|
inconel产品的均匀腐蚀可以发生在酸性或热的碱性溶液。通过这种机制可以预计的亏损,并在设计允许的。inconel产品的腐蚀速率非常慢时,该金属是在被动状态,一般的是耐腐蚀性更好地较大的铬含量,但其他的溶质可以是有害的。
Inconel600
Inconel600是早期发展的镍-铬-铁基固溶强化合金,具有良好的耐高温腐蚀和抗氧化性能、优良的冷热加工和焊接工艺性能,在 700℃以下具有满意的热强性和高的塑性。合金可以通过冷加工得到强化,也可以用电阻焊、溶焊或钎焊连接,可供应冷轧薄板 、热轧厚板、带材、丝材、棒材、圆饼、环坯、环形锻件等,适宜制作在1100℃以下承受低载荷的抗氧化零件。
600合金是一种无磁的镍基高温合金,结合了高强度,冷热加工性能和耐腐蚀能力。并且该合金展现出很好的耐热性能,在整个退火到重度冷作加工过程中,不会出现时效腐蚀或应力腐蚀。 化学成分 碳 0.10%以下硫 0.015%以下铬 14.00-17.00% 铜 0.50% 锰 1.00%以下硅 0.50%以下镍 72.00%以上铁 6.00-10.00%
物理性质
比重:8.43
密度:0.3070 lb/in3
平均比热(77-212°F):0.1090 Btu/lb/°F
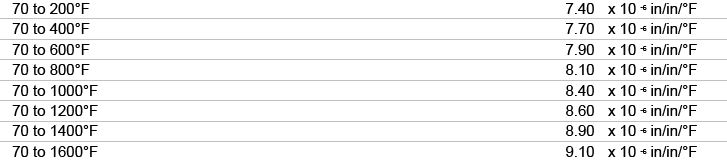
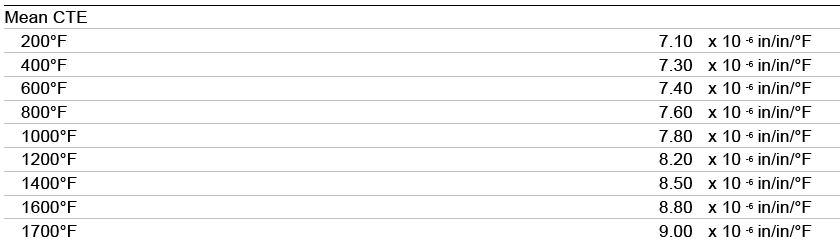
平均热膨胀系数
导热率: 104.0BTU-in/hr/ft2/°F
