡ��ģ������ʱ�䣬������ģ������ɱ�������RPԭ���������ȵ���ߣ�RT����������졣�䷽���������������������Ĵ�С����ͬ�����õ��У���RPԭ����������ģ����֬������ģ��������Ϳģ�ȼ���ģ�ߡ�
���ڹ���ģ�������õ����Ժ͵���, �ܹ������ṹ���ӡ����ƾ�ϸ���ް�ģб�Ȼ�ģб���Լ�������۵���������ҹ�������ģ�����������������ע�ܼ���������һ��Ϊ 2 0��50�����dz�������������ѹ��������ͷʵ������֮�ã��ҳɱ����ͣ�ֻ��1��Ϳ��Ƴɹ轺ģ���ڴ�����ѹ��������ͷRPԭ����������ģ�ߣ��ɲ����������ģб�ȣ���������Ӱ��ߴ羫�ȡ����¹����кܺõ��и����ܣ��ñ���Ƭ�Ϳ����ؽ����п������������dz����ͣ��������������ģ��ʱ�������Ȳ�������ģ�����彽ע����ģ������Ԥ����ģ�潫���п���ȡ��ѹ��������ͷRPԭ��, �õ���������ѹ��������ͷ����ĸģ������������Ϊ��
(1 )�� RP&M�����ĵ�ͷRPԭ�ͽ��б��洦��, �����Ϊĸģ��ԭ�ͱ�������;
(2 )��RPԭ�ͱ�����Ϳ����ģ��, �̶�ԭ�Ͳ������Ϳ�;
(3)��������������ݺ���л��;
(4)��ע�������õ�����ģ��;
(5)���̻�;
(6 )���ʿ�ģȡ��ԭ�͡�
�Ƴɵ�ѹ��������ͷ����ģ����ͼ3a�����þ۰�֬������ZK-400��ս�ע���ͻ��н�ע����ѹ��������ͷʵ����������ͼ3b��ʾ��
4. ������ʽѹ��������ͷʵ�鶨��
Ϊ�˼���ѹ������ʽ��ͷ����Ƿ����Ҫ��Ҫ���е�ͷˮ����ʵ�������֤���ڴ˸���GB/T17187��1997����ʵ����ʵ����ֳ�ʵ�飬���ⶨ��ͷ���������Ժ�����-ѹ����ϵ����ѹ������ʽ��ͷ�Ķ����qn=6L/h��
ʵ����ʵ�飺���ǽ�װ��õ�ѹ������ʽ��ͷʵ������װ����20���������ڣ����ȷ���ȴ����½���ͷ���������У�����Ӧ�ij�ˮ�������1.0�ij�ˮ�ף�����ʵ��̨��ͼ4��ʾ��



ͼ4 ѹ��������ͷʵ����ʵ�� ͼ5 ѹ��������ͷʵ��ʵ�鼰��ι��
�ֳ�ʵ�飺���ǽ�ѹ������ʽ��ͷʵ����������ι�������ߣ��Ƴ�����ˮë��һ���ѹ������ʽ�ι����ͼ5�������ֳ�ʵ�顣
4.1��ͷ����������ʵ��
��25��������������ʵ�顣
a. ���ڵ�ͷ���ˮѹ3���������ѹ��Pmax(115 KPa)����ѹ3min��
b. ���ڵ�ͷ���ˮѹ3������С����ѹ��Pmin(85 KPa)����ѹ3min��
c. ���ڵ�ͷ���ˮѹ3������������ѹ����Χ���м�ֵ����ѹ60min��
d. ���ı����ѹ����ѹ�������ڵ��ڷ�Χ����ֵPn����ʹ��ͷ���ѹ�����ڶѹ��Pn(100Kpa)��ʵ�������ѹ���仯������2%����ѹʱ��3min��������ͷ�������ظ�һ�Σ����β��ˮ��֮��С��2%��ȡ��ƽ��ֵ������ƽ��������
��ѹ������ʽ��ͷʵ���ҵ�ˮʵ����ƽ������q=6.41L/h����ͷ����ƫ��C=6.8%���ֳ���ˮʵ����ƽ������q=5.86L/h����ͷ����ƫ��C=2.3%���������ȶȷ��Ϲ���Ҫ��
4.2 ���������ѹ���Ĺ�ϵ
��������ʵ��ⶨ����������������С�����˳������Ե�ͷ��ţ�1����С��25�����Ȼ�����ѡ��3��12��13��23�Ųⶨ���ǵij�ˮ���������ѹ���Ĺ�ϵ��Ӧ�ڵ��ڷ�Χ��ͨ�����Ӻͽ������ѹ����ʹ��ͷ��������������ͬѹ��������ʵ�飬ʵ������Ӧ��ʵ��ѹ����������3min���ȡ����ÿ����ͷ����ʵ�飬��¼ˮѹ��ʵ��ʱ�䡢��ͷ��ˮ�����ظ�һ�Σ����β��ˮ��֮�����2%��ȡ��ƽ��ֵ����������(L/h)������ÿ��ѹ��ֵ��Ӧ��ƽ������q������ƽ������q�����ѹ��P�Ĺ�ϵ���ߣ���ͼ6��ͼ7��ʾ��
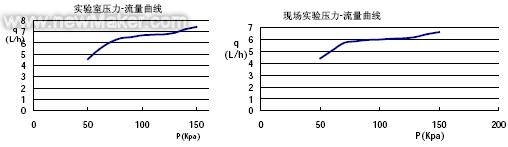
ͼ6 ѹ��������ͷʵ����ʵ������ ͼ7 ѹ��������ͷ�ֳ�ʵ������
�����ұ��涨����ʵ����ʵ��ĵ�ͷ��ָ̬��m=0.005���ֳ���ˮʵ��ĵ�ͷ��ָ̬��m=0.003����С��0.2�����ѹ������ʽ��ͷ����̬���Ϲ���Ҫ��
������ʵ���ҵ�ˮʵ����ƽ�����������ֳ�ʵ��Ľ����������ԭ��Ϊ��ʵ����ʵ�����ͷ���õ������ܰ�����ͷû����������ë�ܰ�������ʵ���γɵ�����������Դ���������ϴ��ڴ����ֳ�ʵ������Ϊ���������ѹ������ʽ��ͷ�Ľṹ��Ʒ���Ҫ��ͷ�ṹ��ƿ��Զ��͡�
�ڴ˻����ϣ�Ӧ�ö��͵�ѹ������ʽ��ͷCAD���ݿ�ֱ�ӽ��е�ͷ��ģ�ߵ���ƺ͵�ӹ���������һ���Գɹ��������ѹ������ʽ��ͷ��ģ�ߣ�����û����ģ�������ڵ�ͷ��������������ͼ8Ϊ��ͷ��ģǻ����ע�ܻ���ע����ͳ���ѹ������ʽ��ͷ��ͼ9��ʾ��


ͼ8 ѹ��������ͷģ����ǻ ͼ9 ѹ��������ͷ
5. ����
��RP&M��������ѹ������ʽ��ͷ�²�Ʒ�Ŀ��������У��ɿ��ٳ��ͳ�ѹ������ʽ��ͷԭ�ͼ����������֤��ȷ�ϣ�Ӧ��RT�����ɿ���������ѹ������ʽ��ͷ���ټ���ģ��ʹ����ٶ��ͣ����������ڶ̣��ɱ������Զ��ͺ��ͷCAD������������һ���Գɹ��������ѹ������ʽ��ͷ��ģ�߽��е�ͷ������������
�����
1. J.Kruth. Material Increase Manufacturing By Rapid Prototyping Technologies, Ann. CIRP, 1991,42(2):603-614
2. �����.ѹ��������ͷ�ľ��½�չ��ʹ����Ӧע��ļ�������.��ˮ��ȣ�2000(3)��19-21
3. ��־����֣ҫȪ��.��ͷ�Ĺ���ˮͷ����ϵͳ��ˮ���ȶ�Ӱ����о�. ���ɹ�ˮ����1996(1)��28-31��34
4. ������. ��ϵͳë�������ͷ��ˮ��ѧ���㼰�������. ��ˮ��ȣ�1999(6)��14-16
5. M. Farbaman.Self-regulating Emitters-Principles and System design. 5th. International Conference on Irrigation Proceedings, P55-65.
6. M. Farbaman.��ϵͳ�����Զ����ڵ�ͷ��ˮ��ѧ����.��༼����1995��(3)��22-24
7. �Թ��������ij���������.����ʽ��ͷ����ƫ���������������ȷ��. �����ˮ��1998��17(1)��44-47
8��������.���ڼ�����ٳ��μ����Ŀ��ٹ�/ģ������ .�������ι��գ�1 998, 1 6(3 ):2 2
��ʮһ�����ڹ�̻�����ԭ�͵��������Ǽ�ģ�߿��� �κ� ���� ����ʤ ��
ժҪ�� ���ÿ���ģ�߿���ϵͳ�����������Ǽ�ģ����ơ�����ͳ�ѹʵ��������ɹ��������������������ְ����ģ�ߡ�ʵ��Ӧ�ñ������ܹ���߸��Ǽ����ѹģ�ߵĿ���Ч�ʣ�����Ϊ�����������ø�ģ������ṩ���õ���Ʒ�����
�ؼ��ʣ��������Ǽ���ģ�ߣ���̻���ԭ��
ǰ��
�������������Ĺؼ������������Ǽ�ģ�ߵ���ƺ����졣�ڳ��������ģ�������������ģ�ߵ�������ƷͶ�����������������У�ģ�����������Լռ2/3��ʱ�䣬��Ϊ�³��Ϳ������еĹؼ�����[1]��һ���������������ٸ���ѹ������ѹģ�߸ߴ�һǧ�����ϣ�ģ�ߵĿ����ɱ���Լ��2����Ԫ���ҡ��ݱ���������������˾����ģ�߿���ʱ���ͺ�3���������ľ�����ʧ��800����Ԫ��������������˾�ͺ�18���������ľ�����ʧ��5000����Ԫ��Ϊ������ͨ��������˾���������ģ�߿����������̵�12���µ�Ŀ��[2,3]�����Ҿ������г����������Ǽ�ģ�ߵĿ�������˸�Ч���������͵ͳɱ���Ҫ���ҹ���ʮ�����滮ҲҪ������������ҵҪ��������18.5��ģ�ߵ�����[4]��
��ο��ٿ��������Ǽ�ģ��������������ҵ���з������������Ѿ���Ϊ����������ҵ�ĵ���֮������������ҹ�˾ij�������������ǰ壬����������ͨ��ѧ�Ƚ����켼���о�������Ŀ���ģ�߿����ֶΣ��ɹ��ؿ������������³����з������ƵĿ���ģ�ߡ�
1 ����ģ�߿�������·��ѡ��
�����������CADģ�ͼ�ͼ1��������״��Ϊ������ƽ̹���������٣����ӷ�������ȷ������������ƽ��������ϴ�ģ�����ʱ��Ҫ���Ƿ�ֹ���Ӳ������⡣ģ�ߵĿ����������²��裺1��ģ��������ơ�2��RPģ��������3������ģ�����졣4����ѹ���鼰ģ�ߵ�����

ͼ1 ��������CADģ��
2 ģ��������Ƽ����ι��̷���
����CAD��CAE���ϵķ������ģ�����档��UGII�и�����ƾ���ֱ�ӹ���ģ�߷�������ղ����棬��ת�����ϳ��η�������DynaFormϵͳ�н��г��η�������֤������Ʋ�ȷ���������ղ�����ͼ2Ϊ���յ�ģ������CADģ�͡�

ͼ2 ������������ģ����CADģ��
��UGII�����ģ�������IGESģʽ����DynaForm�м��ģ�͵ļ��κ����������ԣ����÷������������г��ι��̼��㡣���������ʼģ��������ƻ������������Դ�Ϊ������һ�����п���ģ�����졣
3 ������������ģRPģ������
���ݿ���ģ���������գ�����Ҫ������ģ�����RPģ�͡�����������ͨ��ѧ�Ƚ����켼���о������Ƶ�SPS600������ٳ��ͻ���������RPԭ�͡�
����ǰ��Ҫ��RPģ�ͽ��нṹ��ƣ�������������Ҫ������Ӻ�Ϊ2.5mm������ԭʼCADģ����δ�������ӽ��Ҫ���ݳ��μ����õ����ӽ�����ڼӺ��������ʵ�����������ӽ�ṹ��
��ģ���������ߴ�Ϊ547��327mm2����SPS600������ٳ��ͻ��Ͽ���һ�γ��͡�������ı������ӿ����εĸ�����壬�����4mm����Ե����65mm������λ�����ѹ����ƽ�е�ƽ���ϣ��Ժ������Ϊ����ģ��ʱ�Ļ��棬��岼�ü�ͼ3��


ͼ3 �����ν�� ͼ4��������ģ������RPԭ����
4 ������������ģ����ģ������
���ð�ģ����RPģ�������������������������Ϳ����ģ�ߡ�
���ȷ��ư�ģ��ʯ�෴ģ��Ȼ��ʯ�෴ģ�������ģ���У���Zn-Alα�Ͻ���Ϳ������1.5��2mm���ٽ������IJ��ϣ������̺��ð�ģ����ģ�ߡ�
�ڰ�ģ�������ǦƤ������Ƥ����ʹǦƤ������������á���Ϳ���������ģ���ο顣����ģ��Ϸ���ѹ��Ȧʯ��ģ�ͣ���ģ����ͬ��������ģ������Ϳ���������ѹ��Ȧ���ο顣
��ģ���Ϻ������ڰ�װ������ĸ����ṹ��������˿���ģ�����졣������Ϻ�ķ�����������ģ��ͼ5��ģ��װ��γߴ�700��450��250mm3��

ͼ5 ����������������ģ��
5 ��ѹ����ģ����
��ѹ�������XP2CEF-100��˫��ѹ��������ͼ6����������ΪSPECN���ְ壬���0.75mm��


ͼ6 XP2CEF-100��˫��ѹ����ͼ7 �����������������������
���Ȱ�����CAE��õĹ��ղ��������Գ�ѹ����ѹ����Ե���������������ӽ����������˳�Ժܺã����Ӽ���CADģ�����ϴ����Ӽ���������ڱ������Ϊƽ����ԭ����������Ա��β��㵼�»ص���������ѹ����Ϊ5.5�֣���������ë���ߴ����������൱������������ƫ����10mm�����ٴγ�ѹ�õ���˳����ȱ�ݵ����Ӽ�����ͼ7����
6 ����
����������ͨ��ѧ�Ŀ���ģ�߿���ϵͳ�ɹ��������������������ǰ�Ŀ���ģ�ߡ���ѹʵ���ʵ��Ӧ�ñ������Ǽ�ģ�߿��ٿ���ϵͳ�ܹ�����������Ǽ����ѹģ�ߵĿ���Ч�ʣ��������õĹ���Ӧ��ǰ����
�����
(1) ���ִ�ģ��������ί��. �������Ǽ�ģ����������죬������ҵ�����磬1998, 45��50
(2) Near Zero Stamping Planning. http://www.autobody.org/nzs.html
(3) ����������ӵ�. �������Ǽ��������ֵģ�����Ӧ�ùؼ������о��������Ƽ���2002��1����36��39
(4) ��Լ���WTO��չ�ҹ�������ҵ�ĶԲ߷�����http://autoinfo.gov.cn/, ר����̳��2003.2.19
��ʮ��������LOM������ע��ģ��Ӧ���о� ��Ǽ��� ���� ����� ����
ժҪ�������˻���LOM�����Ĺ轺ģ��������֬ģ��������Ϳģ�ȶ���ע��ģ�ߵĹ��շ����ͼ����ص㣬�о���ֽ����Ӧʽ��ѹע��ģ�ߵ���Ʋ��衢�������պͷ�Ӧʽ��ѹע�ܹ����Լ����е�һЩ�����ؼ����о��������������һ����ģ����������ע�ܼ��������ã��ʺ��²�Ʒ�����뿪����С����������Ҫ��
�ؼ��ʣ����ٳ��ͣ�����ģ�ߣ�ģ����ƣ�ע�����ģ��ֽ��ģ��
����
���ٳ��ͼ�����Rapid Prototyping�����RP����80���ĩ�ڷ�չ������һ��������켼������������ϼ������ص���Ҫ��ΪLOM(Laminated Object Manufacturing���ֳƷֲ�ʵ������) ���ա�SLA(Stereolithography Apparatus���ֳ�������) ���ա�SLS(Selective Laser Sintering���ֳ�ѡ�����ս�) ���ա�FDM(Fused Depostion Modeling���ֳ����ڳ�������) ���յȼ����࣬��������Ħ�г����ҵ硢���ա�ҽ�Ƶ���ҵ����˹㷺��Ӧ�á�
����Ŀǰ���ֿ��ٳ��ͼ�����Ӧ�ö�������һ���ľ����ԣ���Ҫ������ֱ�������Ŀ���ԭ�ͼ���ʵ���������ڲ��ʡ����ܵȷ��滹���ڽϴ���죬����������������װ��ʵ�������ǿ�ȡ������йص����ݡ��ڲ�Ʒ���Ǽ��������棬LOM����������ֽ��ԭ�ͼ���ȻӲ�Ⱥܸߵ����ֲ㿪�ѣ�SLA���������Ĺ�����֬ԭ�ͼ����Խϴ�SLS����ֱ���ս����Ϸ�ĩ������ԭ�ͼ����ܽϺõ�Ŀǰ�ɱ��ϸߣ�FDM������ԭ�ͼ��������ɱ���֧�ŵȷ���Ҳ�����������⡣���⣬���Ƽ���һ�������ϵ�Ҫ������Ҳ�������㡣���ٳ��ͼ�����ģ�߷����Ӧ�õ����˿���ģ������Rapid Tooling�����RT���ij��֣����ɿ��ٳ��ͼ�����һ��Ӧ�÷���Ѹ�ٷ�չ��Ϊһ����Զ��������˼�����
1. ����LOM�����Ŀ�����ģ����
����ģ����һ�㰴������������Ƿ���ҪRPԭ������Ҫ��Ϊֱ�ӷ��ͼ�ӷ������࣬��ͨ��RPԭ�ͷ��ƵĹ轺ģ��������֬ģ��������Ϳģ�ȿ�����ģ�������ڼ�ӿ���ģ��������ֱ�ӿ���ģ������Ҫ��SLS���ա�3DP��Three Dimensional Printing���ֳ���άӡˢ���ͼ��������ա�LENS��Laser Engineering Net Shaping���ֳƼ���̻������ͼ��������յȶ���ֱ�ӿ��ٽ���ģ����������LOM�����ĸ���ľģ����ʧģ�Լ�ע��ֽ��ģ�ߵ�Ҳ����ֱ�ӿ���ģ������
����LOM���������Ŀ���ԭ�ͼ�����ǿ������Ӳľ���ɳ���200�����ҵĸ��£����нϺõĻ�еǿ�Ⱥ��ȶ��ԣ������ʵ��ı��洦��������Ϳ���ᡢ�߷��Ӳ��ϻ��������Ϊ�����ӿ�����ģ���յ�ĸģ����ֱ����������ע���õ�ֽ��ģ�ߣ�����LOM�����ĸ��������ģ���������ϸ��Ǽ��������涼�õ��˹㷺��Ӧ�á�
2. ����LOM�����ļ�ӿ�����ģ����
��ע���ÿ���ģ��Ӧ�÷��棬�����ԭ������������LOM����������ֽ�ʿ���ԭ�ͼ���ͨ����ͬ��ģ�߷��Ƽ����������轺ģ��������֬ģ��������Ϳģ�ȿ���ģ�ߣ�Ȼ�����ģ�����������ע�ܻ�Ӧʽע�ܣ��õ������������õ�������������ڷ��Ƽ������졢���ռ�㡢�������������Ը��ݲ�Ʒ�����������Ⱦ���Ҫ��ѡ����ʵĹ��գ���Ŀǰ���õĿ���ģ����֮һ��
2��1 �轺ģ
�轺ģ������Ŀ���ģ�ߣ��ֳ���ģ��Soft Tolling������Ӧ�÷�Χ��㡢���������Ŀ���ģ����������֮һ��һ������������ģ����������ģ�ߵĹ���ģ���轺ģ���õĹ�������Ҫ��Ϊ�����������RTV���������������HCV�������֡�ǰ��һ���������¹̻����ɳ���300�����ҵ��¶ȣ����ߵ����¶�һ����170�����ң����и��õ����ܣ������¶ȿɴ�500�����ϡ�
�轺ģ����������һ��Ϊ����ֽ��ԭ�ͼ���Ϊĸģ����ĸģ��Ԥ������沢�������ͱ��ģ���Ϳ��ģ�������������ƹ轺���н�ע����ȫ�̻����ٽ�����һ��Ľ�ע����Ԥ���ķ������п��轺ģ��ȡ��ԭ�ͼ�����ɹ轺ģ��������û������豸��������Ӧע��ѡ����ʵĹ������Լ���ȡ������������ʩ��
�轺ģ�����������ڶ̡��ɱ��͡����ռ����ϵ��Ժá�������ģ����ӡ���ܺõ��ص㡣��Ӧʽ��ѹע�ܹ��ղ�����㣬����Ҫ����豸�������������ϲ���ײ����д����ݺͳ��Ͳ�����ȱ�ݡ��轺ģ�����ھ��Ȳ��ߡ������̡�����������ע�ܹ��յIJ���֮��������ע��ģʱ����һ��Ϊ10��50�������⣬������ģ���ص���ʱ���ڸ�����ģ�ǻ���ģ�����ȱ�ݣ�Ӱ���Ʒ��������ļ���Ч����
2��2 ����价����֬ģ
����价����֬ģ�ߵĹ��չ�����轺ģ���ƣ���������ֽ��ԭ�ͼ���Ϊĸģ����ĸģ��Ԥ������棬��Ϳ��ģ������ע�ɾ�ϸ��ĥ��������˫����ȹ��Ի�����֬��ע������̻����̾�Ҫ�����״̬�½��У��̻����ٰ��������������һ��Ľ�ע���������Ƴ������Ļ�����֬ģ�ߡ�����Ҫ������ע��ģ������һ��Ϊ500��2000������������֬��ģ���ձ���ڵ����Խϲ��ȱ�㣬�����������ڼӳ�������Ч�����ģ��Ȼ��ϵ͡�
2��3 ������Ϳģ
������Ϳģ����Ҫ�������������ģ�ߺ͵��������ģ�ߡ����������ģ�ߵ����칤���ǣ���������ǹ��RPԭ�͵ı��������������˵��ۻ���������Һ̬�����̻����γɺ��Լ2mm�Ľ����Dz㣬�پ������ӱ��ġ�������ȴ�ܵ���ȥ��ԭ�͵ȴ������Ƴ�ģ�ߡ���Ϳ����ĸ������ܽϺã��ߴ羫�Ƚϸߡ����봫ͳ����ģ����Ȼ�����ʹ�ýϴ����ģ����������Բ�Ҳ����ע�ܳ��������ӳ���ʹ������һ��Ϊ��ǧ����
���������ģ�ߵ����칤�յĻ���ԭ�����ǵ�����������ĸ��µ����ӻ��ۻ��ķ�ĩ������ٻ��������䵽��Ҫ��ƵĹ������沢��ɿDz㣬���������Ƴ�ģ�ߡ�������Ƹ��۵�������ǽ������ϣ����б���Ӳ�ȸߡ�����С�������ȶ���ʹ�����������ص㡣
3. ����LOM������ֱ�ӿ�����ģ����
LOM������ֱ�ӿ���ע��ģ�߷����Ӧ����Ҫ�Ƿ�Ӧʽע��ģ�ߣ�����ע�������IJ�ͬ�ֿɷ�Ϊ���ע�ܺ͵�ѹע�����࣬������ܵľ��ǻ���LOM������ֽ����Ӧʽ��ѹע��ģ�߹��գ����¼��ֽ��ע��ģ�ߣ���
3��1ֽ��ע��ģ�����
ֽ��ע��ģ�����ԭ���벽�������ڸ�ģ��ƣ������ǵ�ֽ�����������������Լ�ע�ܷ�ʽ�IJ��죬ֽ��ע��ģ�ߵ���������䲻ͬ���ص㡣
1) �ߴ粹��
ֽ��ע��ģ������ֱ����ģ�������ڹ轺ģ�ȼ����ģ�����ڷ��ƹ��̴������ۻ�����ˣ�Ӱ������ע�ܼ��ߴ羫�ȵ�������Ҫ����άCADģ��ת��STL�ļ�ʱ��ת��������ʧ��ֽ��ģ��������ֽ��ģ��װ�����۰���ע�ܲ��������ʵȣ���������Ҫ�����ijߴ���Ǿ۰������ϵ������ʣ�������ά�����ж���άCADģ�ͽ��гߴ粹��������ڳߴ�ϴ�������˵�DZ���Ҫ���ǵġ�
2) ��ģ����ȷ������������
һ����˵����ģ�����ڽ�����άCADģ�����ʱ���Ѿ����Ǻ��ˣ�������Ҫ���ľ����ۺϿ���ģ����ơ�����ĸ������ڣ���һ��ȷ��ԭ�����ģ����ĺ����ԣ������������ɶ���άCADģ�ͽ����ģ����������ģ�����ģ�ͽṹ��
��������ƵĻ���ԭ�����ģ���ƣ���ͬʱ��Ҫ����ֽ�������������Լ���Ӧʽע�ܹ��յľ����ص㣬��Ҫ�Ƿ���������Ҫ�������ͶӰ��ԭ��ȷ��ע�ܼ��ijߴ羫�������������������ģ�߽ṹ������ģ�ߵ������밲װ�����Ϸ�Ӧʽ��ѹע�ܵĹ�������������ֽ����ǿ�ȱ�������λ������ͷ���ȷ������ء�
��ģ����ȷ������������ֱ����ģ�߽ṹ��ģ�����졢ע�ܳ��͵ȸ�����������أ���ģ����Ƴɹ�������Ҫ����֮һ��
3) ��ģб�ȼ�������
����ֽ��ģ�߱��������ȸ�ģ���û�й���ģ�ĵ��ԣ���ˣ���һ�����ģб�ȼ���⣬Ϊ�˱�����ģ�������㹤���ߴ繫��Ҫ��Ӱ�칤���ṹ�����ܵ�ǰ���£���ģб�Ⱦ�����ȡ��һЩ������ģ�߽ṹ�϶Բ�����ģ�IJ�λ�����ص㿼�ǡ�
4) ��о�����顢�������
�������ṹ��Ҫ����Ӧ���ģһ����Ƴ�о�����顢���˵Ƚṹ��������Ƿ��������ע�ܼ��ܷ�˳����ģ������Ҫ��Ҳ��ֽ��ע��ģ����Ƶļ����ؼ�֮һ��
5) ���������ڡ����������
ֽ��ģ�ߵ������뽽�ڣ��������ģ��������������������������ڡ�����Ѩ�������Ľ�עϵͳ��������ģ�߱���ֱ�ӵ�ע�ܼ��ļ�������ƣ�����λ��ѡȡʱ��Ҫ����һ��Ӧ����͵����Ե͵������ھ۰������ϳ�����ǻ����Ȼ���������������ڲ�Ӱ��ע�ܼ���۵IJ�λ�����������ڲ����������Լ�����ȡ����λ�á�������һ��Ӧ�������Ըߵ㼰��������λ���Ա�֤�۰������ϳ�����ǻ��
6) ��ģ����λ���
��ģ����λ�����Ҫ�ǿ��Ƿ�Ӧʽ��ѹע�ܹ��������ֹ�����Ϊ����Ӧ���ʵ�λ����ƿ�λ���Ա�ע��ʱ����˨������ģ����λ��
3��2ֽ��ע��ģ������
ֽ��ģ�ߵ��������ʵ���Ͼ���ֽ������ԭ�ͼ����������̣�������ֽ������ԭ�ͼ�����������������ֽ��ע��ģ�ߵĶ�ģ����ģ����о�����顢���ˡ�Ƕ��ȸ����������ֱ�����װ�䣬������������ֽ��ע��ģ�ߡ�
���Ƚ���ƺõ�ֽ��ģ�߸�����������άCADģ�Ͱ�����Ч��ֽ��ǿ���Ż������ڰ����ֽ��������ԭ������ά��������к���װ�䣬һ�λ�����������ɣ���װ��õ��ļ�ת��Ϊ���ٳ��ͻ����ܽ��ܵ�STL�ļ���������ٳ��ͻ�����ֽ������������Ȼ��������ɵ�ֽ��ģ�߿���ԭ�ͼ����з��ϰ��롢�㲿�����룬�������Ϳ�ᡢ��ĥ����������������װ�䣬�������ֽ��ģ�߸��㲿������ԭ�ͼ���������
3�� 3��Ӧʽ��ѹע��
���Ƚ������㲿�����ʵ��ı�����Ϳ��ģ����Ȼ������ƺõĿ�λ���ж�λ����ģ��ģ��װ����ɺ�Ӧʽ��֬��̻����ڳ��³�ѹ���õ綯��ѹע�ܻ�ע��ֽ��ģ���У����ע�ܼ��Ľ�ע���̡�����ȫ�̻���ģ�ߣ�ȡ��ע�����������Ҫ������������ĥ������ȴ��������㹤��Ҫ��
���ڷ�Ӧʽע�ܲ�����ֽ��������ǿ����ͬΪ�۰�������ϣ�Ϊ��ֹ����֮�䷢����Ӧ��Ӱ����ģ��Ӧ��ȡ��Ч�ĸ����ʩ����Ϳ���и������õ���ģ����
��һ����ģ��������Ħ�г����˸Ǽ���������ϸ��Ǽ��������еõ�Ӧ�ã�ʵ������ֽ��ע��ģ�߾����������ڶ̡����ȸߡ�ʹ�������Ϲ轺ģ�����ɴ���ʮ�������ټ������ص㣬ע�ܹ��ռ�㡢ע�ܼ��������ã���ȫ�����²�Ʒ�����뿪����С����������Ҫ��ͼ1��ͼ2�ֱ�ΪĦ�г����˸Ǽ������ֽ��ע��ģ��ע�ܼ���


ͼ1 Ħ�г����˸�ֽ��ע��ģ��ע�ܼ� ͼ2 Ħ�г�����ֽ��ע��ģ��ע�ܼ�
4. ������
(1) ����LOM������ע��ģ�����������²�Ʒ���ƻ�������С�����������涼�õ��˹㷺Ӧ�ã�����ֱ�����췴Ӧʽ��ѹע��ģ�ߵĹ��շ�������ģ�������ٶȿ졢�ɱ��͡����ռ����ص㣬�������õ�Ӧ��ǰ����
(2) ֽ��ע��ģ����ģ�����˼·������Ҫ���Լ�ģ�߽ṹ�ȷ������ģ������ƣ�ֽ��ע��ģ�ߵ����ʵ�����Ѿ�����˸�ģ��Ƶ�ǰ�����������ԼӸı䲢����ģ�����Χ�����ṹ��ƾͿ�Ѹ��Ͷ��ģ��������Ϊ���й��̵�˳��ʵʩ�ṩ�������ı��ϡ�
�ο����ף�
[1] ���˸�.���ٳ��μ���[M].����������ѧ�����磬1999.
[2] ������.����ģ������������̳�[M].����ϣ�����ӳ����磬2000.
[3] ��������������ӳ���¬����.����ֱ�ӳ��ͼ����ķ�չ��չ��[J].��������2001����10����3��6.
����飺������1965�������У������Ͼ��ˣ�˶ʿ��������ʦ����Ҫ�������̡����ٳ��ͼ�����ģ�ߵȷ��湤����
��ʮ���������˵�����������ģ�켣����ϵͳ���о��ź�Ÿ ���ٲ� ������
ժҪ�����Ľ��������������������ģ�Ļ����˹켣����ϵͳ����ϵͳ����CADʵ��ģ��ֱ�����ɻ�����������ǹ�����й켣�����ܾ�ȷ�ؿ�����ǹ�����й켣���Ƕȡ��ٶȣ��Լ���ǹ��ģ��֮��ľ��롣
�ؼ��ʣ������˹켣 ������������ģ STL
ǰ��
���ٳ��μ����ѳɹ���ʵ���˿���ԭ�����죬Ŀǰ�����������ģ�������ǽ���ģ�ߵķ���Ѹ�ٷ�չ�����������������ģ���������䲻�ܳߴ��ģ�߲������Ƶ��ŵ���ܵ���ע��������������ģ�Ĺؼ�����֮һ����Ҫ�ڱ�����ԭ�ͱ�������һ����ĥ����ʴ�Ͻ�㡣Ȼ������������ǹ�˶����˹�������ɣ����Ծ�ȷ�ؿ�����ǹ������켣���ٶȡ��Ƕ��Լ���ԭ��֮��ľ��룬��������Ͻ���ײ������������䣬��ֱ��Ӱ�쵽�Ƴɵ�ģ�߱��������������˹�����ʱ��ҵ�������á���ˣ���Ҫ�����������ģ�в��û����ˣ������˹켣����ϵͳ�����迪���Ĺؼ�����֮һ��
�����о����Ƚ��������ģ�ͽ���ʵ�����Ͳ�ת����STL��ʽ��֮��STL��ʽ�ļ����뵽��Ա������д�Ĺ켣����ģ��������ع��������ɻ�����������ǹ�����й켣�ļ����켣�ļ��ڼ�����Ϸ���ͨ����������֤���䵽�����˵Ŀ������У������ڻ�����ĩ���ϵ���ǹ���ɰ������趨�Ĺ켣�������䡣�����Dz����ܹ���ȷ�ؿ��Ƶ�������ǹ���˶��켣���������������ɡ�
1 ϵͳ�ܹ�
���о�����MOTOMAN��˾�Ļ�����Ϊ�������������˸������������������ģϵͳ����ϵͳ��Ϊ����Ӳ���������֣�������ģ�鹹�ɡ�����������������ģ�飺�켣����ģ�飬�켣��������ݴ���ģ�顣Ӳ�����ּ�������ģ�飨��ͼ1����

ͼ1 ����������ϵͳ�ܹ�ͼ
�켣����ģ�飺����STL��ʽ�ļ������������������ǹ�����й켣�ļ���
�켣����ʹ���ģ�飺�ܹ��Թ켣�ļ����з��沢���䵽�����˵Ŀ�������
������ģ�飺�ܽ��չ켣�ļ���ʵ�ְ������趨�Ĺ켣�˶�������ֱ���ܸ���ģ���ʵ�ֹ��̡�
2 �����˵Ĺ켣����ģ��
ͨ����ͨ��CAD�������Ƴ��������ģ�ͣ������ΪSTL��ʽ�ļ��������˹켣����ģ����VC++Ϊƽ̨��ͨ����̶�STL�ļ����д������Ӷ�ʵ�ֻ�����ĩ�˵Ĺ켣���ɡ�
2.1 STL�ļ��ع�
����CAD��άʵ��ģ�ͣ�Ϊ�˵õ�����������һ��������ϵ�е����꣬������һ���߶ȵĽ���ȥ��ȡʵ�壬�ཻ�ط������ݼ�ģ�ͱ�������꣬��Ҳ�dz��õ�ʵ��ֲ�ԭ��������ʵ����ɢ��Ϊһ����������Ӷ��ɡ�
ͨ����Ƭ��ɢ���õ��ĵ�����ά���꣬�����о�����Ƭ��ɢ���ĵ�Ҫ���ڻ����˵ĵ�Ĺ켣������������ϵ�еĵ�����ά�ģ�����Ҫ֪������λ�������⣬����֪�����������������ת�Ƕȣ������Ҫ�Գ��õ�STL�ļ�������ݽṹ���Բ��䣬ʹ֮�ﵽ��ά��
STL�ļ�����һϵ��С������Ƭ���ɣ����γ�STL�ļ��Ĺ����У���CAD�������STL�ļ��Ĺ����У���������Ƭ���˴������ϵ�������������⣬�����и���Ƭ�ķ���ʸ�������Ҫ������С������Ƭ������������ݽṹ���ԸĽ�����ÿ�������һ������ʸ�����������������Ӷ�ʹÿ���㶼������ά���ʡ�������ݽṹ�ͽ���ɣ�
struct point{
asix_X��asix_Y�� asix_Z; //���X��Y��Z������ֵ
vector_X��vector_Y�� vector_Z}; //��ķ���ʸ������������
Ϊ�˽�ÿ��С������Ƭ�ķ���ʸ�������������������㣨��ͼ2����ʹÿ���㶼��ɳ�����λ�������⣬���з����ʸ���㡣����ÿһ��С������Ƭ�����������㷽��ʸ������ͬ��ҲΪ��С��Ƭ�ķ���ʸ����


ͼ2 STL�ļ���Ԫ�Ķ��ıȽ� ͼ3 ����ʸ���ϳ�ͼ
STL�ļ��е�ÿһ���㣬������������Χ�ļ���С������Ƭ���ҳ�λ������ֵ��ͬ�����е㣬�����ǵķ���ʸ�����е��Ӻ�õ��õ��µķ���ʸ����ԭ�еķ���ʸ����ȥ������
2.2 ԭ�ͱ��������ͷ���ʸ������ȡ
����켣���Ӧ�Ľ���ȥ��ȡʵ�壬ͬʱ�жϸý��������й���STL�ļ���С������Ƭ�������ı��Ƿ��н��㡣���н��㣬�ý�������ֵ������Ҫ���ģ�ͱ�������ֵ��������һ�ڵ�STL���ع�������Ӧ������ά������λ�������֪����STL��ÿ���������������֪����������ͽ��㵽����һ�����Ϳ�����ã����ñ�������ķ���ʸ��Ҳ��֪����������õľ������֪�ķ���ʸ�������ñ����㷨�Ϳ�����ý���ķ���ʸ������ͼ3����ʽ(1)����
 (1)
(1)
ʽ�У�n'1��ʾ��һ��ķ���ʸ����n'2��ʾ�ڶ���ķ���ʸ����d��ʾ�������룬d1��ʾ���㵽��һ����룬n'����ķ���ʸ����
2.3 ��ǹλ�úͽǶȵ�ת��
��2.2�����ģ�ͱ�����������õ㴦���ڱ���ķ���ʸ�������ǣ���ʵ�ʵ���������У���ǹ������ֱ����ģ�ͱ����ƶ��������뿪ģ��һ�����룬��ֱ��ģ�ͱ��档���Ҷ��ڻ�����������������ǹ�ĽǶȣ�������������ǹ�ƻ���������������ĽǶ�ֵ����ʾ������ʸ����ʾ��ʽ�������Ҫ����һ�ڵõ�������ֵ����ת�������ڽ��㴦�ķ���ʸ������ã��õ㴦��������λ�ǿɵã�ͨ��������ǹ��ģ��֮��ľ��룬�Ϳ������ǹλ������ֵ�ͽǶ�ֵ��
2.4 ģ�͵Ĺ켣�ļ�����
�����ǹ��λ������ͽǶ�֮����һ���Ĺ��ɽ���Щ�������ֵ�������Ӷ��õ���ǹ��һϵ�������λ�ã�Ȼ���ջ������ܹ����յĸ�ʽд�����룬�Դ˻�����������ǹ�Ĺ켣�ļ��������ˡ�
3 ����ʹ���ģ��
��ģ���ɻ������Դ���ROTSY��MOTOCOM32�����������ɡ�
ROTSY�ǻ����˷����������ܶ���һ�����ɵĹ켣�ļ����档�������õĻ�����ģ�͡���ǹ����̨����ROTSY��ֱ�ӵ��ã����ڴ�����ԭ�͵�ģ�ͣ�һ����Ҫ��ͨ��CAD���������ͣ�Ȼ���뵽ROTSY�С�ͼ4��ʾ������������ǹ��Ħ�г����Ǽ�ģ�͵Ĺ켣���档

ͼ4 Ħ�г����Ǽ�ģ������켣���� ͼ5 ������������ʵ����
MOTOCOM32��һ���ļ����������������������˿�����֮�����RS232C����ͨѶ�ӿڣ�ͨ������ʵ�ֻ�����������֮������ݴ��䡣
�ɽ��켣�ļ�ͨ��MOTOCOM32���������˵Ŀ��������Ӷ��ɻ����˵Ŀ����������ƻ����˴�����ǹ�˶��������Ҫ�Ĺ켣�����Խ��������ϵĹ켣�ļ��ش���������Ͻ��У�����Ϻ��ٴ��ػ����˿�������
4 ������ģ��
������ģ������Ӳ�����֣����ɻ����˱��塢����������������ǹ�ȹ��ɡ��ڻ�����ģ���У������˿��������չ켣�ļ������ƻ����˴�����������ǹ�ط�����ʾ�Ĺ켣�˶����Ӷ�ʵ��ģ�͵ĵ��������䡣ͼ5Ϊ�����˱����Լ�����������ʵ���龰��
5 ������ģʵ����֤
Ϊ����֤���Ľ����Ļ��������й켣����ϵͳ����Ħ�г����Ǽ�ģ�͵Ļ������������й켣����������ʵ����֤��ͼ6��ʾ������������Ħ�г����Ǽ���ԭ�͡�ͬ�����ֹ�������ȣ����ڻ������ܹ�������ǹ�����п��١��ȶ����Լ���ǹ��ģ��֮�����㶨�������Ժ�ƤĤ�����кܴ���ߣ��Ҹ����˹����������õ�ͼ6��ʾ���渲��������ԭ�ͺ�����ǿȥ��ԭ�;Ϳɵõ�����ģ�ߣ�ͼ7����


ͼ6 ������Ħ�г����Ǽ�ģ�� ͼ7 Ħ�г����Ǽ�(��)��(��)ģ��
6 ������
���Ľ��������������������ģ�Ļ������˶��켣����ϵͳ����ϵͳ�ɽ�������ԭ�͵�STL��ʽ�ڹ켣����ģ��������ع������ɻ�����������ǹ���˶��켣�ļ����켣�ļ�ͨ��������Ϸ�����֤�����Ժ������˿������У�ʹ�����ڻ�����ĩ���ϵ���ǹ�ɰ������趨�Ĺ켣�������䡣��Ħ�г����Ǽ�ģ�ͽ��й켣���ɺ�����ʵ����֤��ʵ���˵�������ǹ���˶��켣���Ƕȡ��ٶ��Լ��������ģ��֮�����ľ�ȷ���ƣ����Դ�����˻����˸�������ģ�ߵ�ʵ�����졣
�����
[1] Haiou Zhang, Guilan Wang, Yunhua Luo et al. Rapid hard tooling by plasma spraying for injection molding and sheet metal forming. Thin Solid Films. 390(2001), pp.7-12
[2] �ź�Ÿ��. ��������ģ����. �й���е���̣� 2002 13��22����1903��1906
[3] ������. δ�������˼�����չ�����̽��. [J].�����ˣ�1996 18(5)��285��291
��ʮ�ġ�PCM���ٳ��ι��վ��Ⱥͱ�������Ӱ������
������ ����٥ ������ ������
ժҪ��PCM�����ǻ�����ɢ�ѻ�ԭ����RP���������칤�ս�ϲ�����RM�¹��ա�����������Ӱ��PCM���μ����Ⱥͱ�����������Ҫ���أ����ͨ���Ż�����CADģ�͡���ȷѡ��ԭ���Ϻ����䷽ʽ������ȷ������չ��̵Ŀ��Ʋ����ͺ��ʵ�ƥ���ϵ��ʵ����߳��μ����Ⱥ��Ʊ���������Ŀ�ꡣ
�ؼ��ʣ����ٳ��� ֱ���������� ��������
����
RP������չ�����죬�䷢չ�����Ѵӿ���ԭ��(RP)���������(RM��Rapid Manufacturing)�������㲿���Ŀ������췽��ת�ƣ�RP������ָ������²��ϼ��¹��ղ��ϳ��֡�RP��������Ӧ������ƹ��̣�����Ҳ���쵽��������������ҵ�У����Ʋ�Ʒ�����г�ʱ�����Ҫ������ģ��ģ�͵��������ʱ�䣬RP�ǿ�����Ƶĸ����ֶΣ�������ij�����ϣ��ֱ�Ӵ�CAD�����Ƴ�ģ���Ʒ������RM��������Ϊ���˹�ע��
RP���������칤�ս�ϲ����Ŀ�������(QC��Quick Casting)����RM����Ҫ�о�����֮һ���������������ÿ��ٳ��ε���ɢ/�ѻ�ԭ����չ������ֱ���������켼����ʡȥ�˴�ͳ���յ�ģ�ͣ���������CADģ��(������עϵͳ�ȹ�����Ϣ)�ļ�����Ϣ��ȷ�������Ͳ��ϵĶѻ����̣�ֱ���������ͣ��Ǵ�ͳ������̵��ش�����廪��ѧ���Ƴɹ���PCM(Patternless Casting Modeling)���գ��ǽ�RP������������֬ɰ�������У���������ɨ������̻����գ�ʵ������ģ�����͵Ŀ������졣
PCM������һ������CAD/CAM�����ء����ϡ����䡢���ղ������ü������ļ���������̣��ɸ���Ϊ����3�����̣�
(1)ǰ�������̣����ȹ滮��������ͣ���ȷ�����ղ�����ѡȡ���żӹ�������ƽ�עϵͳ�ȣ�����Ʒ/�����CADģ��ת�������͵�CADģ�͡�Ȼ��������CAD���ݵõ��ֲ�����������ݣ����Բ�����Ϣ����������Ϣ��
(2)�����̣�ԭɰ�洢����ɰ������ԭɰ����������ɰ����沢��ѹ��ѹʵ������װ�ý���֬�̻���������ÿһ���̺�ѹʵ����ɰ�ϣ�ճ������������������Ӧ��ճ�Ӽ��ʹ�����ͬ���õĵط���ɰ���̻���һ�������ط���ɰ��Ϊ����̬��ɰ���̻���һ�����ճ����һ�㣬���в���ճ����֮��Ϳ��Եõ�һ����άʵ�����͡�
(3)�������̣������������м�δ�̻��ĸ�ɰ�Ϳ��Եõ�һ����һ���ں�����ͣ���ɰ�͵��ڱ���Ϳ������Ϳ�ϡ�
��PCM���յ��о������У�����PCM���μ��ľ��Ⱥͱ���������������ͻ��������PCM������������������أ�ÿһ���̵ĸ����ڶ�������������������������Щ����������PCM���μ��ľ��Ⱥͱ������������谭���Ľ�һ��Ӧ�á�Ϊ̽�ֲ������һ���⣬���Ķ�Ӱ��PCM���μ��ľ��Ⱥͱ�����������Ҫ���ؽ����˷�����̽�֡�
1 ����������
���ڸ������豸Ӳ���������ṹ�Ŀ��ٳ���ϵͳ����еϵͳ���˶������ѻ���ȷ����STL��ʽ�ļ���CADģ�ͽ��Ʊ��ﵼ�µ�����ڴ�Ҳ�������ۣ��ص�ͨ���Ż�����CADģ�͡���ȷѡ��ԭ���Ϻ����䷽ʽ������ȷ������չ��̵Ŀ��Ʋ����ͺ��ʵ�ƥ���ϵ���������߳��μ��ľ��Ⱥ��Ʊ���������
1.1 CADģ��
��PCM�����У��ֲ�ѻ�������������CADģ�Ͳ����Ŀ�����Ϣ�����ģ�����CADģ������ģ���������칤��ʵ�ֵĻ���������Ķ���ͰڷŶ����ͳ��ι��̵��������С����ξ��Ⱥͱ����������ӹ�ʱ��Ⱦ��нϴ�Ӱ�졣Ϊ����߳��ξ��ȼ�����������������ټӹ�ʱ�䣬�������PCM���չ滮��������ƣ���ȷ�����ղ�����ѡȡ���żӹ�������ƽ�עϵͳ�ȣ�����Ʒ/�����CADģ��ת�������͵�CADģ�͡�
���μ��ӹ������Ż��ǻ�����ɢ/�ѻ�����ԭ���Ŀ���ԭ�ͼ���������Ƶ���Ҫ�о�����֮һ��Ҳ��PCM�����жԾ��Ⱥͱ�������Ӱ���������֮һ�������е���ɢ/�ѻ����ι��ղ�����̨���������ص㣬������������ҵ������ĸ߾��ȳ��μ�����Ҳ��RP�������Ҫ�����һ��ؼ����⡣�ӹ�������Ҫ��������������̨������������ڵļӹ����ȼ��ӹ�����ijߴ羫�ȵȡ���̨��������⣬���ڼӹ����ȼ��ӹ�����ijߴ羫����ӹ�����Ĺ�ϵ������ˣ���ȷ�����żӹ�����ʱ��ֻ�迼��̨��������Ĵ�С���ɡ���˽��Լӹ����Ⱥͼӹ�ʱ��Ϊ��ҪĿ����мӹ�������Ż���
Ϊ��ʵ������Ŀ�꣬�ڽ���Ŀ�꺯��ʱ�������ۺϿ�������������������أ�����
��ʹ��ֱ����������
��ʹ�������ϵ�ˮƽ�����
��ʹ�ӹ������������
��ʹ�������µ�ˮƽ����С��
��ʹб���������С��
��ʹ�ܵķֲ�������С��
PCM���յļӹ������Ż��㷨�������Լӹ�����Ϊ��Ҫ����ͬʱ���Ǽӹ�ʱ��Ķ�Ŀ�꺯����Ϊ�ˣ�ͬʱ���PCM���գ�����˸�Ϊʵ�á���Ŀ�꺯����
Q=min(Qi) (i=1,2,...,m) (2-1)
QiΪ��i���ӹ������Ŀ��ֵ���Դ˼ӹ������µ�������ֵ���㣬������m���ӹ������ѡ��
 ( j =1,2,...,n ; i=1,2,...,m) (2-2)
( j =1,2,...,n ; i=1,2,...,m) (2-2)
ʽ�У� Wij--�ڵ�i�ּӹ������£��������j����Ƭ�����Ȩ��������Ҳ���Ǹ���Ƭ�ĵ�λ��ʸ���ڼӹ�����i�ϵ�ͶӰ��
k�D�D��һ��С��1�ij���ϵ���������ģ�Ͳ�ͬ���죻
Aj--��j����Ƭ�������
d--�ֲ��ȣ�
n--��Ƭ������
Ȩ��ϵ���������������ͶԳ��ξ��ȵ�Ӱ��̶ȡ�����PCM������˵����ֱ���뷨�����ϵ�ˮƽ��ɻ����ߵij��ξ��ȣ���бƽ�漰��������Խϲ��ˮƽ����������֬�̻������γɵ����ɱ��棬���ξ��Ⱥͱ�����������Լӹ����ȵ�Ӱ�콫�����淨����ӹ�����ļн���ij�Ĵ�С��ͬ����ͬ��
 (2-3)
(2-3)
����������Ӱ����̨������ͶӰ�������Ҫ���ء���ȫˮƽ�ʹ�ֱ��ƽ��������в�������ֵ��������б�棬��������������ȡ���Щ����һ����һϵ��С����Ƭ����ʾ����������㷨Ҳ�����ƹ㵽��ЩС�����ϡ�������ռ��ϵ������������һϵ������Ƭ��ʾ����ÿһС��Ƭ���������Ͱ���ʽ(2-3)���㡣
Ȩ��ϵ���ľ��ȿ�������Ƭ���������п��ơ�����Ƭ����Խ�࣬��Ȩ��ϵ����ȷ��Խȷ��Ŀ��ֵ�ļ���ҲԽ��ȷ����������ѡ�ӹ������µ�Qֵ����һά�Ż�����������Qֵ��С�ķ�����Ǿ�����ߵļӹ�����
���ڽṹ��״���ӵ������������һ�廯���Σ���ʹ�������ϵ��Ż��㷨��Ҳ���ѱ���бƽ�桢���漰��ˮƽ�棬�ɲ��÷ֽ����ͷֱ����Ż��������죬���������ϵķ������ɻ�ø��ߵij��ξ��Ⱥͱ���������ʵ��֤������Ҳ������������徫�Ⱥͱ���������֮��Ч�ķ�����
1.2 ԭ���ϵ���������
ԭɰ�����ȡ���֬�̻�����ճ��Ҳ��Ӱ��PCM���μ�����Ҫ���ء�ԭɰ�����ȵĴ�ϸ��ɵ�ɰ���ȱ�����IJ��죬��ֱ��Ӱ������Ԫ��Ĵ�С���Ӷ�Ӱ��ɨ���߿�����֬�̻�����ճ��Ҳ����ԭɰ����Ľ������ܲ��죬Ӱ������ɨ���߿���ʵ�鷢�֣���ճ�ȹ���ʱ����֬�̻���Һ���絽ԭɰ���治��ʪ����Ϊ������Һ�飬�������ɨ���ߵĴ�ϸ���������������γɽ����Ϳ�ȱ�����⣬ԭɰ�����ȷֲ������Ρ�������Ҳ����Ӱ������Ӱ����μ��ľ��Ⱥͱ���������
1.3 ������ʽ
��С��������Ƭ������άģ��ͨ���ֲ���Ƭ���������IJ�Ƭ�ļ���������Ϊ����ȡ�Ȼ���ڼӹ������У���ͷ�����Һ���ڳ��α������γɵ�ɨ��������һ�����ȵġ���Ȼ�������Ͻ��������ڹ��տ���������ͨ�����������ߵIJ������γ�ʵ�ʼӹ���������������������ɨ���߿��ڼӹ��������������ɨ���ٶȡ�����ѹ������֬�̻���ճ�ȡ������¶ȵ����صı仯���仯�����⣬������ͷ�Ŀ��ؿ��Ʋ��õ�ŷ�������һ���ٶ���Ӧ�����⣬ʹ���ڳ��μ���Ҫô����۳ɽ�����Ҫô���γɿ�ȱ��������Щ������ɳ��μ�����
���䷽ʽ�IJ�ͬҲ��Գ��μ��ľ�����ɽϴ��Ӱ�졣������֬�̻�����˳�����䣬�������Һ�����ԭɰ��������ɢ�����������Һ�����ɢ�ܵ����ٹ̻����谭���ö�����������Һ����ɢ����֮�ڣ��ɴ��γɵĹ̻��߿��Ͽ�,���������һ��ֻ����һ����ֵ�ճ���㣬����Ӱ�쾫�Ⱥͱ�����������Ϊ�����Ĵ����������㡣������֬�̻���ͬʱ���䣬����Һ����Ϻ�Ѹ�ٵ���ԭɰ���棬����ɢ��̻���Ӧͬʱ���У�����ֵĿ��ٹ̻���Լ����ɢ���Ӷ��ɼ���ɨ���߿�����߾��Ⱥͱ���������
1.4 ���ղ���
��PCM����ʵ���о��У���Ҫͨ������ʵ��ȷ���ʺ����͵���ѹ��ղ��������У��ֲ��ȡ�ƫ�þ���(���������)�Ǹ��ݵ�Ԫ�����ճ����ʽ��ȷ���ġ���ˣ�Ӱ�쵥Ԫ��ߴ���̬�ͳ��ξ��ȵ�������Ҫ���ղ�������ɨ���ٶȺ���ͷ������
����ʱ�����ݵ�Ԫ��̻�����ȷ����ͷ��������ճ�Ӽ��ʹ����Ĺ���ѹ�����ڵ��ʵ�״̬���ڶ�Ӧ�Ĺ���ѹ���»�ø�����Ҫ�����������ǣ������Ŀɵ��ڷ�Χ����ͷ����������ϵͳ�����ƽϴȽ������ƵIJ�����ɨ���ٶȡ�
���ʵ��۲��ʵ�������������Եó����½��ۣ�
(1)����ǿ����ֲ��Ⱥ�ƫ�þ���(������)��С������ǰ��Ӱ�����������
(2)�ֲ��ȶ����ͱ���������Ӱ��ϴ�ƫ�þ���(������)��Ӱ���С������������ֲ��ȼ�С���ﵽ��ֵ��������Сʱ����������ʼ�½����������࣬�ֲڶ�����������ԭ�������ڷֲ��Ƚϴ�ʱ���ֲ��ȵļ�С�����˵�Ԫ������ճ��ʱ���Ͳ�����������������������Ӷ���������͵ı�����������ͼ1(a)��(b)��ʾ�����ֲ��Ƚ�Сʱ��������С���µ�Ԫ��̻�ʱճ�Ӽ�Һ��ĺ�����ɢ�Ӿ磬�������������͵ı�����������ͼ1(c)��ʾ��ͬ����ƫ�þ���(������)��СʱҲ���������ɢ�Ӿ���������͵ı�����������ˣ������ڱ�֤���ͱ�Ҫǿ�ȵ�ǰ���£�ѡ���ʺϵķֲ��Ⱥ�ƫ�þ���(������)��ʹ���͵ı��������ﵽ��ѡ�

(a)�ֲ��Ƚϴ�ʱ (b) �ֲ����ʺ�ʱ (c)�ֲ��ȹ�Сʱ
ͼ1 �ֲ��ȶ����ͱ���������Ӱ��
(3)ɨ���ٶ�һ��ʱ�����͵ı���������ijһ�м������´ﵽ��ѡ���ʱ���ֲ������ɨ���ٶ����������γɵĵ�Ԫ��̻���ȵı�ֵh:r��2:3��ƫ�þ���(��������)��̻��߿��ı�ֵd:b��2:3����ͼ2��ʾ���������ݱ���������һ�����£�����ǿ��Ҳ��ȫ����Ҫ����ˣ���������������һɨ���ٶ��µ��������Ͳ�����

(a)��������Ԫ�� (b) h:r��2:3 (c)d:b��2:3
ͼ2 �������Ͳ���ʾ��ͼ
(4)����������ϵ����ɨ���ٶȱ仯���仯��
��ʵ���������У�����ͨ��ʵ��ȷ��������������Ͳ��������岽�����£�
(1)����X-Yɨ��ϵͳ�ĸ����������ȶ���ȷ��ɨ���ٶȣ�
(2)�Ը�ɨ���ٶȽ���ֱ��ɨ��ʵ�飬������������Ԫ��Ĺ̻���Ⱥ̻��߿��� �����������ۼ������Ӧ�����µķֲ���h��ƫ�þ���d(������)��
1.5 �����ղ���ƥ��
RP���յij��ξ��ȳ���ȡ���ڻ�еϵͳ���˶����Ⱥͻ������ε�Ԫ�����̬�ߴ��⣬�����ղ���֮���ƥ��̶�Ҳ��Գ��ξ��Ȳ�����ҪӰ�졣
��PCM�����У�����Ҫ�ļ������ղ���������ɨ���ٶȡ�������������ɰ���Ⱥͷֲ��ȵȡ�����֮���ƥ���ֱ��Ӱ�����۵�Ԫ��ijߴ缰����̬�������Գ��ξ��Ȳ���Ӱ�졣��ˣ��������������֮���ƥ���ϵ���з������о���
��ɨ���ٶ�������������ƥ��
PCM������������ʹӹ����Ͽ�����Ҫ�߱��������ԣ�����Ҫ�ﵽһ�������ξ��ȣ�������״���ȡ��ߴ羫�Ⱥͱ��澫�ȡ����ֹ��������浽��Ķѻ����̣��������۵�Ԫ��ijߴ����̬�Ƿ����һ�£����Ǿ������ͼ��ξ��ȵ���Ҫ���ء�
��ɨ��ӹ������У�ɨ�跽����Ȼ�ڱ仯����ɨ���ٶȲ��䡣Ϊ��֤���۵�Ԫ��ijߴ���̬����һ�£�Һ��Ĺ̻��������뱣�ֺ㶨������ͷ�����㶨������£�ʵ��ó���Ԫ��ߴ��ճ�Ӽ�������ɨ���ٶȵı仯������ͼ3��ͼ4��ʾ��
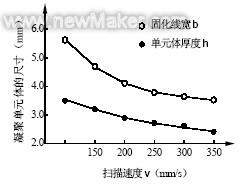
ͼ3 ��Ԫ��ߴ��ɨ���ٶȵĹ�ϵ
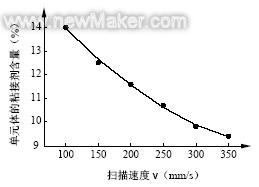
ͼ4 ��Ԫ��ճ�Ӽ�������ɨ���ٶȵĹ�ϵ
��ͼ4�п��Կ�������������ȷ��ʱ���̻�������ɨ���ٶ��������С����ˣ�Ҫ��֤�̻��� �����䣬�ͱ�����ɨ���ٶ�����(��С)ʱ����(��С)����������
��PCM�����У���ͷ�Կ��շ�ʽ������Һ�����������������Һ�������������Һ�������������������ƿ�ڵ�ѹ�����壬�ɸ�ѹ���徭��ѹ���á����ݲ�Ŭ�����̿ɵ�������
 (2-4)
(2-4)
ʽ�У�
Q--��λʱ���ڵ�ճ�Ӽ�������
K-- ����ϵ���� ������g���������ٶȣ�����ճ�Ӽ��ܶȣ�Ax����������������ͷ�ṹ��ճ�������һ��ʱ��ֵ���䣻
������g���������ٶȣ�����ճ�Ӽ��ܶȣ�Ax����������������ͷ�ṹ��ճ�������һ��ʱ��ֵ���䣻
∆P--�������ѹ�
�ӹ�ʽ(2-4)��֪����������Q�빤��ѹ���Ŀ��������ȹ�ϵ���ı乤��ѹ������ʹ��������������Ӧ�仯��
��ˣ�Ҫ��֤ɨ���ٶ�����������ƥ�䣬���ȣ����뱣֤ɨ���ٶ���Һ�幤��ѹ����ƥ�䣻��Σ���Ԫ�������ѹ̻��������̻���������������ƫ��С��Ԫ��ߴ���̬���ȶ��������ɨ���ٶ��빤��ѹ��֮��Ҳ����һ����ѱ���(��Ӧ��ѹ̻�����)������ͨ��ʵ��ⶨ�����⣬ճ�Ӽ��ʹ�����������ʽ�е�����ϵ����ͬ�������ڵ�Ԫ���еĹ̻�����Ҳ����ȣ���Ҫ�ֱ�ⶨ�ñ��ʡ�
����ʵ�������ɨ���ٶ�ȷ��Ϊ350mm/sʱ�����ߵ���ѱ��ʷֱ�ԼΪ900 mm/(s��Mpa)��1750mm/(s��Mpa)����ʱ�����߶�Ӧ����ѹ̻������ֱ�Ϊ9.4%��4.7%������֮������PCM����Ҫ���2:1��
���⣬ɨ���ٶȺ�������������ƥ���ǰ���£����ߵı仯��Χ���ܵ�һ�����ơ�ǰ����Ҫ���ܵ�����������ͻ�еϵͳ���Ե���Լ���������ɨ���ٶȣ���������Ҫ�ɼ�ѹװ�õķֱ��ʡ���ͷ�����С������ѹ����ֵ������������С����������Ϊ���������ڽ�ע�����еķ�������ȷ��ɨ���ٶ�������������ƥ���ϵΪ����С�������������ɨ���ٶȵ�ƥ�䡣
���ֲ�������ɰ���ȵ�ƥ��
ʵ�鷢�֣�ճ�Ӽ�Һ�������ɢ��̬�͵�Ԫ��ߴ�����ɰ����Ҳ�нϴ��ϵ����ɰ����ԽС���˴˼�Ŀ�϶��ԽС��ëϸ����ɵ���ά�����Һ������ɢ��������Խ����ɢ�����Ϊ����Ԫ��ߴ�Ҳ��С��
�������У����뱣֤��������˳��ճ�ӣ��֮���ֲ������������ˣ�����ɰ���ȶ�Ӧ�ĵ�Ԫ����Ӧ���Դ��ڷֲ��ȣ������Ԫ�������ԶԶ����һ���������������֮�����������ҵ�ǰ���ڵĺ�����ɢҲ�������ء����������Ĺ������������ͱ����쳣�ֲڣ���������״���Ⱥͼ��γߴ�����֤��
��ˣ����뱣֤�ֲ��Ⱥ���ɰ����֮���ƥ�䡣��ɰ����Խ��Ԫ��ߴ��Խ����ֲ���Ҳ����Ӧ����֮����Լ�С��
���ֲ���������������ƥ��
��ɨ���ٶ�ȷ����ǰ���£��ֲ��Ⱥ���������֮��Ҳ����ƥ���ϵ����������Խ��Ԫ��̻�������Խ�ߣ���ɢ����ҲԽ���أ���Ԫ��ߴ�������˷ֲ�������Ӧ����֮����Լ�С��Ϊ��߳��μ��ľ��ȣ�Ӧ������С����������ʵ��ó���Сɨ���߿�ʱ�ķֲ���ֵ��֮ƥ�䡣
ʵ���ϣ������ղ���֮���ƥ�䲢�ǵ�һ�Ķ�Ӧ��ϵ��������������Ӱ�졢���Լ�ġ���ɨ���ٶȡ�������������ɰ���Ⱥͷֲ����ĸ������У�����̶����м��������������������֮�䶼������ȷ���ĺ�����ϵ�����磺ɨ���ٶȹ̶�ʱ��������������ɰ�������ֲ��Ⱦͱ�������������������ɰ���ȹ̶�ʱ��ɨ���ٶ����ֲ��Ⱦͱ����С���������ƣ����Եõ���������ƥ���ϵ��
2 ����
�����������ۿ�֪������������չ��̵ĸ������־��Գ��μ����������Ӱ�죬�����Լӹ�����Ϊ��Ҫ����ͬʱ���Ǽӹ�ʱ��Ķ�Ŀ�꺯�����Ż����μ��ӹ�����ѡ�����Ƚ�ϸ��ԭɰ��ճ�Ƚϵ͵���֬��̻�����������֬�̻���ͬʱ����ķ�ʽ������ȷ��ɨ���ٶȡ�������������ɰ���ȡ��ֲ��Ⱥ�ƫ�þ���ȸ���ղ����ͺ��ʵ�ƥ���ϵ�����Դ������߳��μ��ľ��Ⱥ��Ʊ������������������PCM�������͵�Ҫ��ʵ�ָ��ֽ����������ģ�Ϳ������졣
�����
[1] ������.�ڶ���ȫ�����ٳ������������ѧ�����鿪Ļ��.�й���е����,2000,11(����):1��2
[2] Jack G.Zhou, Daniel Herscovici, Calvin C.Chen. Parametric Process Optimization to Improve the Accuracy of Rapid Prototyped Stereolithography Parts. International Journal of Machine Tools &Manufacture, 2000,40
[3] W.cheng. J.Y.H.Fuh et al. Multi-objective optimization of part-building orientation in stereolithography. Rapid Prototyping Journal . Vol.1 . No.4 . 1995:12~23
[4] �쵤.��ģ�������칤�պ��豸���о��뿪��.[��ʿѧλ����].����:�廪��ѧ,2002,4
[5] ���ѻ�.CADģ��ֱ����������������о��뿪��.[��ʿѧλ����].����:�廪��ѧ,1997,9
[6] Terry T. Wohlers. Wohlers Report -Rapid Prototyping & Tooling State of the industry Annual Worldwide Progress Report, USA, 2001,150-151
��ʮ�塢RP��Rapid Prototyping���������
������ͨ���ܻ�������˾
������ҵ�и�������Ĵ�ͳ���칤�հ��ӹ���ԭ��������仯����Ϊ������ƴ�Ϸ�(Forming and Joining)�Ͳ���ȥ����(Material Removing)�����ࡣ���ͷ������ӹ����ϵ���Ȼ״̬�ֿɷ�Ϊ��̬���ͷ������졢�������ѹ�����εȣ���Һ̬���ͷ������죩�Ͱ�Һ̬���ͷ���ע�ܣ���ƴ�Ϸ��ֿɷ�Ϊ��е���ӡ�ճ�����ͺ������ַ�ʽ������ȥ����������������֪�ij���ϳ���١�ĥ�ȹ��գ��ӹ���ԭ���������С��
��ʮ�������һ��ȫ�µ���������������ۼӷ�(Material Increase Manufacturing)�����˳���������CAD�����⡢��������Ƽ����ķ�չ���������͵�����������վͳ�ΪRP�����ٳ��ͣ�����Ҫʵ���ֶΡ�
80������ڷ�չ�����Ŀ��ٳ��ͼ���������Ϊ�ǽ�20�������������һ���ش�ͻ�ƣ����������ҵ��Ӱ�����50~60��������ؼ�����ȡ�RP�ۺ��˻�е���̡�CAD�����ؼ��������⼼�������Ͽ�ѧ�����������Զ���ֱ�ӡ����١���ȷ�ؽ����˼��ת��Ϊ����һ�����ܵ�ԭ�ͻ�ֱ������������Ӷ����ԶԲ�Ʒ��ƽ��п����������ļ��������飬������̲�Ʒ���������ڡ�����RPϵͳΪ������չ�������ѳ���Ŀ��ٹ�װģ������(Quick Tooling/Molding)�����پ�������(Quick Casting)���ʵ������Ŀ�������(Quick Manufacturing )��
��̻��������ͣ�SL��Stereolithography��
�ü����Թ�����֬Ϊԭ�ϣ�������������µ����⼤�ⰴԤ��������ֲ���������Ϊ�켣��Һ̬��֬���ɨ�裬ʹ��ɨ��������֬���������ۺϷ�Ӧ���Ӷ��γ������һ��������档��һ��̻���ϣ��ƶ�����̨����ԭ�ȹ̻��õ���֬�����ٷ���һ���µ�Һ̬��֬�Ա������һ��ɨ��̻����¹̻���һ���ι̵�ճ����ǰһ���ϣ�����ظ�ֱ���������ԭ��������ϡ�
SL���ǵ�һ��Ͷ����ҵӦ�õ�RP������Ŀǰȫ�����۵�SL�豸ԼռRP�豸������70�����ҡ� ���ַ������ص��Ǿ��ȸߡ����������á�ԭ���������ʽ���100������������״�ر��ӣ��������������ر�ϸ�������Ρ�����Ʒ�ȣ��������
�ֲ��������(LOM��Laminated Object Manufacturing)
LOM���ս�����Ϳ�����ܽ���ֽƬͨ�����ȹ�����ճ����һ��λ���Ϸ��ļ���������CAD�ֲ�ģ���������ݣ��ü�������ֽ�и���������������������Ȼ���µ�һ��ֽ�ٵ��������棬ͨ����ѹװ�ú��������и��ճ����һ�𣬼������ٴ��и������������и�һճ��һ�и�����ֱ���������ģ��������ɡ�
ѡ���Լ����ս�(SLS��Se1ected Laser Sintering)
�÷�����CO2����������Դ��Ŀǰʹ�õ����Ͳ��϶�Ϊ���ַ�δ���ϡ��ڹ���̨�Ͼ�������һ��ܱ���100��~200�����ķ�δ���������ڼ���������°�������ֲ�������ѡ���Եؽ����սᣬһ����ɺ��ٽ�����һ���սᡣȫ���ս����ȥ������ķ�δ���ٽ��д�ĥ����ɵȴ������������Ŀǰ������Ĺ��ղ���Ϊ���ۼ����Ϸۣ��ý����ۻ��մɷ۽���ճ�ӻ��ս�Ĺ��ջ�����ʵ���о��Ρ�
���ڳ�������(FDM��Fused Deposition Modeling)
FDM���յĹؼ��DZ��ְ��������Ͳ��ϸպ����۵�֮�ϣ�ͨ�������ڱ��۵��1�����ң���FDM��ͷ��CAD�ֲ����ݿ���ʹ������״̬����˿���ϣ�˿��ֱ��һ����1.5mm���ϣ�����ͷ�м�ѹ�����������γ�������״�ı��㡣ÿ���ȷ�Χ��0��025��0��762mm��һ���һ������γ��������ģ�͡�
RP���ռ����Ƚ�

���ٳ�������ϵͳ(RP&M��Rapid Prototyping & Manufacturing)�ļ����ص�
���ٳ��ͷ����������ص���ŵ㣺
1.�ر��ʺ�����״���ӣ���ϸ������ӹ���
2.�����˶��������������ߵ�����
3.�ɹ��ؽ����CAD����ά���������ü����������������⣻
4.�������Ըߣ�ֻ���CAD���ݣ��Ϳ�������ͬ��״�����ģ�ͣ�
5.�������ɣ��������һ�廯��
6.����ר�ŵĹ�װ�оߺ�ģ�ߣ�����������²�Ʒ����ʱ�䣻
7.����ĸ��ӳ̶Ⱥ���������������ɱ�������.
��ʮ������ƫת����ʽ���ٳ����յķ���
������ ��С�� �ű��� ��˫�� ������
ժ��Ҫ�����ڵ�ƫת����ʽ���ٳ���(RP)���շ�����ͨ���糡���ƴ���������˶��켣ʵ�ֲַ����ij��ͣ����߿����˵�ƫת������ʽRP���յķ���ϵͳ���÷���ϵͳ����CLI��ʽ�IJ������ݺ��ݷֲ���������������ɹ��չ滯��ɨ��·�������ƴ���Ŀ�������ɨ�裬���ڼ������Ļ��ʵʱģ����ʾɨ��켣��ԭ�ͼ�����άʵ������̣�Ϊ��ƫת����ʽ���ٳ����յ������о��ṩһ�����������ݡ�
�ؼ��ʣ���ƫת���䣻���ٳ��ͣ���ֵ����
���ٳ���(Rapid Prototyping��RP)��20����90�����չ�����������ֲ����졢����ۼ��������ķ�ʽ����ԭ��/����Ĺ��ռ��������ڿ��ٳ���ʵ������άCADģ��ֱ��������ʹ������ơ����졢ģ�ߵ�����õ��˽Ϲ㷺��Ӧ�á�Ŀǰ��ʵ�û��Ŀ��ٳ��ͼ������������̳��͡��ֲ�ʵ�����졢���ڳ�������ͷ�ĩ�弤��ѡ�����ս�[1��6]�ȡ�
���ڵ�ƫת������ʽ���ٳ�����һ�ֿ��ٳ����շ���[7]�����������ԭ����ͨ���糡���ƴ���������˶��켣��ʵ�ֲַ����ij���(��ͼ1)���ڳ������У���ͷ��λ�ù̶�����������ͷ������ұ��ɵ磬ͨ���糡ʱ����ƫת���ڳ��ͽ����ϳ��������ѳ��Ͳ���ճ����һ��
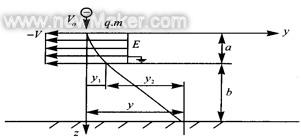
ͼ1����ƫת����ʽ���ٳ���ԭ��
������WinNT4.0����ϵͳ�ϣ�����C++ Builder���б��룬�����˻��ڵ�ƫת������ʽRP���յķ���ϵͳ���÷���ϵͳ����Ҫ�����Ƕ���CAD��άģ�͵IJ�Ƭ���ݣ����ݲ�Ƭ����������������ɨ��·�������ƴ���Ŀ�������ɨ�裬���ڼ������Ļ��ʵʱ��ģ����ʾ��ɨ��켣��ԭ�ͼ�����άʵ������̡�
1 ����Ƭɨ��·���Ĺ滮��
ɨ��ӹ����չ����ǿ��ٳ������е�һ����Ҫ���ڣ�ֱ��Ӱ���żӹ�������Ч�ʡ����ٳ����չ滮��һ����Ҫ������ɨ��·���滮����ͬ�Ĺ滮�������������˳������ܷ�����˳���ؽ��У����Ҷ�ԭ�ͼ��ij��;��Ⱥ�Ч��Ӱ��ܴ�ͬ�����յ�ɨ��·���滮һ��������������ߵIJ���������ɨ�����·����ѡ���ڱ������У�ԭ�ͼ���ͨ�������ɵ㵽�ߡ����ߵ��桢�ɶ�ά����ά���ѻ����͵ġ�ɨ��·���滮��Ҫ�����ɺ�����ɨ��·���������ݲ�Ƭ����ȷ��ɨ�����·����
1.1��ɨ�跽ʽ��ѡ��
���ɨ���кܶ��ַ�ʽ��������������ͼ����[8]������դ��ɨ��(ͼ2a)����ֱդ��ɨ��(ͼ2b)��������դ��ɨ��(ͼ2c)��б����դ��ɨ��(ͼ2d)��������ɨ��(ͼ2e)��ƫ��ɨ���(ͼ2f)������������о��˻��ڷ��ε�ɨ����䷽ʽ��
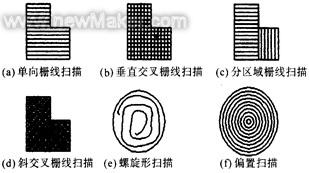
ͼ2�����������ɨ�跽ʽ
��õ�ɨ�跽ʽ�Ǹ���դ��ɨ���ƫ��ɨ�衣դ��ɨ���ÿһ��·�����ƽ�У�ɨ����ڱ߽���������ɨ�衣դ��ɨ����ŵ���ɨ���߹滮������Լ�������դ��֮�������ǿ�ȵͣ����³��ͼ��ڲ���֯���и������Ե��ص㣬������ɨ����ͣ��Ӧ���ܺ�ɨ�迪����Ӧ���ܲ��õ������Ӱ����;��ȡ�ƫ��ɨ���ԭʼ�����߿�ʼ������˳��ƫ�Ƶķ�ʽ���������Ⱦ��߽�������ɨ�裬��������˳��ͼ��ı��澫�ȣ����Ҽ�����ɨ����ͣ�Ϳ��ش��������͵��ٶ�Ҳ�Ͽ졣������һ�����������ƫ��ɨ��·��������Ҫ��������ȡ�ɰ���ǧ�εȾ���(��������״�й�)��ʵʱ��������ƫ�������ѡ�������ɨ������ӹ�Ч�ʣ����Ƽӹ����ȣ����������Ƹ��ӡ���
�Ӽ����ݴ��������ϵͳ�ɿ��ԵĽǶȳ�����������ϵͳ���õ���դ��ɨ�衣
1.2��ɨ��·��˳��Ĺ滮��
���ɨ��·��˳��Գ���ʱ��ͳ��ͼ������������нϴ��Ӱ�졣���������ɨ��·��˳�������¼���(��ͼ3)��
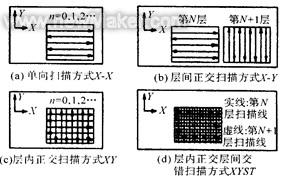
ͼ3�����������ɨ��˳��
1)����ɨ�跽ʽX X(Y Y)��
���е�Ԫ���ɨ���߶�ƽ����X���Y�ᣬ��ͼ3a��ʾ����
2)���������ʽX Y��
ÿһ��ֻ���е���ɨ�裬����N���ɨ���߷������N+1���ɨ���߷���������Ӧ������ɨ�跽ʽ�ı���FDM���գ���������ϲ�����ͬһ�㴦�ѻ����Σ���ͬһ��ֻ�ܲ��õ���դ��ɨ�衣���ò��������ʽ���Ա������������ɳ��ͼ��ڴ�ֱ��ɨ�跽���ǿ�Ƚ��ͣ���ͼ3b��ʾ����
3)����������ʽXY��
��ÿһ���ڶ����������ɨ���߽������ɨ�裬����ƽ����X(��Y)�����ɨ�裬��ƽ����Y(��X)�����ɨ�裬��ͼ3c��ʾ����
4)����������佻����ʽXYsT��
�ڲ�������XY��ʽ�Ļ����ϣ������˱����������������ֻ�ɨ��˳��ɨ��˳���ֻ�Ҫ����3��������X��Y��˳��X�Ĵ�������Y�Ĵ��������ڶ�ɨ��˳����б���ʱ��Ӧ����ʹ���ڲ��3������������ת�������Ϳ�ʹ���������е�ɨ��˳����ȫ��ͬ���������ɨ��˳���ܹ���ֹɨ��ʱ�����Ӧ�����У���ͼ3d����
������ϵͳ�У����Ǽ���Ժ�ʵ���ԣ������������ɨ����䷽ʽ��������(X X)դ��ɨ�裬��ɨ��˳��Ϊ�������д�����ɨ�裬ż���д��ҵ���ɨ�衣
2������ϵͳ���㷨
�÷���ϵͳ��������CLI�ļ���Ȼ��������������ݽ��б��롣CLI(common layer interface��ͨ�ò�Ƭ�ӿ�)������ʵ���21/2Dģ�ͣ�����ά��Ƭ����[9]��ÿһ���ǽ�������ƽ�н���֮����壬����һ���ĺ�Ⱥ����������ߣ�������һ���������ʽ�����������߶�����ÿһ���ڹ�̬���ϵı߽磬�ö���������ʾ����ȷ���������Ƿ�յģ����������ཻ���������������ཻ��������CLI�У������һϵ�ж�����ֱ�߶ι��ɣ�ÿһ�����������˵�������ʾ����ϵͳ���㷨�Լ����ͼ��ѧ�ж�����������Ļ��Ա߱��㷨Ϊ��������ɨ���ߴӵ͵��ߵ�˳���������ɨ���������ε��ཻ���䣬�ٶ�̬����ʾ��ߵ��˶��켣����
�趨��������ɨ���ߵļ��Ϊ1���������㷨���£���
1)����EL(edgelist���߱�)������
2)����ǰɨ���ߺ�scan����ΪEL���е���Сy����ֵ��
3)��ʼ��AEL(activeedgelist�����Ա߱�)����ʹ��Ϊ�ա���
4)�ظ����в��裬ֱ��AELΪ�ղ�������EL��������Ͱ��
����EL�洢Ͱ��y����ֵ���ڵ�ǰɨ���ߺ�scan��Ӧ��y��������б߽�㣬�ò���������AEL���У�ʹ֮��x���������˳�����С����������У�������x����ֵ��С�����˳����в���������ż���У�������x����ֵ�Ӵ�С��˳���������
������AEL��������Խ���֮�������(����ҿ�)���ж�̬ɨ�衣��
������AEL������yupper(���϶˵��y����)=scan�Ľ���AEL����ɾ��������yupper>scan�Ľ���xֵ����dx����
������AEL���������б߽�㰴x���������˳���������
�ڱ��㷨�У����������ṹ�����������ࣺ�±߱���TEdge�����Ա߱���TEdgeList���α���TEdgeListIterator��
��class TEdge��
��{��
����friend class TEdgeList;��
����friend class TEdgeListIterator;��
����private:��
������int yUpper;��
������float x,dx;��
������Tedge * next;��
��};��
��class TEdgeList��
��{��
����friend class TEedgeListIterator;��
����private:��
������int count;��
������float poit��x[100];��
������float poit��y[100];��
������TEdge * active;��
������TEdge * edges[400];��
��};��
��class TEdgeListIterator��
��{��
����private:��
������TEdgeList edgelist;��
������TEdge * current;��
��};��
���ڱ��㷨����������ɨ���ߵļ��Ϊ1���������е�ɨ����Ϊ���Ͱߵ��ֱ������ˣ��ڽ��в����ɾ������ʱ�������ɾ�����ǵ�ǰ���Ϊscan��ɨ���߶�Ӧ�Ľ�㡣��
���統ǰɨ���ߺ�Ϊ10�����Ͱߵ�ֱ��Ϊ10������һ��ɨ���ߺ�ӦΪ20��������4)��Ӧ����ɨ���ߺ�Ϊ20�����н�㣬ɾ���϶˵�y����Ϊ20�ıߵĽ�㡣��
ͼ4��ʾΪԲ�ν���ɨ����档����ɨ��·��������ϵͳ�趨��ɨ��糡�ͳ�ɨ��糡�ı仯���ɣ��Ӷ����ƿ������˶��켣��ʵ�ֹ涨��ɨ��·���ͽ�����ۼӳ��͡�
ͼ4����ƫת����ʽ���ٳ���ɨ�����ʾ��
3���ᡡ�
���ڵ�ƫת������ʽ���ٳ����յķ���ϵͳʵ���˸ù���ɨ��ӹ����̵�ʵʱģ�⣬Ϊ�������о��ṩ�����۷������ݡ������ڱ��о������Ľ��ԣ���δ���ǿ������������������ȶԿ����˶���Ӱ�졣
�ο����ף�
[1]���������������֣������裬��. ����ԭ�����켼���Ľ�չ[��].�й���е���̣�1997��8(5)��12.
[2]����������ФԾ�ӣ�Ī��������.���ٳ��ͼ�����չ��[��].�й���е���̣�2000��11(1��2)��195��200.
[3]�������꣬�š�ΰ��¬��Ƽ����.������ɢ/�ѻ��������RPMԭ���ͷ�չ[��].�й���е���̣�1994��5(4)��64��69.
[4]����rut���P.MaterialincreaseManufacturingbyrapidproto typingtec��ni��ues[��].AnnualofCIRP��1991��40(2)��603��609.
[5]��PaulF��acobs.RapidPrototypingandManufacturing.FundaMentalsofstereolit��orgrap��y[M].societyofMan ufacturingEngineers(sME)��1992��5��15.
[6]��Wo��lersTT.World��idedevelopMentsandtrendsinrapidprototypingandtooling[A].In��ProceedingsofICRPM��98[C].1998��Bei��ing��C��ina��1��6.
[7]���ڣ�angLian��ong���ڣ�angBaofeng��Lis��uangyi��etal.AnelectricorMagneticfielddeflection pro��ectionbasednovelrapidprototypingtec��ni��ue[��].�廪��ѧѧ��(��Ȼ��ѧ��)��2002��42(2)��241��245.
[8]��������.�����������б������ɨ��·�������������ϵͳ[��].�й���е���̣�1998��9(12)��52��56.
[9]��CoMMonlayerinterfale(LI)version2.0[��].��ttp��//129.69.86.144/raptec/general/cli/CLI�ߣ�20.��tMl.
��ʮ�ߡ�ԭ������ĵ�λ
Derek Korn
�������Richard Alfoni������λ������������Rowley�еĹ����ڼӹ�һ��ԭ������������٣���õ��Ļش���������Ǯ������Ǻܶ�����ٳе�����һ���������ԭ�����ڡ���Ϊʲô�����ܾ�ԭ����Ŀ�����ܲ��ϵ����ͻ�������ĸ��ӳ̶ȣ���Ϊ�����ּӹ�һ����һ��ԭ�����Ҫ�����̳������Ͻ��и�����ں���

ͨ���������ӹ�ij�������̵�ԭ��Ϊ�õ��������ܵ��κ����������������������������ܽ��е������Σ�ԭ���������Ϊ�����������档
������ˣ�Alfoni������ԭ�����첻����������������������һ��������������Ա����һ�ֳ�������ѵ���ߡ�
���⣬ԭ�������ṩӮȡ�¿ͻ��Ļ��ᣬҲ��ʾ�������пͻ���ȷ����������ķǷ��������ں�ԭ�������������ӹ�Ҫ��ְԱ���豸��ҵ�������ԣ�������Eastern Science��˾���������������㹻������ԡ�
���صĿ�ʼ
���������������ѧ������������һ�����͵Ļ�е���Ļ���������Ϊ������濴����ȷ���ǣ���ʹAlfoni����Ҳ��ǫ��ؽ��������棩���ù�˾��1919������λ��Ʋ���������������MIT��ҵ��������һֱ��Alfoni������1972�������������ӹ�֮ǰ����������һ����ҵ��������������һ����е��������ӹ�һ����������ԭ�ͣ����ǿ�������������
��Щ��������˾�����������Ч�ӹ�������������ϣ��������ºϽ��ѺϽ��������մɣ�����Ҫ֪ʶ��������Ŀǰ����Щ��������Ϊ�뵼�塢������ҽ�ƿͻ����ֶ���CNC�����ϼӹ��߾��������������1972��֮ǰ���IJ�ͬ���ڣ����˾��Ŀ����Ӯ����������
Ϊʲôѡ��ԭ��?
Alfoni�����Զ��ַ�ʽͶ����ԭ����Ŀ�����ȣ���Щ��ĿʹԱ�������ǵĹ���������Ȥ���˷ܡ���֪����ӹ�������Ƿ��䵽̫�յĻ���ϵ�Ԫ�������˼����ģ���Alfoni����˵����
ԭ�����컹�������¡���Ա������ְ��ѵ����ΪAlfoni���������������¹�ԱҪ�н����ӹ���רҵ����������CAD/CAM���Աӵ�н���ѧ��ѧλ�����������а���������Alfoni�����Ĺ۵㣬��������̬����Ը��ѧϰ���������ڳ�Ϊһ���õĺ�ѡ�ˡ�
�����һ��ԭ�������ǽ���ԭ����������ƶ�Ա��������ؽ�������ĺ����ӡ�����һ��ֱ��12Ӣ������Ƚ�1/16Ӣ��İ뵼����������⾶����һ��С�ľ���̨���������ܲ�С�ס������������뵼�������Ҫ����������һ���������ƽ�жȱ��������ǧ��֮ʮӢ�����ڡ������ǰ���������ṩ�����ǣ��������Ǹ�������Ը�Ⳣ��һ�£���Alfoni����˵�������ǿ϶�ʹ�������оߣ��������ǿ��ܱ��������Ĵ��Ǹ��о���ȷ��������õ�ƽ��ȣ��������ǻ�����ʹ�������������н����������ʹ�������չ�������������ջ���������ڽ����õ����ƽṹ�����ʱ��ԭ�������Ĺ����͵õ��˲�����

չ�ִ�����ͬ��Ŀ��Ը���������µĿͻ����ܰ��������µ��г�������������ά�����пͻ������ù�ϵ�������ǵĿͻ��������ǣ���Ϊ�����������ǣ��� Alfoni����˵������һЩʵ���Ե���Ŀ���Dz���֪�������Ƿ���ǰ;�����Ǵ��չ��ص�ͻ��ĽǶȣ����ǽ�������Ŀ�������ι̵Ĺ�ϵ���кܳ���·Ҫ�ߡ���
Alfoni�������ṩԱ����ѵ���鷽����˵���˽�����������������������ھ�Ӫҵ�����ʵ��ԭ�������������Ӯ��������������ԭ��������װ�С��ӹ������ղ��������õ�֪ʶ�ܸ����ת������������ؽ������ͻ���
��ϼӹ�
�ڹ�ȥ������ÿ��ԭ������������ֶ������ϼӹ��ģ���Ϊװ�и������Ҹ��졣���Ź�������CNC�����ϻ�õľ��飨���ĵ�һ̨CNC������1992�깺�룩�������������������״��ԭ��������ڿ���CNC�ϼӹ����������ֻ����ϻ�ϼӹ���

Eastern Science��˾����������������CNC�豸�����ڳ�������˾��Ҫʹ������Mori Seiki��Texas��Irving�У��Ĵ�B��ij������ġ������ǿ����˳�/ϳ�����������Ǿ������ô�B��ij�������������һ��װ����ɳ�����ϳ������Ҫ���� Alfoni�������͵���
�����ﻹ��һЩ����Kitamura��Illinois��Wheeling�У���Mycenter��ʽ�ӹ����ġ�ͨ�������ܳ���ӹ������������CNC���ٶ����ظ������������硣�Ѿ����ֻ�ʱ��ȥ������ɵ�װ�з�����ʹ�ӹ�������������
��˾������Starret��˾��Massachusetts��Athol�У���Premis CMM���������ṩ����3D CAD�ļ������ԣ��ӿ��˼������̵��ٶȡ������Ƿ�������˾����֪���������ֹ��ܣ��� CMM������Greg Santiago˵���������Զ���ԭ�����������������ܴ�����ٿ��������������ʱ�䣬ʹ���������ʵ��д����Ҫ��öࡣ
���ϲ���
����̻����ٳ��͡������ս�������������ٳ��ͷ�����������ģ������֮��İ����϶����м�ֵ�ġ����ǣ�Eastern Science��˾�Ŀͻ�ʵ������Ҫ��ָ���IJ�������֤���ǵĸ�����������ڹ����Ѿ��ӹ��˴����������͵IJ��ϣ������Ѽӹ�������Ҫ������ʽ�ļӹ��кܺõļ��⡣
���ڸ��ºϽ𣬹����ø��ٸֻ���ʯͿ�㵶�߽��и�ʽ�ӹ������ϣ������������ǰ�Ultem�벣����άG-10���зdz��ߵ���ĥ�ԣ�ʹ�õ����������͡�����������Ϲ�����ʹ��Ӳ�ʺϽߡ�
����Ӳ�ʺϽ���ϳ���������մ�����Ĵ֡����ӹ����������Ƽ�����ʹ�ý��ʯͿ�㵶�ӹ��մɣ����������ǵľ��飬�ӹ��մ�ʱ���ʯ�����ڲ������У���Alfoni����˵��������Ը�ü��Ѽ�ֵ$25��Ӳ�ʺϽ���ϳ�����ӹ��������ÿ��ܲ������в�ʹ�մ�������ϵļ�ֵ$125�Ľ��ʯ��ϳ������
�������ܹ��صIJ���ʱ���ڹ���װ��ʱEastern Science��˾��ʱʹ�óɱ��ϵ͵�������ϡ����磬���������һ����ÿӢ��$550�ľ���������ϩ��PCTFE���ӹ����������˾ʹ�ýϱ��˵ľۼ�ȩ��֬Delrin�����װ�С�
�ṩ����
Eastern Science��˾Ŭ����ͻ���������ʦ���ֽ��ܵĹ�ϵ�������Ļ���ͨ������ϵĸı���ʹ�üӹ������ס�����Ŭ���ṩ�ȿͻ��������ķ������磬Ϊ��֤�������������������ܲ�ȡ����IJ������ṩ��Ҫ�����ֲڶȺõö�������������ע�ij�ض��ͻ��IJ�Ʒ�и��߱���ֲڶ�Ҫ������ƣ������������������л����������Ϊ�н�������һ�������������������� Alfoni����˵��

��Ϊ�����κ�һ�ҹ������ܰ��涨�ӹ������Ѱ����ӹ��Ĺ�˾ϣ���ҵ����ṩ���߲�Ʒ�����Ĺ���������Alfoni����ָ���������Dz��������� ��������һ�ַ���������������ɣ�����Ҳ���ᷢ�����¿��Ƕ�ԭ������˵�������IJ������а����ġ�
���ӹ�һ��ԭ������Ǯ�����ѵġ�������ˣ�ֻҪ�߱��е��κ�ԭ����Ŀ��������Ը����ʹ�������˾������;����ԭ����������Ǯ��
�����ijɹ�����
�������ִ���е������
�ִ���е�������������õ��豸��������ά���ͻ���ͨ���������˲��ܻ�Ը��������Ҳ���ṩԱ��������չ��Ը�����״���Ѽӹ������¹��յĻ����� ��������ṩ���ͻ��IJ������Ǽӹ���
Eastern Science��˾�н��������������в��ϵ�ԭ����Ŀ��ԭ������ʹ����Ϊ��ȡ��������������������Ҳ�ɿ������Ա����һ�ֳ�������ѵ���ߡ�
���ںܶ�ԭ����Ŀ���ԣ�ԭ��Ϊ����������Ĵ�B���CNC�������ı��������ṩ����ʹ�û����ֶ�������ϵ����ԡ�
ԭ�����Ҫ�����̳������Ͻ��и�����ں���
�����ù��ز��ϼӹ��������������������ʹ�ýϱ��˵IJ�����װ�е���֤����ÿӢ�߳ɱ�����$550���Ѽӹ��������ϼӹ�֮ǰ�������������þۼ�ȩ��֬ Delrin��������ӹ���
��ʮ�ˡ�ע��ģ�Ŀ���ԭ������RP
������ ���
��ͳ����ҵ��ս���ǹ�ģЧ���һ����ʮ���Ͱ�ʮ�������۸��������һ����ʮ����������ѷ�չΪ�г���Ӧ��һ��������ҵ�������ʻ���״���£����̲�Ʒ�������ںͼ��ٿ����²�ƷͶ�ʷ��գ���Ϊ��ҵ��������Ĺؼ���������������ҵ�г�������ս���ص����ڷ����ӳɱ���������ʱ������Ӧ���ش�ת�ơ����ٽ��������IJ�Ʒ�����г��������̰����г��Ȼ������������Ҫ���ϣ�������Ӧ�����ѳ�Ϊ�����о����ȵ㣬Ӧ�˶����Ŀ��ٳ���/������ģ/�������켼��Ϊ��ҵ��߾������ṩ��һ���Ƚ����ֶΡ��ü����ǻ��ڲ����ۼӳ��ε�һ�ָ������켼��,����Ϊ��20�������������һ�θ�����ͻ�ƣ�������ע��ģ��ѹ��ģ����ѹģ�ȸ��ྫ�ܸ���ģ�ߣ�Ŀǰ�ѹ㷶Ӧ�������������պ��졢�������ҵ硢��ҵ��ơ�ҽ�ơ�����������Ʒ�����Լ���ͯ��ߵ�������������һ���������IJ��Ϸ�չ�����ƣ���Ӧ�÷�Χ�������ع㡣
���������ҵ�����ҵ�У�ģ�߳������ռ�������칤ʱ��50%��70%��ģ����������Լ�ҹ��������ҵ硢�Ṥ����ҵ��չ��ƿ���ؼ������ſ��ٳ�����Ӳ���豸����ٳ��Ͳ��ϵIJ��Ϸ�չ�����ƣ�����ԭ�ͼ���ǿ�Ⱥ;��ȵõ����ϵ���ߣ����ٳ��ͼ����Ѿ������뵽����ģ�����������ڿ��ٳ��ͷ��������������ÿ���ģ���ѳ�ΪRP&MӦ�õ��ȵ����⡣

һ��ģ�߿�������
��Ȼ���ٳ��μ�������ʱ�䲻��,��������������ҵ�����ľ�Ч��ʹ����һ������Ӧ������㷺���ر��Ǹ�ģ�ߵ���������������һ�η�Ծ������ԭ�ͼ����ɾ�ȷ����ģ�ߵ����ĺ���ǻ��Ҳ��ֱ������ע��������������������Ա㷢�ֺ;������ֵĴ������ڿ���ԭ��������һ�¼�����Ӧ��,ʹģ�ߵ���������������������ֻ������ٻ���ʹģ���������������ڣ����ͳɱ��Ľ����У����ǰ����һ����
������ģ�����������ݿ��ٳ���������ʵ��ģ�ͼ���ģ(ĸģ)���ÿ�����ʽ(�������Ϳ����ơ����ϲ��Ͻ�ע��������)����������ģ����Ҫ�������(����ģ��ģǻ��ģо)�ģ�����������һ��Ϊ��ͳ����������������1/5��1/10�����ɱ�ȴ��Ϊ��1/3��1/5��
����ģ�߲��ϡ������ɱ���RPԭ�͵IJ��ϡ�����������ģ�ߵľ���Ҫ���ѿ��������ֶ����Ĺ��շ�����Ŀǰ�Ŀ�����ģ���������м����ģ����ֱ����ģ��������RP��������ģ�ߵķ�����Ϊ�����ģ�������ݲ��ʲ�ͬ�������ģ������������ģ������ģ����ģ��Ӳģ����ģ(soft tooling)ͨ��ָ���ǹ���ģ�ߡ���SLA��FDM��LOM��SLS�ȼ���������ԭ�ͣ��ٷ��ɹ���ģ�ߺ���ģ�й�ע˫��ݵľ۰������̻��õ�������������ģ(bridge tooling)ͨ��ָ���ǿ�ֱ�ӽ���ע�������Ļ�����֬ģ�ߡ����û�����֬ģ���봫ͳע��ģ����ȣ��ɱ�ֻ�д�ͳ�����ļ���֮һ����������Ҳ�����١�ģ������������ģ�����ȹ轺ģ�ߣ��ɴ�1000��5000������������С������������Ҫ��Ӳģ(hard tooling)ͨ��ָ�ľ��Ǹ���ģ�ߣ����ü�ӷ�ʽ�������ģ�ߺ��ÿ��ٳ���ֱ�Ӽӹ�����ģ�ߡ�
������ģ������ģ���ڶ̡����ռ������ƹ㡢��ģ�ɱ��͡����Ⱥ�����������ij���ض��Ĺ�����Ҫ���ۺϾ���Ч�����ã���һ�ֿ�ݡ����㡢ʵ�õ�ģ�����켼�����ر��������²�Ʒ�������ơ�������֤������֤�Լ���Ʒ��С����������
��ҵ��ľ�������Ӿ磬��Ʒ��������Ҫ��Խ��Խ�̣�Ϊ������ģ�����ṩ�˷�չ�����ͷ�չ�ռ䡣���Ź�ҵ�������ķ�չ��������ģ����Խ��Խ�ܵ���Ʒ�����̺�ģ�߽�㷺���ӣ������о�������δ�����µļ����ɹ�����ӿ�֣����ֳ����������ķ�չ���ƣ�����ǿ�����������
����ע��ģ�������켼����������Ϳ��ģ��
1��������Ϳ��ģ�����
������Ϳ��ģ���ǽ�����ԭ��������Ϳ���������̵ȷ������ϵļ����ģ�����乤���ǽ����ڻ�����ڵĽ����������䵽ͨ��SLA��SLS��LOM���������ԭ���ϣ����ɽ������㣬Ȼ��ǿ���IJ���ȥԭ�ͺ�õ�ģ�߲�Ʒ��Ŀǰ��������ʽ�����������䷨���������̹���RSP������Ϳ������ģ��Ҫ���������3000������ʱ��һ�������RPԭ����ĸģ�������۵���ۻ���������п���Ͻ𣩳����������һ�����ٶ����䵽ĸģ�ı��棬�γ�ģ����ǻ���棬����ĸ��ϲ��ϣ�����п���Ͻ���ģ�ߡ�
������Ϳ��ģ������ģΪ����ģ����ǻ�ߴ硢���ξ�����ȫȡ������ģ����ǻ���漰�侫ϸ����һ��ͬʱ�γɣ�����ģ�ٶȿ죬�������ڶ̣�ģ�����������ɱ��ͣ���Ϊ���ط��ӹ���ģ��1/3-1/5��ģ�߱�����Ⱥã����ռ��豸Ҫ��ͣ��Ƚ��ʺ���ע�����ģ��ѹ��ģ������ѹ��ģ�Ŀ������졣
2��������Ϳ��ģ������
������Ϳ��ģ�Ĺ�����¿ɷ�Ϊ������裺
��1�� ģ����
ģ�Ϳ�����������Ƴɣ��������ϡ�ʯ�ࡢ��ľ�ĵȡ����Ƚ�����άģ�ͣ�Ȼ�������зֲ���Ƭ�����ɿ��ٳ��ͻ���������ģ��ģ����������Ҫ��������ģ�ͱ����ͿĨ��ģ����
��2�� ������Ϳģ��
��ģ�������ѡ����ѵ���Ϳ���������ɿ�ʼ��ģ������Ϳ��������ͿʱӦ��֤ʹ��ǹ�����˶�����ֹͿ����ȱ��Σ�Ϳ����һ��ɿ�����2��3mm��
��3�� ����ģ�߿��
���ģ���ڹ�����Ҫ�ܵ���ѹ����ģ�߱��밲װ�ڳ��ͻ��Ϲ�����ģ�߱����йǼܽṹ���ƳɵĹǼ�Ӧ�������ϡ�
��4�� ��עģ�ߵ�������
Ӧʹ�����Ͼ��нϸߵ��ȵ��ʺͽϵ͵������������Լ��ϸߵĿ�ѹǿ�Ⱥ���ĥ���ܡ�һ��ѡ���������Ϊ������֬�����ۡ��������Ƚ�����ĩ�Ļ���
��5�� ��ģ��ģ����ǻ�������
��ģ��Ҫ�Ѳ����ڽ���Ϳ��������ģ����ϴ�ɾ���Ȼ���ٸ��ݲ�ͬ����Ҫ����ģ�߽�����Ⱥ���������
��6�� ��װ��ģ
3����Ϳ�豸����Ϳ����
�����绡��Ϳ����ϵͳһ������Ϳ��Դ����˿��������ǹ��ѹ�������ϵͳ��ɡ�XDP-5�͵绡��Ϳ�豸�����ȶ��ɿ���ʹ��ά�����㣬��ʤ�η��ص���Ϳ���������������Ϊ��
��Դ��ѹ��380V
�����������12KVA
�������300A
ѹ������ʹ��ѹ����0.6Mpa
ѹ��������������1.6��2m3/min
��˿�ٶȣ�0��4.8 m/min
���ڵ绡��Ϳ��ģ�IJ��ϣ���������۵㡢�������ʵ�����£�Ӧ�����ܾ��нϺõ���ѧ���ܺͽ����ܵ�Ϳ����֯��Ŀǰ�г��ṩ�ĵ绡��Ϳ��˿��������п��ͭ����������֡�����ͭ�����ϺϽ𡢸���˿������Ʒ�֡������۵��������֡�����ͭ������ͿʱͿ�������ʡ���Ӧ������϶�ʶ��Ƚϴ�Ϳ�����ѡ����������䣬����Ŀǰֻ�е��۵��п����˿���ʺ�����ģ�����졣
����������Ϳ��������ע��ģ������Ӧ�÷����뷢չ
������Ϳ���������ģ���ر�����������Ӧע�ܳ������еľ۰����㲿�����������㷺�������ϼӹ��еķ�Ӧע�ܳ��͡����ܳ��͡��ṹ�����Լ�����һЩע�ܳ��͵ȹ����У������������п�������������ʻ�̡������DZ��̡����桢ͷ�����桢�����塢�������ζ���ȣ����Ṥҵ���������������۰���Ь�ȣ�������Ϳ����ģ�߽Ϲ�����ģ�ߵ�����Ҫ��������Ӧ����ע�ܻ��Ͻ���С��������Ʒ��������Ӧ��ע�ܹ���ʱӦ���ǵ����۵�Ͻ������Ϳ��ǻ�������Լ�ģ�ߵ��������ޡ�Ϊ��ֹģ�߹�����ע��ѹ�����˹��ߣ���Ҳ���뱣֤��Ʒ�ܹ����ε���Сע��ѹ������������ע�������������������ע�乤�ղ�������1��

������Ϳע��ģ�ߵijɹ�Ӧ�÷�����
1. �������ע��ģ��
����ô�ͳ�ĵ�ӹ��ķ�������ɱ�Լ��4000��5000Ԫ֮�䣬����ʱ��Լ��һ�������ң����õ绡��Ϳ������ģ�����������������ԼΪ1100Ԫ���ң���ʱΪ60h���ҡ���Ҳ���ǵ绡��Ϳ����ģ������õ��㷺���ӵ�ԭ��֮һ��
�������ע��ģ�������ӹ������ӹ���Ϳ�õװ�����ģ��ǻ������Ϳǰ������Ϳ��ģ����������������֬�����������������������֬�̻�����Ϳĸģ������������Ϳģ����������������֬�����������������������֬�̻�������ģ������ģ�߱������������ӹ�ģ���������װ��ģ��
2. �ι��õ�ͷ����ģ��
���ҽ�ˮ������ĵĵι��õ�ͷ����ģ����ͨ��������ͷRPģ�ͣ����ý�����Ϳ��ģ������п���Ͻ���ģ�ߣ�ע�����1000����ͷ��Ʒ������ũҵ��ˮ������顣���ҽ�ˮ���������RP&Mԭ����ĸģ�����Ƶι��õ�ͷģ�ߣ������˿��ٳ������켼������Խ�ԣ����ٵ�ʵ�����²�Ʒ�����ƣ���RPԭ�ͣ�������������Ϊ��Ϊ2�ܡ�
3�������ע��ģ��
��������ɹ��ҹ����뻷���������IJ��ÿ������̹��ռ�RSP����ʵ����ע��ģ�ߵĿ��پ������졣�÷������ÿ���ԭ�ͼ���������������Ϊĸ�����壬ͨ����Ϳ��ĸ������Ľ�����Ͻ��۵εij�������ģ�ߡ�
���չ���Ϊ�����ڵĹ��߸ֻ������Ͻ�ѹ�����죬��������������������������γ�ֱ��Լ0.05mm����״�۵Σ���������ĸ�������ϣ����Ƴ�ĸ���ı���ṹ��״��������ģ��ʹ�����γɵĸ���ģ����ĸ�����룬���ɿ����Ƴ�����ģ�ߡ�
�����������ͨ��ѧ��е����ѧԺ�Ƚ����켼���о����ɹ��������绡��Ϳ�͵�ˢ��һ�廯ģ�����켼���� ���нγ��³��Ϳ����д��ͳ�ѹģ�߿������죬�ü��������˿���ԭ�͡��绡��Ϳ�͵�ˢ�Ƶȼ��������õ绡��Ϳ������ģ��ĸģ������ٳ���һ�����ܵĵ��۵�������ǣ��Ӷ�������ģ�ߵ���ǻ��������ʵ��ı��IJ��ϲ���ģ�����õ�ˢ�Ƽ�����ģ�߹�������ˢ��ǿ��Ϳ�㣬�������ģ�ߵĿ������졣
���øü������豸����Ͽ���ԭ�����켼���������ؼӹ����������Եͳɱ���Ч�ʵؽ��д��͡����ܡ������Լ�������ģ�ߵĿ������졣
���õ绡��Ϳ�͵�ˢ��һ�廯ģ�����켼�����츲�Ǽ�ģ�ߣ��ɱ�ֻ�д�ͳ��е�ӹ���ģ�ߵ�1/10����������Ϊ���ߵ�1/4��1/5������Ч��ʮ�ֿɹۣ��dz��ʺ����³��Ϳ����е��������ƺ�С�����������ü���Ҳ��������ע��ģ�߿������졣
��ʮ�š������������Ʒ�Ŀ������켼���о�
����� ��� �ƺ��� ����� ¬����
������Ϣʱ���ĵ���������ҵȫ�����ƵļӾ磬�г��Բ�Ʒ�����ܡ��۸�ͽ����ڵ�Ҫ����ӿ��̣���Ʒ�������������̡�Ʒ�����ࡢ������С����Щ��Ҫ��������ҵ�ܹ����ٿ������������IJ�Ʒ������Ӧ�г���������������ľ�������
�������������Ʒ�����Ѷȴ����ڳ������������Ա�֤�����ô�ͳ�Ŀ����ֶ��Ѿ�������Ӧ�г����Ҿ�����Ҫ���������ڵ��о�������ȫ�µļ����ֶΣ����������¼�������ܺ�ij��λί�е�1�s1����ģ�͵�ģ�ߺ�10�������������ɴ�Ҳ̽������һ�ֹ��ڴ����Ʒ�Ŀ��ٿ���ģʽ��
1�������������Ʒ����������¼���
���������״���ض����ӵ��������棬����ֱ����������ҵ��ƺ���ϸ���ʱһ�������ֱ�ӽ���CADģ�͡�ͨ������ģ�ͣ���ʯ��ģ�ͻ�ճ��ģ�ͣ����ֹ������������Ϊ���ԭ�͡�
�����ǵ�����ģ�Ϳ����У�ί�з��ṩ��һ��1:1��ʯ��ģ�ͣ�Ҫ����CADģ�ͣ������֡��š��ŵȲ�λ����״�����ģ�ģ�͵���Ҫ��λ�ں�Ϊ5mm������172cm������Ҫ��С����0.5mm�������ϸ�Գƣ�����ҪΪģ�����Ӹ����ؽڣ��硢�š�ϥ���ס���ؽھ����ض���Ҫ�������ṩ10��������Ҫ��������ģ����ʵ����Ĵֶ������ƣ���վ���ߡ����ȡ�
�ڶԿ�������������롢ϸ�µط����Ժ�����ȷ������ά��������CADģ���ع�����CAD�������������ԭ��������������ģ������ļ���·�ߡ�
1.1 ��ά���������ع�
��ʵ��������ȡ��Ʒ��ѧģ�ͼ�����صļ������ѷ�չΪCAD/CAM��һ����Զ����ķ��룬�Ʒ��̣�Reverse Engineering����Ŀǰ������йط��̵��о��������ڼ�����״�����ؽ���Ʒʵ���CADģ�ͷ��棬�ֳ�����ά������������ģ������ơ�����ԭ�������Ϳ���ģ������Ⱥ�������Ļ�����
��ά������Ҫ�����������裺�������ֻ���Object digilization���������ع���
1.1.1 �������ֻ�
�������ֻ���������صIJ����豸�����ݲ�Ʒģ�Ͳ����õ��ռ�������ɢ�����ݡ������豸�ɷ�Ϊ�Ӵ�ʽ�ͷǽӴ�ʽ���ǽӴ�ʽ�����ٶȿ죬���൱�ܼ��ضԲ�Ʒ������в������γ���ν�������������ݣ�������Ҫ�й�դͶӰ������ɨ�衢��ѧ�����Ρ���ά�Ӿ�����ҵCT(Computed Tomography������ϲ�����)������������������ʹ����㷺���ǹ�ѧ�����η���դͶӰ����
��ѧ�����η������Ļ���ԭ��[1]�����þ��й�����״�IJ�����ԴͶӰ����������ϣ��γ������������������ڿռ�ijλ�õ�ͼ����������������ԭ������������ijλ�õĿռ����ꡣ
����������Ҫ����������ģ�ͳߴ�ϴ���Ҫ������ǻ�ߴ磬��������״����Ҫ��ߣ�������ȵ����λ�þͲ�����Ť�������ǵ���Щ�ص㣬����ʱ�����˵¹�GOM��˾��ATOS�����ǣ���ʹ�ÿɼ�����������ٶ���Krcon��˾�ļ����ͷ���ƣ����Գ���10000��/�룬������ΧΪ500mm��10m��

ͼ1 ����ģ�͵IJ�����
���ڴ�ߴ�ģ�ͣ�ͨ����Ҫ��β�����Ȼ�õ��IJ�ͬ��λ����ƴ�ϻ������ģ�͵�ȫ�����ݵ���Ϣ��ATOS����XL�������������ɨ��Ԥ�����õĶ�λ�㡣����Щ��λ����Ϣ��ú���ģ���������������оͿ������ɵط�ת������Ҫ��֤ģ���������λ�ò��䣬����״���ܸı䡣����ɨ�������ν��еģ��������β����������������������ϵĹ�ͬ�Ķ���㶼����������ͨ����Щ��ͬ�����Ϳ��Խ�����ƴ�ϣ������Ԥ�Ȼ�õ�������״��Ϣ���������ݹ�һ����
1.1.2 �����ع�
��ά�����У������ع��������ص�:��������������ɢ�ң����������߽����״���ӣ����һ�㲻��ֱ�����ó�������湹�췽�������������ͨ��������һ�����湹�ɣ������ɶ������澭�����졢���ɡ��ü��Ȼ�϶��ɣ����Ҫ��Ƭ���죻���ڷ�����Ϊ�˱�֤���ֻ��������ԣ����ڴβ�������֮�仹��һ�����ص�����͵���������ƴ�ϵ������� [2]��multiple view combination����Ŀǰ��Ҫ��2�������ع�������һ����B-Spline��NURBS����Ϊ���������湹�죻����������Bezier����Ϊ���������湹��[3]��������Զ����巽ʽ���������棬������Ƭ��STL��ģ����õ�һ�֡�
�����ͨ�õ�CAD/CAM������Strim�� Unigraphics��Pro/Engineering��Cimatron�ȶ��ṩ����ģ�飬ͬʱҲ�в���ר��������������ķ�����������Delcam��˾��CopyCAD��Imageware��˾��Surface��ר�õķ�������һ�㹦�ܸ�ǿ����Ҫ�������ٶȡ���Ӧ�ԡ���ʹ�õ����湤�ߵȷ��档����ʹ��Delcam��˾��ϵ�в�Ʒ�е�ר�÷���ģ��CopyCAD��������ģ�͵������ع�������Բ�ͬ�IJ��������Ͳ�ͬ���������ͣ��ṩ�˶������湹�췽��������������ֱ�����õ��ƹ���STLģ�ͣ���STLģ�ͻ����ϻ����Խ�һ����������ģ�ͣ�������������Ҳ�Ƿ�Ƭ���еģ������ٶȿ죬���Ҿ���Ҳ�ߣ������ڹ���STLģ��ʱ����������
��CopyCAD�п���ֱ�ӽ���Delcam����һģ��PowerShape���������������б༭���ģ��������¹�����ԭģ�͵Ľš�����ʹ֮���ӽ�����ʵ���壬��������˼硢�Ŵ������棬�Ա��ں����Ĺؽ���ơ��ع������������ģ����ͼ��ʾ��
1.2 CAX���ӿڼ���
CAX������CAD��CAE��CAPP��CAM�ȼ����������Ԫ�������ܳƣ�����CIMS���������졢���й��̵��Ƚ�����ģʽ�Ļ�����
��ά�����õ�����ģ�ͻ�����ֱ���������й�����ƣ���Ϊ���Ƕ�����ȵ�����Χ�ɵģ���Щ����仹�����з�϶���ڣ��ʻ�����CAXϵͳ������Ҫ�Ĵ�����Ȼ����й�����ơ�
������CAD��ģ��װ����顢����ģ�����ҵCAD/CAM�����ܶ࣬��PRO/E��UG��IDEAS��CATIA�ȵȣ���Ȼ���������������Լ�����ɫ����PRO/E����ȫ������ʵ�彨ģ���ܶ��������ģ��Ϊ���㣬�����ڱ�������CAD���ʱ��ͨ��IGES�ӿ����������ģ�ͻᱻ����һ�������������������ϡ�����ʵ��ȶ��������С�����UG��IDEAS������IGES��ʽ������ģ��ʱ��ÿƬ���涼����ȫת��Ϊ���������������ʽ����������Ҫ����öࡣ����ʹ��UG����ģ�͵�����ƣ�ͬʱ��PRO/E���йؽڵĸ������ơ�
��UG�У����ؽ���Ʒ���������ģ���г�ͷ�����ɡ���ۡ�С�ۡ����ȡ�С�ȡ��Ź�11���֣���ÿһ���ֽ�������Ӻ�5mm����ʹ֮��Ϊʵ�������Ȼ����Ϊ�ؽڵ�װ����ư�װ�ӿڣ���PRO/E����ƺõĹؽ�������룬��UG��װ��ģ���н����ؽ������װ����Ӧ��ʵ������ϣ���������ģ�͵ĸ���ɲ������ٽ���������װ�����յ�����CADģ�ͣ������ɶ�����ת��������λ�ã����и����飬�������������Ƿ��������ʱ������ʱ���ؽ�ģģ���ĸ������ί�з���Ҫ��ģ���ܹ�ģ����ʵ����Ĵ��˶���̬������Ҫ��ģ���˶��������װ��������ȷ��ģ�¸���̬�Ժ�CAD��ƾ�����ˡ���ʱ������㲿��STLģ�ͣ������Ŀ��ٳ���ʹ�á�ͼ3��ģ�������ܲ�ʱ��һ����̬��ͼ4��ģ������Զʱ��һ����̬��������˶�Ҫ��������UG�Ļ�������ģ���ж���ؽڴ��ĸ����˶�����������������˶������������˶����档


ͼ3����CADʵ��ģ��(����) ͼ4����CADģ��(����, �߿���ʾ)
�ڷ����CAD��ƹ�������Ҫʹ�ø��ֲ�ͬ������ϵͳ���������֮��Ľӿڼ�����Ϊ�����ܷ�˳�����еĹؼ���������ϵ�������ijɰܡ�
ϵͳ��ӿڷ�Ϊר�ýӿں�ͨ�ýӿ����࣬ǰ����ij����ϵͳΪ��һ���ض���ϵͳ�ṩ��ת���ӿڣ���Ч�ʸߡ������ʵͣ������ܶ�һ��ϵͳ�����ã�����������Ϊ������ģ����ۡ����⣬ijһ��ϵͳһ�㲻����Ϊ��������ϵͳ���ṩר�ýӿڣ������ʹ�ö��CAD/CAMϵͳϵͳ����ʱһ��ʹ��ͨ�ýӿڡ�
ͨ�ýӿ���һ����Ϊ�м����ݽ�����ʽ�����ݱ��淶��Ŀǰ���õ�ͨ�ýӿ���IGES��SET��VDA��PDES��STEP�ȡ�Ӧ����㷺����IGES��STEP�����������������ṩIGES����ʼͼ�ν����淶���ӿڣ� ����������������������Ϣת��Ҫ�������ļ���ת��ʱ�䳤��ijЩ��������ת�����ȶ������ǽ�DELCAM������ģ��ͨ��IGES��ʽת����UG��PRO/E�ж��������в������涪ʧ������������Ҫ������������
STEP�ǻ��ڼ��ɵIJ�Ʒ��Ϣģ�ͣ�����������CIMS�IJ�Ʒ���ݶ���ͽ������������Ͽ���ת����Ʒ��������Ϣ�������ڸ��ֳ��ϣ�Ŀǰ���ڷ�չ�С����ǵ�DELCAMϵͳδ�ṩSTEP�ӿڣ���ʹ��IEGS������������ģ��ת������PRO/E��UG֮���ģ��ת����ʹ��STEP�ӿڽ��С�
1.3 ����ԭ������������ģ������
���CADģ���ԺͿ���Ӧ�ÿ��ٳ����豸ֱ�������������ԭ�ͣ���������IJ��Ϻ�����������ԭ�������������ģ�ߡ�
1.3.1 ���ٳ��ͣ�Rapid Prototyping������
���ٳ�����80�����չ�������µij��ͷ����������ڲ�������ԭ����ֱ�ӡ����ٵ����CADģ�͵�ʵ��ģ�͵�������Ŀǰ��ҪӦ�õ���4�ֹ��գ��������̻�����SLA�����ֲ���������(LOM)���ۻ����ͷ�(FDM)��ѡ���սᷨ��SLS����
Ӧ��RP����������CADģ��ֱ�ӳ��ͣ�ʡȥ���ิ�ӵĹ�װ����������̲�Ʒ�������ڣ����Ϳ����ɱ�������Դ�ͳ�������Լӹ��ĸ�������ģ�ͣ��ŵ��Ϊͻ������������ģ�ͻ�װ�μ��Ȳ�Ʒ��˵��һ���������״����Ҫ��ߣ����ֲ���Ҫ����ߣ�ʹ��RP�����Ƿdz����ʵģ��˴�ʹ��������ͨ��ѧ���Ƶ�LPS-600��̻����ٳ��ͻ�����ԭ�����죬�侫��Ϊ��0.1mm�������������ߴ�Ϊ600��600(mm2)����������ģ��ʱ�������ɲ�����Ҫ���ز��ֿ��������γ����⣬�����������һ�γ��͡�
�ؽ����ʹ�õIJ��ϲ�ͬ��������Ͼ���Ҫ��ߣ����ṹ�Ƚϼ�������˲��û�е�ӹ���
1.3.2 ����ģ������
�����������Ʒ�Գ�ѹ����ע�ܼ��Ӷ࣬��Ҫ������ģ�ߡ���ͳ��ģ�����췽�����øߡ����ڳ����ر��Ƕ��ڵ�����С�����������������ͻ��������ģ�����켼�����ù轺�Ȳ��ϸ�ģ��������Ϳ������ʯī�缫ģ�ߵȷ���ֱ�������ԭ������ģ�ߡ�
���ú��ַ���ȡ��������IJ��Ϻ��������轺��ģһ������100�����ڵ�ע�������������Ϳģ����ǧ�����ڵ�ע�ܼ���ijЩ��ѹ�������Ƶ�ʯī�缫ģ����ר�õ�ʯī�缫���λ�����������ͨ��ѧ�����ɹ���GET-500������ʯī�缫���ͻ����ϼӹ�����ʯī�缫�����ڸ�ģ�ĵ�ӹ������ǵ�ί�з�����Ҫ10������ģ�ͣ�ʹ�ù轺ģ�߽�Ϊ���ʡ����ƹ轺ģ��ʱҪ���ǹ轺������ע�ܲ��ϵ�����������������CADģ�����ʱ�迼��������Ӱ�졣ͼ5Ϊ����Ŀ���ԭ�ͼ�ͷ���轺ģ���°�ģ���ڹ轺ģ��ע��������̵�Һ̬ע�ܲ��ϣ����̺�õ�����������ؽ������װ����Ӧ��ע�ܼ������ģ�͵ĸ���������װ��Щ������������ģ�͡�


��a�� �������ԭ�� ��b��ͷ���轺ģ���°�ģ��
ͼ5 ����ԭ�ͼ�ͷ���轺ģ
2�������������Ʒ����ģʽ̽��
�������������Ʒ�Ŀ��������˶�ѧ�Ƶ��ۺ�Ӧ�ã������¼������˴˿������̣������˿������ںͽ��Ϳ����ɱ��������ڿ��������漰�����ּ�������ҪӦ�ö���������Ӳ���������Բ��뿪����Ա������ߵ�Ҫ��ͬʱ����ģʽ�Կ������̵�Ӱ��������̽�ִ����Ʒ�����Ĺ���ģʽ�Ǻܱ�Ҫ�ġ�
������������ģ�͵Ŀ���������Ͱ����Լ�������Ʋ�Ʒ�Ŀ�����������Ϊ�������������Ʒ�����Ĺ��������������ص㣺��1��������ķ������滮Ӧ����ϸ�¡��꾡��������ȷ����ȫ����Ӱ������ڴ˽�Ҫ�������ֿɵõ�������Ӳ�����ߣ����������ص�ѡ����ʵ�����������ֿ���ϵͳ��ӿڣ���2����������Ӧ�����벢�й��̵�˼�룬�ڿ�ʼ�Ϳ��ǵ��������ε��������[4]�������������ɱ������ȡ��û�����Ϳ������Э����������������ע�ⲻͬ�����ε��ν���Э������3����Ʒ������ģ����ȫ���̾��ں��ĵ�λ���������̰���ϴ��ģ����������������ת�������Ӧ����������Internet/Intranet��ʵ���ļ����ٴ��䡢���ݹ�����ģ�����Լ�������Ա֮��Ĺ���Эͬ����4�������ļ�����ࡢ�漰���������Ӵ���˱��뽨��������Ч���ĵ�������ά�����ƣ��������Ŀ�Ӧ��PDM��������Ʒ���ݡ�
���������ص㣬������Ϊ�����������Ʒ�������Բ���ͼ6��ʾ�Ĺ���ģʽ���ù���ģʽ���������Բ�Ʒ����ģ��Ϊ���ģ�����Internet/Intranet������������ʹ�ø����������ߺͽӿڱ������С�Э������ɿ���������������������ģ�����ո�ģʽ���п�����ǰ����3���£�����ί�з���Ҫ������˿���������
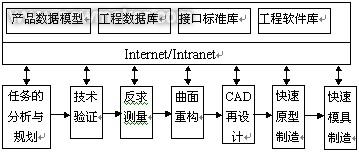
ͼ6 �����������Ʒ���ٿ�������ģʽ��ͼ
3��������
ͨ���Դ������������Ʒ�������¼������ܽ����ģʽ��̽�������������˴������������Ʒ���ٿ����ļ���Ҫ�㣬�ܽ��˴����Ʒ�������̵�4���ص㣬�������������缼��Ϊ֧�š�����˼��Ϊָ���Ĺ���ģʽ�����ո�ģʽ���Կ��١���Ч�ؽ��д��͡������������Ʒ������
�ο����ף�
[1] ��������������.�������̼����ڲ�Ʒ�����е�Ӧ��.��е���������.1999(1)��26��28.
[2] Li J X, etal. Projection of arbitrary point to parametric besizer surface and its application in complex surface NC measuring analysis . The Chinese Joural of Machine Engineering(English edited).1997.10(10)��3.
[3] Ke Yinglin, Li Fengwang. Stud on reverse design engineer of complex surfaces products. CIRP International Symposium - Advanced Design and Manufacture in the Global Manufacturing Era.August.HongKong,1997:21��22.
[4] ������.��е��Ʒ���ɻ�������Ʒ�����Ӧ���о�[��ʿ����]���廪��ѧ��1997.10��2��3.
��ʮ�������Ϳ��ٳ���ϵͳ�о�
������ѧԺ �ż��� ����ȫ ������
RP��������Ϊ�ǽ�20�������켼����һ���ش�ͻ�ƣ�����60�����NC��������������һ�Ƚ����켼��һ���֣����ܵ���ҵ�Ƚ����ҵĸ߶����ӣ���վ��21����ȫ������ս�Ը߶������ĺ�֧����һ�������ҹ�90�����Ҳ������һ����ĿǰһЩ��λ�ӽ����ѿ�������Ʒ����RPϵͳ����ʼ�������ۡ���RP�������ƹ�Ӧ�õ�һ���ܴ�����������豸�۸�������ҵ�ر�����С��ҵ��������������������������������˵ľ����͵�RPϵͳ�ĸ����ԭ������̽������ϵͳ��ɼ�Ӧ���ص㡣
1������ԭ��
RPϵͳ�����豸�۸�ĸ���ԭ������Ϊ���ǽ���е���̡�CAD��CAM��CNC�������ŷ����������⼼�����²��ϼ�������һ���һ�ָ��¼�����Ʒ����������RPϵͳ�ļ۸��أ����������ģ�黯��ȡ������Ӻϵ�ԭ�����ӵ�RPϵͳ���������ɹ�����Զ����ļ���ģ�飬Ȼ�������Щģ����RPϵͳ���еģ�����ȡ���ģ���Щģ���ǿ�����������ͬ�����ƵĹ���ģ�飬��������������ȡ��������ȡ����RP�豸�ijɱ��������ԵĽ��͡�RPϵͳ�ӹ����Ͽ��Է�Ϊ4����:�������ģ�顢��Ƭ����ģ�顢���ο���ģ�鼰����װ��ģ�顣4��ģ����Щ����ȡ�����أ���������Ƭ����ģ��Ĺ����ǣ���һ�������CAD��άģ�ʹ����ɶ�άƽ�����ݣ���RP�������еģ�����ȡ���ġ����������ģ����Ѿ���CAD��ά����Ӧ�û�������Ӳ�����˲ţ����û���ֻҪ������λ�Ҫ����ļ���ʽ�Ϳ����ˣ������µ�Ͷ�ʡ�������վ��ߵ�����CAD������������ά�����������û���Ϊ�˽��Ͳ���RP������Ͷ�ʷ��ã�Ҳ���Խ���������λ����ߵ�ԺУ������Ժ�����˲š��������Ӳ�����ƣ�ͨ����������磬������������������������õ绰������ʵ��Զ��ͨѶ�����ݴ��䵽���λ�������ο���ģ��ͳ���װ��ģ���ܹ���ȡ�����������һ����չ�����ۡ�
RP������һ��ֱ����CADģ�������������츴����״����ά������Ƚ����켼������CNC�ӹ�������һ�ּ�������ֿ��Ƽ��������Ƕ��������ֻ��źſ���ִ�в������Ԥ����������ι��̡���LOM��SLA��FDM��SLS�ȿ��ٳ��ι��շ����IJ��ϴ���ά������N��2������һ�������CAD��άģ�ͽ�����ɢ������ά�������ɶ�άƽ�棬���ɶ�άƽ��ѻ���һ����������άʵ�塣����N��2��������Ϊȷ����ʵ�ֵ��˶�����ϵͳ��ά��M��2.5����CNC���������ϴ���ά��N��2��Ϊȷ����ʵ�ֵ��˶�����ϵͳ��ά��Ҳ��M��2.5����N��3�����˶�����ϵͳ��ά��M��5�����ÿռ�ƽ���������������ʱ��M��3����1��2�ݣ�����һ���������������CNC��������2.5�����ϵ��������ܡ���˵������Ϣ�������˶����ƵĽǶ�����������2.5�������������ܵ�CNC��������ϵͳ��������ָ������ϵͳ��������װ�á��ɱ�̿�������������������������װ�õȲ��֣��������LOM��SLA��FDM��SLS�ȳ��ι��յij��ο��ƹ��̡����RPϵͳ�ij��ο���ģ���������ҵ���еľ���2.5��������������CNC�����Ŀ���ϵͳ��ȡ�������ٳ���װ��ģ����ָ���ij�ֿ��ٳ��ι��ճ����˶����˶���������ȻCNC����ԭ�е��˶�������X��Y��Z�˶���Ԫ��Ҳ����Ϊ���ٳ���װ��ģ���еı�Ҫ��ɲ��֣����������������ԭ�е��˶������л����ɵ�ר�ò�����������ɿ��ٳ����˶���
������������������ľ�����RPϵͳ��ָ�����û����еľ���2.5�������������ܵ�CNC���ػ���Ϊ�����������еĹ���վ��ߵ�������άCAD�����������������ģ�飬ֻ������Ƭ����ģ��Ϳ��ٳ���װ��ģ���еı�Ҫ����������ɲ�Ʒ���ι��̵Ŀ��ٳ���ϵͳ��
2��ϵͳ���
������RPϵͳ�ĺ��������û����е�CNC����ϵͳ������RPϵͳ�ĺܴ�һ���ֹ��ܣ��Դﵽ����RP�豸Ͷ�ʷ��õ�Ŀ�ġ������Ծ����ͷֲ�ʵ�����죨LOM��ϵͳΪ���������������־�����RPϵͳ������ص㡣
2.1����еϵͳ
������RPϵͳ�Ļ�е���־���������˵����װ��ģ�飬������X��Y��Z�˶���Ԫ�������䡢����̨����ԭ���ϴ洢���ͽ���������ѹ�����������и������ר�õ����и�����ȡ�X��Y��Z�˶���Ԫ��CNC�������еģ���ԭ���ϴ洢���ͽ���������ѹ�����������и������ר�õ����и��������Ҫר�����ơ�RP�����Բ�������������ι��շ����ѷ�չ�˷ֲ�ʵ�����졢��̻����Ρ���ĩ�ս���Ρ��ۻ����κ�����������ε�10���֣������ػ�����Ʒ��Ҳ�ܶ࣬�о�����RP���������ֳ������շ�������CNC�����Ŀ�����Ϸ�ʽ��������Ϸ�ʽ�����������ܵ�����ԭ�������˶��������Լ���װ��ģ�飬���;�����RPϵͳ��Ͷ�ʷ��ã����о�����������RP�豸�Ĺؼ�����֮һ�����羭����LOMϵͳ������ʽ�ӹ����Ļ����Ͽ������и������Ҫ���������������ԭ���ϴ洢���ͽ���������ѹ�����谲װ�ڻ�������̨�ϵȡ�
2.2������ϵͳ
���λ�������ɨ����������ػ�������ϵͳ����Ӳ����Դ����ԭ���ϴ洢���ͽ���������ѹ�������˶�������ר�ŵ���Ӳ����ʵ�֣��ұ�����CNC����ϵͳ�Э����
2.3������ϵͳ
����ϵͳ�������ν�ģ����Ϣ���������֡����ν�ģ������һ���RPϵͳҪ����ȫ��ͬ������Ƭ��������������:һ�ǽ�CAD��ά�����ļ�������STL�ļ���ʽ��Ȼ����Ƭ�����ɿ��ٳ����豸������������ݡ�����ֱ�Ӵ�CAD�ļ����г�һϵ�в�Ƭ�������ݣ���Ϊ���λ����������ݣ�3�ݡ���������RPϵͳ�ij��ο���ģ���ǻ�������ϵͳ����������ϵͳ�ܽ��ܵ��ļ���ʽ��NC���룬�������ֻ�ܲ���CADֱ����Ƭ�����ķ�����������ȷ����Ƭ�������ݣ��Ա��Զ�����á����⣬��Ҫָ�����ǣ��Զ���̼����ô��������ɵ�NC�����������У������ԭ���ϴ洢���ͽ���������ѹ�����˶��ģ��������Э���Ŀ����źţ��������������װ���뵥���Эͬ��������Ҫ��
2.4��ͨѶϵͳ
������Ϊ��άCAD���ͼ��Զ����ģ�飬����ֱ��ͨ��R232C��R422�������������װ��ͨѶ;�ù���վ��Ϊ��άCAD���ͼ��Զ����ģ�飬��ͨ��������ʵ��������ͨѶ����ͨ�����п�ʵ�������������װ�õ�ͨѶ������MAP�ӿڵĻ�������ֱ���빤��վ������Ϣ����;����άCAD���ͼ��Զ����ģ�������ػ���������װ��Զ�������ʱ���������ù������������������õ绰��ͨ�����ƽ���ķ�ʽ����ʵ��Զ��ͨѶ��
3��������RPϵͳ���ص�����ᾭ������
������RPϵͳ����ɫ�봴��֮�����ڣ���ϵͳ�������е�2.5�������������ܵ����ػ��������ο���ģ�飬���Ҿ����ܵ�����ԭ�������˶��������������װ��ģ�飬ʹ���ƾ��ȴ�����еĿ��ٳ����豸������CADֱ�ӷ�ȥ��ȡ���ٳ���ϵͳ����Ҫ������������Ϊ���ٳ���ϵͳ�Ļ������ݣ����������ػ����ı��������Ϊ��������;��ϵͳ��ͨ�����������������������������������õ绰����ʵ��Զ��ͨѶ������������߱��������ػ���������վ��ߵ������豸�Ͳ�Ʒ����������û���ҲΪ��У���������ϴ�����������
���־����͵�RPϵͳ���о��뿪���������δ��������������о���������һ�����о����������Ŀ��ٳ���ϵͳ�������ǵ��г��۸���һ�����о�����������ģ���Խ������г��۸�Ŀǰ����������Ʒ�����豸�������ָ�����ģ�����Խ���ԭ�͵����쾫��Ϊ���ۣ����ﵽ���ͳɱ���Ŀ�ģ�ͬʱ��Щ��Ʒ�Ĺ��ն��ǻ���������Σ���ճ�Ӽ����磨���������Բ��ϣ���Ҳʹ��ʹ�÷�Χ�ܵ��ܴ�����ƣ�4�ݡ������о��ľ�����RPϵͳ����LOMϵͳΪ�������г��ۼ۹����ǷǾ�����ϵͳ��5%���ȸ�����ģ���ijɱ�Ҳ�͵ö࣬�������ػ������ɽ������ؼӹ���������豸�����ʡ���Ϊ��Ҫ�������־�����RPϵͳ�Ŀ���������RP������Ӧ���Ѷȣ������ӿ�RP�������ƹ㣬��Ϊ����CAD���ͼ������Զ��������CNC�����Ĺ�����������ȫ��ͬ�ģ���CNC�������ҹ���ҵ�е�ռ���ʺ�CNC�������ռ��̶���RP�������Ҫ�ߵöࡣ��˾�����RP�������о��������dz��ʺ��ҹ��Ĺ��飬Ϊ���ٳ��μ������ҹ�������ҵ�Ĺ㷺Ӧ�ÿ������µ�;����Ŀǰ������ɽ��ʡ�����ѧ����������£����ڽ��о����ͷֲ�ʵ�����죨LOM��ϵͳ���о�������������ȡ�ý��Գɹ���
��ʮһ������ɲ��ǯ�徫��ĸģ�ļ�����ٳ��μӹ�(MEM����) newmaker
1������
������ҵ�кܶ���״���ӵ��㲿�����ɾ���ֱ���Ƶã���θ߾��ȡ���Ч�ʡ��ͳɱ���������Щ��������ĸģ����������ҵ�е�һ����Ҫ���⡣���ô�ͳ��ľģ���ֹ�����������������״���ӵ�ĸģ������Ч�ʵ͡����ȵͣ���������������Ҫ���������ؼӹ�������������ɱ�̫�ߡ���ˣ�����������ٳ��μ�ģ��������˾�뽭��ʡ���ݻ��ܾ�ϸ���쳧���������ÿ��ٳ��μ����е����ڳ������칤������MEM�������������㲿��������ĸģ�����������ɻ��ܾ�ϸ���쳧��ɡ�
2�����չ���
���ȸ�������ɲ��ǯ�徫��ĸģ�Ķ�άͼֽ������Pro-E��άʵ�彨ģ��������������άʵ��CADģ�ͣ�Ȼ���ٲ��ñ���������ٳ��μ�ģ��������˾������Lark'98ϵͳ��CADģ�ͽ������ݴ������չ滮��������MEM�����Ƶ�����ɲ��ǯ�徫��ĸģ��
3���豸�����ղ���
������˾������YHHP-1007��ABS˿��MEM-250-II����MEM������������˿�ٶ�Ϊ180mm/min����ͷ�����ٶ�35mm/sΪ�������¶�Ϊ275�������ڸü��ϸ��ӣ����Բ�������֧�š�

ͼ1 �µϽγ�ɲ��ǯ�徫��ĸģ��MEMԭ�ͣ����棩

ͼ2 �µϽγ�ɲ��ǯ�徫��ĸģ��MEMԭ�ͣ����棩
��ʮ��������ɲ��ǯ���֧�ܾ���ĸģ�ļ�����ٳ��ͼӹ�(SSM)���� newmaker
1������
������ҵ�кܶ���״���ӵ��㲿�����ɾ���ֱ���Ƶã���θ߾��ȡ���Ч�ʡ��ͳɱ���������Щ��������ĸģ����������ҵ�е�һ����Ҫ���⡣���ô�ͳ��ľģ���ֹ�����������������״���ӵ�ĸģ������Ч�ʵ͡����ȵͣ���������������Ҫ���������ؼӹ�������������ɱ�̫�ߡ���ˣ�����������ٳ��μ�ģ��������˾�뽭��ʡ���ݻ��ܾ�ϸ���쳧���������ÿ��ٳ��μ����еķֲ�ʵ�����칤������SSM��Solid Slicing Manufacturing���������������㲿��������ĸģ�����������ɻ��ܾ�ϸ���쳧��ɡ�
2�����չ���
���ȸ�������ɲ��ǯ���֧�ܾ���ĸģ�Ķ�άͼֽ������Pro-E��άʵ�彨ģ��������������άʵ��CADģ�ͣ�Ȼ���ٲ��ñ���������ٳ��μ�ģ��������˾������Lark'98ϵͳ��CADģ�ͽ������ݴ������չ滮��������SSM�����Ƶ�����ɲ��ǯ���֧�ܾ���ĸģ��
3���豸�����ղ���
����ɲ��ǯ���֧�ܾ���ĸģ��RPԭ�Ͳ���M-RPMS-II�Ͷ�ܿ��ٳ��λ�����������ɨ���ٶ�Ϊ300mm/s������ֱ���ٶ�Ϊ500mm/s��������̼����������Ϊ35W�����ٶȶ������仯������YHCP-1004Ϳ��ֽ����ѹ�¶�Ϊ90����ֽ�ͽ�����ܺ��Ϊ0.1mm��
ͼ1 �µϽγ�ɲ��ǯ�徫��ĸģ��SSMԭ��

ͼ2 �µϽγ�ɲ��ǯ�徫��

ͼ3 �µϽγ�ɲ��ǯ��֧�ܾ���ĸģ�� SSMԭ��

ͼ4 �µϽγ�ɲ��ǯ��֧�ܾ�����
��ʮ����������ģ�Ϳ���������½�չ
Newmaker
һ������
ģ�����������ֲ�Ʒ����Ҫ���ߡ�������ģ���Կ��ٳ��μ���Ϊ������ģ�����켼�������ٳ��μ�����20����80������ڷ�չ���������˼������������Բ�Ʒ���¼������ʵ�ֵ��ƶ����úܴ�Խ��Խ�ܵ����ǵ����й�ע��
�ݲ���ȫͳ�ƣ���2002��Ϊֹ�������ϴ�Լ�н��ټҹ�˾���о���λ�����˲�ͬ�Ŀ��ٳ���ϵͳ����ȫ���Ѱ�װ�˽���̨���ٳ����豸���������������
Ŀǰռ������λ�Ŀ��ٳ��μ�����4�ࣺ
(1)����Һ̬��֬�̻�(SLA)��Լռ24%��
(2)˿������Ϳ��(FDM)��Լռ20%��
(3)ѡ���Լ����ս�(SLS)��Լռ9%��
(4)���ĵ�������(LOM)��Լռ9%��
�ӿ��ٳ���Ӧ�õ����ֲ�������Լ45%�Ŀ��ٳ��λ���װ�������ͼ��ô�28%�Ŀ��ٳ��λ���װ����̫��������ŷ��ֻռ25%���ҡ�
�ҹ��ڸߵ�ԺУ����ҵ�д�Լ�Ѿ���װ150̨���Ҳ�ͬ���͵Ŀ��ٳ��λ������ǿ�����ģ�Ϳ���������о���Ӧ���д����Ρ�
����������ģ
������ģ�������ǽ���ͳ����ģ��������ٳ��μ������ϣ�ʹģ���������ڶ̡��ɱ��͡�����Ч��ã��ھ��Ⱥ�ʹ��������������������Ҫ��
������ģ���������ĸģ������ֱ����ģ�ͼ����ģ��
�ø��ֿ��ٳ��ι���������ԭ�ͼ���������Ϊĸģ�����ò�ͬ��ת�������ͷ�������ĸģ���Ƴ�����Ҫ��ģ�ߡ�
���磬��С�����²�Ʒ���ƣ��ÿ��ٳ�������ĸģ���Ժܷ���ظ��Ƴɹ轺����Ȼ�������ս�ע���գ����ù轺ģֱ���������������
���磬���ϣ����ý�����������ͨ���轺ģ����ս�ע����ģ(�������ϻ���)��Ȼ�������
ģ���죬���Ƴ�һ�������Ľ��������
һ��Ħ�г��������������ƹ���(SLAĸģ����ģ����ģ��ʧ��������������)���⣬�ҹ���һ�������Ų���LOM�ٳ��ι�������ԭ�ͼ����������������ĥ������ֱ�Ӵ���ľģ���췢����������Ҳȡ���˷dz����õ�Ч��������LOM���ٳ��ι���������ֽ��ģ����ͼ3��ʾ��
�����������ý�����ĩѡ���Լ����ս�(SLS)����ֱ������ģ���Խ��Խ�㷺��Ӧ�á������ڿ��ٳ��λ���ֱ�ӽ�������ĩ�ս��Ϊģо�������辭���κ��м����칤�ʳ�Ϊֱ����ģ��Ŀǰ��Ҫ�����ֲ�ͬ�Ĺ��շ�����
(1) ��������ĩ(��ͭ��̼��������)�ü����ս���ܶ�Լ75%��ģ�����������������аѻ�����֬����25%��϶�У�Ȼ����160��C �����д���2Сʱ��Ӳ������б����⡣
(2) ��������ĩ(��)������ճ��������һ���ü����ս���ܶ�Լ55%��ģ�����(��ģ)���������¯�а���ͭ����45%�Ŀ�϶�У������б����⡣���õ����ֹ��շ����Ƴɵij�ѹģ(ֱ��110mm)��ͼ4��ʾ���ӹ�200�������ĥ��С��0.08mm��
�����²��ϵIJ��ϳ��֣�ѡ���Լ����ս���Ը���ģ�߳����غɺ��ȴ�����Ҫ���ս���ɲ�ͬ���ϡ���ͬ��֯�ṹ��ɵ��ݶ�ģ�ߡ�
�����ģ��������������ӹ��ĵ缫���ɿ��ٳ��ι���������ԭ�ͼ���Ϊĸģ��ͨ�������������ע��缫����(ͭ�������ߵ������)��Ȼ�缫��ĸģ���룬���ɻ������Ҫ�ĵ缫���ٽ�����ӹ���������ģ�ߡ�
����ֱ�ӽ�������ϵͳ
���������������ڴ����о�ʹ�ÿ��ٳ��εĵ�������ԭ��ֱ����������ģ�ߺ����������ϵͳ����Ϊֱ�ӽ�������ϵͳ(Direct Metal System��DMS)�������ѳ�����10���ֲ�ͬ��ֱ�ӽ������ε��·��������д�����Ѿ���Ϊ��ƷͶ���г���ֱ�ӽ�������ϵͳ�ͻ�������ԭ���������ɷ�Ϊ������ϵͳ������ϵͳ�����࣬
���ܿ��������������ʡ�����ߴ硢���ȡ�����ֲڶ��Լ��ɱ�������д��ڽ�һ�������������ǰ���dz�������Ԥ�Ƶ�2010�ֱ꣬�ӽ�������ϵͳ�����кܴ�ķ�չ��
�ġ������ڽ�����ĩ����ϵͳ
������ֱ�ӽ�����ĩ����ϵͳ�Ļ���ԭ����ѡ���Լ����սṤ��(SLS)�Ľ�һ����չ����������ճ�Ӽ���Ϊ����ճ�Ӽ��ͳ�Ϊֱ�ӽ��������սṤ��(Direct Metal Laser Sintering��DMLS)����Ϊ��֬ճ�Ӽ��ͳ�Ϊֱ�ӽ�����ά��ӡ���գ�ֱ�ӽ��������սṤ��(DMLS)�ǵ¹�EOS��˾(www.eos-gmbh.com)�����Ƴ��ģ����������ΪEOSINT M 250 Xtended�������Դ�CAD�ļ�ֱ������ע����ģо��ѹ��ģ�ͽ�����������ϲ������ֻ���ĩDirectSteel 20�����ڷ�ĩ�Ŀ����Ⱥ�ϸ����С�����Ƚ�Ϊ20��m����ˣ��Ƴɵ�ģ������ľ��Ⱥܸߣ�һ�������м����ݵ������账����������Ϳ�����Ϊע��ģ�����ֿ�����ģ������ΪDirecTool������3��֮�ھ��ṩ��״���ӵ�ע��ģ��
���ַ��������ģ�����������������Դﵽ���ƾ���ı�����������Ϊ��������ģ�ߡ����⣬���ɸ�������Ҫ�������м�����ȴ����ע��ģ�����Ƶ������ܣ����̼ӹ�ѭ��ʱ�䡣
����DirecTool�Ƴɵ�ģ�߾������õĻ�е���ܣ�����ǿ�ȿɴ�600N/mm2��ʵ������������ע��ģģо������1��10������ϼ�������ѹ��ģ�ߣ�������500�����������Ͻ���� DMLS���ջ����������������ԭ�ͼ��������豸�Ľ���������С�������������3D��DTM��˾Ҳ�Ⱥ��Ƴ����Ƶ�ֱ�ӽ��������սṤ�գ�ֻ����ҵ���Ʋ�ͬ���ѡ���3D��˾��Laserform�ȡ�
ֱ�ӽ�����ά��ӡ������Extrude Hone����Prometal��˾(www.prometal-rt.com)�Ƴ��ģ�����ԭ����Z-Corp��˾�ǻ���һ�µģ���Ҫ�������ڲ��ý�����ĩ���Ϻ���֬ճ�Ӽ���Prometalֱ�ӽ�����ά��ӡ������ۺ��Ƴɵ������
�塢�����ڽ������ij���ϵͳ
�����ڽ������ij���ϵͳ�Ļ���ԭ���Ǵ�ֽ�����ĵ������칤��(LOM)�Ľ�һ����չ�����ģ�����ֽ�����ĸ�Ϊ���塢�ְ�����ϰ壬Ȼ���ȡճ�ӡ��̻��ӹ��ս���ͬ���ĵ�����Ƴ���ά�����
�����˸���Ȥ�������ǵ¹�Zimmermann��˾(www.f-zimmermann. com)�ĵ���ϳ������(Layer Milling Center)���������Եؽ�LOM���ٳ��μ���������ϳ���ӹ����ŵ����������Ƴ�һ���µĿ�����ģ������LMC����ϳ��������һ���������ģ��ڲ��ṹ�IJ��ּ�����գ���Ҫ�ɰ���Ͽ⡢��ĵ�����������װ�á�Ϳ������ѧ����װ�ú�ϳ���ӹ�����4��������ɣ�LMC����ϳ�����ĵ���ۺ��ڲ��ṹ��
Ϊ�˵���ϳ�����ε���Ҫ�Լ���м���㣬���ӹ���IJ��ǰ����ڹ���̨���棬���ǰ����ڹ���̨���棬ϳͷ�����߳��ϣ�������̨����������һ��������ϳ�����ι��̵Ļ���ԭ����ֽ�����ĵ�������(LOM)һ���ġ���֮ͬ���������ڲ��ϵ�����ͺ�ȣ���ֽ��Ϊ��ͬ���ϵİ�� ����β����ü����и�ӹ��������ô�ͳϳ���ӹ���
��������ֱ�ӽ�������ϵͳ
��
����ϵͳ���ص��ǽ���������״̬�³��Ρ�ѡ���Լ������ڹ���(Selective Laser Melting��SLM)�뼤���սṤ��(SLS)���������ڣ���������ճ�Ӽ�����ֱ���ü���������ĩ�������ڶ��Ƴ��մ��������ģ�Լ����ֽ������ϼ���Ͻ�����������
����ѡ���Լ������ڹ��տ��Կ�������߾�����״����ע��ģģо����ѹģ����������Լ�ҽѧֲ����ȡ�
�ߡ�ֱ�ӽ����۸�����ϵͳ
ֱ�ӽ����۸�����(Direct Metal Deposition��DMD)Ҳ�Dz��ü��������ڽ�����ĩ�����ص��Ƿ�ĩ���Ǵ���ڷ����У�����ͨ��12���ܵ��͵�©��ʽ�Ĺ������У���ĩ���ż�����һ��������״̬�����������
����POM��˾(www.pom.net)�Ƴ�����άֱ�ӽ����۸�����ϵͳ���������������ģ�ߣ�����Ҫ�ŵ��У�
(1) ģ�ߵ�����ߴ粻�ܷ����С�����ƣ�
(2) ����������ģ�ߵĸ��ƺ�������
(3) ������ģ�ߵı���Ӳ��������
(4)�����츴�ϲ��ϵ��ݶ�ģ�ߣ����ģ�ߵĻ�е���ܺ������ܡ�
��άֱ�ӽ����۸�����ϵͳ���������������״���临�ӵ���ṹ���
�ˡ�������
ģ���Ǵ�����ҵ��ʼ�ġ���ͳ��ɰ������ľģ��ʧ�����켼���Ѿ��м�ǧ�����ʷ��������������ҵ�ĸ���ģ��Ҳ���������꣬��������ģ�Ϳ�������ij��ֲ�ʮ���꣬���ڴ��ڷ�չ�Ρ�
������ģ�Ϳ�������Ļ����ǿ��ٳ��μ��������ǻ����ص��ǰ���άʵ���г�Ϊ��Ƭ������ά�ռ��мӹ����ϣ�Ȼ���ٵ��ӳ�Ϊ��ά�����δ���ķ�չ�����ǣ�
(1)�о������µij��η��������ٳ��������ػ�����������ͳ�ļӹ���ʽ���ϣ������µĵ�����η�����������Ƽ������ܺ;��ȣ���չ���ڷ�Χ�����������ɱ���
(2)���ξ��ȵ���ߡ���߿��ٳ���ϵͳ���ٶȡ����ƾ��ȺͿɿ��ԡ��Ż��豸�ṹ��ѡ�����ܼ۸�ȸߡ���������Ԫ������ʹϵͳ����࣬���������㣬�ɿ��Ը��ߣ��ٶȸ��졣
(3)���ݴ����ٶȺ;��ȣ��о�������CADԭʼ����ֱ����Ƭ�������������ݴ������Լ���STL��ʽת�����̶�����������ȱ�ݺ�����ʧ�档
(4)���ܲ��ϵ�ֱ�ӿ��ٳ��Σ��Թ��ܲ��Ͻ��и����Ԥ������ʹ֮�ʺ��ڿ��ٳ��μ����Ĺ���Ҫ�ӿ��ٳ��ε��ص��������ϸ���Ӧ��Ҫ��չȫ�µĿ��ٳ��β��ϣ��ر��Ǹ��ϲ��ϣ����ײ��ϡ��Ǿ��ʲ��ϵȡ�
(5)Ŀǰ���ٳ��μ�����Ҫ�Dz��ü�����Ϊ��Դ���µij�����Դ���о�Ҳ�ǿ��ٳ��μ�����һ����Ҫ�������糬�������������ȡ�
(6)������ģ�Ϳ������켼�����о���һ�����о��������ٳ����Ƽ��ı��洦����������߱����������;��ԡ���һ�����о�������ע�ܼ������������켼�����ϵ���;�����¹��գ����پ��õ��������ģ�ߡ�������������ϼ���
��ʮ�ġ��ҹ�����ԭ�ͼ����ķ�չ newmaker
�����������У�ģ�塢о�С�ѹ���͡�ѹ��ģ�ȵ����������ǿ���е�ӹ��İ취����ʱ����Ҫǯ��������������ʱ���ʣ����Ҿ��Ȳ��ߡ��ر��Ƕ���һЩ��״���ӵı�������������ɻ���������ҶƬ���������������������������ĸ��塢�ǵȣ�ģ�ߵ��������һ���ϴ��ѵ����⡣��ȻһЩ������ҵ�����쳧Ҳ������һЩ���ػ���������ϳ�ȸ��豸���������豸�۸�֮�⣬ģ�ӹ�������Ҳ�ܳ�����������û�кܺõ�����ϵͳ֧�֣������ı��Ҳ�����ѡ���Խ��������Ͼ����г��ľ�������Ʒ�ĸ��»�������ӿ죬����ģ�ӹ�����״������Ӧ��ǰ�����ơ������ٳ������켼���ij���Ϊ�����������ṩ��һ���ľ�ǰ������·��
���ٳ��μ����IJ���
����ԭ�ͣ�Rapid Prototyping��RP���������ֳƿ��ٳ��μ������ǵ��������Ϸ��ٷ�չ�����켼��֮һ�����ٳ��μ�����������ڶ�ʮ����70���ĩ��80�����������3M��˾��Alan J. Hebert(1978)���ձ���С������(1980)������UVP��˾��Charles W. Hull(1982)���ձ���������(1983)���ڲ�ͬ�ĵص���Զ����������RP�ĸ�����÷ֲ����������άʵ���˼�롣Charles W. Hull ��UVP�ļ���֧���£������һ�����Զ���������ij�֮ΪStereolithography Apparatus (SLA)������ϵͳSLA-1��1986���ϵͳ���ר��������RP��չ��һ����̱���ͬ�꣬Charles W. Hull��UVP�Ĺɶ���һ������3D System��˾�����ͬʱ�������ij���ԭ������Ӧ�ij���ϵͳҲ��̿����ɹ���1984��Michael Feygin����˱��ĵ��㣨Laminated Object Manufacturing�����¼��LOM���ķ���������1985���齨Helisys��˾��1992���Ƴ���һ̨��ҵ����ϵͳLOM-1015��1986�꣬����Texas��ѧ���о���C. Deckard�����ѡ���Լ����ս�(Selective Laser Sintering�����SLS)��˼�룬�Ժ��齨��DTM��˾����1992�꿪���˻���SLS����ҵ����ϵͳSinterstation��Scott Crump��1988����������ڳ���(Fused Deposition Modeling�����FDM)��˼�룬1992�꿪���˵�һ̨��ҵ����3D-Modeler��
�Դ�80�������SLA����μ�����չ������90������ڣ������˼�ʮ�ֲ�ͬ��RP��������ǰ�������⣬���͵Ļ���3DP�ȡ����ǣ�SLA��LOM��SLS��FDM���ּ�����Ŀǰ��Ȼ��RP������������
�ҹ�RP�о�������ʱ��
����ԭ���Ǽ�60���NC����֮�������������һ�ش�ͻ�ƣ����Ƚ����켼��Ⱥ�е���Ҫ��ɲ��֡����ۺ����ü����������ƺ����켼�������⼼���Ͳ��Ͽ�ѧ��������û�д�ͳģ�ߺͼоߵ�����£�������������⸴����״���־���һ�����ܵ���άʵ��ģ�ͻ����������ԭ�������켼�����ƹ�Ӧ�ý����������²�Ʒ������ʱ�䣬��Լ�²�Ʒ������ģ������ķ��á��������ձ���ŷ��������ѽ����ٳ��μ���Ӧ���ں��ա����������ͨѶ��ҽ�ơ����ӡ��ҵ硢��ߡ�����װ������ҵ���ͣ���̣�������ģ�͡���е��ҵ������
���ҹ�RP�о���������90��������տ�ʼʱ���������϶࣬1994���������ҹ�����20������ҵ������ӹ�������RP�������ӿ�����ҵ���²�Ʒ������ȡ���˾�ľ���Ч�档�����������۸�������3Dsystem��˾������SLA250ϵͳ�ۼ�20����Ԫ��SLA500�۸�ߴ�40����Ԫ����֮����Ҳ�������ڣ�ʹ�����ɱ����ߣ������ǹ�����ҵ�����ܵġ�
����RP��ʼ��Ʒ�����ƹ�Ӧ��
Ϊ�˽���й�����ҵ��RP����������1991�����������й�����������֧���£�һЩ�ߵ�ԺУ���о�����������չRP�о�����ȡ�ýϴ�Ľ�չ��
�ҹ������ڿ��ٳ��ͼ������濪չ���������廪��ѧ��������ͨ��ѧ������������ѧ�ͱ���¡Դ�Զ�����ϵͳ����˾����Щ��λ�����ڿ���ϵͳ�豸������в��ء�1992�꣬�廪��ѧ�����˵�ʱ�Ƚ���SLA-250��̻������豸�������˼�����ٳ�������,��չ���ٳ��μ������о������Ƴ�����������LOM˫ɨ����λ������ṩ�����ڵ�����������ҵ�����Ƴɹ��Ķ�ܿ�������ϵͳMRPMS�Ѵ�������г������������Ĵ��ͼ�ѹ�������RP�豸SSM1600SSM���γߴ��Ѵ�1600�� 800�� 750mm3��Ҳ������֮�ס�������ͨ��ѧ������һֱ������SLA�ij��Ͳ��Ϻ��豸�Ĺ�����������˻�2000��ȹ��ҿƼ��������Ƚ��ͽ������Ƽ�����һ�Ƚ�������������ѧ��1991�꿪ʼ����������֧���¿�ʼ����RP�����о���1994�꿪���ɹ�LOM��������1997������г��Ƴ���Ʒ����LOM�����豸��Ŀǰ���õ�λ�Ѷ�LOM�豸������ϵ�л��Ŀ�����ͬʱ���ɹ����Ƴ���Ʒ����SLS�豸����У�����ø�Ĥ��������������ģ�����Ƴ������Ͻ�ģ�ߺ�����ģ�顣�о��ɹ��Ѿ���Ʒ���Ļ��б���¡Դ��˾������AFS 300������ٳ��λ���SLS�����ù�˾��RP����������Ϊ��ҵ��ҵ��λ���������ྫ����ģ��
���⣬�Ͼ������ѧ���Ϻ���ͨ��ѧ��������ѧԺ���ڸ�����Ҳ����������������ڻ��ڿ��ٳ��μ����Ŀ�������ģ�߷��棬�Ϻ���ͨ��ѧ�����˾����ҹ�����֪ʶ��Ȩ������ģ�������������������ϵͳ��Ϊ������ҵ�����˶���ģ�ߡ�Ŀǰ�����ֹ���RP�豸�ѽӽ���ﵽ������˾ͬ���Ʒ��ˮƽ���۸�ȴ���˵ö࣬���ϵļ۸���ӱ��ˡ��ҹ��ѳ����γ���RP�豸�Ͳ��ϵ�������ϵ�����������ڹ��ҿ�ѧ��������֧���£��ҹ��Ѿ������ڡ�����Ϻ����������Ͼ�������ȵؽ���һ������ҵ�ṩ���ٳ��μ����ķ������������ʼ���˻��������ã��ƶ��˿��ٳ��μ������ҹ��Ĺ㷺Ӧ�ã�ʹ�ҹ�RP�����ķ�չ������רҵ�����г����Ĺ����Ϊ���õķ�չ�����˹��ס�
���ٳ��μ�����һ�־��й㷺Ӧ��ǰ�������ڲ������Ƶĸ��¼����������г��������������ң��ü������ᱻԽ��Խ�����ҵ�����ã�����ҵ�ķ�չ������Խ��Խ��Ҫ�����ã���������ҵ������ľ���Ч�档ͬʱ�����ٳ��μ�����Ϊһ�Ŷ�ѧ�ƽ����רҵ�������䱾���ķ�չ��Ҳ���ƶ���ؼ�������ҵ�ķ�չ��
��ʮ�塢����ģ�����켼������״���䷢չ���� ���пƼ���ѧ �ź�Ÿ
ժ Ҫ�����ٳ���������(RP��N)��Ϊ������ʮ������Ƚ����켼�����ѳɹ���ʵ���˿���ԭ�����죬Ŀǰ�������ģ������(RT)����Ѹ�ٷ�չ����Ҫ�����˿�����ģ�����ǿ��ٽ���ģ������(RNT)��������״�ͷ�չ���ƣ��ȽϺͷ�����ģ�߿�������ļ�ӷ���ֱ�ӷ����ص�����⣬̽���˿���ģ�����켼����չ���ٵĹؼ����⼰��Ӧ��ǰ����
�ؼ��ʣ����ٳ��������죻������ģ�������������ģ�ߣ���ӷ���ֱ�ӷ�
O ����
���ٳ���������(RPM��Rapid Prototvfolng & Manufacturing)���ڼ��⡢���Ͽ�ѧ����Ϣ����Ƽ�����Ϊһ��ķֲ��������������������20���ͺ�������켼�����ش�Ľ�չ֮һ��RPM��������10�����������������ҵ硢���ա�ҽ�Ƶ���ҵ�еõ��㷺Ӧ�á����������ҵ��ͨ�á����ء�����������������IBM��AT&T��Motorla���Լ��ҹ���һЩ������ҵ���������ڲ�Ʒ��ƹ����в�������������в�Ʒ���й���Ƽ��顢���ڦ��װ��ʵ�顢��̬�������ⵯӦ���������綴ʵ��ȣ��ɹ���ʵ���������г��IJ�Ʒ����������ݻ�������֮����Ŀ�����ģ�����ǿ����������ģ��(RMT��Rapid Metal Tooling)�������²�Ʒ���Ѹ���γɸ�Ч���ͳɱ������ʵ�������������ռ�г��ı���;������RPM������һ����չ��ȡ�ø���Ч�������ٵĹؼ����⣬��Ϊ��ǰRPM�����о��Ĺ���ǰ�ء�ֵ������֮�����ü�������������������־ڦΪȫ��15���ش���֮�ף��ܵ�ȫ������ҵ�Ĺ㷺��ע��
1 ������ģ�����ķ�չ���
���Ŷ�Ʒ��С����ʱ���������ٺ���ҵҪ��ģ���ܱ�֤�²�Ʒ����ռ���г����������پ���ģ��Խ��Խ�������ǵ����ӣ������û�����֬�����л���������մɡ���������ǿ���������Ŀ�����ģ���������ϰټ�ע�ܳ����Լ��������Ǽ����ơ�����Ҫ�ص������칤�ռ��������ڶ̡��۸���ˡ������ڲ��ϵĵ����Ժͻ�е���ܲ��ߣ�����ģ���������ڿ�Ƶ�ʵ�����ע�ܳ����Լ��������Ӽ��������Ρ�ˮ�ࡢ�մ��������������Ǽ�ģ���д���һ�����ơ����֮�£����ڽ������Ͼ����������ۺ����ܣ�����ģ�ߵͳɱ����������ΪRPN������Ŭ��Ŀ�ꡣ�����Ƚ���ҵ�����ҵ�RPM�����ھ�����ģ����������ơ�������ģ����κ�Ŀǰ�������Ӳģ������ģ������(RMT)����չ��RMT�ѳ�Ϊ����RPN����Ӧ���о��������ȵ㡣
ҵ��������ڶ�RNT�����ɷ�Ϊ��cAD���ݼ�RPϵͳ�����Ŀ���ԭ�ͻ�����ʵ��ģ���ƽ���ģ�ߵļ�ӷ�����CAD����ֱ����RPϵͳ�������ģ�ߵ�ֱ�ӷ������ࡣ��ͼ��ʾ��Ҫ�Ľ���ģ�߿������췽���Ļ�������·�ߡ�ֱ�ӷ���Ȼ�ܵ���ע�������ڳߴ緶Χ�����ȡ������������ۺϻ�е���ܵȷ���������⣬��ʵ�û������൱��࣬Ŀǰ������RNT���Ǽ�ӷ���

2.1 �����ģ��
��ֱ����ģ���в����������£�Ŀǰ���о�������RMT������Ҫ�Ƿ�ĩ�սᡢ���������������ȼ����ģ�����������ⷽ����о��dz���Ծ�����������ģ��ӿ������켼�����о���Ӧ����������3D systems��˾�Ļ���SLAԭ�͵ķ�ĩ�����ս�+�������ٸ���(Keltool)���ա�CEMCOM��˾�Ķ���+�մɸ���(NCC��Nickel-Ceramic Composite)���ա�Idaho National Engineering and Environmental]Lab�Ŀ������̹���(RSP��Paoid Solidification Process)��Soligen Tech��Inc����˾�Ļ���DSCP�������dz���ϵͳ�����칤�ա�Badger Pattern��˾��п�Ͻ���Ϳ+��֬���������ϲ��ϲ�ǿ���պͶ�����ѧ��RHST(Raopid Hard Soray Tooling)�Լ��ղ�������˾����������������ģ�߷��ȡ�
Keltool�����Ĺ���·���ǣ���SLA�������ɿ���ԭ��ʮ����ģ�õ�ģ�ߵĸ���--��������ĩ��ճ���ʮ�������¯���ڽ����սᡢ��ͭ--�õ�����ģ�ߡ�ģ����ǻ�����ȴ��������Ӳ�ȿ��Դﵽ48~50HRC����A6���߸������ģ���ܹ�������ǧ����Ʒ�����˷���ģ����ʱ�䳤���ҹ��ո��ӡ�
NCC����������SLA�������ɵĿ���ԭ���϶���һ���Լ1��5mm������Ȼ�������ʶƲ����û�ѧ��Ӧ�����մɲ���(CBC��Chermicallv Bonded Ceramic)�����IJ�ǿ����ԭ�ͷ����õ�����ģ�ߡ���һ����������SLA����ͬ�ȵľ��ȣ�������ע��ģ���죬��Ҫ�����ƹ���ʱ�䳤���账����Һ��Ⱦ�����⡣
RSP�������ø����������彫�ۻ��Ľ���Һ��������������ʯ�������ϻ��մ�ԭ��(ͨ��SLA��SLS��LOM��������)�ϣ�����һ�����������ǿ���IJ���ȥԭ�ͺ�õ�ģ�ߡ��˷�������ע��ģ�ߺͳ�ѹģ�ߣ�����Ϊ������Ƽ��ı��������ͻ�е������Ҫ����ʱЧ��������������ģʱ�䡣
Badaer Pattern��˾��������ѧ���ղ�������˾������ģ���Ļ������ն�����ԭ�ͱ����γ�����㣬Ȼ����������в�ǿ��������ԭ��ȥ���õ�����ģ�ߡ���Bad,erPattern��˾ֻ��������۵�п�Ͻ𣬲�������֬���������ϲ��϶�����㲹ǿ����ʹģ�ߵ���ĥ�Ժ��ȴ����Բֻ���������ټ�ע�ܳ��Ρ�������ѧ������RHST���������Բ���ֻ�̼���ٺϽ�ȸ��ڵ����Ϊ������ϣ����Խ������϶�����㱳�IJ�ǿ���Ӷ�����ظ���������ģ�ߵ��;��ԣ�ʹ�������ڱ���⻬�����Ȼ��ϸƤ���������ϲ�Ʒ�Ĵ�����ע�ܳ����Լ�����������Ρ��ղ�������˾��������ģ��Ҳ���ò������Ϊ������ϣ���������֬���������ϲ��ϲ�ǿ����������������ʮ������Ľγ����Ǽ����Σ�����RHST����ȣ��÷��������ڱ������Ȼ��ϸƤ�������;�ע��ģ�ߵ����죬ʹ�÷�Χ�ܵ����ơ�
���ҹ������ڽ���ģ��ӿ������켼�����о��ܵ��߶����ӣ��廪��ѧ������������ѧ������ģ����ȡ���������о��ɹ����Ϻ������þ������취���ٷ��Ƴ�������̥�Ƚ���ģ�ߣ�������ͨ��ѧ������֬ԭ�͡���ĥʯī�缫����ӹ���(����ģ�ߣ���˾����̨��е�����о�������̨̩����������ģ�߹�˾�������õ绡����п�Ͻ����������پ���ע��ģ�ߡ�
�������ּ�ӷ������п��پ��õ��ص㡣�����֮�£����취�ͷ�ĩ�սᷨ�ߴ�仯����ģ���Ȳ��ߡ��������ƾ�����ߣ�����ģʱ�䳤���ܵ������������������账����Һ��Ⱦ�����䷨����ģ�߲����������ģ�ߴ�������С�����ƾ��ȸߵ��ŵ㡣������ѧ���ղ���˾�����ĸ��ڵ����������ģ������ظ�����ģ�ߵ��;��ԣ������������Ħ�г����ҵ�ͽ���װ�ε���ҵ��ģ��������Ŀǰ�г���������������μ����Ǽ�ģ���й�����Ӧ��ǰ������ֱ�ӷ���Lk����ӷ�Ŀǰ����ʵ�û�����ռ�����ƣ��������м乤��϶����ܲ������ʺ����컷���¶ȵ�Ӱ�죬���¾��ȿ����Ѷȴ���ˣ������ߴ��ȶ��Ժõ���ģ���ϼ��ٹ�������ģ����ʵ�ֹ��������İ���������߾��ȵĹؼ���ͬʱ����ӿ쿪��������ֱ���������ģ�ߵķ�����
2.2 ֱ����ģ��
ֱ�ӷ�������ֱ�ӿ����������ģ��(DRMT��Direct Raoid Metal Tooling)�����������������ڡ�����ʡ��Դ�����Ӳ������ܡ���߾��ȡ����ͳɱ�������кܴ�DZ�����Ӷ��ܵ��߶ȹ�ע��Ŀǰ��DRMT�����о���Ӧ�õĹؼ�����������ģ�ߵı��澫�Ⱥ�����Ч���Լ���֤���ۺ������������Ӷ�ֱ�ӿ��������;á��߾��Ⱥͱ������������㹤ҵ���������������Ľ���ģ�ߡ�Ŀǰ�ѳ��ֵ�DRMT������Ҫ�У��Լ���Ϊ��Դ��ѡ���Լ����սᷨ(SLS��Se��lective Laser Sintering)�ͼ������ɷ�(LG��Laser Generating)���Ե����ӵ绡��Ϊ��Դ���ۻ���(PDM��Plasma Detmsition Method����PPW��Plasma Powder Welding)��������ε���ά��ӡ��(3DP��Three��Dimensional Printing)��
SLSѡ���Լ����ĩ�սᷨ�Ĺ��մ���Ϊ�����ڻ���������һ���ĩ����ѹ��ѹʵ������CAD���ݵõ��IJ�����Ϣ���ü���Ա����ĩ��ѡ����սᡣȻ���µ�һ���ĩͨ���̷�װ���������棬������һ���սᡣ������������ս�Ͳ���սᣬ���ս�δ���ս��֧�Ų���ȥ���͵õ���CAD�������Ӧ����άʵ�塣LohnerA���Ȳ���Texas��ѧ��SLS���գ���Ni��Cu��ĩֱ�������ģ�ߣ��ܶ�Ϊ����ֵ��80����ǿ��Ϊ100��200MPa������Ϊ0.1mm��ƽ���ֲڶ�RaΪ10��15um�����������ټ�ע�ܳ��Ρ�Ŀǰ��Ϊ�����������SLS���գ�һ��������DTM��˾�IJ��þۺ������������ĩ��Ravid Tool���գ�һ���ǵ¹�EOS��˾���ڻ�������л�����۵������Direct Tool���ա�Ravid Tool���ղ��ü����ս������ճ����ĸַۣ��ɼ�������Ƽ�������ɨ��·���������ڻ����ճ�����������ĩճ����һ��(��ұ����)������Լ��45����϶�ʵ������������ʪ�������¯���ڽ����սᡢ��ͭ�����ɱ�����ʵ���������ʱ����еIJ��ϳɷ�Ϊ65���ĸֺ�35����ͭ��������ĥ�Ⱥ������õ����յ�ģ�ߡ�Direct Toolͨ���ս����ʹ���۵��������������ĩ�����������ĩ��϶�������ߴ������������ս�������ʹ���յ������ʼ���Ϊ�㡣����Ҳ�г�������Ϊ̼������ϵ�ģ�ߡ�����SLSֱ�ӳ���������ܶȵͣ�Ҫ�õ��ϸ��ܶȱ���ͨ���սᡢ�����Ⱥ����������������ģʱ��ͳɱ�����˲��ܳ�֮Ϊ��ȫ��DRMT��ͬʱ����δ�ۿ��ϵ�ճ�ᣬ��������������ߡ�
LG���д����Ե�Sandia National Lab��LMF(Laser Metal Formina)�������ڼ����۷�����Ͽ�����ֱ����ģ���գ��ù��ղ��ø߹��ʼ������ڻ���ǰһ����������ɳ�һ���ƶ��Ľ����۳أ�Ȼ������ǹ��������ĩ�������У�ʹ���ۻ�����ǰһ�����ʵ�ֽ��ܵ�ұ���ϡ�����������У���������������������ƻ����˶���ֱ���������յ������״���Ƽ��ܶ�Ϊ�����ܶȵ�90����ǿ�Ƚӽ�����������е���ܽϺã����һ��ɵ����ͷ����ʵ����֯�ṹ�Ż��������ڲ�����Ӧ����Ӱ���ȱ��֧�Ų��ϣ��������Ա�֤��ֻ�����ڼ�����״��ģ�ߣ�������SLS�������ƣ�����δ�ۿ�����ճ�ᣬRaֻ�ﵽ12��m��
3DP����������ī��ӡ�����̷�װ�ý�һ���ĩ���ڻ���ǰһ���ĩ���棬ͨ����ͷ�ڷ�ĩ������̻���ϼ������ѻ��γ���άʵ�壬�����սᡢ�������õ����յ�ģ�ߡ�Michaelss�Ȳ���MIT��3DP����ֱ�������ģ���ܶ��൱�������ܶȵ�60����ǿ�ȵ������������Ҿ��Ⱥͱ���ֲڶȲ
�������ۻ���(PDM)����ʹ�ò��Ϸ�Χ�㡢�ܻ�����ܶȽ���������ص㡣��Դ��ǰ�¹�Kruoo��Thvssen��˾�����ӣ��ܹ�ʵ�ִ��ͻ��ش��������ij��κ������е���ܡ���֯����������֯��ͨ���ʵ�ѡ���ղ������Լ��ٲ���Ӧ�������Ʒ�������߶Ѻ��߶ȡ����⣬���ְ��LOM����Ҳ���������ģ�ߣ���������躸�ӵȽ��̴������Ҳ��������ʵͣ������ȱ���ҲӰ����ξ��Ⱥʹֲڶȡ�
Ȼ���������������ǻ��ڶѻ����ε�ԭ�������ɱ���Ҫ������������ЧӦ����ʹ���ȵ͡�����������Ҵ����ۺ���ѧ���ܲ��ߵȷ�������⣬Ŀǰ�ж����ڽ�����������졣ֵ��ע����ǣ�Stanford��ѧ��AmonC.H���������������״��������(SDM)���գ������Ƴ���CNC�ӹ����ɵ�װ�á��乤���ص������ú���ԭ���ۻ�����(˿״)������������Ϳԭ��ʹ�������۵����������Σ�ʵ�ֲ��ұ���ϡ����ӻ����IJ��ȶ����Լ��ɿز�����Э���Ե����⣬�����׳��������Ͱ��롣����CNC�������Ⱥͱ��澫�����ڽ��RPM�����й��еġ������ѻ������IJ�������ЧӦ��ɵľ��Ⱥͱ����������ⷽ����������ij��ԣ������ֹ���Ŀǰ�о����ڼ���״����������졣
�±������˼��ֿ�����ģ�������й����ܲ������ӱ��п��Կ����������ģ��������ģ�߱��������ͳߴ羫�ȶ���ֱ�ӷ��ߣ���������ģ��ʱ����ӷ���ֱ�ӷ����и�������ƣ�������RPMT�����в���ֱ�ӿ������������㹤ҵ����������Ҫ��ĸ߾��ȡ������ܡ��߱��������ĸ�����״����ģ�ߡ���ˣ�Ҫ���ֱ�ӿ������츴����״����ģ�ߵľ��ȡ������������ۺ���ѧ���ܵ����⣬�б�Ҫ̽���µ�ֱ�ӿ��پ�ϸ��ģ������
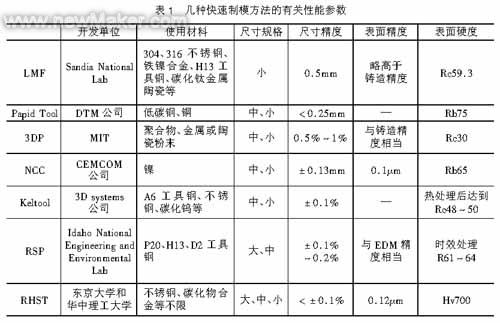
3 չ��
����ģ����������ҵ�������Ĺؼ���λ��������ģ�����ǿ����������ģ�����Ŀ����о��ܵ��߶ȹ�ע�������ü������ٵĹؼ�����ͷ�չ���������¼����ص㣺
(1)������ģ���մɵ�ģ�ߵ�ʹ�÷�Χ�ܵ����ƣ�ѹ����ע�ܡ���ѹ������ģ�ߵĽ���ģ�߿���������RPN����Ŭ����Ŀ�ꣻ
(2)�Կ���ԭ�͵ȸ���ԭ�ͺ����졢����ȼ������ϵļ�ӷ���ֱ�ӷ����ʵ�û�����ռ���ƣ����������Ӻ��ܲ������ʼ����컷����Ӱ�죬��ʹ���ȿ����Ѷȴ����ߴ����Ժõ���ģ���ϡ�������ģ����ʵ�ֹ��������İ����������ӷ���ģ���ȵĹؼ���
(3)���ڶѻ�����ԭ����ֱ����ģ���ڱ��漰�ߴ羫�ȡ��ۺϻ�е���ܵȷ�������������߾��ȡ��߱����������;�ģ������Ҫ���ҳɱ��ߡ��ߴ��������ơ��Եͳɱ������ھ�ϸ�ӹ������ֲ��ϳ��εĶѻ���ȥ�����μ������ɣ��������ֱ����ģ����ʵ���ԡ�������Ӧ�Ժͱ��澫�ȵ���Ч������
(4)������ģ���ʺ��ҹ����飬���й�����Ӧ��ǰ���������ϳ���ӹ���ȣ��ڱ������ϸ������״�͵�ӹ�����ʡȥ�Ľ���ģ�����췽��ռ�����ơ�Ҫ��һ����߿�����ģ�����ľ����������뿪���ӹ��������ɽ����ؼӹ��������ɸ����ף����ܻ������ijߴ缰���澫�Ȳ���ѡ��Χ���ֱ�ӿ�����ģ�·�����
��ʮ�������ٳ��μ�����ģ�������е�Ӧ��
��ӽ÷ �ſ� �ϼ�
����ģ�����켼���ǽ��Ͳ�Ʒ�����ɱ������̿������ڵ���Ч�ֶΡ����Ľ����˻��ڿ��ٳ��μ����Ŀ���ģ�����췽���������о�����ģ�����й轺ģ���缫��ģ�Ĺ���ԭ��������Ͼ���ʵ����������Ʋ��衢�������ռ����е�һЩ�ؼ��Լ�����
һ������
��10����������ҵ�г����������˾�ı仯��Ѹ�ٽ���Ʒ�����г��ѳ�Ϊ�����̰����г��Ȼ�����Ҫ���ϡ���ˣ���Ʒ�Ŀ��ٿ�����������ΪӮ��21��������ҵ�г��Ĺؼ���
���ٳ��μ���(���¼��RPM)��һ�ּ������������ơ����ܻ�е�����ؼ��⼼���Ͳ���ѧΪһ������˼�������������ɢ�ѻ�ԭ����������������CADģ��ת����ʵ������������RPM���ý���ά����ת��Ϊ��άƽ��ֲ������ԭ���������幹�ɸ����Բ����У��������Խ����Խ������������Խ�ԡ�
��RPMΪ����֧�ŵĿ���ģ������RT(Rapid Tooling)Ҳ����Ϊ�������²�Ʒ�������ڣ��������г��Ƴ�������·�ġ����ͻ���ͼ���ƵĶ�Ʒ�֡�С������Ʒ����չ�������������켼�������ڲ�Ʒ���������켼���Ľ������Լ���������ӱ�����ء������г����ѵ���ʹ�ò�Ʒ(����������Ʒ)����������Խ��Խ���ѳ�Ϊ��������ʵ�����磬�������ҵ硢������Ȳ�Ʒ�����ÿ���ģ�����켼����ģ����������Ϊ��ͳģ�������1/3��1/10�������ɱ���Ϊ1/3��1/5�����ԣ���ҵ��������ѽ�RPM/RT��Ϊ���̲�Ʒ����ʱ�估ģ���������ڵ���Ҫ�о����������ҵ���ļ���֮һ���ҹ�Ҳ�ѿ�ʼ�˿�������ҵ���о��뿪��Ӧ�ù�����
��������RPM�Ŀ���ģ�����췽��
ģ��������ҵ�ز����ٵ��ֶΣ������õ���������ģ��ע��ģ����ѹģ�Ͷ�ģ�ȡ���ͳ����ģ�ߵķ����ǣ���ľ�Ļ����ë�����г���ϳ���١��ꡢĥ����ʴ�ȼӹ����õ�����ģ�ߵ���״�ͳߴ硣���ַ����ȷ�ʱ�ַ�Ǯ���ر���������Ħ�г��ͼҵ������һЩ����ģ�ߣ����������ʮ��Ԫ���ϣ��������ڳ�����������һ�ꡣ������RPM������RTֱ�ӻ�������ģ�ߣ�ʹģ�ߵ�����ʱ�������̶��ɱ�ȴ��͡�
1. �ÿ��ٳ��λ�ֱ������ģ��
����һЩ���ٳ��λ������Ĺ����нϺõĻ�еǿ�Ⱥ��ȶ��ԣ���˿��ٳ��μ���ֱ������ģ�ߡ����磬KINERGY��˾ZIPPY���ٳ��λ����Ƽ�����Ӳľ���ɳ���200�����£������洦��(����Ϳ���ᣬ�߷��Ӳ��ϻ����)�������ɰ������ľģ�����۵�Ͻ�����ģ��������ע��ģ�Լ���ģ�����ѹ�͡�������ɰ�������ľģʱ�����������ظ�����50��100��ɰ�͡���Ϊ��ģ�ij���ģʱ�����������ظ�ע��100�����ϵ���ģ����SLS���ٳ��λ���ѡ���Ե��ںϰ���������ճ����Ľ����ۣ�����ģ�ߵİ��Ʒ���ս�����۲��ڿ�϶����ڶ��ֽ�����ͭ���Ӷ������ɽ���ģ��
2.�ÿ��ٳ��μ���ĸģ��������ģ��(Soft tooling)
�ÿ��ٳ��μ���ĸģ���ɽ�ע��������������֬���۰�֬�������ϣ�������ģ�ߣ����Ƚ�ע����������֬ģ(����ģ��ѹ��)���ٽ�ע��ģ�����У���ģ��������ģ���죬������ģ��������֬ģ�ȿ�����������ע��ģ����۵�Ͻ�����ģ��
3.�ÿ��ٳ��μ���ĸģ������Ӳģ��(Iron tooling)
�ÿ��ٳ��μ���ĸģ������临�Ƶ���ģ�ߣ��ɽ�ע(��Ϳ��)ʯ�ࡢ�մɡ��������ϳɲ��ϡ�����������Ӳģ��(���������ģ��ע��ģ����ģ��ѹ�͡�����ģ)���Ӷ������������ϼ��������������ģ�������õĻ�е�ӹ����ܣ��ɽ��оֲ������ӹ����Ա��ø��ߵľ��ȣ�������Ƕ�顢��ȴϵͳ����עϵͳ�ȡ��ý������ϳɲ��Ͻ�ע�ɵ���ģ��ѹ�ͣ���ģ�������ɴ�1000��10000����
4. �ÿ��ٳ���ϵͳ��������������õ缫
�ÿ��ٳ��ͼ���ĸ�壬ͨ����ƻ�Ϳ����������ĩұ�𡢾������졢��עʯī�ۻ�������ĥ�������������缫��ʯī�缫��
��������RPM�Ŀ���ģ�������Ӧ��
1. ���ù���ģ(Silicon Rubber Mold)������ͷ����Ȧ
�����кܺõĵ��Ժ������ܣ�����������ģ�߿ɲ����ǰ�ģб�ȣ���������Ӱ��ߴ羫�ȣ��������ֲ����кܺõ��и����ܣ��ñ�Ƭ�Ϳ����ؽ����п��������dz����ϣ��������������ģ��ʱ�����Ȳ�������ģ�����彽ע����ģ������Ԥ���ķ�ģ�潫���п���ȡ��ĸģ�����ɵõ�����������ģ��
(1)�������豸�Ͳ���
���õ��豸��SPS-600������ٳ��λ���HVC-1���ע�ͻ��ͺ����䡣���õIJ��ϣ��ղ�KE-1310ST�������ղ�CAT-1310�̻���(��עʱ��KE-1310ST��CAT-1310��100��10���)��PX215���ע��Ӳ�ƾ۰�֬��֬(������֬����Ԫ��1��1���)��
(2)��ģ����·��
ʹ�� UG��Solid Edge ������������άʵ�����ͣ���STL�ļ���ʽ���棻���ļ�������ٳ��λ������Ƽ�ԭ�ͣ���������Ϊ����ĸģ�����ģ����̻����Ļ���スע�ڿ��У�ͨ��������ݡ��̻�������ȡ��ĸ�����ù轺ģ����������ע�ͻ��н�ע�����������������ģ������ͼ1��ʾ��

ͼ1 ��ģ����·��
(3)�����轺ģ��ʱ��ע������
�Լӳ������ԣ���Ҫ�������¹̻�������40����60�����¹̻�����ģ���ѡȡһ��Ҫע�⽫����泯�£����ڹ���ĺ���λ���Ϸ��ý������������е����������ڹ轺ģ����45���пڣ���ע�ⲻҪ��ϣ���һЩ��֬�������������Ǵ���һ��Ҫ�����ף��Բ������з�ģ��ԭ�ͼ����������������ͼ���
���⣬����״����(������б��ܶ�)������ģ��������ģ�������������ģʱ���Խ�����ģ���ʿ�����������������Ҫע�⣬�ڽ�ע���ϼ���ʱ���ģӦ��ȷ���������ģ�ߵĴ�λ���ģ������Ӱ�콽עƷ�ľ��ȡ�
(4)Ӧ��ͼ��
ͼ2��ͼ3�ֱ������������ķ�ͷ����Ȧģ�ߵ���Ƭ��

ͼ2 ��ͷģ��

ͼ3 ��Ȧģ��
3. ���õ缫(electroforming)�������쾫���ڸ�
ע��ģ�ȶ���ģ�ߵ���ǻ�����õ�����ӹ�����(EDM)�������������õ������(����)��Һ������зŵ�ʱ�ĵ縯ʴ�������Խ�������(��ǻ)���мӹ��ģ�ԭ����4��ʾ��
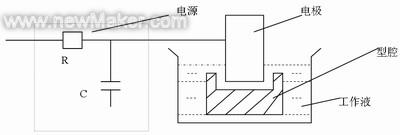
ͼ4 ������ӹ�ԭ��ͼ
(1)�����ڸ�������������
��ͼ5��ʾ���ڴ˰ڸ����������У��缫�������ǹؼ������������ÿ��ٳ��λ�������ĸ�������������н�����ƹ���ͭ�缫���壬Ȼ��ȡ���缫���壬�ڵ缫����ı���ע�价����֬���õ缫�̶�����缫�������ӹ���ͭ�缫�������������ڸ˵缫����������ˡ�
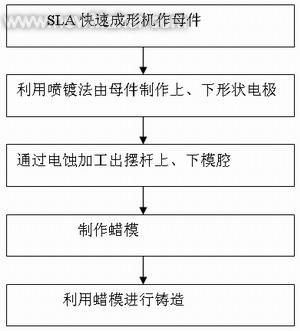
ͼ5 �ڸ�������������
��2)ע������
1)���ַ�������ͨ���缫�ĵ����ϴ������������ȣ����ɢ�Ȳ����ã��Ʋ��ĸ�����룬���µ缫�Ʋ���䡢���ѣ��Ӿ���ġ�Ϊ�ˣ����ڵ缫��������Ӧ����ȴ�������ڿ����Ʋ㴦�������Ƕ�������Ƶ��ȡ�
2)�ڵ�����ӹ������У��缫�뱻�ӹ�����֮��ļ�϶Ӧ���С��������ѹ���ܻ���������ʣ��Ӷ����ܲ����ŵ磬��С������·��
3)�ӹ�����������ڽϸ߾�Եǿ�ȵ�Һ������н��С�ͨ�����ñú�����ʹ����Һѭ�����ˡ�
4)���ӹ��缫����Ӧ�����ܹ�࣬�Ա����ģǻ����ĺ�����������
(3)Ӧ��ͼ��
��ͼ6��ʾ��������������ΪSLA����ԭ�ͼ����ϰ���״�缫��ģ�ߡ��°���״�缫��ģ�ߡ���ģ��

ͼ6 ��ë���ڸ�
�ġ�������
������������п��Կ��������ٳ��ͼ���������Ϊ�����Ŀ�����ģ��������ҵ�²�Ʒ������������Ҫ���á������Լ��������²�Ʒ�Ŀ������ڣ����Ϳ����εijɱ�����������ա���21���ͣ��²�Ʒ�Ŀ��ٿ�����Ϊ��ҵ�����뷢չ����ʱ��������ؽ��õ��㷺Ӧ���뷢չ��
��ʮ�ߡ�����MCT�˶��������Ŀ��ٳ��ͻ�����ϵͳ�о�
�廪��ѧ κ���� �콡 ���ζ�
ժҪ������ϵͳ�ĺ����ԺͿɿ����DZ�֤�����ӹ����Ⱥ��ȶ��Ե�ǰ�ᣬ���ٳ�����һ�ֻ�����ɢ/�ѻ����͵Ŀ������칤�գ�������ϵͳ��ϵ�ṹ���������������Ҫ�������˿��ٳ��εĹ����ص㣬����Թ�������MCT�˶�������Ϊ����ϵͳ���ġ���ҵ���ƻ�Ϊϵͳ֧�ŵ�Ԫ��˫CPU����ʽ����ϵͳ���������˸�����ϵͳ�Ĺ��ܺ�Ӳ��������ʵ�ַ�����ͨ��������ϵͳ�ڿ��ٳ��λ��ϵ�Ӧ��֤������ϵͳ�����˿��ٳ��μ���������ϵͳ��Ҫ��
�ؼ��ʣ�MCT������ϵͳ�����ٳ��ͻ�
1��ǰ��
���ٳ��ͼ����ǵ�������ҵ��һ��ȫ���������켼���������⡢��е��CAD/CAM��CNC������һ�壬������ɢ/�ѻ����͵Ŀ������칤�գ�ʹ������еļ���ģ��ֱ��ת��Ϊ��ά����ԭ�͡����ּ����˷��˴�ͳ�ӹ����յ�ȱ�ݣ�Ϊ����ҵ�ķ�չ�������µĵ�·����ˣ����ٳ��ͼ��������緶Χ�ڷ�չ�൱Ѹ�١�
���ٳ��μ�����һ����ɢ/�ѻ��ļӹ������������ϵͳ����������Ҫ�ص㣺
1)��άCADģ�ͼ������ݴ�����ϵͳҪ���д�������STL(StereoLithography)�ļ����紫�䡢STL�ļ���Ƭ��STL�ļ��ʷ���ƴ���Լ���������Ӧ�ȹ��ܣ�
2)�ӹ��ٶȿ죬�ӹ������ٶ�30m/min����
3)STL�ļ���Ƭ�õ���ƽ��������Ϣ����С�߶���ɣ�Ҫ�����ϵͳ���и��ٸ߾��Ȳ岹���������ơ���˱���Կ��ٳ��ο���ϵͳ����ϵ�ṹ��������Ƽ��Է������о���
2������ϵͳ�ṹ
ģ�鿪��ʽ����ϵͳ�ǵ�������ϵͳ�ķ�չ����CPU����ʽ����ϵͳʵ�ֵ���Ҫ;��������ϵͳ��PC����PC��������;����1)��PC������������ģ�飻2)������ϵͳ������PCģ�飻3)�������ļ�����ʽ���������س������а�CNCģ�����PC������PC����һ����Ҫ��ʽ�����ڿ��ٳ�������ϵͳ�漰�����ӵ���ά��Ƭ�������û���Ϣ���������ݼӹ��Ѻõ��û����棬Ҫ�����ػ�ǿ��Ĵ������������������ƿ��ٳ�������ϵͳ�Ĺ����У���λ�������˹���MCT�˶�����������λ�����ù��ػ������������ṹ����������ģ�黯��Ӳ����ƺͻ��ڣ�in��o��s�����µĶ��߳��������������ƵĿ��ٳ�������ϵͳ����չ���ٶȿ졢���пɿ����ݴ�����ǿ��
2.1��MCTϵ���˶�����������
MCTϵ���˶�������������Ħ�ſƼ�����˾�IJ�Ʒ��������CPU��������TITMS320C 3140MHz DSP��������ͨ��ISA��PCI������US�¸��ٽӿ������ػ������ӣ������ṩ2��8��ĸ��١��߾����ŷ����ƣ�ÿ����ŷ�ˢ������Ϊ10��s�����ػ����Բ����κ�PCϵ������
2.2������ϵͳӲ���ṹ����ԭ��
�����Ϸ�����֪�����ٳ��λ�������ϵͳ��һ����������ϵͳ����һ������MCT8000F4�����˶�����������������ϵͳ�Ŀ������ģ�������ɸ��˶���Ŀ��ջ����ơ����뿪��������/�����ģ��������/������߾���λ�ü������¶ȿ��ƽӿڣ��ܹ�������������͵ļӹ����ݡ�������������������������Ϣ���ڶ������ù�ҵ���ƻ�(IPC)����������CNCϵͳ�ļ��й���������̬���桢ʵʱ��Ƭ�����̹�������Ϣ�������������ú���ʾ��������һ���������ݺͿ������
���ػ��ϵ�CPU��MCT�������ϵĵ�TITMS320C31DSP��������ʽ˫�������ṹ����������������ʵ����Ӧ�Ĺ��ܡ�����ϵͳ�Ľṹԭ��ͼ��ͼ1��ʾ��

ͼ1������ϵͳ�ṹԭ��ͼ
Motion���ؿ���һ�����ؿ�����������λ�������ǿ��ŵģ�����ϵͳ������Ϊ��λ����������λ�����������֣���Ҫ�û����Ƶײ����λ��������λ����������Ҫ�����ǽ�����λ����ָ��岹���㡢λ�ÿ��ơ��ٶȿ��ơ�IO״̬���Ƶ�ʵʱ������λ������Ӧ�þ������¼��ֹ��ܣ����ܲ�ߡ����µ�ʵʱ��Ϣ���룻�ӹ����̵�ʵʱ��̬���棻�ӹ������洢�Լ����籣������̬����ģ��Թ���ƽ̨�����ϴ�����Ԫ�Ķ��ַ�ʽ���ƣ����ܱ��ķֲ������Լ����ش������ɵ����ݴ������ܣ�������ϡ��������ܣ�����λ��ʵʱ����ͨѶ���ܡ��û����Ը����Լ����������Ҫ���Motion���������ص��дִ��Ч�����ŵ����س�����ʱ����λ�����Ƚ������ļ����ظ���λ��(MCT�˶�������)����λ���Զ���ʼ���С�����λ�����й����У���λ����������λ��������롣
����������λ��ͨѶ�Ŀ���ģʽ�£�����ϵͳ�ĺû����Ĺؼ�������������λ��������ͨѶ˳�����С�
MCT�˶�������������֮���ͨѶ���Բ�ȡ���ַ�ʽ��һ��������ͨѶ��ʽ����һ��������DPRAM��������ͨѶ������ͨѶ��ʽ��ָ������ָ���ĵ�ַѰ��MCT�˶�������������ָ���ĵ�ַ��MCT�ϵ����߾�����ͨ��DPRAMͨѶ��ָ����λ����ָ�����ڴ浥Ԫȥ��ȡ���ij������ݡ�ͨ��DPRAM����ʵ���ڳ�������й����У�ʵʱ��ȡ������������״̬�Ͳ���������ͨ��DPRAM�������ݴ�ȡ����Ҫ����ͨѶ�ڷ�������͵ȴ���Ӧ�����������ʱ���ٵĶ࣬��Ӧ���ٶ�Ҳ�Ϳ�öࡣMotion���ؿ��ڵ�ַ60000H����128���ֵ���ȴ�״̬SRAM�����س�����Ҫͨ���������ڴ���������ݡ�������˵����λ��ͨ�������ڴ洫�����ݣ���λ�������ȡ�����ڴ��������ִ���˶���������������ڴ��Ƿֳ����������������������������������������λ���������������������Ĺ����ڴ棬�����ݽ�����������֮��Ĵ�С����ͨ����λ���������.cm���ļ����ɷ��䡣����PRAMΪ��������ʾ��SRAM0Ϊ��������ʾ��orgΪ��ʼ��ַ��legΪ�ڴ泤�ȡ��û����Ը���org��leg�������ֵ�����������������������ˣ�����Motion���ؿ��Ŀ��������ṹ������������ϵͳ�Ľṹ������ͬ��
/ Sectional locationin to memory /
MEMORY
{
ROM��org=0��0len=0��1000 / INTERNAL4KROM /
VECTORS��org=0��808fcllen=0��3f / VECTORSINSRAM /
RAM0��org=0��809800len=0��400 / RAMBlock0 /
RAM1��org=0��809c00len=0��3cl / RAMBLOCK1 /
PRAM��org=0��61000len=0��10000 / EXTERNALRAMforPROG /
SRAM0��org=0��71000len=0��f000 / EXTERNALRAMforDATA /
SRAM1��org=0��80000len=0��80000 / StaticRAM1 /
}
/ SPECIF��THESECTIONSALLOCATIOnINTOMEMO R�� /
ͼ2��.cm���ļ��ڴ���䶨��
3�������ṹ
����������֪����λ��������ͨ�������ڴ�����λ���������ݣ����������Ľṹ��ͼ3��ʾ��

ͼ3��MEM200-D���������ṹͼ
3.1������ͨѶ�ṹ
Ҫ˳����Ч�Ĵ������ݾ�Ҫ������������ݴ������ʽ��Motion���ؿ��ӵ�ַ6000H��ʼ��128����ȴ�SRAM��������λ��������Ҫռ��һ�����ڴ棬����128���ڴ汻�����3�����ڴ�(��ͼ4)����������������1��������2������������Ϊ��������Ŀ����һ������Ϊ�ӹ�����ʹ��ʱ����һ����������λ���������ݣ����Ч�ʡ�
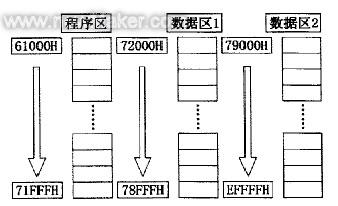
ͼ4��128��SRAM����ʾ��ͼ
һ����˵��MEM���յ�·��ɨ����ʽ�����֣�����������֧�źͿճ̡���������������ϵͳ����PMAC����ϵͳ��AT6400����ϵͳ������ͬһ������(��������������֧�š��ճ̡��ٶ����á���˿�Լ�����������Ϣ)����һ��ͳһ�������ļ�����������ص�����ϵͳ��������ϵͳ�������ɹ��ն�����������Motion����ϵͳ��˵����λ�����ݸ�����ϵͳ�������ݣ���������ǻ�����һ���Ǻ��Ѵ����ġ�
Ϊ�˽��������⣬����������·�����ĸ��һ��������·�����ĸ������Motion���ؿ����һ�������ڴ�ɨ����������ݡ���������������������֧�źͿճ̣���������ͳһ������һ��������·������ÿ��·��ͨ��˫����ķ�ʽ�洢��������1��������2��
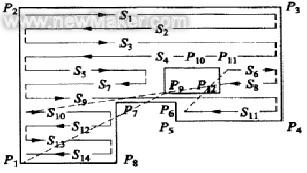
ͼ5����λ�����߳̿��ƿ�ͼ
��ͼ5��������P1-P2-P3-P4-P5-P6-P7-P8-P1��������P9-P10-P11-P12-P9������S1-S2-S3-S4-S5-S7-S9-S11������S6-S8������S10-S12-S13-S14�ֱ�Ϊ������һ��������·����������һ��������·�����ķ����ǣ�����������һ����������һ��������·����������������ɨ���������һ��·��������Ҫֹͣ��˿���ճ̵�һ������ʱ������ʼ��һ������·��������֧�ţ���������ͬ��
һ����������·����������λ�������ͨѶ���ݰ���MEM���յķֲ����ݱ�������һ����������·������ÿ��������·������ͨѶ���ݰ������DZ���λ��������˫����ķ�ʽ���͵�����1������2����λ�����Ƴ������ڹ���������1��������2���Ӷ�������������̡�
3.2����λ�������Ķ��߳̿��Ʒ���
���ݿ��ٳ��ι��յ��ص㣬��λ������Ӧ�þ������¼��ֹ��ܣ����ܲ�ߡ����µ�ʵʱ��Ϣ���룻�ӹ����̵�ʵʱ��̬���棻�ӹ������洢�Լ����籣������̬����ģ��Թ���ƽ̨�����ϴ�����Ԫ�Ķ��ַ�ʽ���ƣ����ܱ��ķֲ������Լ����ش������ɵ����ݴ������ܣ�������ϡ��������ܣ�����λ��ʵʱ����ͨѶ���ܵȡ�����λ���ĸ��ֿ��ƹ����������֯������ʹ���ܹ���ЧЭ����������һ������ϵͳ��������е�һ���ѵ㡣������ϵͳ����У��õ��ˣ�in��o��s�Ķ��̼߳�����
�߳��ǣ�indows����ϵͳ�Ļ������ȵ�Ԫ�����Խ�������ģ�����ڶ������߳��С�ͬʱ����ģ�鰴������Ľ��ȳ̶ȣ����Էֳ����֣�һ����ʵʱ���Ʋ��֣�����ʵʱ���ģ�飬һ���Ƿ�ʵʱ�Կ��Ʋ��֣���������趨ģ�顣����ʵʱ���Ƶ�ģ�飬�����ڲ���ϵͳ���ں��У���Ϊ�ں��߳����У����ڷ�ʵʱ�Ŀ���ģ�飬���ڲ���ϵͳ��ϵͳ�У���ΪӦ�ó���ijһ���̵�һ���߳������У���Щģ�����Ӧ��Ҫ������in��o��s����Ϣ�Ŷӣ���Ӧ���ٶȻ���һЩ�����Ƿ�ʵʱ�Ŀ���ģ����Ҫ����һЩ�����Ŀ������ã����������������Ҫ��
����λ����������ϵͳ�ĸ���ģ�鿪�����Ժ��ո�ģ��Ŀ���Ҫ��Ľ��ȳ̶Ƚ������ȼ��Ĺ滮��Ȼ��һ������ϵͳ��ʱ����ģ�飬������ϵͳ�ĸ���ģ����е��ȣ��Ӷ�ʵ������ϵͳ��Э�����У���λ�������Ķ��߳̽ṹ��ͼ6��ʾ��
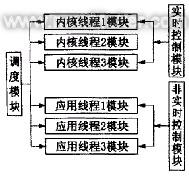
ͼ6����λ�����߳̿��ƿ�ͼ
4��������
���ٳ��λ�����ϵͳ�ĺ����ԺͿɿ���ֱ��Ӱ����ٳ��εľ��Ⱥ��ȶ��ԡ���������ϵͳ��ͨ�ù�ҵ���ƻ�Ϊ֧��ƽ̨�����ù���ǿ����˶�������MCT�е��岹���㡢λ�ÿ��ơ��ٶȿ��Ƶ�ʵʱ����ʵ��֤�����Թ��ػ�Ϊϵͳ֧�ŵ�Ԫ��MCT�˶�������Ϊ����ϵͳ���ĵ�����ϵͳ�������˿��ٳ��ͼ����Կ���ϵͳ��Ҫ��
���ø�����ϵͳ����ĵ��������ͼ7��ʾ��
ͼ7��������ĵĵ������ԭ��
[�����]
[1]������Ħ�ſƼ�����˾.MCT8000F4/8100F4/8200F4ϵ���˶�������Ӳ��ʹ���ֲ�.2001
[2]������Ħ�ſƼ�����˾.MCT8000F4/8100F4/8200F4ϵ���˶�����������ʹ���ֲ�.2001
����飺κ����(1977-)���У��廪��ѧ��е����ϵ��ʿ�о�����
��ʮ�ˡ����ٳ�����Ƭ���ݵ��Ż��㷨�о�
�п�Ժ�����Զ����� �Լ��� ��ΰ�� ��Խ��
ժ��Ҫ��Ϊ���ܹ�˳���ؽ���STLģ����Ƭ�������ݵĽ�һ������������˶���Ƭ���ݽ����Ż��������㷨��������STLģ�͵�ȱ�������Ƭ֮���������Ϣ�����д������������ݣ������һ���������ݵ��˳��㷨�������Ƭ�����IJ���գ���������Ч�������㷨��ͬʱ�����˶���Ƭ����������߽�����Զ�ʶ����㷨�����㷨��Ч������˺��������ݴ�����Ч�ʺͳ��ͼ��ļӹ�������������������͵ļӹ����ܡ�
�ؼ��ʣ����ٳ������죻STL�ļ��������Ż�
1�������Կ��ٳ��ͼ���(RapidPrototypingTechnology)��һ�ֻ�����ɢ�ѻ�����˼������ͳ��μ���[1]����80������������õ���Ѹ�ٵķ�չ����������������������ԡ����켼���ĸ߶ȼ��ɻ��Լ��ʺ������켸���κ���״�ȵ��ŵ�㷺Ӧ���ڻ�е�����ӡ���������ߡ�ͨѶ�����պ�����������������ԭ��Ϊ����CADģ���ڼ����������Ƭ������Z������Ƭ��ɢ���õ�һϵ�о���һ����ȵı�Ƭ��Ȼ����(���������)�ڼ�����Ŀ������ڶ�ά����Ƭ�����Ϲ̻���ճ��ijһ���Ӷ��γ����ʵ���һ�����棬�����ͬ���̻���һ�����棬��˷������ѻ����γ�һ����ά��������ٳ��μ����������칤�յIJ�ͬ���Է�Ϊ������ʵ������(LOM)��ѡ���μ����ս�(SLS)����̻���(SL)�����ڳ������취(FDM)����ά����ӡˢ��(TDP)�ȡ�
STL�ļ���CADʵ������ģ�;����ǻ���������������ļ�����������ռ�������Сƽ��ƽ�ԭCADʵ��ģ�ͣ���ΪSTL�ļ���ʽ���Ҳ���Ҫ���ӵ�CADϵͳ֧�֣������Ѿ���չ��ΪCADϵͳ����ٳ���ϵͳ֮�����ݽ�����ʽ�IJ����ı�������STL�ļ��ڿ��ٳ����������ż���㷺��Ӧ�ã�������ȱ��Ҳ��ʮ�����Եģ�����ȱ��������Ƭ֮���������Ϣ�����һ������ѷ졢��϶����Ƭ�ص��ͷ�������ת�Ĵ���[2]������STL�ļ������е�ȱ�ݣ�ʹ����Ƭ֮��õ���������Ϣ�д������������ݣ���������������߲���յȴ���������Dz�����Щ�������ݺʹ����Դ������ͺ��ѽ����Ժ��ߵİ뾶�������Ժ����ݴ�����Ӱ������ӹ����ȶ��Ժͼӹ�Ч�ʣ��������ܳ�����ȷ�������״����˶Խ����������ݽ����Ż��������Ե�ʮ�ֵı�Ҫ��
2����Ƭ�������ݵ�����
STL�ļ�������ռ�С����������ʾ����ı��棬��ÿһ���ռ�С��������Ƭ�������ε�������������꼰��������Ƭ�ķ���������������������������ڲ�ָ���ⲿ����������������Ĵ����뷨�����������ֹ���
STL�ļ���ÿ���ڵ�����������ֻ����һ�������ߡ�STL�ļ������ָ�ʽ��һ����ASCII��ʽ����һ���Ƕ����Ƹ�ʽ��ASCII��ʽ��STL�ļ����пɶ��ԣ���ռ�ýϴ�Ŀռ䣬��Լ�Ƕ�����STL�ļ����屶��
ASCII��ʽ��STL�ļ��ṹ���£�
solid ASCII����������������������//ASCIIΪ�ļ���
facet normal nx ny nz//��������Ƭ�ķ�����
����outer loop
��������vertex V1xV1yV1z//����V1������
��������vertex V2xV2yV2z//����V2������
��������vertex V3xV3yV3z//����V3������
����end loop
end facet
�ڿ��ٳ��ͼ����У���ģ�͵���Ƭ����ʵ���Ͼ���һ��ƽ���ƽ���Ĺ��̣�Ҳ������ƽ����XOY��һϵ��ƽ��ƽ������ģ�͵�������Ƭ�Ĺ��̡�ʵ�����������Ҳ������Ϊ��ֱ�ߺ�ƽ������������������Ƭ�������ߺ�ƽ����XOYƽ���������������У�����ѡȡ��Ƭƽ��(z=zi)��Ȼ����STL�ļ������������Zƽ���ཻ������������Ƭ����¼��������һ�������㣬����STL�ļ�û�д���Ļ����ͻ�õ�һϵ��Zֵ����ͬ�ķ�յĽ�����������Ρ�
STL��Ƭ֮��Ľ���������Ϣ��ָ��һϵ������㼯��˳�����ӹ��ɵĶ�����ߡ����е�i�����ߵĵ㼯Ϊ��
Vi={v1��v2������vn}����n������
���DZ��������������
1��������Ӧ���Ǽķ�յģ�����һ������Ρ���Ӧ�ô������ཻ�Ͳ���յ���������ཻ��������ٳ��֣�����ֻ�ԱȽϳ�������������ո�������Ӧ���㷨��
2vn�����������������ߵ����ٵĵ㡣���в�Ӧ�ô��ڶ�������ݵ㣬���Ķ���������ȥ�������һ����Ч���㷨��
3��Ƭ֮��õ�������յ������γɵĽ����������ʵ������ı߽磬�������Щ�߽�ʶ���з����Դ�����������涨Ϊ���ط������ǰ��ʱ�������ܱ�������࣬��ͼ1��ʾ��

ͼ1����������߽�ķ���
3��������Ϣ����������㷨
3.1�������������Ϣ
����CADϵͳ�ļ��㾫���Լ������ܵ�©�������⣬�������CADģ����STLģ��ת��ʱ���ڴ���������Ľ��紦����ֿ���ȱ�ݣ���Щȱ�ݵĴ��ڻᵼ����Ƭ����������IJ���ա���ʵ�ʵ���Ƭ�����У����ȶ�STL�ļ������ڽӹ�ϵ������[3]��ÿһ��С��������Ƭ���������ڽӵ���������Ƭ������ij��������Ƭʱ����������ҵ�Ҫ�еĵ�һ�������Σ�Ȼ��Ѱ����������ε��ڽ������Σ��ҵ����������������Ƭ��Χ�ڣ���ô����������������Ƭ��ÿ��һ�������ζ���ͨ�������ڽ������ν�����һ����Ƭ��ֱ���ص���һ�����е������Ρ����STL�ļ��п�����ô�ڿ��ܱߵ�С�����ξͻ�ֻ����������ֻ��һ���ڽ������Ρ�����������£���Ƭ���̲���ص���һ�����е������Σ����һ�������߱��ֳ������������Ρ�
��ͼ2��ʾ����ij�����������Ƭʱ�����ڿ�����ɵIJ���գ������н���ǿ�Ʊպϵ������

ͼ2������ս���������ǿ�Ʊպ�
3.2������������Ϣ�������㷨
���߰���Ƭ�õ����������ݴ����ѭ�������У����ͬһ�����ж������������ÿһ����������һ������������һ���������������ڴ��ֳ��˼��Ρ�����Ϊ���������ݽṹ��
������ͷ�ڵ�Ϊ��
struct Head
{
floatLayHeight������//�ò������ĸ߶�
boolInOrOut��//�����־���Ϊ0
boolHaveBug��//�����־�������д�Ϊ1
DataPoint*Pointer��//ָ�롡
}
���ݽڵ�Ϊ��
struct DataPoint
{
floatXdata��Ydata��//���ݵ��x��y����
boolHaveGap��//�ϵ��־
DataPoint*Pointer��//ָ��
}
�ڱ����У������������գ���ͷ�ڵ��ô����־���ڶϿ����������ݽڵ�Ķϵ��־����ͼ3��ʾ�����������պϣ�ͬһ�������ֳ�������������AB��AC����������Ϣ���ݶ������ͬһ�������У��������������ߵ�������ܲ���ͬ���Ͽ���֮��ľ���һ��ʮ�ֽӽ������Կ��ԱȽ����ؽ��Ͽ��������ϡ�

ͼ3������յĽ���������������
�����������ݲ���յ������㷨���岽��Ϊ��
(1)����������Ϣ�����������ͷ�ڵ�Ĵ����־�����������û�д��������µ���������������д�������(2)��
(2)�������������ڵ�Ķϵ��־���ҳ����жϿ��㡣
(3)��������Ͽ���֮��ľ��룬���Ӿ���Ͻ��ĶϿ��㣬�����������������ߵķ�����ͼ3(a)��ʾ��һ���д�����Ƭ����û�н���ǿ�Ʊպϵ������ͼ3(b)Ϊ������Ľ����
4��������Ϣ�������ݵ��˳��㷨
4.1��������Ϣ�������ݷ���
����STL�ļ���ʽ�������ص㣬ʹ����Ƭ֮��õ��Ľ���������Ϣ�д������������ݣ���Щ�������ݵĴ��ڣ�����Ӱ���Ժ����Ϣ���������ߵİ뾶����[4]������Ӱ����������ļӹ������һ��ֱ�߶�ν��в岹����ɼӹ����̲��ȶ���Ч�ʵ��¡�
STL�ļ��Ĵֲڳ̶������STLʱCADϵͳָ������������йأ���STLģ�͵���������Сʱ��������������������������Ƭ��Ŀ�϶࣬��STLģ�͵��������ϴ�ʱ��������������������������Ƭ��Ŀ���١�������Ϣ������һϵ��ƽ����XOYƽ��Ľ�ƽ��ȥ�ؽ�STLģ�ͣ��õ���STLģ����ij��ƽ���Ͻ�����������������ڽ�������ӹ�ʱ��������������Ĺ�Դ��ɨ�����ʵ�岿��ʱ��Ϊ��ʹ������ӹ⻬����С�ֲڶȣ���Ҫ���н��������͵�ɨ�衣����STLģ�͵ľ��Ƚϸ�ʱ����Ƭ�õ������������д�����ϸ���߶Ρ�ͬʱ��ͬһ��ֱ�߶��ϻ�����ڶ�����ݵ㣬�Լ���ͬһ�����ݵ����ж���غϵ�Ĵ��ڡ���ͼ4��ʾ���ؽ�ƽ��L1����STLģ��ʱ�ڿ�������V1�����õ������൱��С���߶Σ��ؽ�ƽ��L2����STLģ���Ǹպþ�������V2���ڵõ���������Ϣ�оͻ���ڼ���������ȫ��ͬ�����ݣ��ؽ�ƽ��L3����STLģ��ʱ������С������F1��F2��F3��ͬһ��ƽ���ϣ��ڵõ���������Ϣ�У�ֱ�߶�T1T4������������ඥ������T2��T3��

ͼ4��������Ϣ�������ݵIJ���
��������Ϣ�е�С�߶Σ��ڵ�ǰ�Ŀ��ٳ���ϵͳ�ľ����£��������岹�ӹ�������ȥ����Щ���ݣ��غϵ��ͬһ��ֱ�߶εĶ��������ݣ�Ӧ������
4.2���㷨ԭ��
Ϊ����Ч��ȥ���������ݣ������н�������Ϣ�е�ֱ�߶���Ϊʸ��������ͨ������ʸ����ģ�ķ���ȥ���������ݡ���ͼ5��ʾ��ͨ��������ʽ��

ʵ�����Ǽ���������APB������������ʽ��
|S|�� ��( Ϊ�������Χ)��(2)
��( Ϊ�������Χ)��(2)
�����������ȥ����A��
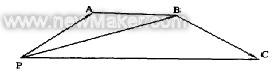
ͼ5���������ݵ�ȥ������
�����㹫ʽ(2)ʱ����Ϊȡֵ��С������|PA|��|PB��sin��APB��������һ��ֵ��С����ʱ��A��Ϊ�غϵ����PAB��ͬһ��ֱ���ϣ�Ҳ�п���������PABʮ��С��������С�ڼӹ����ȣ����Խ�A��ȥ����
���ֻʹ�������㷨�еĹ�ʽ(2)�жϽ���ȥ����������ʱ�����������������ʱ���ܻ����������ͼ6a��b��ʾ��ABCDE֮��ľ����൱�������ȼ���������PAB����������㹫ʽ(2)��ɾ����A��ͬ�������BCD��̱�ɾ�������ֻʣ��E�㣬��PE����PABCDE����������ۼƣ�������ɽϴ����
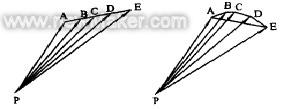
ͼ6������غϵ�ɾ�������
�ۺ������ᵽ����������������Ӧ���㷨�����ڱ��Ľ�������Ϣ���ݴ����ѭ�������У�����ɾ��������ִ��Ч�ʽϸߡ�
Step1���ж�������APB������Ƿ����㹫ʽ(2)��������㣬����Step2������ת��Step4
Step2������������APB������Ƿ�����㣬��������㣬ֱ��ɾ��A�㣬ת��Step4���������Step3��
Step3�������߶�AB�ij��ȣ����ABС���趨��ֵ��(��ABΪС�߶�)���ټ���BC�ij��ȣ����BCС����������������������߶εij��ȣ�ֱ��E�㣬ɾ��BCD�㣻���ABС������ɾ��A�㡣
Step4�������µ�������Ϣ���ݣ�ת��Step1��
Step5������ͷ�ڵ㣬������
5��������������߽���Զ�ʶ��
��STLģ����Ƭ֮�õ�����һϵ�н�����������Σ���ÿһ�������ϣ������ж����������Σ���Щ��������ο�����ʵ����ڱ߽�Ҳ������ʵ�����߽磬�еĿ��ܺ��ж����߽���ڱ߽�[5]��Ϊ���������ݴ����ܹ�˳�����У����뽫��Щ��������������߽����ʶ�𣬲�ʹ����������ѭ��߽���ʱ�롢�ڱ߽�˳ʱ��Ĺ�����STLģ�͵���Ƭ�����߽������е��ص㣬�������һ�ּ�����߽�ʶ���㷨��
���塣��������ε���������ָ�ڶ���ε����ж����У�x����ֵ����y����ֵ��Խ�С���Ǹ����㡣
�ɶ����֪������ε�������ɶ�ʱ����ε����㣬ͨ������������ж���������ε�������ͼ7��ʾ��ViΪ����ε������㣬�����㣬��ͨ������Vi���ڽ��������ߵ�ʸ���������ж϶����Ϊ˳ʱ�뻹����ʱ�롣
����s=Vi-1Vi��ViVi+1(3)
���s�����㣬��ö����Ϊ��ʱ��(��ͼ7(a)��ʾ)�����sС���㣬��ö����Ϊ˳ʱ��(��ͼ7(b)��ʾ)��
ͼ7�����������������б�
����߽�ʶ�����ϸ�㷨�������£�
Step1�����������������������ε�x����ļ���ֵ�㡢��Сֵ���y����ļ���ֵ�㡢��Сֵ�㣬��Щ�����ڵĶ����һ��Ϊ��߽磬������Щ���������߽��־��
Step2��ȡ����δ����־��һ������Σ��ҵ������㣬�Ӹõ�����x�����������ߣ�������������ж���εĽ�����������������Ϊ��������˶����Ϊ�ڱ߽磬�����ڱ߽��־�����������Ϊż������˶����Ϊ��߽磬������߽��־��
Step3���ж��Ƿ���δ���߽��־�Ķ���Σ����У���תStep2��
Step4��������������ε������㣬���ݹ�ʽ(2)�ж϶���ε��������Ϊ�ڱ߽磬����������Ϊ˳ʱ�룬��Ϊ��߽罫���Ϊ��ʱ�롣
Step5��ֱ�����ж�����б���ϣ��Զ�ʶ�������
�㷨����Ҫ�ҳ����������������ε������㣬Ȼ��������λ�õ�������ʶ���һЩ����߽磬��Ȼ����ʶ���㷨��ʱ�临�Ӷ�����������ж���εĸ����ͱ����йء����㷨��һ��ͨ�õ��㷨���ʺ��ڽ�����������һ����������߽�������
6���ᡡ��
(1)�����������������Ĵ��������㷨�����ڽ�����������յ�������ܹ��ϺõĽ���������
(2)ͨ���Խ���������Ϣ�������ݵ��˳�������˺��������ݴ������ٶȣ��ڲ�ʧ���ӹ����ȵ�����£���ӹ����ȶ��Ժ�Ч�ʡ�
(3)ͨ�����ý�����������������ε���������ٵ�ʶ���ʵ���������������߽磬Ϊ���ٳ��μ����м����߰뾶��ʵʱ�Զ������ṩ�˱�Ҫ��ǰ�����������ĵ��㷨�Ѿ�Ӧ�õ������̻����ٳ���ϵͳ�У�ʵ��֤����Ч����Ϊ���롣
�����IJο����ף�
3��С��.���ܻ��Ŀ��ٳ�����Ƭ�㷨[J].�й���е���̣�1997��8(5)��49-51.
4������ФԾ�ӣ�������.LOM�����м����߰뾶���Զ������㷨[J].����������ѧѧ����1996��24(10)��26-29.
5������ФԾ�ӵ�.ʵ�������������߽���Զ�ʶ���㷨[J].����������ѧѧ����1996��24(10)��23-25.
��ʮ�š�����RP�Ŀ������켼��
������ͨ��ѧ ¬���� ��һƽ ��ƽ
ժҪ ���Ľ����˻��ڿ���ԭ������ļ�������ϵͳ��������ϵͳ�ļ�����Ҫ������ɲ��֣�������ԭ�͡�����ģ�����졢���ٷ��̼�����INTERNET����RPԶ������������½�����RP/RT�����ڹ�����ķ�չ��״������Ч�漰����ǿ��ҵ��Ʒ������������Ҫ���á�
�ؼ��� ���ٳ��� ����ģ������ ���� Զ������
�Ƽ��Ľ�������Ϣʱ���ĵ������������ѵĸ��Ի��������г��Ŀ��ٶ�䡣ֻ�о߱����г�Ѹ����Ӧ��������ҵ���������淢չ������ԭ�ͣ�Rapid Prototyping������ģ�ߣ�Rapid Tooling�����ٷ��̣�Reverse Engineering������Ϣ��������Internet��֧���£����γ�һ������Ӧ�����ϵͳ���������Ը���ҵ����һ�ּӿ��Ʒ������Ѹ����Ӧ�г���������
����RP&M�ļ����������£�
1. ����ԭ������(RP)
�ڼ����������,CAD������������������ģ�ͱ�ͼֽ�ͼ������Ļ�ṩ��һ����Ϣ���ḻ����ֱ�۵�ʵ�塣����ͳ�����ϱ�����RPԭ����1/3��������Ϊ���ӻ����ֶΣ�����������ơ�Э�����ģ�ߣ���ͨ������������̼�����Ͷ�꣬1/3������������װ����������飬���������ѧ���顢�ⵯӦ�������ȣ�1/4��������Э�����ģ�����졣
ԭ���������һ����ҪӦ��������ҽ�ơ�������������ѧ�������ο���ģ�ͣ�����������֫�������������
��ԭ�����켼�������Ͳ��ϼ�������ͬ����Ҫ��չ�˹�̻�����SL������ĩ�սᷨ��SLS�����۶ѷ���FDM�����������LOM������ά��ӡ����3DP�������̻�����SGC���ȡ���ֹ96�꣬ȫ�����Ѱ�װ����200��̨���ͻ���97������۳�����1000̨��Ԥ��98�꽫����1500̨���ͻ�Ͷ�빤����Ŀǰ��SL���ͻ�����������Ϊ���Լռ50%��FDM�������۱���������������������ͻ�𣬳����˸������������ơ��������Ҫ�Լ�λ��Ϊ������һ��5-9����Ԫ/̨����������ԭ�͵�ǿ�ȡ����Ⱦ��ϲ��Ҫ������֤��Ƹ����ѵ�˲ţ����г�ΪCAD��һ���ն˻������ơ�
�ҹ�����������ѧ��¡Դ��˾���廪��ѧ��������ͨ��ѧ�ѷֱ���LOM��SLS��FDM��SL���ͻ���������ͨ��ѧ�����°��꽫�Ƴ��ռ��ͳ��ͻ�����Ӧ�ڹ���ĸ����,�ۼ���30��Ԫ����,ʹ�óɱ�����ΪSL����1/10��
2. ����ģ�����켼����RT��
��һ�������ø������켼�����촫ͳ�����ijɹ��������������ù��������ۻ�����֬�ۡ����۵�Ͻ�ȷ�����RPԭ��ȷ���Ƴ�ģ�ߣ���Щ����ģ�ߵ�������50-1000�������˲�Ʒ���ƽΡ�
�����쳤�����ĸ���ģ�ߣ�һ������Ĺ�����RPԭ��® ��άɰ����ĥ ����ʯī�缫
���ģ����һ���յ��ص�����RPԭ�ͼ�����ĥ�������ܿ���CNC�ӹ�����Լ��CNC��̼��ӹ�ʱ�䡣һ���еȴ�С����Ϊ���ӵĵ缫һ��4-8Сʱ������ɣ����ξ���Ҳ�ϸߡ���һ���ն�����ע��ģ����ģ��ѹ��ģ����ǻģ�����ʺϡ�
����RP/RT�����ȴ�ͳ�����ؼӹ�����ģ�ߣ���������Ϊ1/3-1/10�����ý���Ϊ1/3-1/5������RT����������Ч�棬����������ҵ���RT���о�����Ͷ��������������������ʽ������RT������Ҳ����˾����������SMEͳ�ƣ���������RT����������������ʾ�����RPϵͳ���ۣ���96���95������62.7%,��RP�豸���۶������Ϊ42.6%��
������RP/RT�豸Ϊ�����ķ��������Ϊ������С��ҵ�����ѳ�Ϊ�dz����õ���ҵ������Ϊֹ��ȫ���ѽ����˽�300�ҷ��������96��ף����������2.864����Ԫ��ռRP&M��ҵ�����58.2%��
RP/RT��������ڿ����Σ�������ģ��С����һ̨RPϵͳ��һ̨CAD����վ������10��ְ������RPԭ������Ϊ���������������ڷ������������Ч�棬���������ģ������������һ�������൱��ģ��RP/RT��ҵ�����ձ���ARRK��ҵ���繫˾����15�����档�ձ�Compression��˾��8�����桢240��Ա����16��RPϵͳ��36̨CNC�ӹ����ġ�15̨ע�ܻ���65̨����վ������һ���й�Ա210����28̨RP�豸��20̨SL����6̨SLS����2̨FDM������16̨CNC�ӹ����ġ�5̨�������12̨ע�ܻ������������ҵ��Χ��չ��������ģ����о���������缫������ģ�ߡ��ַ��������������20�����ҵĹ�ģ��
������˾���̶��ʲ�Ͷ��1000����Ԫ����������SLA����ʯī�缫���ͻ��������ͻ�Ϊ���ķ������ģ��ѿ�ʼ������Ч�档
Ŀǰ����������Ƽ������ṩRP&M������������Ҫ���豸�����Ϻͼ�����������������ԼͶ�ʺ����з��ã������ʹ�������Ļ�ø����õ�Ч�档
3. ���پ�����Quick Casting��
��RP���������ṩ��оԭ�ͣ�FDM����SLS����������ȫ�����Ĺ�����֬ԭ�ͣ��ʿ���ʧ���������ʧ�����죬�����������������մ������칤�գ��������ֲڶȴ�6.4m �ľ���������Ҳ����ֱ����RP���������ѹ����о����֬ģ�ߣ��Ծ��õ������С����������Ϊ�˼�����ʧ�����������������壬RPԭ�Ϳ��Ƴ��пսṹ���пղ��ֻ����Լ��Է���״֧�ţ�����ǿRPԭ�նȡ�����RPԭ�Ϳ��Ժ�����������ȴ�ܵ��Ƚṹ����RPԭ����������ֱ����Ϊע��ģ��������������ϼ����Թ���Ʒ������ʹ�á�
RP��QC���ϣ���Ϊ��Ʒ�����ڵĽ����������ṩ��һ��������Ӧ����������Ժ��졢���ա�����������,������״����dz����á�
4. ���ٷ��̣�Rapid Reverse Engineering��
�����Ѿ�����������ɹ�����άCAD������������UG��Pro/E��I-Deas�� Solid Works�ȣ���������Щ��������һ�����ӵ����ģ�ͣ������൱��ʱ�Ĺ�������ʱ���̽��ṩ��������ʵ���Ҫ��ʵ������ģ�������Ļ�������������ϵĸĽ������ټ�⼰��άCAD�ع������ṩ����ʵ��ֱ�ӻ��CADģ�͵�;�������ķ���һ����CMM���������������������CMM����⾫�ȸߣ�����������ʱ����������֪��������״���Ա���CNC������һ���Ǽ���ɨ�跨�������ù������ʵ��ÿ�������ɨ�裬��CCD������������ܼ������ݡ����ַ����ľ����ԲĿǰ�ɴ�0.05mm����һȱ�����й�ѧ�ϵ����㣬��������ڱ�������Ϊ���������ַ����Dz��з�������RP�������͵�����̡����ó��������������װ��������ϳ��һ���ϳ����������CCD�����ýز����ݣ����ȿɴﵽ0.02mm���������㹤������ľ���Ҫ�����˲������ݣ�����Ҫ��ά�ع�����������CADģ�͡���ά�ع������Ĺ����Ǿ����������ݣ��ҳ�����Ľ���㼰�����㣬ʹ������CAD��������ƥ�䡣���ͨ������CAD�������Զ����CADģ�͡�Ŀǰ������������ͨ��ѧ�ڿ����������
����һ�������븴������������Ϣ���˹�����CAD��������Ҫ��ö࣬һ��ϸ��ӵ���С���������Сʱ������ɣ���CAD�����˹���������Ҫ���������ɣ�ͬʱҲ����˶���Ա�ļ���ˮƽҪ��
5. RP��Զ���������
��Ϣ�����ķ�չ�������û���������֮��ľ��룬ͬʱҲ�ı�������ҵ����ò������INTERNET����Զ����ƣ�Զ����������γ�����������ϵͳ��AM��������RP����ֻ��ҪCAD��STL��ʽ���ݣ�����Ŀǰ����CAD�������߱��ģ������漰�����ؼӹ���CAM/CAPP������⣬���Կ��Էdz�������ṩRPԶ���������Ϊ�ˣ�������ͨ��ѧ��ȫ����е���칤��Э����ٳ�������ֻ�֮�У��ѽ������й�RP&M����վ�㣬Ϊ�ҹ�RP�����̣�RP����Ӧ�÷������ģ�����Ժ��������û��ṩ��Ϣ������ʹ�ҹ�RP&M�����ķ�չ��Ӧ���ƹ㿪ʼ����һ���ߵ���㣬��һ�������Ļ�����ͬʱ����Ϣ������ʹ�ҹ�����������Դ�õ���ַ��ӣ�ʹ�û�������õ�������Ӧ���й�RP&M��Ϣ�������Ľ��ڹ�ͨ�û���RPӦ�÷������ķ��淢�ӻ������á�
6. ���ɵĿ�����Ӧ����ϵͳ
CAD��RP��RT��RRE��QC������ɣ������γ�һ���ջ��ļ��ɵĿ�������ϵͳ��
�봫ͳ�Ļ�е�ӹ�������ȣ���ϵͳ�����¼��������ϴ�������˹��ڣ������������
1��CAD® RP������ת�����Զ��IJ������ӹ��豸��û�д�ͳ�ӹ���CAPP��CAM��̻���,��Լ�˹���,�����˶���Ա�ļ���Ҫ��
2��RRE�γ�һ�����ٽ���CADģ�͵�ϵͳ�����˹��������ס����Լ������ʱ�䡣
3���ջ����죬������CAD����ģ�ͣ��Բ��������ջ������������Ҳ������CAE����Ԥ������CAD��Ԥѡ������
�ջ��������һ��Խ���ǿ���ͨ��CAE������Ԥ�������ﵽһ������ɹ����������® ����® �Ķ�η�����ɵ�ʱ��Ͳ������˷ѡ�
7. Ӧ��ʵ��
������ͨ��ѧ�������п�����LPS-600������ٳ��ͻ���ʯī�缫���λ�������ģ�����켼����Ϊ��ҵ�翪չ�˷��������ṩ�������������ο���
1) ��ʾ��ƫת��Ȧ������
�ʺ�ʹܳ��ڿ������ӻ���Ʒ��ʱ,��Ҫһ��������������Ϊ����ر��ӣ�������ģ�߲ſ����죬�軨����ʮ��Ԫ������ʱ�䣬�����²�Ʒ�����Σ���һͶ�����з��յġ�
����RP������������CAD������ݣ�����10��Сʱ�������ԭ������������һ���ͺŵĸ������ķ����в�����CT�����������ݣ���CAD�ع�����������Ȧ���������棬CAD����ƽ̨��Pro-E��
2) �����յ���Ҷ����֧��
ij�����յ�������������Ϳյ�����֧�������ڹ̶�����ģ������й̶�ҶƬ��Ҷ���Ƕ�ҶƬ��װ���ڵ�����ϡ���LPS-600A������������������24Сʱ����RPԭ��ֱ��װ���ϵ������װ���������Գ�����������÷�����������ҶƬ����8�����ӵ�12����24Сʱ��������һ���µ�֧�ܼ�Ҷ�֣������Գ�������������²�Ʒ�������ڡ�
3) �����������
�������ṩ�˽�߱������������ͣ�Ϊ���γ�Ͷ������Ʒ������CAD����������ܽṹ����RP����������ԭ�ͣ������˹��������Ƴ�ģ�ߡ��ù���ģ��ע��֬��Ʒ������ƺ������Ͷ������Ʒ���Դ˻������ʮ����Ԫ�Ķ�����
4) ��ý��ʵ��ֿ�
����25��ʵ����������˽ϴ�ı䣬���ڲ���װ�ߴ�����������е������������Ҫ����Pro-E�����������ƣ���LPS-600A�����϶�ǰ��������RPԭ�ͣ���ʱ79Сʱ�����ھ���RP��������������������ģ�ߵķ��ա������ֿǵĶ�ý������Ѿ����С�
5) ����ע��ģ
�������ҵ�ʯ�����ͣ����ù�����ģ���ɣ�ʹ���͵õ��������ƣ�Ȼ���ù���ģ��������άɰ�֣���������ͨ��ѧ������ʯī�缫���λ�GET-500����������ĥ����ĥ������ʯī�缫���õ�ӹ�����ģ��ǻ���ȴ�ͳ����缫��������Լ��ʱ��ͷ��ã�ͬʱ�����ҵ�˼��õ��˳�ֵı�����
�ҹ�����ҵ�����ž����ս����ҵ�Ƿ�߱�Ѹ����Ӧ�г��������ѳ�Ϊ���������Ĺؼ���ֻ�о߱����ٲ�Ʒ��������������ץס�г�����������ͨ�����ٵ�ѭ�����ϸ���������ռ���г���ͳ�����ݱ������������еļ��ҹ�˾������ռ���г�80%���Ϸݶ�����������켼��������Ҫ�أ��������ɱ��������ʣ��ѱ��µ�T��ʱ�䣩��Q����������C���۸�S�����������棬��Ӧʱ���ѳ�Ϊ��һҪ�ء��ҹ������Ʒ�������г���ȱ��������������Ҫ��ȱ�����Ʋ�Ʒ����ҵ�²�Ʒ��������������Ŀǰ���ʻ����Ʒ�Ŀ�������һ��Ϊ3-6����,��Ʒ��������һ��Ϊ2��,���ҹ������Ʒ��������һ��Ϊ2��.���Ʋ�Ʒ���γ��ж������أ�����Ҫ�����������ܣ��������ܡ����ʵ����Ʋ�Ʒ����Ҫ������ε���ơ����ơ����۸Ľ����г���η���ѭ����ÿһѭ�����漰���µ�������켰ģ�����졣ģ����������Լ�ҹ��������ҵ硢�Ṥ����ҵ��չ��ƿ���ؼ����ҹ�ÿ�������ģ�ߴ�8����Ԫ����Ҫ�Ǹ��ӡ�����ģ�ߡ���RP&M���Դ���Լ�ⷽ���ʱ��ͷ��ã����ҹ���ҵ��߾��������йؼ��Ե����á���ˣ�RP&M�����ڽ������ҵ���羺���н���Խ��Խ��Ҫ�����á�
��ʮ������RP�����Ŀ���ģ������
������ ������
����ԭ�ͼ���(Rapid Prototyping�����RP)��1988�굮����������Ѹ����չ��ŷ���ձ������ھ�ʮ������������ҹ�������ԭ�ͼ���(RP)�Dz��ò����ۼ�˼�룬���������Ʒԭ�͵������ۺϼ������ѹ㷺Ӧ���ڻ�е�����������������캽�ա������ȼ������еĹ�ҵ��������ģ�߿����������ʱ������չǰ��������
һ�����ٳ������Ƚ����ִ����켼��
��ͳ�������ӹ��Dz��ϵ�ȥ��ë���ϵĶ�����϶��õ��Ƽ�����RP�����Dz��û��ڲ����ۻ������˼�룬����ά���忴��������ƽ�еġ����в�ͬ��״�IJ���ĵ��ӣ��ܿ������������ԭ�͡�����ԭ�����켼��(RP)��������������(CAD)����������(CAM)���������������(CHC)�������ŷ��������²��ϵ��Ƚ���������һ�壬���ݼ�����Ϲ��ɵIJ�Ʒ��ά���ģ�ͣ�������зֲ���Ƭ���õ�������������������ѡ���Ե��и�һ����ֽ(��̻�һ����Һ̬��֬���ս�һ���ķ�ĩ���ϻ�����ͷѡ����ٵ��۸�һ�������ϻ�ѡ���Ե����ĩ��������һ���ճ�����)���γɸ��������������ӳ���ά��Ʒ��Ŀǰ�����ѳ�Ϊ�ִ�����ҵ��֧����������ʵ�ֲ��й��̡��������켼���ͼ��������ıز����ٵ��ֶ�֮һ��
���ڿ���ԭ������IJ����У�Һ̬������֬����ĩ���ϡ������Բ��Ϻͱ�Ƭ���ϵȡ�����ԭ�����찴���β��ϼ������IJ�ͬ����չ�����������ͷ�(SL)����ĩ�սᷨ(SIS)���ۻ����ᷨ(FDM)������������취(LOM)����άӡˢ��(3DP)�����̻���(SGC)��
�봫ͳ�������ӹ�������ȣ�����ԭ�ͼӹ����������ŵ㣺
(1)��Ѹ����������������Ϊ������̬�������������еİ��ۡ���Ϳ��IJ��ֵȣ�������²�Ʒ�Ŀ����ɱ��Ϳ������ڡ�
(2)���ǽӴ��ӹ�������Ҫ���������ӹ�������ĵ��ߺͼоߣ�����ĥ���������Ӱ�졣��
(3)�����������������ϡ�
(4)��ʵ��ҹ����ȫ�Զ���������
(5)�ӹ�Ч�ʸߣ��ܿ�����������Ʒʵ��ģ�ͼ�ģ�ߡ�
����RP�������ҹ��ķ�չ
����RP�о�������1991�����ң�����¡Դ���ٳ��ι�˾���廪��ѧ��������ͨ��ѧ���Ͼ����պ����ѧ������������ѧ���Ϻ���ͨ��ѧ��������ѧԺ�ȵ�λ�ڳ������ۡ����ա��豸�����ϡ����������ȷ������˴������о���������Щ��λ�ѿ�������Ʒ��������������ԭ�͵�RPϵͳ���ڻ��ڿ��ٳ��μ����Ŀ�������ģ�߷��棺�Ϻ���ͨ��ѧ�����˾����ҹ�����֪ʶ��Ȩ������ģ�������������������ϵͳ��Ϊ������ҵ�����˶���ģ�ߣ�¡Դ��˾�ģңз�������ҲΪ��ҵ�����˶��־�����ģ������������ѧ�о�����һ�ָ�Ĥ��������������ģ�����Ƴ������Ͻ�ģ�ߺ�����ģ�顣���⣬���ڵļҵ���ҵ�ڿ��ٳ���ϵͳ��Ӧ���ϣ�Ҳ�����˹���ǰ�С���㶫�����ġ����������������յĴ�����С��졢�ൺ�ĺ����ȣ����Ⱥ���ÿ��ٳ���ϵͳ�������²�Ʒ���յ��˺ܺõ�Ч�����������ڡ����ȵؽ���һ������ҵ�ṩ���ٳ��ͼ����ķ��������
��������ԭ�ͼ�����ģ�������е�Ӧ��
3.1��������ģ����
�����������CADģ��ת��Ϊ����ģ�����죬��ģ��ÿ�����ļ�����״�����մ�ģ��Ȼ������ģ���췽�����ɿ������������������⣬�ɽ�����ԭ�ͼ����������ɵ�������Ϊ����ģ�ߵ�ԭģ��ʵ������Ŀ������죬�����Ϊ�����CAD��ά������������嶯��ѧ����(CFD)��LOMģ����������ģ������������
3.2������ģ������
��ͳ��ģ�����췽�����ڳ����ɱ��ߣ�һ������ע��ģ�����ֵҲ��10��Ԫ���ϡ�����ϵ��κ�ʧ��ӳ��ģ���϶�����ɲ�����ص���ʧ������ԭ�ͼ����ɾ�ȷ����ģ�ߵ����ĺ���ǻ��Ҳ��ֱ������ע��������������������Ա㷢�ֺ;������ֵĴ���
��������ɹ��ҹ����뻷���������IJ��ÿ������̹��ռ�RSP����ʵ����ע��ģ�ߵĿ��پ������졣�÷������ÿ���ԭ�ͼ���������������Ϊĸ�����壬ͨ����Ϳ��ĸ������Ľ�����Ͻ��۵εij�������ģ�ߡ��乤�չ���Ϊ�����ڵĹ��߸ֻ������Ͻ�ѹ�����죬��������������������������γ�ֱ��Լ0.05mm����״�۵Σ���������ĸ�������ϣ����Ƴ�ĸ���ı���ṹ��״��������ģ��ʹ�����γɵĸ���ĸ��ʹ�õIJ���ȡ������Ϳ���ϵĺϽ���ϡ�������Ϳ���߸���˵����ѡ���մɲ��ϣ����Ʋ��ϻ��������ۺ�����ﯿɹ�ѡ�÷����������ȸ�(��Ϳ���߸�ʱ��С����Ϳ��ɴ�0.038mm�����쾫�ȿɴ���0.025mm����0.05mm)��ʱ���(��ͨģ��һ��֮�ڼ��ɳ���)����۵�(һ��Ϊ��ͳģ��������õ�1/2��1/10)��
3.3����������ģ��
�Ծ�̼��֬Ϊ���ϣ���SLS�����Ƴ�ĸ�ͣ�����ĸ������Ƴ��մɿ��ͣ����պ������߸��ڿ��ڽ������죬���õ�ģ�ߵ����ĺ���ǻ���÷����������ڲ�����4�ܣ������ģ�߿�����250000��������Ʒ��
3.4����RP���Ŀ���ģ������ʵ����Ч��
1.����ɲ��ǯ�徫��ĸģ�ļ�����ٳ��ͼӹ�
������ҵ�кܶ���״���ӵ��㲿�����ɾ���ֱ���Ƶã���θ߾��ȡ���Ч�ʡ��ͳ�Ҳ������Щ��������ĸģ����������ҵ�е�һ����Ҫ���⣬���ô�ͳ��ľģ���ֹ���������������״���ӵ�ĸģ������Ч�ʵ͡����ȵͣ���������������Ҫ���������ؼӹ�������������ɱ�̫�ߡ�
���ÿ��ٳ��ͼ����е����ڳ������칤���������������㲿������ģ���ɱ��ͣ�Ч�ʸ��ܹ�����������Ҫ��
���չ��̣����ȸ�������ɲ��ǯ�徫��ĸģ�Ķ�άͼֽ������Pro-E��άʵ�彨ģ��������������άʵ��CADģ�ͣ�Ȼ���ٲ���Lark'98ϵͳ��CADģ�ͽ������ݴ������չ滮��������FDM�����Ƶ�����ɲ��ǯ�徫��ĸģ��
1995��8�£�����FDM���������˰µϽγ�ɲ��ǯ�徫��ĸģ��RPԭ�ͣ�����֧��Ч�������룬һ�������İ�Χ�����˺ܺõı������á�ԭ�ͳߴ羫�ȸߡ��ߴ��ȶ������Ρ�������Ⱥá������������侫����ȫ�ﵽ�������˾���ĸģ�������ձ����������˽����Ƽ���ȡ�������ԵĽ��Գɹ���������֧���˸��γ���������
2.����RP��RT�������������������Ǽ�ģ��
��ͳ�Ĵ�������ģ�����췽��������ͨ��������������Ȼ��ͨ�����ӹ��ķ������������мӹ�����֤ģ�ߵijߴ磬��ͳ��ģ�ӹ�������ȱ��Ϊ���������ڳ����ɱ��ߣ�����ģ�߿��������ںͳɱ���Ϊ������������⡣
����ģ������(RT����)��һ�����͵Ĺ��գ�RT���շ���֮һ��ͨ������ԭ������(RP����)���ԭ�ͣ�ͨ���ޱ����մ��ͼ�����ԭ��ת��Ϊ�մ��ͣ��ٽ��о��������óߴ羫�Ƚϸߡ�����������õ�������������õ��������ģ�ߡ�
�廪��ѧ������ٳ���������һ�����ţ�һ��ģ��������˾��������RP��RT�������������������Ǽ�ģ�ߣ������������£�
(1)��Pro��E������������CADģ��
Ӧ��MARC����������Ԫ�������������������̹��̵ijߴ羫�Ƚ�������Ԫ��������CADģ�͡�
(2)LOM��������ģ����ģ�������ֵ�ԭ�ͣ�����˾M-RPMS��II���豸�ϣ�Ӧ��LOM�ֲ�ʵ�����칤�գ�����YHCP-1004Ϳ��ֽ�����ģ����ģ��ԭ�����������ಿ����ɰ�����졣
(3)��ģ�������ֵ�ԭ�Ͳ���M-RPMS-���Ͷ�ܿ��ٳ��ͻ�����������ɨ���ٶ�Ϊ300mm��s������ֱ���ٶ�Ϊ500mm��s��������̼����������Ϊ35W������YHCP-1004Ϳ��ֽ����ѹ�¶�Ϊ90����ֽ�ͽ�����ܺ��Ϊ0.1-1mm��
(4)�����ޱ����մ�ת��������ģ�ߵ�����ģԭ��ת��Ϊ�մ��ͣ��մ�������ʱ��Ϊ8-10���ӣ�����ֲڶ�Ra0.8-3.2��
(5)�����մ��;�����������ʧģ���켼�����ϵķ�����������ģ(�����������ֺ���������)��
(6)������õ���ģ�߽��м��⡢��ĥ����������ģ�ߡ�
����������ͼ�ģ������˾����RP��RT��������˴����������Ǽ�ģ�ߵ���ģ����������һ�������ð��ϳ�ѹģ�ߣ����ijɹ�������һ�������Ǽ�ģ���������·��
�ġ�����
����ԭ�ͼ�����20����80������ڷ�չ�����ĸ��¼�����RPM����Ҫ���������dz��͵Ŀ���ԡ�����RPM�������Զ������١���ȷ�ؽ����˼��ת���һ�����ܵIJ�Ʒԭ�ͻ�ֱ�����������������̲�Ʒ�������ڡ����ٲ�Ʒ�������ã������ҵ����������Ҫ���á�
��ʮһ������ԭ�����켼���ķ�չ��Ӧ�� ���
��չ�ſ�
ʮ����ǰ����Ŀ���ԭ�����죨RP��Rapid Prototyping���������봫ͳ��ȥ���ͼӹ���ͬ������һ�ֻ�����ɢ/�ѻ�ԭ���������������ӹ���Ҳ��Ϊ�ֲ���ӳ��Ρ���ν��ɢ/�ѻ�ԭ������ָ�ڼ�����Ĺ���������£��Ƚ�CADģ����ɢ��һ������������Ϣ��Ȼ����RP�����豸���������������Ƭ�㲢���ճ���һ�壬�Ӷ��ѻ�����άʵ���Ƽ����Զ�����RP�������CADģ�͵������¿�����������⸴����״ʵ��ļ�����������Ҫ��ͳ�Ķ��������ػ��������ߺͼоߣ�һ��ֻ�贫ͳ�ӹ�����30%~50%�Ĺ�ʱ��20%~35%�ijɱ������ܰ��������˼���CADģ��ת��Ϊ����ʵ�壬�Ӷ�������Ч�����̿������ڣ������ҵ�ľ�������
������RP���ռ���������ڲ��ϱ��������ԣ��������IJ��ϼ�Ҫ�����ܹ�������ɢ/�ѻ����ε�����Ҫ����Ҫ�ܽ����ᴦ���ͳ�������б�Ҫ���ܣ����RP�������ó������IJ���Ŀǰֻ������֬������ijЩ�������Ϻ�ֽ�ȼ��࣬����������㷺ʹ�õĽ����ȸ�ǿ�Ȳ������о��룬�����������ڲ�Ʒ����������������ԭ�ͼ���Ҳ����˵RP�������Ϊ������״����ԭ�͵ij��η������ֵģ��ʳ�֮Ϊ������ԭ����������

ͼ1����RP����������ԭ�ͼ���ͼΪ����������
�����һ��ϸ�֣�����ԭ�ͼ���ͼ1���ֿɷ�Ϊ����ԭ�ͺ���ԭ�����ࡣ����ԭ����Ҫ��չʾ��Ʒ��������̬�ͽṹ�����˶�Ƕȹ۲�����ִ������ȼ�����ϵ�����ԭ�;��и�ǿ����ʵ�С������������ڼ�������ߵĴ��»����ܴٽ���Ʋ������������źͿͻ��������뽻��������ԭ����Ҫ�����ṩ�Ӿ��ʹ������������һ����Խ���װ���飨�����еĸ���ԭ��Ҳ�д�Ҫ���Լ����ܴ��ȡ�������ѧ������ʵ�顣
��ʵ�ϣ�RP������û�н���ͣ��������ԭ���ϣ�����ʮ����ķ�չ����������Ƴ���һЩֱ�ӳ��ν������ϵ�RPϵͳ������ʼʵ�����ڿ�����������ģ������������������ͬʱ��RP����Ҳ���ܿ���������ʵ�ʲ�Ʒ��ʹ�õĹ��������ϣ������̼��֬��������ɴ˿ɼ���RP�����Ѿ��������������ղ�Ʒ�Ĺ��ܣ��Ӷ����������ں����ӿ���ԭ��������������죨RM��Rapid Manufacturing������չ��
��ĸģΪ�������������ģ�ߣ��ٶȿ졢�ɱ��ͣ���ĸģ�ر�����״���ӵ�ĸģ��ȡ���ף���RP��������������ƹ�˼��CADģ�ͱ�Ϊ�ǽ������ϵ�ĸģ��Ϊ������ģ��RT��Rapid Tooling������ע�����µĻ�����RP��RT�Ľ�ϣ�RP+RT���ǿ���ԭ�ͼ���Ӧ����������Ҫ����չ������֮�⣬����Ҳ����RP����Ӧ����������������
RP������ֻ������ҵ��Ӧ�÷���δ����������ҽѧ�����Ӧ��Ҳ������������������CTɨ���MRI�Ź������ݿ�����������������ʵ��ģ�Ϳ�����ҽ��������Ϻ�ȷ�����Ʒ��������ҽ���RP���������������֫�������ϲ�λʵ�����̶ȵ��Ǻϡ����������������������о���������Ͽ��ٳ���Ϊ�˹����ٵĿ��⣬�����˹��ǵ��о���ȡ�ÿ�ϲ�ijɹ��������й��廪��ѧ�������䷽��������������ڵ��»����¶ѻ����Σ��Ƴɶ�״���˹��ǵ�ϸ�������ܣ�������ʵ��֤���ÿ������Ч���⡣��ר������˵����ȻRP�������������������ҵ������������ĵ�Ӧ�ý���������ҽѧ����
������꣬RP�豸��ӵ����������������Wohlers Associates, Inc������ȫ��RP�豸ӵ�������ݣ�1999��Ϊ5449̨��2000��Ϊ6755̨��2001���Զ���8000̨����2001���ӵ�����У�����ռ42.8%���ձ�ռ18.7%���¹�ռ9.3%���й�ռ4.7%����������ģ���2002��Ϊ9000��̨��2003���ӵ����������Ȼ��δ��ã��������п��ܽӽ���ﵽ11,000̨���������ȫ��RP�豸��ӵ����������Լһ������һ���棬����������ϵ�רҵ��RP������������չ��ͨ������Ϊ�ͻ���������ʽ���߷���������С��ҵ�Ļ�ӭ����ҵ�����������ӡ�������Щ��������RP������������ٷ�չ�Σ���Ӧ�ý�Խ��Խ�ռ���
RP�Ĺ������̼���Ҫ���շ���

ͼ2��RP��������ʾ��
��ͼ2��ʾ��RP�Ĺ������̴��·�Ϊ�����Σ�
ǰ����������γ�ͨ�������������̹�����άCADģ���⣬ͨ���������άģ�ͽ��н��ƴ��������õĽ��ƴ�����������һϵ�е�С������ƽ�����ƽ��������棬������νSTL��ʽ�ļ���Ŀǰ���о�������ʹ�ò������ƴ���ֱ�Ӷ���άCADģ����Ƭ������������������STL��ʽ��ת�����̶�����������ȱ�ݺ�����ʧ�档
��RP�豸�Ͽ��ٳ��Ρ�������������RP�豸�ϵ���Ƭ�����س����Ƽ��ĸ߶ȷ���ÿ��һ�����루��Ϊ0.1mm����CADģ�������ν�ȡƽ��������Ϣ������RP�豸�ϵļ���ͷ������ͷ������װ�õĿ����°�����������Ϣ�����X-Yƽ�湤��̨�˶�������ѡ���Լ���ɨ�裨ʵ�ֹ̻����и���սᣩ���߽���ѡ�������䣨�������۲��ϻ�ճ���������������ѧ���������β��ճ�ᣨÿ����һ�㹤��̨������һ����Ƭ��ȣ�������һ���ѻ��㹹����άʵ���Ƽ���
�ᴦ����Ϊ�����Ƽ������ܣ�������Ҫ�����ᴦ����������ֽ���Ƽ��ı���Ϳ��һ��������մɻ�߷��Ӳ��ϣ�������Ƽ�����Ļ�еǿ�ȡ���ĥ�Ժͷ����Եȡ�
RP�ij��ι��շ����ݱ����м�ʮ��֮�࣬��������Է�Ϊ��ͼ2��ʾ�Ļ��ڼ���ͻ�������������࣬�ּ�����м��ֳ��õĹ��շ�����
�����������ͣ�SLA��Stereolithgraphy Apparatus�������������⼤�ⰴ��Ƭ������ȡ�IJ���������Ϣ��Һ̬������֬���ɨ�裬��ɨ������Һ̬��֬�����ۺϷ�Ӧ�γ�һ����Ĺ�̬ʵ�塣һ��̻�����Ṥ��̨����һ����Ƭ����ٹ̻��µ�һ����֬��������ճ��ѻ���һ����ά�����Ƽ���SLA�����ξ��Ƚϸߣ��Ƽ��ṹ�����ұ���⻬�������Խϲ�豸Ͷ�ʽ϶࣬���ʺ������ṹ���Ӻ;�ϸ���Ƽ������й�̻���֬�������о��ȵ�֮һ��DMS Somos���ṩ���μ�ǿ�Ⱥܸߵ�����̻���֬��
�ֲ�ʵ�����죨LOM��Laminated Object Manufacturing���������Ե���Ϳ�����ܽ���ֽΪԭ�ϣ����ⰴ��Ƭ������ȡ�ķֲ�������Ϣ�и��̨�ϵ�ֽ������һ��ƽ���������������ⲿ��Ҳ�ü����г�����״�Ա��Ƽ����������������һ��ƽ�����������Ṥ��̨���½�һ��ֽ���������͵�����̨��һ��ֽͨ����ѹװ������һ���ѳ��ε�ֽճ����һ���ٴν��м����и��˷�������ӳ���άʵ���Ƽ������ַ��������ٶȽϿ�Ҳ�Ͼ��ã��������ر���ϸ�ṹ���Ȳ��ߣ��Ƚ��ʺϳ���ʵ���Ƽ���������LOM������չ���ڽ������ĺ��մɲ��ġ�
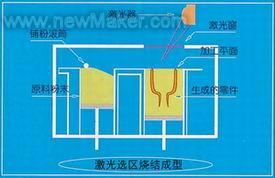
ͼ3��ѡ���Լ����սᣨSLS���������ʾ��
ѡ���Լ����սᣨSLS��Selective Laser Sintering������ͼ3��ʾ�����ǿ��ƺ��⼤�ⰴ�ֲ�������Ϣ��һ���ٶȺ������ܶȶ��Ѿ��ȵ����ڼӹ�ƽ���ϵķ�ĩ�����ϡ�������Ĥ�մɻ�������临�����ĩ�����Ͻ���ɨ�裬����ɨ������֮����ĩ���ս�ɹ���Ƭ�㣨δɨ�赽�ĵط����ǿɶ���һ�����֧�ŵ���ɢ��ĩ�������ᣬȷ���ӹ�ƽ��߶ȵij��λ�������һ��Ƭ���ȣ������ۻ�������Ӧ���ƣ��̷۹�Ͳ�ٴν��ӹ�ƽ���ϵķ�ĩ��ƽ���������ս����һ��������ճ����ǰһ���ϣ���˷�����ѻ�����άʵ���Ƽ���
SLS�ǵ���RPֱ�ӳ��ν��������ģ�ߵ���Ҫ���������н�Ϊ����Ĺ���������DTM��˾��Rapid Tool�͵¹�EOS��˾��Direct Tool��Rapid Tool�������ս������ճ����ĸַۣ���ĩ������ɨ�赽�ĵط�������ճ��������ڻ����ַ�ճ����һ���γ�Ƭ�㣬�������γ��µĹ���Ƭ�㲢һ�����ӳ��γ�Լ��45%��϶�ʵ��Ƽ�������������¯��ʹ��ͭ����45%�Ŀ�϶�ж��Ƴɽṹ��ʵ�Ľ��������ģ�ߡ�Direct Tool�������ս�������л����˵��۵�����Ļ���������ֵȣ���ĩ���ս�����е��۵��������������ĩ����ʹ���϶�������������������ǡ�õ��ڻ��������ĩ�ս�ʱ��������ʹ���������ʼ���Ϊ�㣬�Ӷ�����˽�����ĩ�ս������������⡣
���ڳ������Σ�FDM��Fused Deposition Modeling�������ǽ�������˿�ģ�ABS˿�ȣ��ɹ�˿����������ͷ��������ͷ�б��������ٽ������״̬������ͷ����������Ϣ�ƶ�����ͷ���ƶ�������������İ��������ϳ����̻�Ϊһ�����㡣���Ṥ��̨�½�һ����Ƭ����ٳ����̻�����һ�µı��㣬���һ���������ճ���ѻ�����άʵ���Ƽ���FDM�豸�۸�ϵͣ����μ�����Ҳ�Ϻã��ʺ��������ڿ���ԭ�ͼ����������ܸ��õ�PC��PPSF����ABS���������������ϲ�Ʒ��
���������RP����������FDM�⣬���õĻ�������ͷѡ��������ճ���ʹ��ĩ����ճ����ε���ά��ӡ��3DP��TDP������������ͷѡ�������������Բ��ϵ���īʽ�ȶ������͡����������RP����װ����Ŀǰ�����ö���������ɨ���ֶΣ�������������߳���Ч�ʣ����ҿ����ò�ͬ�����������ͬ����ɫ������ͬ�IJ��ϣ��Ӷ��п����������ɶ��ֲ��Ϲ��ɵĸ������������⣬���������RP����װ�����۸���Ա��ˣ������͡���ȾС�����ʺϷ��ڰ칫����ʹ�ã���������������������������ϵͳ�������г���Ҳ�Ƴ������������ԭ��ΪĿ��ġ����������RP�豸����������Z-Corp�Ƴ��IJ���3DP���յ�Z400��ɫ����Z406��ɫ����
�����RP�豸���˰����շ��������⣬Ҳ�ɰ�����Ŀ����з��ࡣ������������ԭ���ر��Ǹ���ԭ�ͼ�ΪĿ��ĸ�����RP�豸�⣬�����ڷ�չ���������չ��������ģ�ߣ�ΪĿ���������RP�豸�����⣬����ר��Ӧ��������ҽѧ�����ר����RP�豸��
����RP�Ŀ�����ģ����
ģ�����ִ���ҵ��������Ҫ�Ĺ���װ��������ģ����״����������������������ܽ���RP������ģ�ߣ�������ͣ���CADģ��ֱ����������ģ�ߣ����乤��Ŀǰ�в�ʮ�ֳ��졣��˵�ǰ����Ļ�����RP�����ķǽ���ԭ�ͼ�Ϊĸģ����ϴ�ͳ�����췽������ӿ�������ģ�ߡ�

ͼ4����RP����Ϊ��������������ģ�ߣ�ͼΪ�߶�����ͷģ�ߣ�
��RP����ֱ����������ģ���ǵ�ǰ�о��������ȵ㣬�ֽ�������������գ�
������ĩ�ս���Ρ��������SLS����������ĩֱ���ս��ģ�ߣ��Ƚϳ���Ĺ�������������˵��DTM��˾��Rapid Tool��EOS��˾��Direct Tool���¹�EOS��˾��Direct Tool���յĻ������Ƴ���νֱ�ӽ��������սᣨDMLS��Direct Metal Laser Sintering��ϵͳ����ʹ�õIJ���Ϊ���ֻ���ĩ�����ַ�ĩ�Ŀ�����ϸ���ս�ĵ����ȿ�С��20µm������ս�����Ƽ����Ⱥͱ����������Ϻã��Ƽ��ܶ�Ϊ�ֵ�95%~99%������ʵ����������ע��ģ��ѹ��ģ��ģ�ߣ�������ʱ��������账�����ʹ�á����ģ�߾���Ҫ��ܸߣ������ս�������ٽ��и��پ�ϳ��
�������������ĵ�����Ρ�����LOM���Ľ�һ����չ������ϲ���ֽ���ǽ������֡����ȣ����ġ������ü����и�����ϳ���ķ�������������������پ��ɺ��ӻ�ճ�����Ϊ��ά�����Ƽ��������ձ����ü��⽫����Ϳ����۵�Ͻ�֮0.2mm��ȵı��ְ��и�ɲ�������������㻥����Ϊ��ģ�ߡ��������ıϾ���Ȳ���̫С��̨��ЧӦ���ԣ������Ϊ��Ĥ���ʹ���ξ��ȵõ��Ľ���һ����дΪCAM-LEM��RP���գ�������ճ���ճ��������մɱ�Ĥ�����ü����и�������ָ�飬�Ƴ��İ��Ʒ�������¯���սᣬʹ��ﵽ�����ܶȵ�99%��ͬʱ����18%��������
����RP�����ļ�ӿ�����ģ�������Ը�����Ҫ��ģ�������IJ�ͬ����ϲ�ͬ�Ĵ�ͳ���췽����ʵ�֡���������Ҫ����500����ģ�ߣ���ʹ����RPԭ����ĸģ���ٽ�עҺ̬������֬���������ϣ�������ۣ��ĸ�����������ƳɵĻ�����֬ģ�����ǽ�������20��~50����ע��ģ��������ʹ���ɹ轺��ģ������RPԭ�ͼ�Ϊĸģ�������Ĺ���ģ�ߡ�
��������Ҫ���ڼ��ټ�����ǧ��������Ϊ3000��~5000������ģ�ߣ���ʹ���ɽ�����Ϳ����������ƳɵĽ���ģ�ǡ�������Ϳ������RPԭ������Ϳ���۵������Ͻ����õ绡��ͿZn-Alα�Ͻ𣩣���������һ������γɽ��������ᣬ�ٱ��ı�IJ��ϲ�ȥ��ԭ�ͱ�õ��������ǻģ�ߡ�������������ƣ���������������Ϳ�����õ绯ѧ����ͨ�����Һ������������ͭ��������RPԭ�����γɽ����ǣ����Ƴɵ�ģ�������Ƚ�����Ϳ����������������ٶ������ҷǽ���ԭ�ͱ������辭������Ԥ�������ܵ�����
��������Ҫ��Ϊ��ǧ�������3000�����ϣ���Ӳ��ģ�ߣ���Ҫ�Ǹ�ģ�ߣ�����RP������������ʯī�缫��ͭ�缫����ͨ����ӹ����������ģ�ߡ�������RPԭ�ͼ���ĸģ�������ɻ�����֬��̼�������ﹹ��������ĥģ����ĥ�֣�������ר�õ���ĥ������ĥ������ʯī�缫��
ʵ��������RP�����뾫���������ϣ��ǿ�����������С�������������Ч�������������RP��������ģ�������ϣ�����RP������ԭ�ͼ���ĸģ��������ԭ�ͼ����Ƶ�����ģ������������ģ��ĸģ���ٽ�����ͳ����ģ���칤��������������������⣬�Ը�ĤɰΪԭ�ϣ���SLS����ģ�ߣ�������ͣ�CADģ��Ҳ��ֱ���ս�������õ�ɰ���Ϳǣ���ͨ�����칤���������ṹ���ӵĽ��������
����
����������˵������RP�������غ߶����Ե�����ԭ�������ڲ�Ʒ������������������ã���Խ��Խ�ܵ����쳧�̺ͿƼ�����ʿ�����ӡ���Ӧ��Ҳ����ԭ�����������ղ�Ʒ���췽��չ���ر���RP��RT�����Ľ�ϣ���ȡ�ý����Եijɹ������ǣ�RP��������Ŀǰ�ķ�չˮƽ��Ҳ������һЩ�����ԡ����磺
���ξ��Ȳ��ߡ�Ӱ��RP���ξ��ȵ����غܶ࣬���Ȱ���ǰ���������ݸ�ʽת�������ᴦ�������뻷����ʱ����ص��Ƽ��ߴ�仯���������������Ϊ���ι������������Ų��ϵ������¶ȱ仯����һ�����ӵ�����ѧ���̣���ߴ����Զ�Ȼ�е�ӹ����ѣ�����ĿǰRP�������ܴﵽ����ѳߴ羫�ȴ������0.1mm���ҡ����ҳ����ٶ�����ξ���֮�仹����ì�ܣ�Ϊ��߳��ξ��ȶ�������Ƭ���ή�ͳ���Ч�ʡ����ھ��Ȳ�����ĿǰRP�������������쾫�Ƚϸߵ����ղ�Ʒ��һ��ֻ����Ϊһ�������Σ�Near Net Shape��������
�������ճ���IJ��Ϸ�Χ���ޡ�ǰ���Ѿ��ᵽ��Ŀǰ�Ƚϳ����RP�����������IJ��ϴ��ֻ������֬������ijЩ�������Ϻ�ֽ�ȼ��֡�����Щ�����Ƴɵ��������ʹ�����ᴦ��Ҳ������Ϊ�����Ļ�е���ʹ�á����Խ���������ΪRP�Ĵ���������ֱ���������������ģ�ߵĹ����в�ʮ�ֳ��죬������ֱ�ӽ������μ��ijߴ羫�ȡ����������ͻ�е���ܲ����ͳɱ������������Ҫ����
�豸Ͷ�ʴ��Ϸ��øߡ�RP���յ��з��ɱ��ߣ������з��ɱ��ض�ת�Ƶ���Ӧ�Ĺ���װ����ȥ����֮RP�豸��С�������������۸�Ӹ߲��£���ʹ����Ա��˵ĸ�����RP�豸����۸�Ҳ��̫�ͣ��塢������Ԫ�������⣬RP���նԲ���������Ҫ����ר�ó��β��ϼ۸����ƫ�ߡ��豸�Ͳ��ϵļ۸�ҲӰ����RP�������ռ�Ӧ�á�
�����ֽ�RP���ó������IJ��ϡ����ξ������ٶȡ��۸�ȷ��滹����һЩ���⣬�������������о���ʵ��Ӧ�ò��������չ����Щ���⽫�õ���ͬ�̶ȵĽ��������Ԥ�ڣ�δ����RP����������ӳ���������