弹性模量(E)
受拉和受压: 31.0 X 103 ksi
扭转和受压: 11.0 X 103 ksi
电阻(77°F):620.0 ohm-cir-mil/ft
熔距: 2540°F
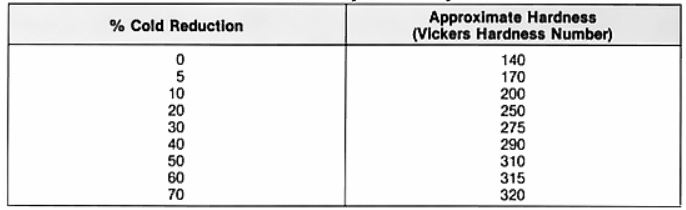
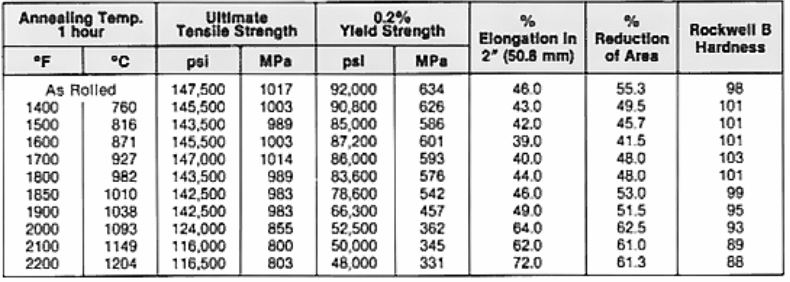
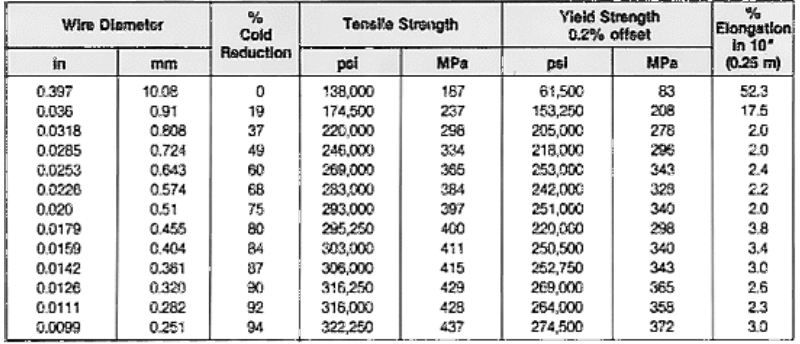
机械性能 冷轧对硬度的影响
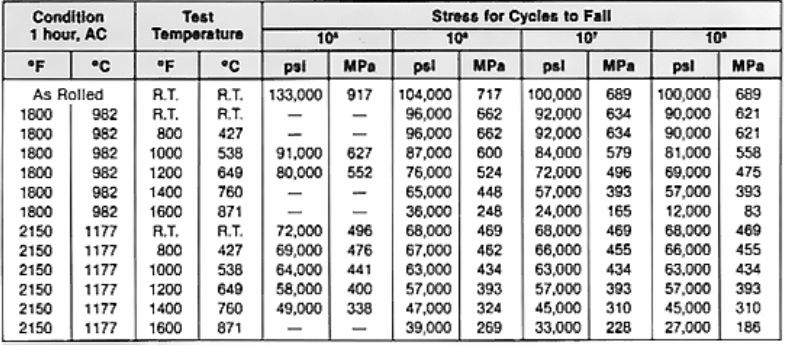
应力开裂强度
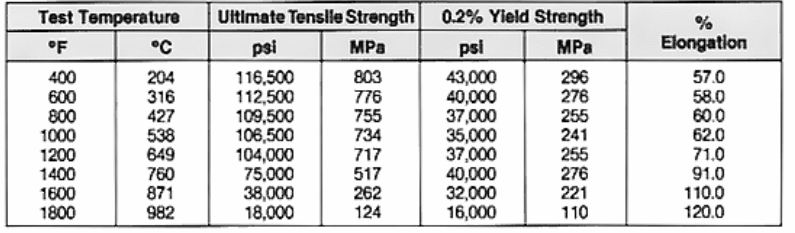
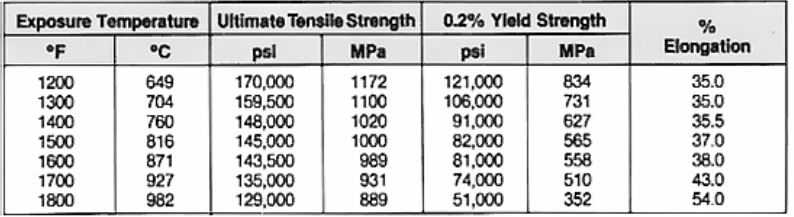
升温环境的抗拉强度
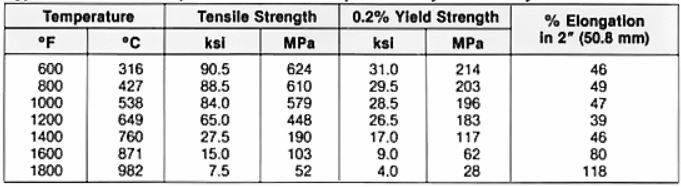
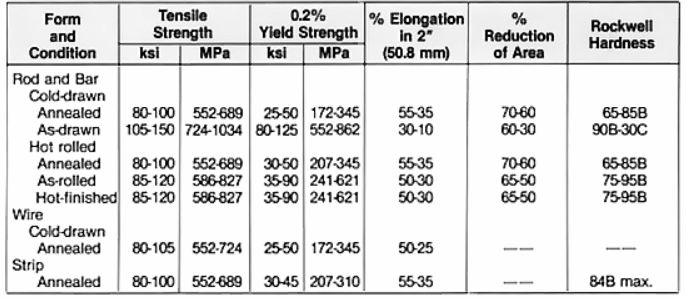
机械性能
热处理 600合金不能时效硬化,只能冷作硬化。软化退火开始的温度是871°C,在982°C加热10-15分钟即可结束退火。超过982°C会产生不良的晶粒生长,但是在1038°C稍微加热一下可以使材料完全软化,且不会出现过度的晶粒生长。冷却速度不影响软化效果,所以可以用水淬也可以空冷。
加工性能 热加工低硫还原炉气氛可用于锻造600合金。热加工的大部分工作量应在1260-1010°C温度范围内进行,少量的热加工可以持续至温度降至871°C。871-649°C之间材料延展性较低,不宜进行热加工。
冷加工为得到更高的性能,600合金可在649°C以下进行冷加工。
机加 600合金的热加工状态和退火态都可以进行机加。由于该材料机加时会产生大量的热,应采用高速钢,有色金属铸件或硬质合金刀具,并保持刀具锋利。 高速钢和有色金属刀具的车削速度为0.18-0.23m/s,硬质合金刀的车削速度为0.51-0.89m/s。该速度范围为平均值,需根据工件的实际情况来调整速度和进刀量。
润滑油需用硫基的。在加温处理,如焊接前,需彻底清除润滑油。
焊接 600合金可用普通的焊接和钎焊。
Inconel625
Inconel625是以钼、铌为主要强化元素的固溶强化型镍基变形高温合金,具有优良的耐腐蚀和搞氧化性能,从低温到980℃均具有良好的拉伸性能和疲劳性能,并且耐盐雾气氛下的应力腐蚀。因此,可广泛用于制造航空发动机零部件、宇航结构部件和化工设备。合金的加工和焊接性能良好,可供应各种板材、棒材、管材、丝材、带材和锻件。
625合金是一种耐腐蚀,抗氧化的镍基合金。625合金在低温--1093°C温度范围内展现的优异强度和韧度源自镍铬基体中的难熔金属钶和钼产生的固溶效应。625合金优秀的疲劳强度和抗应力腐蚀开裂的性能得益于材料中的氯离子。 应用 625合金多用于制造热屏, 涡轮发动机的风道,内燃烧筒,喷油杆,化工行业设备以及特殊的海水应用。 耐腐蚀性能 625合金可耐受多种腐蚀环境。在碱性溶液,海水,淡水,中性盐和空气中,该材料几乎没有腐蚀。镍和铬成分提供了抗氧化的能力。镍和钼提供了对非氧化气体腐蚀的抵抗力。钼能有效阻止坑蚀和缝隙腐蚀。对氯化物应力腐蚀开裂的抵抗力尤为突出。在高温下,625合金不易出现剥落或氧化。 
物理性质密度:8.44 平均比热:0.098 btu/lb/°F
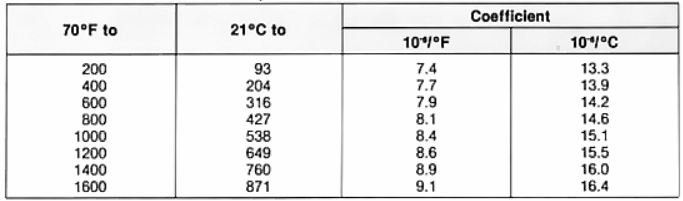
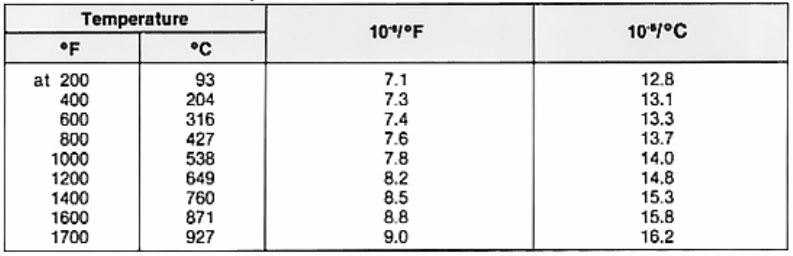
平均热膨胀系数
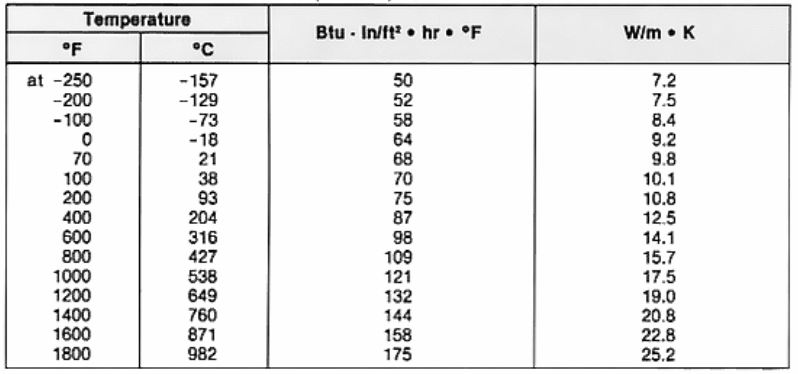
导热性质

材料在1149°C热处理1小时
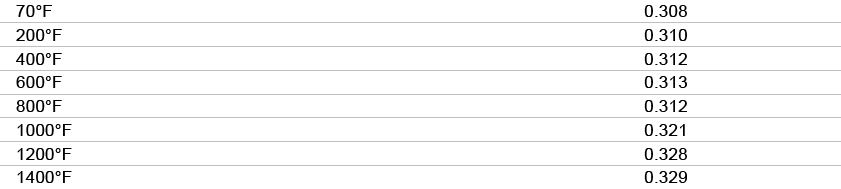
泊松比
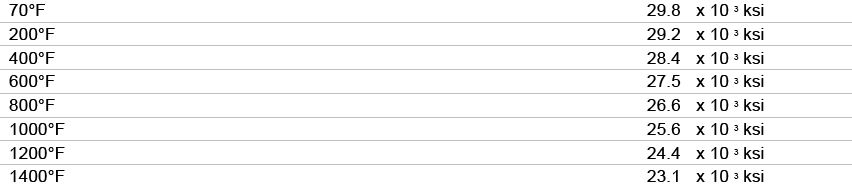
弹性模量(E)
弹性模量(动态)
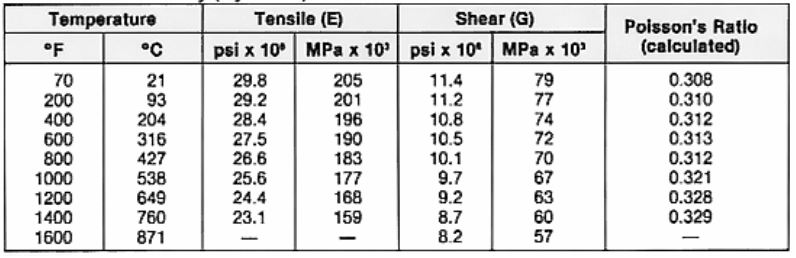
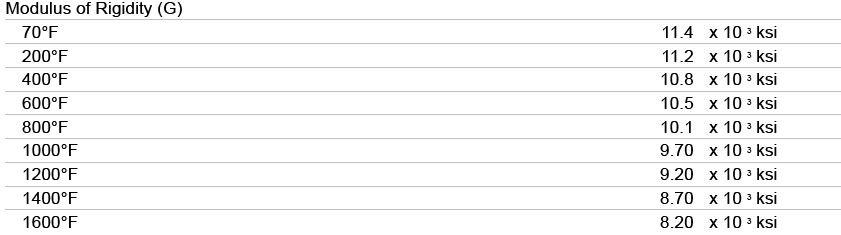
刚性模量(G)
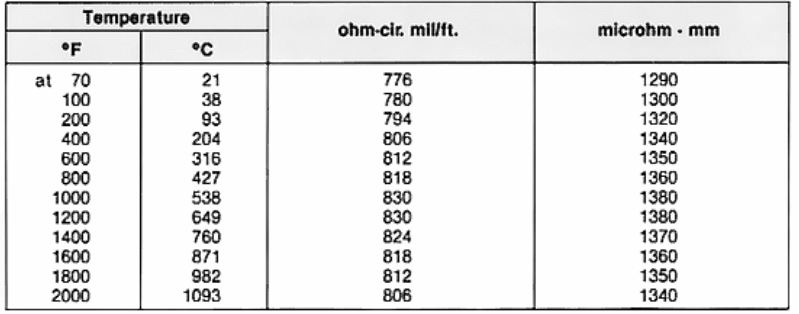
电阻
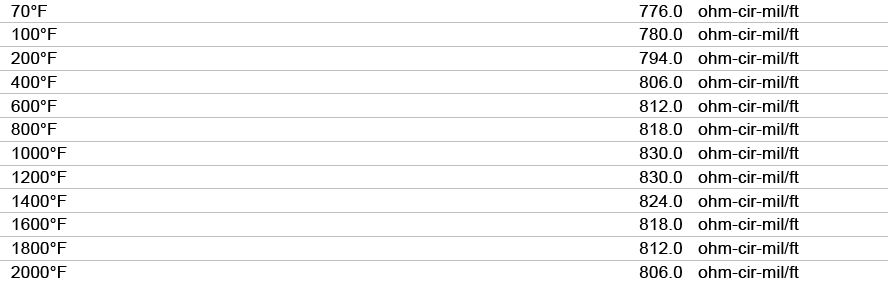
材料在1149°C热处理1个小时
居里温度: <-320°F
熔距:2350-2460°F
磁性磁通量(200 Oe):1.0006Mu
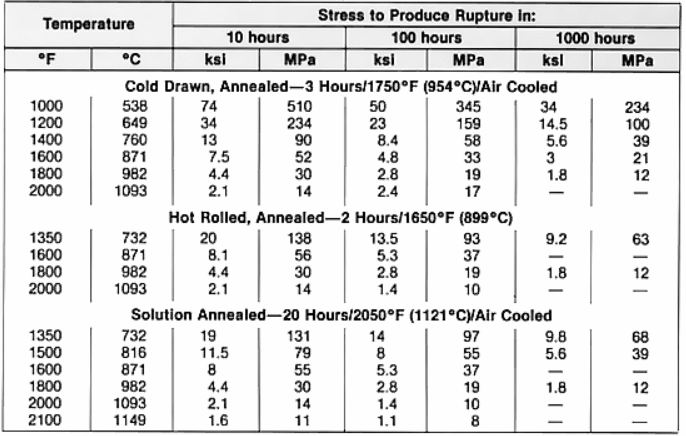
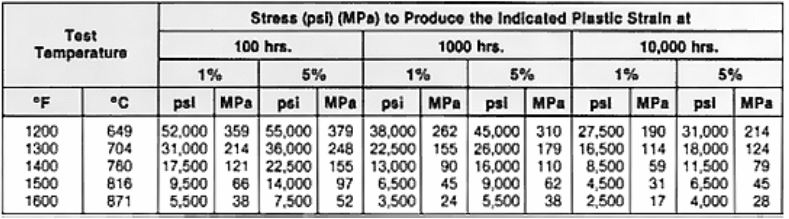
机械性能 蠕变性能
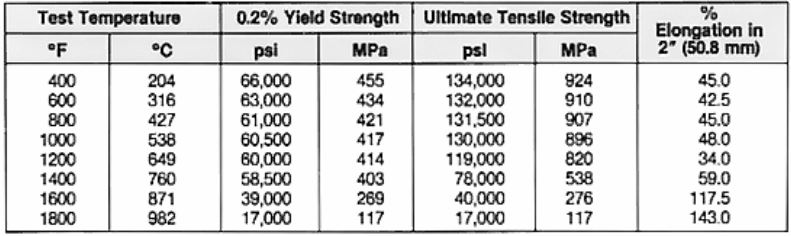
升温条件下的抗拉性能
注:热轧,固溶退火圆棒(1177°C)
退火温度的影响
注:测试样件为热轧圆棒
升温条件下的抗拉性能
注:低固溶退火
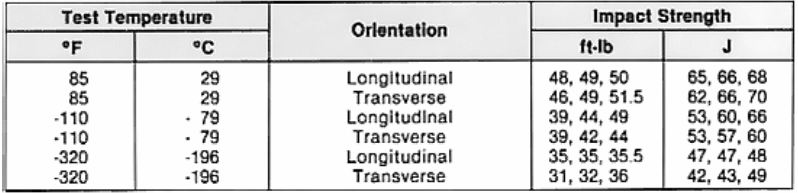
冲击测试-锁孔型缺口
室温抗拉性能
注:线材,在1177°C退火5分钟,空冷
室温抗拉强度热轧,低固溶退火,在下表所列温度受热100小时。
旋转梁疲劳强度
开裂强度-高固溶退火材料
开裂强度-低固溶退火材料
热处理 对625合金有三种基础的热处理方法: 1. 高固溶退火:1093-1204°C,空气淬火或更快的淬火 2. 低固溶退火:927-1038°C,空气淬火或更快的淬火 3. 应力释放:899°C,空气淬火 热处理时间取决于材料数量和横截面厚度。方法1和2的热处理时间通常为1/2-1个小时,方法3的热处理时间为1-4个小时。
工作温度在816°C以上,抗蠕变性能较重要时,通常用方法1来处理材料。钢厂也会采用高固溶退火使材料变软,便于冷轧或冷拉。 方法2是最常用的热处理方法,1038°C可以优化抗拉强度和开裂强度的综合性能。同时低温环境下的延展性和韧度也非常好。
工作温度在649°C以下,对材料的抗疲劳性能,抗拉强度,屈服强度和硬度要求较高时,推荐采用方法3进行热处理。处理后的材料在低温环境下具有非常好的延展性和韧度。如果需要致密的晶粒,使材料在816°C以下的环境也具有很好的疲劳强度,抗拉强度和屈服强度,有时也可以用方法3。
加工性能 热加工热加工的最高炉温为1149°C。注意避免摩擦热累积导致过热而超过1149°C。625合金在1010°C以下会变得比较刚硬。如果低于该温度,工件需要重新加热。建议进行均匀锻打以避免产生混晶结构。成品锻打率约15-20%。
冷加工 625合金适用于多种标准的冷加工方法。冷加工后工件变刚硬,可以通过退火处理恢复其延展性。冷作加工的影响冷作加工前,带材在1019°C退火处理 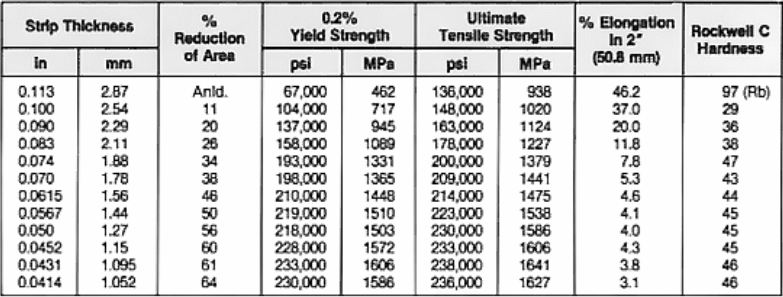
机加性能一般建议采用低切削速度,致密刀具,重型设备,充足的冷却液,强制进刀的方法来加工625合金。
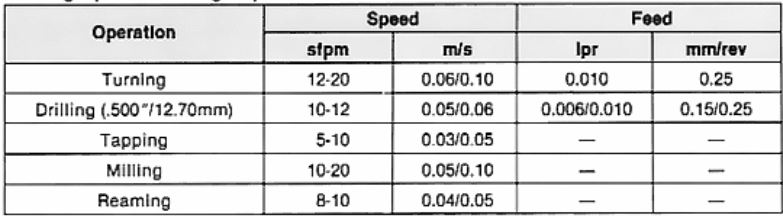
高速切削刀具的车削加工

高速钢刀具的切削速度
硬质合金刀具的角度比高速钢刀具更小,切削速度更快。建议使用硫基的切削液。机加后需要彻底清洗工件,避免将表面污染物带入后面的热处理工序。
焊接焊接可用气体保护焊,用钨极或自耗金属极。不需要做焊后热处理来维持耐腐蚀性能。焊接前注意清洁焊接面,对齐焊缝,较厚的焊接区域采用U型焊接法。
|